数控切削参数表
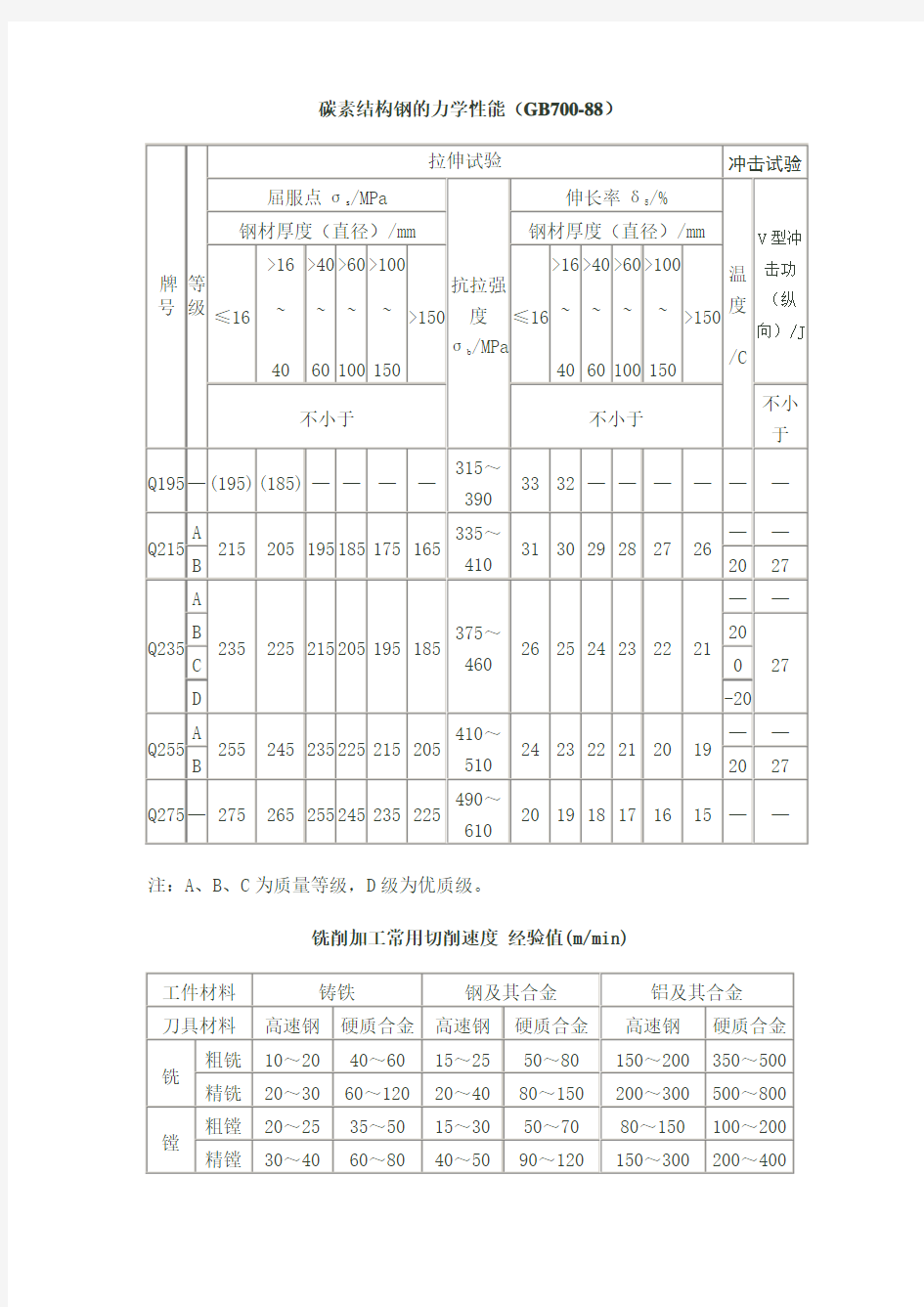
碳素结构钢的力学性能(GB700-88)
注:A、B、C为质量等级,D级为优质级。
铣削加工常用切削速度经验值(m/min)
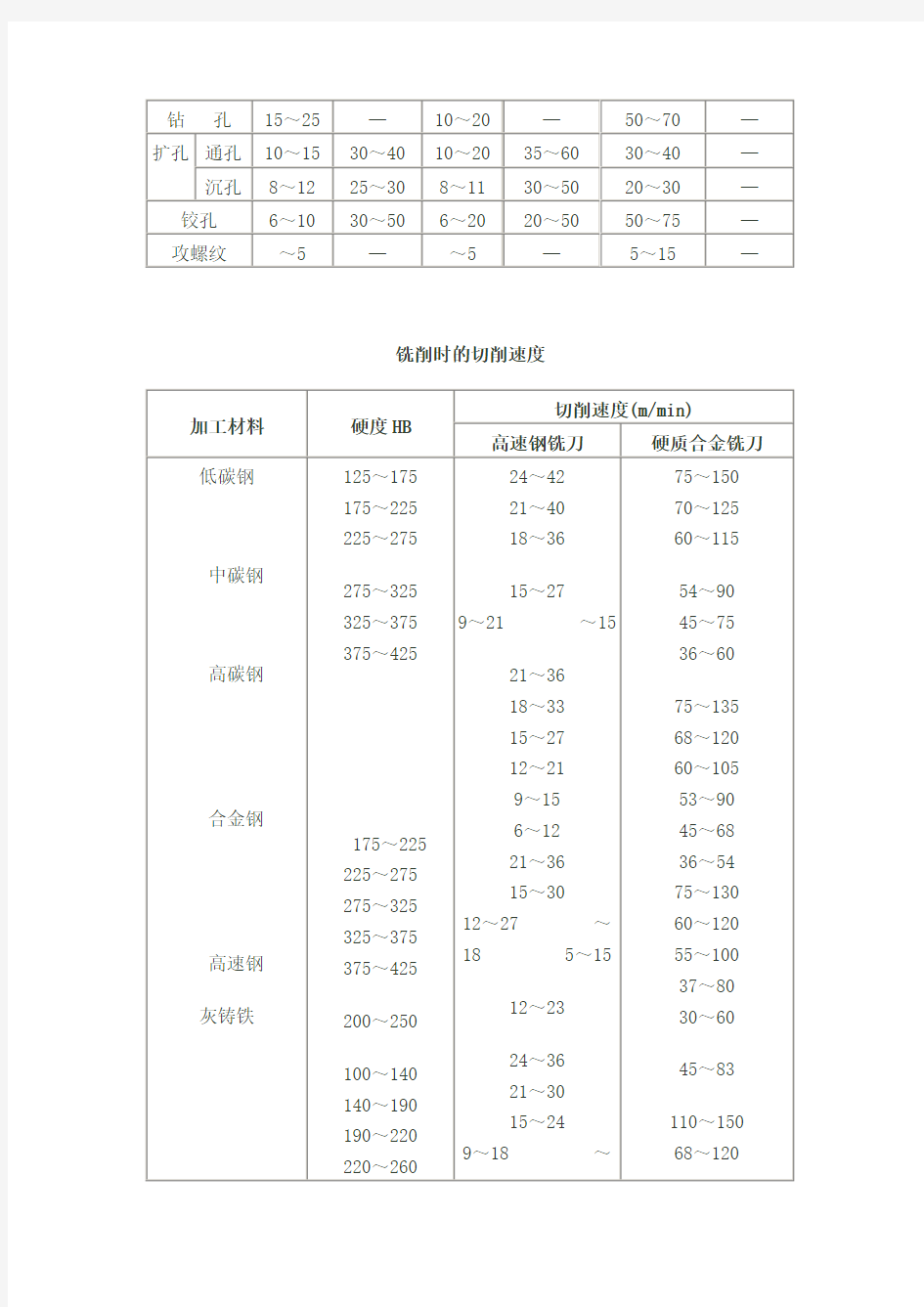
铣削时的切削速度
铣削加工每齿进给量推荐值(mm/z)
数控铣削每齿进给量经验值
H13~H7孔加工方式余量(孔长度小于5倍直径)
注:当孔径≤30mm、直径余量≤4mm和孔径>30~80mm、直径余量≤6mm时,采用一次扩孔或一次镗孔。
H7与H8级精度孔加工方式及余量(在实体材料上加工) (mm)
注:在铸铁上加工直径为30mm与32mm的孔可用Ф28与Ф30钻头钻一次。
按H7与H8级精度加工已预先铸出或热冲出的孔 (mm)
注:1.如果铸出的孔有很大的加工余量时,则第一次粗镗可分为两次或多次;2.如果只进行一次半精镗,由其加工余量为表中“半精镗”和“粗铰或二次半精镗”加工余量之和。
平面精铣、磨削加工方式余
量(mm)
注:1. 精铣时,最后一次行程前留的雨量应该≥。 2.
热处理零件磨削的加工余量系将表中值乘以。
高速钢钻头加工钢件的切削用量
高速钢钻头加工铝件的切削用量
高速钢钻头扩孔、钻孔的切削用量 (mm/r)
高速钢铰刀铰孔的切削用量
攻螺纹切削速度 (m/min)
钻孔的进给量
镗孔切削用量
硬质合金端面铣刀的铣削用量
不锈钢的铣削用量
不锈钢的铣削用量
硬质合金车刀粗车外圆及端面的进给量
注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=~;
2、在无外皮加工时,表内进给量应乘第数K=;
3、加工耐热钢及其合金时,进给量不大于1mm/r;
4、加工淬硬钢时,进给量应减小。当钢的硬度为44~56HRC时,乘系数K=;当钢的硬度为57~62HRC时,乘系数K=。
5、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
硬质合金外圆车刀半精车的进给量(参考值) mm/r
注:rε=,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
切断/切槽的进给量
注:1、切断直径大于60mm的实心材料,当切刀接近零件轴线倍半径时,表中进给量应减小40%~50%。
2、加工淬硬钢时,当硬度<50HRC时,表内数值应减小30%,当硬度>50HRC 时,表内数值应减小50%。
常用螺纹的切削进给次数
和背吃刀量mm
高速车三角螺纹时的走刀次数
硬质合金外圆车刀常用切削速度(参考值)m/min
注:切削钢及灰铸铁时刀具耐用度约为60min。
注:表中D为孔径,P为螺距。
G94 每分钟进给mm/min G95主轴每转进给mm/r G97 S1000 主轴转速1000r/min G96 S100 主轴转速100m/min
(一)车切削用量的选用原则
粗车时,应尽量保证较高的金属切除率和必要的刀具耐用度。
选择切削用量时应首先选取尽可能大的背吃刀量ap,其次根据机床动力和刚性的限制条件,选取尽可能大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度vc。增大背吃刀量ap可使走刀次数减少,增大进给量f有利于断屑。
精车时,对加工精度和表面粗糙度要求较高,加工余量不大且较均匀。选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础土尽量提高生产率。因此,精车时应选用较小(但不能太小)的背吃刀量和进给量,并选用性能高的刀具材料和合理的几何参数,以尽可能提高切削速度。
(2)切削用量的选取方法
①背吃刀量的选择粗加工时,除留下精加工余量外,一次走刀尽可能切除全部余量。也可分多次走刀。精加工的加工余量一般较小,可一次切除。在中等功率机床上,粗加工的背吃刀量可达8~10mm;半精加工的背吃刀量取~5mm;精加工的背吃刀量取~。
②进给速度(进给量)的确定粗加工时,由于对工件的表面质量没有太高的要求,这时主要根据机床进给机构的强度和刚性、刀杆的强度和刚性、刀具材料、刀杆和工件尺寸以及已选定的背吃刀量等因素来选取进给速度。精加工时,则按表面粗糙度要求、刀具及工件材料等因素来选取进给速度。进给速度νf可以按公式νf =f×n计算,式中f表示每转进给量,粗车时一般取~r;精车时常取~r;切断时常取~r。
③切削速度的确定切削速度vc可根据己经选定的背吃刀量、进给量及刀具耐用度进行选取。实际加工过程中,也可根据生产实践经验和查表的方法来选取。粗加工或工件材料的加工性能较差时,宜选用较低的切削速度。精加工或刀具材料、工件材料的切削性能较好时,宜选用较高的切削速度。切削速度vc确定后,可根据刀具或工件直径(D)按公式n=l000vc/πD 来确定主轴转速n(r/min)。
4)车螺纹时的主轴转速数控车床加工螺纹时,因其传动链的改变,原则上其转速只要能保证主轴每转一周时,刀具沿主进给轴(多为Z轴)方向位移一个螺距即可。
在车削螺纹时,车床的主轴转速将受到螺纹的螺距P(或导程)大小、驱动电机的升降频特性,以及螺纹插补运算速度等多种因素影响,故对于不同的数控系统,推荐不同的主轴转速选择范围。大多数经济型数控车床推荐车螺纹时的主轴转速n(r/min)为:n≤(1200/P)-k式中P——被加工螺纹螺距,mm; k ——保险系数,一般取为80。
二、铣削切削用量的确定
确定进给速度的原则:
1)当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般在100~200mm/min范围内选取。
2)在切断、加工深孔或用高速钢刀具加工时,宜选择较低的进给速度,一般在20~50mm/min范围内选取。
3)当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20~50mm/min 范围内选取。
4)刀具空行程时,非凡是远距离“回零”时,可以选择该机床数控系统给定的最高进给速度。
