基于机器视觉技术的物体表面缺陷检测.
基于机器视觉技术的物体表面缺陷检测
何小利1
, 宋钰
2
(1. 四川理工学院计算机学院, 四川自贡643000; 2. 四川理工学院网络中心, 四川自贡643000;
摘要:本文对物体表面缺陷进行研究和检测. 而检测的方法是采用LED 环形灯光直接暗视场正面照明方式来提取插座面板划痕图像. 具体过程是使用动态阈值分割图像, 并采用放射变换、区域特征处理及连通区域提取等技术来检测出插座面板划痕. 关键词:机器视觉; 物体表面; 缺陷检测中图分类号:T P393
文献标识码:A
文章编号:
1009-4970(2011 02-0064-050 引言
在传统的产品生产过程中, 一般情况下对产品的表面缺陷检测是采用人工检测的方法. 随着科学
技术的不断发展, 特别是计算机技术的发展, 出现了计算机视觉检测技术. 利用这种新技术设计出来的系统不受恶劣环境和主观因素的影响, 能快速、准确地检测产品的质量, 完成人工无法完成的检测任务. 机器视觉检测结合了计算机图像处理和模式识别理论, 它综合了计算机技术、数据结构、图像处理, 模式识别和软件工程等不同领域的相关知识.
一个典型的机器视觉系统应该包括以下五大块, 照明、镜头、相机、图像采集卡、视觉处理器.
1 物体表面缺陷检测
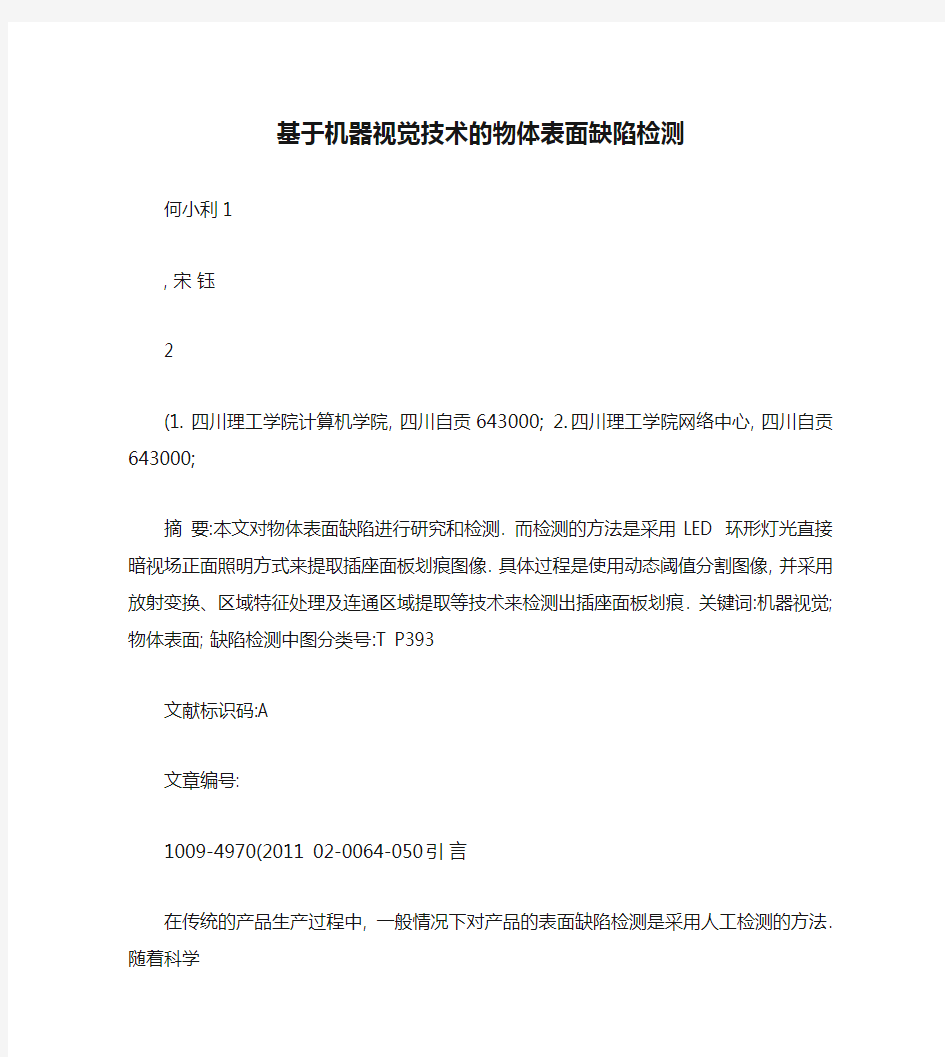
物体表面缺陷检测是机器视觉的一种典型应用. 本文以插座面板划痕检测为例, 通过采用LED 环形灯直接暗视场正面照明方式采集图像, 然后使用动态阈值分割法将插座面板区域中划痕检测的感兴趣区域提取出来, 再通过使用区域特征、区域形态学对插座面板区域使用腐蚀运算去掉分割区域中杂点和小的突出物, 确保计算上有足够的精度, 最后使用放射变换、图像平滑、连通区域提取等算法
检测出划痕并显示其结果(见图
1.
图1 插座面板划痕检测流程图
1. 1 图像获取
照明的方向性通常有两种:漫射和直接照射.