5)在工件表面粗糙度要求为~25μm时,如果圆周铣的加工余量小于5m端铣的加工余量小于6mm,则粗铣以此即可道道要求。但余量较大分两近给
6)工件表面粗糙度要求为~μm,分粗铣和半精铣两步铣削加工,粗铣后留半精铣余量~;
7)工件表面粗糙度要求为~μm,可分粗铣、半精铣、精铣三步铣削加工,半精铣时端铣背吃刀量或圆周铣侧吃刀量取~2mm,精铣时端铣背吃刀量取~1mm,
CNC机床钻孔、攻丝切削参数_图文(精)
普通螺纹底孔刀号钻头转速钻头进给丝锥转速丝锥进给细螺纹底孔直径通用管螺纹 底孔直径钻头转速钻头进给M4×0.7 3.33950901/4″11.5600160 M5×0.8 4.24900904453562/8″15430120 M6×155(198501804254251/2″18.7340100 M8×1.25 6.76(20800200500625 3/4″24.2270150M10×1.58.57(21700300500750M12×1.2510.7 M12×1.7510.28(22630280500875M16×1.514.5 M16×213.99(23460220400800M20×1.518.5 M20×2.517.410(24365180320800M20×1.518.5 M24×32111(25340160250750 M30X3.526.5250125200700 M10×1912(26700180500500 NPT1/8″8.714 7001807、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型,注:若攻不通孔螺纹,底孔深度:D钻=h有效+0.7D+0.3D底孔。 6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。 CNC机床常用普通螺纹钻孔参数表
丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。 1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。 加工过程: 2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。 公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。 3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。 4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为10mm以上。 b:初始平面高度:为螺纹孔上表面以上20mm。公司选用100mm。 5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。
fanuc数控系统参数表
fanuc数控系统参数表 FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。根据多年的实践,对常用的机床参数在维修中的应用做一介绍。 1.手摇脉冲发生器损坏。一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。 2.当机床开机后返回参考点时出现超行程报警。上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种: (1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。若没有问题,则将参数0700或0704数值改为原来数值。 (2)同时按P和CAN键后开机,即可消除超程报警。 3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放 ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。 4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。 5.密级型参数0900~0939维修法。按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方
加工中心切削参数表
加工中心切削参数表 加工中心切削参数表 种类参切削参数粗加工精加工平面加工备注刀具悬伸长度 刀具直径数 飞刀 2 aa(mm) 0.5 0.2 0.2 E10R0.8 粗加工参数指材料硬度在刀长在50以 下 HRC30-50,对于低于此硬度飞刀 2 ar(mm) 8 0.2 8 E10R0.8 刀长在50以下的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 600 E10R0.8 刀长在50 以下飞刀 2 S(转/min) 3200 3200 3500 E10R0.8 刀长在50以下飞刀 2 寿命(min) 60 \ 60 E10R0.8 刀长在50以下飞刀 2 \ \ \ E10R0.8 金属去除率刀长在50以下飞刀 2 aa(mm) 0.5 0.2 0.2 E12R0.8 粗加工参数指材料硬度在刀长 在60以下 HRC30-50,对于低于此硬度飞刀 2 ar(mm) 10 0.2 10 E12R0.8 刀长在60以 下 的材料,切深可增大飞刀 2 F(mm/min) 1000 1000 700 E12R0.8 刀长在60 以下飞刀 2 S(转/min) 3000 3000 3500 E12R0.8 刀长在60以下飞刀 2 寿命(min) 60 120 60 E12R0.8 刀长在60以下飞刀 2 \ \ \ E12R0.8 金属去除率刀长在60以下飞刀 2 aa(mm) 0.5 0.2 0.2 E16R0.8 粗加工参数指材料硬度在刀 长在90以下 HRC30-50,对于低于此硬度飞刀 2 ar(mm) 13 0.2 13 E16R0.8 刀长在90以 下 的材料,切深可增大飞刀 2 F(mm/min) 900 1800 800 E16R0.8 刀长在90以 下飞刀 2 S(转/min) 2500 3000 3000 E16R0.8 刀长在90以下飞刀 2 寿命(min)
数控机床加工的切削用量
单元4 数控机床加工的切削用量 教学目的 1、了解数控机床的运动(主运动、进给运动); 2、了解数控机床加工刀具的角度及其作用; 3、了解数控机床加工中有关切削层的参数及其作用; 4、了解数控机床加工中的切削用量及其选用原则。 5、掌握常用不同材料零件在粗加工、半精加工和精加工时的切削用量选用; 教学重点 1、数控机床加工刀具的角度及其作用; 2、数控加工中粗加工、半精加工和精加工时的切削用量选择; 教学难点 1、刀具的角度及其作用; 2、切削用量选用 教学方法 讲练结合 教学内容 一、车削加工与刀具 1. 车削加工原理 在普通车床和一般数控车床上,可以进行工件的外表面、端面、内表面以及内外螺纹的加工。对于车削中心,除上述各种加工外,还可进行铣削、钻削等加工。从上述介绍可以看出:在切削过程中,刀具和工件之间必须具有相对运动,这种相对运动称为切削运动。根据切削运动在切削过程中的作用不同可以分为主运动、和进给运动。各种机床的主运动和进给运动参见下表。 各种机床的主运动和进给运动 主运动是指机床提供的主要运动。主运动使刀具和工件之间产生相对运动,从而使刀具的前刀面接近工件并对工件进行切削。在车床上,主运动是机床上主轴的回转运动,即
车削加工时工件的旋转运动。 2)进给运动 进给运动是指由机床提供的使刀具与工件之间产生的附加相对运动。进给运动与主运动相配合,可以形成完整的切削加工。在普通车床上,进给运动是机床刀架(溜板)的直线移动。它可以是纵向的移动(与机床主轴轴线平行),也可以是横向的移功(与机床主轴轴线垂直),但只能是一亇方向的移动。在数控车床上,数控车床可以同时实现两亇方向的进给,从而加工出各种具有复杂母线的回转体工件。 在数控车床中,主运动和进给运动是由不同的电机来驱动的,分别称为主轴电机和坐标轴伺服电机。它们由机床的控制系统进行控制,自动完成切削加工。 2. 切削用量 切削用量是指机床在切削加工时的状态参数。不同类型的机床对切削用量参数的表述也略有不同,但其基本的含义都是一致的,如下图所示。 车削加工中切削用量示意图 (1)切削速度(c v ) 切削刃上的切削点相对于工件运动的瞬时速度称为切削速度。切削速度的单位为(m/min )米/ 分。在各种金属切削机床中,大多数切削加工的主运动都是机床主轴的运动形成,即都是回转运动。切削速度与机床主轴转速之间进行转换的关系为: 1000dn v c π= ………………… 4-1 式中:c v ——切削速度 (m/min) d ——工件直径 (mm) n ——主轴转速 (r/min) (2) 进给量(f ) 不同种类的机床,进给量的单位是不同的。对于普通车床,进给量为工件(主轴)每转过一转,刀具沿进给方向上相对于工件的移动量,单位为mm/r ;对于数控车床,由于其控制原理与普通车床不同,进给量还可以用进给速度 f v (单位为 mm/min )来表达,即:刀具在单位时间内沿着进给方向上相对于工件的位移量。其它类型的机床则根据其结构不同,进给量的单位表达还可以为刀具或工件每转的位移量( mm/r ,使用多齿刀具的机床)。在车削加工时,进给速度f v 是指切削刃上选定点相对于工件进给运动的瞬时速度。它与进给量之间的关系为: f n v f ?= ……………………4-2
数控刀具的种类与特点分析大全
数控刀具的种类与特点分析 数控加工刀具可分为常规刀具和模块化刀具两大类。模块化刀具是发展方向。发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。 一、数控刀具的分类 1、从结构上可分为 (1)整体式 (2)镶嵌式可分为焊接式和机夹式。机夹式根据刀体结构不同,分为可转位和不转位; (3)减振式当刀具的工作臂长与直径之比较大时,为了减少刀具的振动,提高加工精度,多采用此类刀具;(4)内冷式切削液通过刀体内部由喷孔喷射到刀具的切削刃部; (5)特殊型式如复合刀具、可逆攻螺纹刀具等。
2、从制造所采用的材料上可分为 (1)高速钢刀具高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和红硬性较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。高速钢刀具使用前需生产者自行刃磨,且刃磨方便,适于各种特殊需要的非标准刀具。 (2)硬质合金刀具硬质合金刀片切削性能优异,在数控车削中被广泛使用。硬质合金刀片有标准规格系列产品,具体技术参数和切削性能由刀具生产厂家提供。 硬质合金刀片按国际标准分为三大类:P类,M类,K类。 P类--适于加工钢、长屑可锻铸铁(相当于我国的YT 类) M类--适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的YW类) M-S类--适于加工耐热合金和钛合金 K类--适于加工铸铁、冷硬铸铁、短屑可锻铸铁、非钛合金(相当于我国的YG类) K-N类--适于加工铝、非铁合金 K-H类--适于加工淬硬材料 (3)陶瓷刀具 (4)立方氮化硼刀具
数控车床刀片型号大全
数控车床刀片型号 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 数控刀片上一般都会有一连串的字母加数字来作为数控刀片的型号,对于专业的人员来说,看懂这些字母以及数字的含义非常简单,但是对于很多商家来说这些字母都认识,字母代表的意义却是截然不知道的。 数控刀具是指与数控机床(包括加工中心、数控车床、数控镗铣床、数控钻床、自动线以及柔性制造系统)相配套使用的各种刀具的总称,是数控机床不可缺少的关键配套产品。在国外数控刀具发展很快,品种很多,已形成系列。在我国,由于对数控刀具的研究开发起步较晚,数控刀具成了工具行业中最薄弱的一个环节。数控刀具的落后已经成为影响我国国产和进口数控机床充分发挥作用的主要障碍。 数控刀具必须适应数控机床高速、高效和自动化程度高的特点,一般应包括刀具及连接刀柄:刀柄要连接刀具并装在机床的动力头上,因此已逐渐标准化和系列化。近年来,快速发展的数控加工技术促进了数控刀具的发展。每当一种新型数控刀具产品的面市,会使数控加工技术跃上一个新台阶,产生巨大的经济和社会效益。 数控刀具的分类方法很多。一般可按下列方法进行分类。 1.按刀具切削部分的材料分