漫射时, 光在各个方向的强度几乎是一样的. 直接照射时, 光源发出的光集中在非常窄的空间范围内. 本文检测对象是插座面板划痕, 由于此类缺陷检测面积小, 划痕不明显等条件, 明场照明方式下, 难以得到理想的划痕图像. 因此本次检测采用LED 环形灯直接暗视场照明方式, 环形光与物体表面呈非常小的角度, 这样可以突出被测物的缺口及凸起, 所以划痕、纹理或雕刻文字等被增强, 看得更加清晰(见图2.
收稿日期:2010-07-03
基金项目:四川理工学院网格计算人才引进项目(2008RCY J04 作者简介:何小利(1982-, 女, 四川南充人, 硕士, 助教.
2011年2月第30卷第2期洛阳师范学院学报
Journa l o f Luoyang N or m a lU n i versity
Feb . , 2011
V o. l 30No. 2
图2 直接暗视场正面照明
1. 2 目标分割
采集到的图像不能提供图像中包含物体的信息. 为了得到图像中的物体信息, 必须进行图像分割, 图像分割就是将图像划成一些区域, 在同一区域内, 图像的特征相近; 而不同的区域内, 图像特征相差较大. 图像特征可以是图像本身的特征, 如像素的灰度、边缘轮廓和纹理等. 图像阈值化分割是一种最常用, 同时也是最简单的图像分割方法. 图像阈值化的目的是按照灰度级, 对像素集合进行一个划分, 得到的每个子集形成一个与现实景物相对应的区域, 各个区域内部具有一致的属性, 而相邻区域布局有这种一致属性. 阈值分割操作被定义为
S ={(r , c R |g m in f r , c g max }(1 因此, 阈值分割将图像RO I R 内灰度值处于某一指定灰度值范围内全部点选到输出区域S 中. 使g m in =0或g m ax =2b
-1. 如果光照能保持恒定, 阈值g m in 和g max 能在系统设置时被定选且永远不用被调整. 阈值分割分为固定阈值分割和动态阈值分割. 动态阈值分割将图像与其局部背景进行比较的操作被称为动态阈值分割处理, 用f r , c 表示输入图像, 用g r , c 表示平滑后的图像, 则对亮物体的动态阈值分割处理如下
S ={(r , c R |f r , c -g r , c g d iff }(2
而对暗物体的动态阈值分割处理是
S ={(r , c R |f r , c -g r , c -g d iff }(3 在动态阈值分割处理中, 平滑滤波器的尺寸决定了能被分割出来的物体的尺寸. 如果滤波器尺寸太小, 那么在物体的中心估计出的局部背景将不理想.
, 选择动态阈值分割方式来进行处理. 此时, 图像g r , c 代表理想物体, 即无缺陷物体的图像. 为检测出同理想物体的偏差, 我们仅需要使用等式(公式2 或等式(公式3 找到图像f r , c 中太亮的那些像素. 1. 3 感兴趣区域提取
经过前面的处理, 可以得到从图像中提取到的区域或亚像素精度轮廓. 但它们只包含了对分割结果的原始描述. 后面还必须从分割结果中选出某些区域或轮廓, 作为分割结果中不想要的部分去除. 到目前为止, 最简单的区域特征是区域的面积:
a =
R =
(r , c R
1=
n
i-1
ce i
-cs i +1(4
由上式可知, 区域的面积a 就是区域内的点数|R|. 如果区域用一幅二值图像表示, 那么用公式4中的第一个求和等式计算区域的面积; 如果区域是用行程编码表示的, 那么用公式4中的第二个求和等式计算区域的面积. 一个区域能够被视为其所有行程的一个并集, 而每个行程的面积是极容易计算的. 注意第二个累加式的项比第一个累加式的少很多. 所以, 区域的行程表示法可以使区域面积的计算速度快很多, 这个特点对几乎所有的区域特征都适用.
1. 4 划痕检测
通过前面一系列的处理过后, 可以对感兴趣区域进行缺陷检测, 需要再次使用动态阈值分割操作来检测缺陷, 可以用中值滤波器来估计背景.
中值滤波的基本原理是把数字图像或数字序列中一点的值用该点的一个拎域中各点值的中值代替, 让周围的像素值接近的真实值, 从而消除孤立的噪声点. 方法是去某种结构的二维滑动模板, 将板内像素按照像素值的大小进行排序, 生成单调上升(或下降的为二维数据序列. 阈值分割的结果中含有噪声, 这并不是最后结果. 噪声的处理, 通过使用图像平滑来进行抑制. 1. 5 检测结果
通过上述操作, 插座面板划痕检测基本结束, 由于在去除噪声的过程中, 所有少于4个像素的连通区域被看作噪声并被去除. 为了区分噪声和缺陷, 假设噪声是均匀分布的, 而同属一个划痕的缺陷是彼此靠近的, 因此, 可以通过膨胀将缺陷区域中小的缝隙闭合. 为了能够计算出连通区域, 必须定义合适两个像素应被视为彼此连通.
以上便是本次检测过程, 通过上述操作, 就能
65 洛阳师范学院学报2011年第2期
2 检测过程详细实现
2. 1 读入图像
从指定目录中连续读入插座面板划痕图像的模板, 并对图像大小进行设置, 运行结果如图3所示, 使用LED 环形光直接暗视场照明所得插座面板划痕图
.