按刀具切削部分的材料可分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼刀具、金刚石刀具和涂层刀具等。 2.按刀具的结构形式分 按刀具的结构形式可分为整体式、镶嵌式和特殊形式等。 (1)整体式。整体式包括钻头和立铣刀等。 (2)镶嵌式。镶嵌式包括刀片采用焊接和机夹式等。 (3)特殊形式。特殊形式包括复合式和减振式等。 3。按切削加工工艺分 按切削加工工艺可分为车削刀具、铣削刀具、钻削刀具和镗削刀具等。 (1)车削刀具。车削刀具包括外圆车刀、内孔车刀、切槽(断)刀、端面车刀、螺纹车刀等: (2)铣削刀具。铣削刀具包括面铣刀、立铣刀和螺纹铣刀等。 (3)钻削刀具。钻削刀具包括钻头、铰刀和丝锥等。 (4)镗削刀具。镗削刀具包括粗镗刀和精镗刀等。 数控加工刀具可分为常规刀具和模块化刀具两大类。 模块化刀具是发展方向。发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。 (1)从结构上可分为 ②体式
数控铣床技术参数
数控铣床技术参数 备注:1、重要参数红色标记 2、主轴锥孔主流为BT40 7:24。 3、三轴行程越大越好;工作台面积越大越好;主轴转速越大越好;扭矩越大越好;电机功率、容量越大越好;承重越大越好;净重越大越好。 4、铣床型号X开头,车床型号C开头。 5、铣床的外围尺寸是每个厂商自定义的。 6、目前运用的最广的铣床是600系列、800系列。600系列铣床尺寸(毫米)大概在长:2200——2500 宽:2200——2500 高:1800——2000(不计主轴电机高度) 7、铣床工作台承重也是重要参数,单位是KG,专业术语是公斤而不是千克。 8、普通铣床才会分立式和卧式,卧式一般用于大工件的粗加工。 9、加工中心的刀库分为斗笠式和机械式,机械式比斗笠式跟贵,同等机床,加工中心比普通数铣贵3——4万元。 10、驱动方式:伺服机比步进电机精密度更高、价格更高、更省电。 数控铣床技术参数 产品名称型号 铣头回转角度(度) 矩形工件 台面积宽 ×长(毫 米) 主轴锥 孔 主轴转速 (转/分) 主轴中心 至垂直导 轨面距离 (毫米) 工作精度(毫米) 电机 功率(KW) 数控装置重量(吨)外形尺寸 高×宽×长 (毫米) 生产厂X 轴 Y轴Z轴定位精度 重复定 位 可控轴 数 驱动 方式 系统 承 重 净重 数控立式 XK5012250100250125×500莫氏3 号 120-1830155±0.02±0.015 1.53 步进 电机 单板机0.6 830×870× 1630 江苏省 宿迁机 床厂 升降台铣床 数控铣床XK5025680350400 250× 1120 30 7:24 60-4200360 ±0.013 /350 ±0.005 1.54伺服微机 1.5 1381×1720 ×2196 南通机 床厂XK5032750350400 320× 1220 bt40 7:24 45-4500495 ±0.013 /250 ±0.005 3.73伺服微机 2.2 1830×1880 ×2060 数控立式铣 床XK5032A800350 主轴箱 430 320× 1320 ISO5025-2500 3.7 步进 电机 1900×1900 ×2500 江东机 床厂XK5032650240330 320× 1250 ISO5030-15007.53 直流 伺服 2.7 2050×1779 ×2099 自贡长 征机床
现代数控机床技术参数的选用
1.5数控机床的选用 数控机床是机床体系分类中的一个类别,随着技术发展的不断进步,CNC机床的数量、种类增长很快,下面是对各种CNC机床进行简单的罗列: ①数控铣床和加工中心;②数控车床和车削中心;③数控钻床;④数控镗床;⑤数控电加工机床;⑥数控冲床;⑦数控火焰切割机;⑧数控刨床;⑨数控激光加工机床;⑩数控外圆磨床;⑩数控焊接机床⑩数控弯板机…………。 数控机床也有种种的分类方法:如按用途分类,可分为金属切削类数控机床、金属成型类数控设备、数控特种加工设备。本书仅对金属切削类数控机床进行重点介绍,因为它们是数控类机床中应用最多的机床。 1.5.1普通数控机床 和传统的通用机床一样,从切削工艺角度看:普通数控机床是指采用车、铣:钻、镗、磨、刨等各种切削工艺的数控机床,如数控车床、数控铣床、数控磨床等。而且切削工艺与相应的传统的通用机床相似。每一类中又有很多品种,例如数控铣床中就有立铣、卧铣、工具铣、龙门铣等,虽然这类机床的工艺性能和传统的通用机床相似,但不同的是它能自动化加工更为复杂形状的零件,并且能进行精度、效率更高,更具有柔性的加工。 1.数控车床
CNC车床,能自动控制完成对轴类与盘类零件内外圆柱面、圆锥面、圆弧面、螺纹等 图1-5-1 全功能数控车床HM-077外形和结构组成 1-主轴电机 2-主轴箱 3-排屑器 4-卡盘 5-防护罩 6-尾座 7-刀架 8-床鞍滑板 9-床身 10-操作面板 切削加工,并能进行切槽、钻孔、扩孔和铰孔等工作。数控车床具有加工精度稳定性好、加工灵活、通用性强,能适应多品种、小批生产自动化的要求,特别适合加工形状复杂的轴类或盘类零件。 CNC车床由机床主轴带动工件旋转实现主运动,刀具并不旋转,切削刀具安装的转塔刀架或四方刀架上,沿平行主轴轴向(Z)和垂直主轴轴线的横向(X)两个方向的导轨,相对工件进给移动。 数控车床的进给系统与传统通用车床的进给系统在结构上存在着本质上的差别。传统卧式车床主轴的运动经过挂轮架、进给箱、溜板箱传到刀架,实现纵向和横向进给运动,传动路线长,传动精度低。而数控车床是采用伺服电动机,经滚珠丝杠传到滑板和刀架,实现Z向(纵向)和X向(横向)进给运动,传动路线短,传动精度高。 如图1-5-1所示为典型的全功能数控车床HM-077外形和结构组成。 2.数控铣床