图3 插座面板划痕图
2. 2 目标分割
如图4所示, 划痕在黑色背景区域中显示为高亮, 但是插座面板的边缘以及插座面板平面部分中的4个内部正方形的边缘也是高亮的, 为了区分划痕与插座面板的边缘, 首先分割出亮的边缘区域. 然后从插座面板的区域中减去分割出的区域, 从而将划痕检测的感兴趣区域缩小到相减后的区域
.
图4 动态阈值操作结果
2. 3 感兴趣区域提取
通过以上处理, 下一步来确定需要检测的平面, 因此要对感兴趣区域进行提取. 需要从分割结果中去掉插座面板的亮边界和中间4个小的正方形的亮边界. 首先必须知道插座面板在图像中的方向和大小,
为得到插座面板的方向和尺寸, 再次使用区域形态学分割出内部的4个正方形. 首先使用2次闭运算填充前面分割出的内部正方形边缘上的小空洞, 内部正方形边界上有缝隙. 闭运算的结果示于
图.
图5 图6
图5分割区域的细节; 图6经过闭运算的结果, 缝隙成功闭合.
至此, 划痕任在分割出的亮的边界区域中. 为了能够检测出划痕, 需要将划痕从分割结果中分离出来. 由于已知内部正方形的边界区域的形状, 可以使用合适的结构元素开运算去除划痕. 为此生成一个结构元素, 由二个轴平行的矩形组成, 代表内部正方形的两个对边.
图7和图8为产生的两个结构元素. 当在合适
的方向生成矩形时, 结构元素可以不作旋转. 但是需要根据方向变换矩形中心.
图7 对应内部正方形边界上、下的结构元
图8 对应内部正方形边界左、右的结构元
图9 结构元素图
图9是使用结构元图7和图8进行开运算的结果. 开运算可以用作模板匹配, 会返回输入区域内所有与结构元素相匹配的点.
9
66 洛阳师范学院学报2011年第2期
期待的, 结果含有内部正方形边界. 然而结果任含有插座面板部分外边界, 这是因为内正方形到插座面板边界的距离与内正方形的边长大小一样. 为了去掉为边界部分, 取开运算的结果和腐蚀后的插座面板区域交集.
这样得到仅含有4个内部正方形边界的区域Reg i o nSquares . 最后要检查的表面就是插座面板区域与内正方形边界的差.
在计算差值之前, 使用圆形结构元素对插座面板区域进行腐蚀以去除边界. 圆的半径为Border W i d th 与Bo r der T o lerance 的和, 这两个值都是事先定义的. 半径加上Border Tolerance 是为了检测时去掉与边界非常靠近的像素, 这些像素灰度会
受到边界的影响, 可能被错误地判断缺陷. 同理, 代表内正方形边界区域也要膨胀一些. 如图10和图11显示得到的含有插座面板检测平面的感兴趣区域Re gionSurface . 注意插座面板白色边界和内正方形白色边界没有包含在区域中
.
图10 含有插座面板平面的感兴趣区域(黑色
图11 感兴趣区域边界用白色叠加到原始图像上
2. 4 划痕检测
经过上面的处理, 现在可以对感兴趣区域进行缺陷检测了:再次使用动态阈值分割操作来检测缺陷, 此时可以用中值滤波器来估计背景. 基于已知的最大划痕宽度Scratch W idth M ax , 利用Scratch W i d th M ax 作为中值滤波器半径去除所有划痕. 由
, 域, 可以容易地使用预先定义的ScratchGray D ifM f i n
作为阈值分割. 图12(a 为动态阈值分割的结果, 如图所示, 结果中含有的噪声, 需要在后面处理中去除掉.
(a 动态阈值分割结果以白色叠加到原始图像上,
对比度已减小, 区域中有噪声.
(b 去除(a 中小于4个像素的连通区域后的结果,
并不是所有噪声都去掉了.
(c 表面检测结果, 检测出的划痕以白色显示.
图12 检测过程及检测结果图
2. 5 检测结果
在这种情况下, 所有少于4个像素的连通区域被看做噪声并被去除. 但是从图12(b 中可以看出并不是所有噪声都完全被去除了, 进一步提高阈值可能会同时去除部分不连续的缺陷区域. 为了区分噪声和缺陷, 假设噪声是均匀分布的, 而同属一个划痕的缺陷是彼此靠近的, 因此, 可以通过膨胀将缺陷区域中小的缝隙闭合.
67 洛阳师范学院学报2011年第2期
胀后的区域重新计算连通区域. 为了得到缺陷的原
始形状, 取未膨胀前的原始区域与连通区域的交集. 注意交集运算不影响各成分的连通性, 于是, 通过膨胀仅增加了连通区域的轮廓. 最后选出所有比预定最小划痕大的区域. 最终显示结果显示于图12(c.
3 结语
本文从实际出发, 结合HALCON 软件, 完成基于机器视觉技术的插座面板划痕检测. 本文通过图像处理的过程包括预处理、分割、平滑、特征提取等. 最后检测出插座面板上面的缺陷, 并识别缺陷. 在整个过程中, 对插座面板图像做跟踪实验, 对各种不同的算法做出分析, 选取最合适的算法进行处理, 以保证算法的可靠性. 由于插座面板缺陷多种多样, 本文只是完成了比较简单的缺陷检测, 为达到功能的完善性, 应不断的增加检测其他缺陷类型的功能. 参考文献
[1]李国辉, 苏真伟, 晏开华, 黄明飞. 可疑目标区域的机
器视觉检测算法[J].四川大学学报(工程科学版 , 2010, (1 .
[2]唐锐, 文忠波, 文广. 一种基于BP 神经网络的模糊
P ID 控制算法研究[J].机电产品开发与创新, 2008, (2 .
[3]姚迅, 李德华, 黄飞, 石永辉. 基于视觉注意机制的红
外图像小目标检测方法[J].武汉大学学报(工学版 , 2006, (6 .
[4]怎样更好地推广机器视觉技术[J].现代制造, 2008,
(3 .
[5]覃仁超. 基于机器视觉的图像识别技术应用[J].电气
时代, 2006, (2 .
[6]姆比, 罗四维, 须德. 使用反馈信号的竞争学习算法
[J].北京交通大学学报, 1993, (4.
[7]陈道佳, 陈兆仁. 基于神经网络的开关电器设计与算法
[J].微计算机信息, 2004, (8 .
[8]朱邦太, 杨晓宇, 张自强. BP 网络的一种泛化算法
[J].洛阳工学院学报, 1998, (4.
[责任编辑胡廷锋]
The D etecti on of Surface D efect Based on M achine V isi on Technol ogy
HE X iao li 1
, SONG Yu
2
(1. Schoo l o f Co mputer Science , S ichuan U niversity o f Science &Eng i n eering , Z i g ong 643000, Ch i n a ; 2. Net w ork Adm inistrati o n, S ichuan U niversity o f Science &Eng i n eering , Z i g ong 643000, Ch i n a Abst ract :Th is paper i n troduces a surface defect on the research and testi n g . The detecti o n m ethod is to use LED ring li g h ts d irect light dar k fie l d positi v e w ay to extract the socket pane l
scratch i m age . Specific process is the use of dyna m ic t h reshold segm entati o n i m age , and usi n g rad i o acti v e transfo r m ation , the reg i o na l characteristics o f t h e reg i o n extraction processing and connecti v ity techno l o g ies to detect t h e socket panel scratches . K ey w ords :m ach i n e v i s ion ; surface ; defect detection
68 洛阳师范学院学报2011年第2期
材料缺陷检测技术
材料(构件)缺陷检测技术 摘要:无损检测技术是随着现代工业技术的发展而发展起来的,总得来说,无损检测大致经历了三个阶段早期称作无损探伤,它的作用是在不破坏产品的前提下,检测出人眼无法看见的缺陷,以满足工程中的需要;第二阶段称为无损检测,它不是检测,它不是检测最终产品,而是要测量过程工艺参数;第三阶段称为无损评价,它不仅要检测缺陷是否存在和位置信息,还要测出缺陷的类型、尺寸、形状、取向以及对材料的力学行为的影响。,无损检测的类型有很多,根据美国国家航天局统计分析,大概有六大类,70余种。因为材料(构件)缺陷检验在航空航天,建筑,交通,工业,运输都有广泛的应用,也是这些行业正常运行的必要保障,也为国家和人民提供产品质量和安全保障,所以,现如今人们发明了各种各样的材料缺陷检测设备和装置,如:超声检测、红外检测、电子错位散斑干涉、交变磁场测量法等无损伤检测技术。下面我将对一些现如今主要运用的检测技术对其原理、优缺点做一下介绍。 关键词:无损检测,超声检测;红外检测;电子错位散斑干涉;交变磁场检测 引言:材料或构件在使用中难免会有疲劳损伤、荷载 损伤和被腐蚀,即使是全新加工制作的构件也难免有 缺陷。及时发现材料或构件的缺陷有利于减少损失, 保障安全。如今有很多各种各样的探伤检测设备,可 以根据不同需要选择对应的检测设备和方法。下面将 对比介绍一下现在普遍运用的检测手段和方法。 1.超声探伤检测 超声波进入物体遇到缺陷时,一部分声波会产 生反射,发射和接收器可对反射波进行分析,就能 异常精确地测出缺陷来.并且能显示内部缺陷的位 置和大小,测定材料厚度等。除探伤外,超声波还 可用于测定材料的厚度,使用较广泛的是数字式超 声测厚仪,可用来测定化工管道、船体钢板等易腐 蚀物件的厚度。利用测定超声波在材料中的声速、 衰减或共振频率可测定金属材料的晶粒度、弹性模量(见拉伸试验)、硬度、内应力、钢的淬硬层深度、球墨铸铁的球化程度等。 此外,穿透式超声法在检验纤维增强塑料和蜂窝结构材料方面的应用也已日益广泛。原理: 超声波是频率高于20千赫的机械波。在超声探伤中常用的频率为0.5~10兆赫。这种机械波在材料中能以一定的速度和方向传播,遇到声阻抗不同的异质界面(如缺陷或被测物件的底面等)就会产生反射。这种反射现象可被用来进行超声波探伤,最常用的是脉冲回波探伤法探伤,脉冲振荡器发出的电压加在探头上(用压电陶瓷或石英晶片制超声探伤仪