现代数控机床技术参数的选用
1.5数控机床的选用 数控机床是机床体系分类中的一个类别,随着技术发展的不断进步,CNC机床的数量、种类增长很快,下面是对各种CNC机床进行简单的罗列: ①数控铣床和加工中心;②数控车床和车削中心;③数控钻床;④数控镗床;⑤数控电加工机床;⑥数控冲床;⑦数控火焰切割机;⑧数控刨床;⑨数控激光加工机床;⑩数控外圆磨床;⑩数控焊接机床⑩数控弯板机…………。 数控机床也有种种的分类方法:如按用途分类,可分为金属切削类数控机床、金属成型类数控设备、数控特种加工设备。本书仅对金属切削类数控机床进行重点介绍,因为它们是数控类机床中应用最多的机床。 1.5.1普通数控机床 和传统的通用机床一样,从切削工艺角度看:普通数控机床是指采用车、铣:钻、镗、磨、刨等各种切削工艺的数控机床,如数控车床、数控铣床、数控磨床等。而且切削工艺与相应的传统的通用机床相似。每一类中又有很多品种,例如数控铣床中就有立铣、卧铣、工具铣、龙门铣等,虽然这类机床的工艺性能和传统的通用机床相似,但不同的是它能自动化加工更为复杂形状的零件,并且能进行精度、效率更高,更具有柔性的加工。 1.数控车床
CNC车床,能自动控制完成对轴类与盘类零件内外圆柱面、圆锥面、圆弧面、螺纹等 图1-5-1 全功能数控车床HM-077外形和结构组成 1-主轴电机 2-主轴箱 3-排屑器 4-卡盘 5-防护罩 6-尾座 7-刀架 8-床鞍滑板 9-床身 10-操作面板 切削加工,并能进行切槽、钻孔、扩孔和铰孔等工作。数控车床具有加工精度稳定性好、加工灵活、通用性强,能适应多品种、小批生产自动化的要求,特别适合加工形状复杂的轴类或盘类零件。 CNC车床由机床主轴带动工件旋转实现主运动,刀具并不旋转,切削刀具安装的转塔刀架或四方刀架上,沿平行主轴轴向(Z)和垂直主轴轴线的横向(X)两个方向的导轨,相对工件进给移动。 数控车床的进给系统与传统通用车床的进给系统在结构上存在着本质上的差别。传统卧式车床主轴的运动经过挂轮架、进给箱、溜板箱传到刀架,实现纵向和横向进给运动,传动路线长,传动精度低。而数控车床是采用伺服电动机,经滚珠丝杠传到滑板和刀架,实现Z 向(纵向)和X向(横向)进给运动,传动路线短,传动精度高。 如图1-5-1所示为典型的全功能数控车床HM-077外形和结构组成。 2.数控铣床
cnc刀具试用报告表格
cnc刀具试用报告表格 篇一:CNC加工中心程序单 CNC加工中心程序单 篇二:1CNC刀具管理办法 福州有限公司 福州有限公司 篇三:雕刻刀具参数表 刀具工艺参数表 ——黄铜的加工参数 下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。 表一:20○系列刀具开粗加工黄铜材料的工艺参数表 表二:20○系列刀具修边加工黄铜材料的工艺参数表表三:20○系列刀具清角加工黄铜材料的工艺参数表表四:10○系列刀具开粗加工黄铜材料的工艺参数表 表五:10○系列刀具修边加工黄铜材料的工艺参数表 表六:10○系列刀具清角加工黄铜材料的工艺参数表 表七:30○系列刀具修边加工黄铜材料的工艺参数表 表八:30○系列刀具清角加工黄铜材料的工艺参数表 表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表
使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。 紫铜的加工参数 表一:20○系列刀具开粗加工紫铜材料的工艺参数表 表二:20○系列刀具修边加工紫铜材料的工艺参数表 表三:20○系列刀具清角加工紫铜材料的工艺参数表表四:30○系列刀具修边加工紫铜材料的工艺参数表表五:30○系列刀具清角加工紫铜材料的工艺参数表表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数铬钢的加工参数 表一:20○系列刀具开粗加工铬钢材料的工艺参数表 表二:20系列刀具修边加工铬钢材料的工艺参数表 表三:20○系列刀具清角加工铬钢材料的工艺参数表表四:30○系列刀具修边加工铬钢材料的工艺参数表 表五:30○系列刀具清角加工铬钢材料的工艺参数表表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数切削线速度 切削线速度计算公式: V=πDN
FANUC数控参数一览表
FANUC系统参数一览表 系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显 示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。 一.16系统类参数 0:OFF 1:ON 1.SETTING 参数(与设定相关的参数) 参数号符号意义16-T 16-M 0000/0 TVC 代码竖向校验O:不进行1:进行 0000/1 ISO EIA/ISO代码O:EIA代码1:ISO代码 0000/2 INI MDI方式公/英制O:米制1:英制 0000/5 SEQ 自动加顺序号O:不进行1:进行 0002/0 RDG 远程诊断O不进行1进行 0002/7 SJZ 手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。1只用减速挡块进行参考位置返回。 0012/0 MIRx 各轴镜像的设定0关闭1开启 0012/4 AIC 轴命令的移动距离0依照指定的地址1总为增量命令 0012/7 RMVx 各轴的受控轴拆除设定0不拆除受控轴1拆除受控轴 3216 自动加程序段号时程序段号的间隔O 1 2.RS232C口参数 0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。0,1RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器 接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因 特网12DNC1接口#2 0021 前台输入设备的设定 0022 后台输入设备的设定 0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。如果使用了正在使用的输入输出设备,将发生报警 P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。) 100/3 NCR 程序段结束的输出码O 1 100/5 ND3 DNC运行时:读一段/读至缓冲器满O 1 3.与存储卡接口相关的参数 0300/0 PCM 存储卡接口0:NC端接口1:电脑端接口 4.与FACTOLINK相关的参数(与面板操作相关的参数) 0801/0 SB2 停止位的个数0:一位1:2位 0810/0 BGS 对FACTOLINK报警任务通信,没有显示FACTOLINK屏幕时0:不启动1:启动