机器视觉检测的分析简答作业及答案要点学习资料
2012研究生机器视觉课程检测及课程设计内容 一、回答下列问题: 1、什么是机器视觉,它的目标是什么?能否画出机器视觉检测系统的结构方 块图,并说出它们的工作过程原理和与人类视觉的关系? 机器视觉是机器(通常指计算机)对图像进行自动处理并报告“图像中有什么”的过程,也就是说它识别图像中的内容。图像中的内容往往是某些机器零件,而处理的目标不仅要能对机器零件定位,还要能对其进行检验。 原始数据特征向量类别标识 特征度量模式分类器 机器视觉系统的组成框图 2、在机器视觉检测技术中:什么是点视觉技术、一维视觉技术、二维视觉技 术、三维视觉技术、运动视觉技术、彩色视觉技术、非可见光视觉技术等? 能否说出他们的应用领域病句、案例?能否描述它们的技术特点? 答:点视觉:用一个独立变量表示的视觉称之为点视觉。如应用位移传感器测量物体的移动速度。 一维视觉:普通的CCD。 两维视觉:用两个独立变量表示的视觉称之为两维视觉。比如普通的CCD。 三维视觉:用三个独立变量表示的视觉称之为三维视觉。比如用两个相机拍摄(双目视觉);或者使用一个相机和一个辅助光源。 彩色视觉:用颜色作为变量的视觉称之为彩色视觉。物体的颜色是由照 射光源的光谱成分、光线在物体上反射和吸收的情况决定的。比如,一 个蓝色物体在日光下观察呈现蓝色,是由于这个物体将日光中的蓝光 反射出来,而吸收了光谱中的其他部分的光谱,而同样的蓝色物体, 在红色的光源照射下,则呈现红紫色, 非可见光视觉技术:用非可见光作为光源的视觉技术。比如非可见光成像技术。
3、机器视觉检测技术中:光源的种类有哪些?不同光源的特点是什么?光照 方式有几种?不同光照方式的用途是什么?又和技术特点和要求? 机器视觉检测技术中光源有以下几种:荧光灯,卤素灯+光纤导管,LED 光源,激光,紫外光等。几种光源的特点如下: 成本亮度稳定度使用寿命复杂设计温度影响种类名 称 荧光灯低差差一般低一般 卤素灯+光纤导管高好一般差一般差LED光源一般一般好好高低光照方式有以下几种: 背景光法(背光照射)是将被测物置于相机和光源之间。这种照明方式的优点是可将被测物的边缘轮廓清晰地勾勒出来。由于在图像中,被测物所遮挡的部分为黑色,而未遮挡的部分为白色,因此形成“黑白分明”的易于系统分析的图像。此方法被应用于90%的测量系统中。 前景光法(正面照射)是将灯源置于被测物和相机之前。又可分为明场照射和暗场照射。明场照射是为了获得物体的几乎全部信息,照射物体的光在视野范围之内几乎全部反射回去;暗场照射是为了获取物体表面的凹凸,照射物体的光在视野范围之外有部分光反射回去。 同轴光法是将灯源置于被测物和相机之间。 4、机器视觉检测系统中,光学系统的作用是什么?光学器件有哪几种,它们 各自的作用是什么?光学镜头有几种类型,它们各自有何用途?光学镜头有哪些技术参数,各自对测量有什么影响? 答:机器视觉检测系统中,光学系统用来采集物体的轮廓、色彩等信息。 光学器件主要有:镜头、成像器件(CCD和CMOS)、光圈、快门等。 镜头的作用是对成像光线进行调焦等处理,使成像更清晰;成像器件的作用是将光学图像转换成模拟电信号;光圈的作用如同人得瞳孔, 控制入射光的入射量,实现曝光平衡;快门的作用是将想要获取的光学
基于机器视觉的产品检测技术研究
基于机器视觉的产品检测技术研究 1、机器视觉 1.1机器视觉的概念 机器视觉被定义为用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。一个典型的工业机器视觉应用系统包括光源、光学系统、图像采集系统、数字图像处理与智能判断决策模块和机械控制执行模块。系统首先通过CCD相机或其它图像拍摄装置将目标转换成图像信号,然后转变成数字化信号传送给专用的图像处理系统,根据像素分布!亮度和颜色等信息,进行各种运算来抽取目标的特征,根据预设的容许度和其他条件输出判断结果。 值得一提的是,广义的机器视觉的概念与计算机视觉没有多大区别,泛指使用计算机和数字图像处理技术达到对客观事物图像的识别、理解。而工业应用中的机器视觉概念与普通计算机视觉、模式识别、数字图像处理有着明显区别,其特点是: 1、机器视觉是一项综合技术,其中包括数字图像处理技术、机械工程技术、控制技术、电光源照明技术,光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。这些技术在机器视觉中是并列关系。相互协调应用才能构成一个成功的工业机器视觉应用系统。 2、机器视觉更强调实用性,要求能够适应工业生产中恶劣的环境,要有合理的性价比,要有通用的工业接口,能够由普通工作者来操作,有较高的容错能力和安全性,不会破坏工业产品,必须有较强的通用性和可移植性。 3、对机器视觉工程师来说,不仅要具有研究数学理论和编制计算机软件的能力,更需要光、机、电一体化的综合能力。 4、机器视觉更强调实时性,要求高速度和高精度,因而计算机视觉和数字图像处理中的许多技术目前还难以应用于机器视觉,它们的发展速度远远超过其在工业生产中的实际应用速度。 1.2机器视觉的研究范畴 从应用的层面看,机器视觉研究包括工件的自动检测与识别、产品质量的自动检测、食品的自动分类、智能车的自主导航与辅助驾驶、签字的自动验证、目标跟踪与制导、交通流的监测、关键地域的保安监视等等。从处理过程看,机器视觉分为低层视觉和高层视觉两阶段。低层视觉包括边缘检测、特征提取、图像分割等,高层视觉包括特征匹配、三维建模、形状分析与识别、景物分析与理解等。从方法层面看,有被动视觉与主动视觉之,又有基于特征的方法与基于模型的方法之分。从总体上来看,也称作计算机视觉。可以说,计算机视觉侧重于学术研究方面,而机器视觉则侧重于应用方面。 机器人视觉是机器视觉研究的一个重要方向,它的任务是为机器人建立视觉系统,使得机器人能更灵活、更自主地适应所处的环境,以满足诸如航天、军事、工业生产中日益增长的需要(例如,在航天及军事领域对于局部自主性的需要,在柔性生产方式中对于自动定位与装配的需要,在微电子工业中对于显微结构的检测及精密加工的需要等)。机器视觉作为一门工程学科,正如其它工程学科一样,是建立在对基本过程的科学理解之上的。机器视觉系统的设计依赖于具体的问题,必须考虑一系列诸如噪声、照明、遮掩、背景等复杂因素,折中地处理信噪比、分辨率、精度、计算量等关键问题。 1.3机器视觉的研究现状 机器视觉研究出现于60年代初期,电视摄像技术的成熟与计算机技术的发展使得机器视觉研究成为可能。它作为早期人工智能研究的一部分,由于技术条件的限制,进展缓慢。80年代初,在D·Marr提出的计算视觉理论指导下,机器视觉研究得到了迅速发展,成为
软件源代码安全缺陷检测技术研究进展综述
软件源代码安全缺陷检测技术研究进展综述 摘要:软件安全缺陷检测已经成为软件行业非常重要的一项工作。安全关键软件设计使用的C/C++语言含有大量未定义行为,使用不当可能产生重大安全隐患。本文将根据八篇前沿论文,总结提出八种比较新的软件安全缺陷检测技术和算法。设计和实现了一个可扩展的源代码静态分析工具平台,并通过实验表明,相对于单个工具的检测结果而言,该平台明显降低了漏报率和误报率。 关键字:源代码;安全缺陷;静态检测工具;缺陷描述 Abstract:Software security detection has become a very important work in the software industry. Fatal security vulnerabilities are caused by undefined behaviors of C/C++ language used in Safety-Critical software. This paper will give out eight kinds of new technology about the software security detection based on eight cutting-edge papers. design. Key words: source code; safety defects; static test tools; statistical analysis; defectives description 1引言: 近年来,随着软件事业的发展,人们逐渐的认识到,想要开发出高质量的软件产品,必须对软件的开发过程进行改善。研究表明,相当数量的安全问题是由于软件自身的安全漏洞引起的。软件开发过程中引入的大量缺陷,是产生软件漏洞的重要原因之一。软件源代码安全性缺陷排除是软件过程改进的一项重要措施。当前,与源代码安全缺陷研究相关的组织有CWE、Nist、OWASP等。业界也出现了一批优秀的源代码安全检测工具,但是这些机构、组织或者公司对源代码发中缺表 1 CWE 中缺陷描述字段表 2 SAMATE 中评估实例描述方法陷的描述方法不一,业界没有统一的标准。在实际工作中,经过确认的缺陷需要提取,源代码需要用统一的方法描述。本文根据实际工作的需要,调研国内外相关资料,提出一种源代码缺陷描述方法。 通常意义上的网络安全的最大威胁是程序上的漏洞,程序漏洞检测主要分为运行时检测和静态分析方法。运行时检测方法需要运行被测程序,其检测依赖外部环境和测试用例,具有一定的不确定性。 开发人员在开发过程中会引入一些源代码缺陷,如SQL 注入、缓冲区溢出、跨站脚本攻击等。同时一些应用程序编程接口本身也可能存在安全缺陷。而这些安全缺陷轻则导致应用程序崩溃,重则导致计算机死机,造成的经济和财产损失是无法估量的。目前的防护手段无法解决源代码层面的安全问题。因而创建一套科学、完整的源代码安全缺陷评价体系成为目前亟待解决的问题。 目前与源代码安全缺陷研究相关的组织有CWE等,业界也出现了一批优秀的源代码安全检测工具,但是这些机构和组织对源代码中缺陷的描述方法不一,没有统一的标准。本文借鉴业界对源代码缺陷的描述,结合实际工作需要,提出了一种计算机源代码缺陷的描述方法。 随着社会信息化的不断加深,人们不得不开始面对日益突出的信息安全问题。研究表明,相当数量的安全问题是由于软件自身的安全漏洞引起的。软件开发过程中引入的大量缺陷,是产生软件漏洞的重要原因之一。不同的软件缺陷会产生不同的后果,必须区别对待各类缺陷,分析原因,研究其危害程度,预防方法等。建立一个比较完整的缺陷分类信息,对预防和修复软件安全缺陷具有指导作用。软件缺陷一般按性质分类,目前已有很多不同的软件缺陷分类法,但在当前实际审查使用中,这些缺陷分类存在以下弊端: (1)专门针对代码审查阶段发现缺陷的分类较少。现有的分类法一般包括动态测试发现的缺陷类型和文档缺陷等,