数控车床的组成及主要技术参数
数控车床的组成及主要技术参数 (一)数控车床的布局形式 数控车床的布局大都采用机、电、液、气一体化布局,全封闭或半封闭防护。 (二)数控车床的组成部分及其作用 数控车床是由床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。 .1.床身 数控车床的床身结构和导轨有多种形式, 主要有水平床身、倾斜床身、水平床身斜滑鞍等。中小规格的数控车床采用倾斜床身和水平床身斜滑鞍较多。倾斜床身多采用30o、45o、60o、75o和90o角, 常用的有45o, 60o和75o角。大型数控车床和小型精密数控车床采用水平床身较多。 2.主传动系统及主轴部件 数控车床的主传动系统一般采用直流或交流无级调速电动机, 通过皮带传动, 带动主轴旋转, 实现自动无级调速及恒切速度控制。主轴组件是机床实现旋转运动的执行件。 3.进给传动系统 进给传动系统如图2-3所示。横向进给传动系统是带动刀架作横向(X轴)移动的装置, 它控制工件的径向尺寸。纵向进给装置是带动刀架作轴向(Z轴)运动的装置, 它控制工件的轴向尺寸。 4.自动回转刀架 刀架是数控车床的重要部件, 它安装各种切削加工刀具, 其结构直接影响机床的切削性能和工作效率。 数控车床的刀架分为转塔式和排刀式刀架两大类。转塔式刀架是普遍采用的刀架形式, 它通过转塔头的旋转、分度、定位来实现机床的自动换刀工作。如图2-4所示。两坐标连续控制的数控车床, 一般都采用6~12工位转塔式刀架。排刀式刀架主要用于小型数控车床, 适用于短轴或套类零件加工。 (三)数控车床的主要技术参数 数控车床的主要技术参数有:最大回转直径,最大车削直径, 最大车削长度,最大棒料尺寸, 主轴转速范围, X、Z轴行程, X、Z轴快速移动速度, 定位精度, 重复定位精度, 刀架行程, 刀位数, 刀具装夹尺寸, 主轴头型式, 主轴电机功率,进给伺服电机功率, 尾座行程, 卡盘尺寸, 机床重量, 轮廓尺寸(长×宽×高)等。
数控车床切削用量的选择
切削用量(a p、f、v)选择是否合理,对于能否充分发挥机床潜力与刀具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。在2.3.3中对于切削用量选择的总体原则进行了介绍,在这里主要针对车削用量的选择原则进行论述:粗车时,首先考虑选择一个尽可能大的背吃刀量a p,其次选择一个较大的进给量f,最后确定一个合适的切削速度v。增大背吃刀量a p可使走刀次数减少,增大进给量f有利于断屑,因此根据以上原则选择粗车切削用量对于提高生产效率,减少刀具消耗,降低加工成本是有利的。精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此精车时应选用较小(但不太小)的背吃刀量a p和进给量f,并选用切削性能高的刀具材料和合理的几何参数,以尽可能提高切削速度v。 1.背吃刀量a p的确定在工艺系统刚度和机床功率允许的情况下,尽可能选取较大的背吃刀量,以减少进给次数。当零件精度要求较高时,则应考虑留出精车余量,其所留的精车余量一般比普通车削时所留余量小,常取0.1~0.5㎜。 2.进给量f(有些数控机床用进给速度V f)进给量f的选取应该与背吃刀量和主轴转速相适应。在保证工件加工质量的前提下,可以选择较高的进给速度(2000㎜/min以下)。在切断、车削深孔或精车时,应选择较低的进给速度。当刀具空行程特别是远距离“回零”时,可以设定尽量高的进给速度。粗车时,一般取f=0.3~0.8㎜/r,精车时常取f=0.1~0.3㎜/r,切断时f=0.05~0.2㎜/r。 3.主轴转速的确定(1)光车外圆时主轴转速光车外圆时主轴转速应根据零件上被加工部位的直径,并按零件和刀具材料以及加工性质等条件所允许的切削速度来确定。切削速度除了计算和查表选取外,还可以根据实践经验确定。需要注意的是,交流变频调速的数控车床低速输出力矩小,因而切削速度不能太低。切削速度确定后,用公式n =1000 v c/πd 计算主轴转速n(r/min)。表5-9为硬质合金外圆车刀切削速度的参考值。如何确定加工时的切削速度,除了可参考表5-6列出的数值外,主要根据实践经验进行确定。表5-6硬质合金外圆车刀切削速度的参考值
CNC刀具加工参数及深度能力表.docx
铝料加工参数表 加工方式粗加工 刀具直径转速( S)进给( F)吃刀深度( DP)转速( S)φ0.580003000.058000 φ1.080006000.158000 φ1.580008000.28000 φ2.0800010000.56000 φ2.5800010000.56000 φ3.08000100016000 φ4.080001200 1.56000 φ5.08000150025000 φ6.08000180025000 φ8.080002000 2.55000 φ10.08000300034000 φ12.08000500034000 φ16.08000400032000 φ20.08000400031500 钢件加工参数表 加工方式粗加工 刀具直径转速( S)进给( F)吃刀深度( DP)转速( S)φ0.560001000.015000 φ1.050003000.055000 φ1.550005000.065000 φ2.050005000.085000 φ2.545005000.085000 φ3.040008000.14000 φ4.0400012000.154000 φ5.0400015000.24000 φ6.0350018000.23500 φ8.0300020000.23000 φ10.025*******.22500 φ12.022*******.22200 φ16.022*******.32000 φ20.020*******.31000 以上参数为普通加 工参数,平时编程 参照设定,碰到其 他情况适当调整, 如:
1.批量件首件调试后,加快参数,优化刀刀路,快速优质加工出零件。 2.使用加长刀、加工小槽、精孔,转速、进给做出评估打六折给参数。
DA52S数控折弯机技术参数
设备技术文件 设备名称:电液数控板料折弯机设备型号:ZYB-160T/3200—DA52S 一、机器主要技术参数:
二、数控系统: 荷兰DELEM公司生产提供的DA62S数控系统 集成的DA-62S数控系统,不仅可以应用扭轴同步折弯机控制,也可以应用电液同步折弯机控制。基于四轴控制的面板式按装结构,既可以直接安装在电柜上,也可以安装在悬吊柜上; DELEM公司友好的用户界面与TFT真彩LED显示器的DA65,拥有了折弯机的所有基本功能;其独特的“快捷键”操作方式;提供快捷而简洁的操作过程;“Y”轴的角度编程;工作台挠度补偿功能及压力控制均作为标准配置。 基于最新技术的DA-62S,提供了稳定可靠的解决方案。其配备的USB接口,极大地方便了产品与模具的快速备份。 DA-62S的特点:一页式参数编程;工作台挠度补偿功能; 模具库选择;后挡料第二轴控制(可选);USB接口; 先进的Y轴控制算法,即可闭环控制,也可控制开环阀; 三、液压系统: 1、液压阀:德国博士力士乐液压件;无堵油现像; 2、台湾鼎基DZ密封件,具有耐高温,高耐磨性等优点 3、油缸:济宁泰丰产,采用军工技术镀镍磷,具有耐磨及良好的自润滑性,油缸导套采用锌基耐磨合金。 4、液压泵:德国博士力士乐产,具有低噪音,使用寿命长等特点; 5、数控模具:模具材料42CrMn,具有高强度与韧性,使用寿命长,折弯精度高,折弯精度在一度之内。 四、主要电气元件采用西门子公司产品;线路布局合理、简洁; 五、机械部分: 1、整机采用全钢焊接结构,振动消除应力,强度高,刚性好 2、电液同步,精度高;滑块运行平稳、速度快; 3、台湾产滚珠丝杆、直线导轨;重复定位精度高、无噪音; 4、蜗轮、蜗带传动,低噪音;微调后挡料顶杆;挡料精度高; 5、数控模具,快速装夹;确保装卸模具安全、快捷。 6、工作台有液压补偿缸装置;确保折弯工件的直线度高。 六、验收: 1、验收方式:设备在供方完工后在供方进行设备验收。 2、验收标准:按国标GB-T14349-93《板料折弯机精度》与JB2257、1《折弯机技术条件》,及技术协议所制定的《验收大纲》执行。 七、售后服务: 1、供方抽调专业技术人员免费为需方操作人员进行技术培训。 2、供方提供机器的免费调试服务, 需方提供必备的机吊设备及辅助工若干名。
数控加工参数表
一、主轴转速n(r/min) 主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d) 式中,d为刀具直径(mm),V为刀具切削速度(m/min)。 对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。表1铣刀的切削速度V 二、进给速度V f (mm/min) V f = f z ×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/ 齿). 每齿进给量f z 的选取主要取决于工件材料的力学性能、刀具材料、工件 表面粗糙度等因素。工件材料的强度和硬度越高,f z 越小;反之则越大。硬质合 金铣刀的每齿进给量高于同类高速钢铣刀。工件表面粗糙度要求越高,f z 就越小。
1、铣削加工 表2 铣刀每齿进给量f z 铣刀工件材料面铣刀立铣刀成形铣刀 高速钢 镶刃刀 硬质合 金 镶刃刀 铸铁0.20.050.040.30.1可锻铸铁0.150.050.040.30.09低碳钢0.20.050.040.30.09中高碳钢0.150.040.030.20.08铸钢0.10.050.040.20.08镍铬钢0.10.020.020.150.06高镍铬钢0.10.020.020.10.05黄铜0.20.050.040.030.21青铜0.150.050.040.030.1铝0.10.060.040.020.1 Al-Si合金0.10.050.040.180.08 Mg-Al-Zn0.10.050.030.150.08 Al-Cu-Mg 0.10.050.040.020.1 Al-Cu-Si 工序 铸铁钢铝及铝合金 V (m/min) f (mm/r) V (m/min) f (mm/r) V (m/min) f (mm/r) 粗镗高速钢20~25 0.2~0.6 25~30 0.2~0.6 100~150 0.5~1.5 硬质合金30~35 1~1.5 35~55 0.2~0.6 100~250 0.8~1.5 半精镗高速钢20~35 0.15~0.45 25~35 0.1~0.5 100~200 0.2~0.5 硬质合金50~70 0.2~0.5 55~85 0.15~0.55 120~300 0.3~0.6 精镗高速钢22~40 0.08~0.35 25~37 0.1~0.35 120~250 0.1~0.4 硬质合金70~90 0.12~0.35 60~80 0.15~0.35 150~400 0.1~0.4 攻螺纹前底孔直径的确定: 攻米制螺纹螺距P<1mm:d0=d-P P>1mm:d0=d-(1.04~1.06)P 式中P —螺距(mm)
数控车床G代码对照表