机器视觉检测分解
研究背景: 产品表面质量是产品质量的重要组成部分,也是产品商业价值的重要保障。产品表面缺陷检测技术从最初的依靠人工目视检测到现在以CCD 和数字图像处理技术为代表的计算机视觉检测技术,大致经历了三个阶段,分别是传统检测技术阶段、无损检测技术阶段、计算机视觉检测技术阶段。[] 传统检测技术 (1)人工目视检测法 (2)频闪检测法 无损检测技术 (1)涡流检测法 (2)红外检测法 (3)漏磁检测法 计算机视觉检测技术 (1)激光扫描检测法 (2)CCD 检测法 采用荧光管等照明设备,以一定方向照射到物体表面上,使用CCD摄像机来扫描物体表面,并将获得的图像信号输入计算机,通过图像预处理、缺陷区域的边缘检测、缺陷图像二值化等图像处理后,提取图像中的表面缺陷的相关特征参数,再进行缺陷图像识别,从而判断出是否存在缺陷及缺陷的种类信息等。 优点:实时性好,精确度高,灵活性好,用途易于扩充,非接触式无损检测。 基于机器视觉的缺陷检测系统优点: 集成化生产缩短产品进入市场时间改进生产流程100%质量保证实时过程监控提高产量精确检测100%检测 由于经济和技术原因国内绝大多数图像处理技术公司都以代理国外产品为主,没有或者很少涉足拥有自主知识产权的机器视觉在线检测设备,对视觉技术的开发应用停留在比较低端的小系统集成上,对需要进行大数据量的实时在线检测的研究很少也很少有成功案例,但是随着国内经济发展和技术手段不断提高对产品质量检测要求就更高,对在线检测设备的需求也就更大具有巨大的市场潜力。 机器视觉图像处理技术是视觉检测的核心技术 铸件常见缺陷:砂眼气孔缩孔披缝粘砂冷隔掉砂毛刺浇不足缺陷变形 问题的提出: 1.水渍、污迹等不属于铸件缺陷,但由于其外观形貌与缺陷非常类似, 因此易被检测系统误识为缺陷。从目前发表的文献来看,对于伪缺陷的识别率较低。 2.不同种缺陷之间可能存在形状、纹理等方面的相似性,造成缺陷误判。 国外研究发展现状: 20 世纪90 年代后,基于机器视觉检测系统的自动化功能和实用化水平得到了进一步的提高。 1990 年芬兰Rautaruukki New Technology公司研制了Smartivis表面检测系统[],该系统具有自学习分类功能,应用机器学习方法对决策树结构进行自动设计优化。 1996 年美国Cognex公司研发了一套iLearn自学习分类器软件系统并应用于其研制了iS-2000 自动检测系统。通过这两套系统的无缝衔接,极大地提高了检测系统实时的运算速度,有效的改进了传统自学习分类方法在算法执行速度、数据实时吞吐量、样本训练集规模及模式特征自动选择等方面的不足之处[]。 2004 年Parsytec公司发布了新一代表面质量检测产品Parsytec5i,该系统运用了自学习神经
一秒检测你的手机屏幕是否有疏油层
一秒检测你的手机屏幕是否有疏油层 前不久,“疏水疏油层”突然成了一个特别火的词汇。在网上引发热议的同时,相信也会有一部分人对此一脸懵逼:疏水疏油层是什么鬼?这玩儿意是做什么用的?有没有差别大吗?其实疏水疏油层在生活中很常见,只不过当你接触到时并没有注意到罢了。 解读疏水疏油层它就是屏幕上的一层膜 疏水疏油层,说白了就是能够疏离水和油脂的保护层,还有我们日常听到的防污涂层,都是一种东西,即AF(AntiFingerPrint)防指纹涂层,英文称其为Oleophpbiccoating,平常新手机屏幕光滑的手感就是来自于疏水疏油层。 AF材料是一种含氟涂料,具有极低的表面张力,一般称作全氟聚醚,主要作用是附着在屏幕表面,增加屏幕的疏水、排油、防污等性能,广泛应用在手机、平板、显示器、单反的保护玻璃上,经常使用带有屏幕电子产品的我们基本上总能接触到。这种疏水疏油效果就跟水珠落在荷叶上一样。 荷叶上疏离的水珠 AF材料主要分为药液与靶丸(类似于小药丸)两种形态,分别适用于喷涂与真空蒸镀两种镀膜方式。玻璃镀膜后,再经过高温固化,AF涂层就保留到了屏幕表面,除了抗污外,AF涂层还拥有耐磨、透光率高等特性,而且成本还特别低,喷涂单片成本不高于6毛钱,真空蒸镀的单片成本不高于2元,浓度稍高一点的AF涂层保持1、2年不成问题。 真空蒸镀设备 当然疏水疏油层不仅用于玻璃上,在不锈钢上也可以有这样的保护层。目前已有相关涂覆液在售,喷涂于各种金属材料如不锈钢板表面,可形成一层纳米级/微米级的超薄抗油污防指纹的自清洁涂层,能使水具备超高的表面张力(表现为拒水性),形成较高水接触角的水珠,让油污自行收缩成难以附着在金属表面的小油滴,少量残留油污能用毛巾或纸巾轻易擦除干净。 疏水疏油层不沾水演示 疏水疏油层在日常使用中有什么用 直接说疏水疏油层的疏水、排油、防污这些功能不够直观,我们举个例子简单的说明一下:由于现在2.5D屏幕的流行,很多人都会选择普通的手机保护膜,但廉
基于机器视觉的表面缺陷检测系统设计