数控车床G代码对照表 举报不良信息上一篇/ 下一篇/ 日志列表 2009-06-20 14:03:58.0 SINUMERIK G代码地址含义赋值说明编程D 刀具刀补号0…9整数,不带符号用于某个刀具T…的补偿参数:D0表示补偿值=0一个刀具最多有9个D号D… F 0.001…99 999.999 刀具/工件的进给速度,对应G94或G95,单位分别为毫米/分钟或毫米/转F… F 进给率(与G4 一起可以编程停留时间) 0.001…99 999.999 停留时间,单位秒G4 F… 单独运行G G功能(准备功能字) 已事先规定G功能按G功能组划分,一个程序段中只能有一个G功能组中的一个G功能指令。G功能按模态有效(直到被同组中其它功能替代),或者以程序段方式有效。G功能组:G… G0 快速移动1:运动指令G0 X…Z… G1 直线插补(插补方式) 模态有效G1 X…Z…F… G2 顺时针圆弧插补G2 X…Z…I…K…… ;圆心和终点G2 X…CR=…F… ;半径和终点G2 AR=…I…F… ;张角和圆心G2 AR=…X…F… ;张角和终点G3 逆时针园弧插补G3….; 其它同G2 CIP 中间点圆弧插补CIPX…Z…I1=…K1=…F… G33 恒螺距的螺纹切削S… M… ;主轴转速,方向G33Z…K… 在Z轴方向上带补偿夹具攻丝. G331 不带补偿夹具切削内螺纹N10 SPOS= 主轴处于位置调节状态N20 G331 Z…K… S… ;在Z轴方向不带补偿夹具攻丝;右旋螺纹或左旋螺纹通过螺距的符号(比如K+) 确定: +: 同M3 -: 同M4 G332 不带补偿夹具切削内螺纹. 退刀G332 Z… K… ;不带补偿夹具切削螺纹. Z退刀;螺距符号同G331 CT 带切线的过渡圆弧插补N10… N20 CT Z… X…F. 圆弧以前一段切线为过渡. G4 快速移动2: 特殊运行,程序段方式有效G4 F…或G4 S….;自身程序段G63 快速移动G63 Z…F…S…M… G74 回参考点 G74X…Z… ;自身程序段G75 回固定点G75X…Z… ;自身程序段TRANS 可编程的偏置3: 写存储器,程序段方式有效TRANSX…Z…自身程序段ROT 可编程的旋转ROT RPL=… ;在当前平面中旋转G17到G19 SCALE 可编程比例系数SCALEX…Z…在所给定轴方向比例系数,自身程序段MIRROR 可编程镜像功能MIRROR X0 改变方向的坐标轴,自身程序段ATRANS 附加可编程的偏置ATRANSX…Z…自身程序段AROT 附加可编程的旋转AROT RPL=… ;在当前平面中旋转G17到 G19 ASCALE 附加可编程比例系数ASCALEX…Z…在所给定轴方向比例系数,自身程序段AMIRROR 附加可编程镜像功能AMIRROR X0 改变方向的坐标轴,自身程序段G25 主轴转速下限G25S… ;自身程序段G25 X…Z…;自身程序段G26 主轴转速上限G26S… ;自身程序段G26 X…Z…;自身程序段G17 (在加工中心孔时要求) 6: 平面选择G17…所在平面的垂直轴为刀具长度补偿轴G18* Z/X平面模态有效G40 刀尖半径补偿方式的取消7: 刀尖半径补偿模态有效G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置8: 可设定零点偏置模态有效G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置9: 取消可设定零点偏置段方式有效G153 按程序段方式取消可设定零点偏置,包括框架G60* 准确定位10:定位性能模态有效G64 连续路径方式G9 准确定位,单程序段有效11:程序段方式准停段方式有效G601 在G60,G9方式下准确定位,精12:准停窗口模态有效G602 在G60,G9方式下准确定位,粗G70 英制尺寸13:英制/公制尺寸模态有效G71* 公制尺寸G700 英制尺寸,也用于进给率F G710 公制尺寸,也用于进给率F G90* 绝对尺寸14:绝对尺寸/增量尺寸模态有效G91 增量尺寸G94* 进给率F,单位毫米/分15:进给/主轴模态有效G95 主轴进给率F,单位毫米/转CFC 圆弧加工时打开进给率修调16:进给率修调偿模态有效CFTCP 关闭进给率修调G901 在圆弧段进给补偿“开” G900 进给补偿“关” G450 圆弧过渡18:刀尖半径补偿时拐角特性模态有效G451 等距线的交点BRISK 轨迹跳跃加速21:加速度特性模态有效SOFT* 轨迹平滑加速FFOWF 预控关闭预控模态有效FFOWN* 预控打开WALIMON* 工作区域限制生效工作区域限制模态有效适用于所有轴,通过设定数据激活;值通过G25,G26设置WALIMOF 工作区域限制取消G920* 西门子方式其它NC语言G921 其它方式模态有效带* 的功能在程序启动时生效(如果没有编程新的内容,指用于“铣削” 时的系统变量). H H0= T0 H9999 H功能±0.000001…9999.9 999(8个十进制数据位)或使用指数形式用于传送到PLC的数值,其定义由机床制造厂家确定。H0=… H9999=…e.g. H7=23.456 I 插补参数±0.001…99999.999 螺纹: 0.001…20000.000 X轴尺寸,在G2和G3中为圆心坐标:在G33,G331,G332中则表示螺距大参见G2,G3,G33,G331和G332 K 插补参数±0.001…99999.999 螺纹: 0.001…20000.000 Z轴尺寸,在G2和G3中为圆心坐标:在G33,G331,G332中则表示螺距大参见G2,G3,G33,G331和G332 I1 圆弧插补的中间点±0.001…99999.999 螺纹: 0.001…20000.000 属于X轴;用于CIP 进行圆弧插补的参数参见CIP K1 圆弧插补的中间点±0.001…99999.999 螺纹: 0.001…20000.000 属于Z轴;用于CIP进行圆弧插补的参数参见CIP L 子程序名及子程序调用7位十进制整数,无符号可以选择L1…L9999999; 子程序调用需要一个独立的程序段。注意:L0001不等于L1 L… ;自身程序段M 辅助功能0…99整数,无符号用于进行开关操作,如“打开” 冷却