编号 本科生毕业设计 基于机器视觉的表面缺陷检测系统设计 Surface defect detection system design based on machine vision 学生姓名 专业电子信息工程 学号 指导教师 学院电子信息工程学院 二〇一三年六月
毕业设计(论文)原创承诺书 1.本人承诺:所呈交的毕业设计(论文)《基于机器视觉的表面缺陷检测系统设计》,是认真学习理解学校的《长春理工大学本科毕业设计(论文)工作条例》后,在教师的指导下,保质保量独立地完成了任务书中规定容,不弄虚作假,不抄袭别人的工作内容。 2.本人在毕业设计(论文)中引用他人的观点和研究成果,均在文中加以注释或以参考文献形式列出,对本文的研究工作做出重要贡献的个人和集体均已在文中注明。 3.在毕业设计(论文)中对侵犯任何方面知识产权的行为,由本人承担相应的法律责任。 4.本人完全了解学校关于保存、使用毕业设计(论文)的规定,即:按照学校要求提交论文和相关材料的印刷本和电子版本;同意学校保留毕业设计(论文)的复印件和电子版本,允许被查阅和借阅;学校可以采用影印、缩印或其他复制手段保存毕业设计(论文),可以公布其中的全部或部分内容。 以上承诺的法律结果将完全由本人承担! 作者签名:年月日
中文摘要 为了不断提高产品质量和生产效率,金属工件表面缺陷在线自动检测技术在生产过程中显得日益重要。针对金属工件表面的多种缺陷,本文设计了一套基于机器视觉能够实现对金属工件表面缺陷进行实时在线、无损伤的自动检测系统。该系统采用面阵CCD和多通道图像采集卡作为图像采集部分,提高了检测系统的速度并降低了对CCD的性能要求,使系统在现有的条件下比较容易实现实时在线检测;采用自动选取图像分割阈值,根据实际应用的阈值把工件信息从图像中提取出来并扫描工件图像中的信息,实现了系统的自动测量;根据扫描得到的工件信息去除掉工件边缘的光圈,利用自动选取的阈值对金属工件表面的图像进行二值化分割,从而实现各种缺陷的自动提取及识别。 关键词:机器视觉表面缺陷CCD 图像处理缺陷检测
基于机器视觉的手机屏幕缺陷检测方法研究
基于机器视觉的手机屏幕缺陷检测方法研究 摘要:在近些年来,随着手机行业飞速发展,手机屏幕缺陷的检测方式有许多,但是采用最多的还是人工检测的方式。人工检测的方式效率低误差较大很难满足 现在手机行业的发展形势。本文针对目前手机行业的发展形势,提出了一种基于 机器视觉手机屏幕缺陷自动检测系统。此系统的工作流程依次是采集图像、对采 集的图像进行裁剪、除去灰尘、滤波去噪、分割图像、初次识别缺陷区域、结合 缺陷区域与其他部分对比分析、识别筛选出不合格的产品。只有当此系统的检测 的合格率达到97.5%时,才会具有实用性,值得推广到实际的工业生产中去。 关键词:机器视觉;缺陷检测;手机屏幕 引言 随着全球经济的发展,各国的通信产业也都发展到一定的高度,高质高效的 智能手机虽然价格不断增高,但是仍然备受人们的喜欢。手机屏幕作为手机的重 要组成部分,是人与信息打交道的桥梁,手机屏幕的质量的优劣将会直接影响到 用户的体验。在现在的手机发展现状看来,手机屏幕缺陷检测主要依靠人工。人 工检测工作难度大,工作量大,导致工作者对工作产生厌倦和身体疲劳。这种方 式可能会使大量劣质产品流入消费者手中,不适用于如今的实际工业生产中。针 对目前手机行业的发展形势,提出了一种基于机器视觉手机屏幕缺陷自动检测系统。 1.机器视觉检测技术 目前,因为机器视觉检测技术实用性强、效率高、具有高精确度,所有受到 了人们的一致好评,并且备受工业生产的欢迎。全球有许多机器检测技术被应用 于实际的手机屏幕缺陷检测流程中。Kim团队提出了一种降低灰度不均匀等级的 阈值方式,这种方式可以通过识别出多种线缺陷完成缺陷的排除;Lee and Yoo等 首先会绘制二维曲线,再使用背景差异法检测mura缺陷以及不同形状和方向的 缺陷,但是对窗口的大小有局限性。You-Ching Lee和Cheng-EnShie等提出一种能 识别各种缺陷的累计差异和多分辨率背景的检测方法,但是对移动的装置要求较高;Tsai和Tseng等利用傅立叶变换和阈值方式消除背景干扰,但时效性差;易松 松使用了级联检测方式;高如新采用了快速匹配差分法检测方式;徐祖鑫提出了 一种数学形态学的检测方法,他们所采用的和提出的手机屏幕检测方式对点、线 等明显的缺陷有着较高和精准的识别率,但是对于一些特殊的缺陷还是有待完善。基于机器视觉的手机屏幕缺陷检测方法研究,本文提出了一套完整的自动检测控 制系统,这套系统的结构分明、操作简单、工作效率高、具有高精确度,能够高 效实时检测和筛选出具有缺陷的屏幕。 2.系统硬件 系统硬件的构成主要由相机、显示屏和主机;治具台是部分系统硬件,治具 台上可以安装各种各样的治具,用于与其匹配的手机进行点亮,而手机的相机和 光源的固定都可以用一些简单的器械完成,适当的调节角度和方向。所以此系统 硬件满足工业生产的需求,只要更换治具就可以实现各种型号手机的检测,而且 操作简单。简单的操作流程只是把检测物品放到治具台。其工作原理依次是系统 接收传感器信号、光栅门自动关闭、营造密闭检测环境、显示标记缺陷。 3.算法流程 这里主要介绍的是屏幕块状检测方法,因为在手机屏幕缺陷中块缺陷最难识别。由于块缺陷的形状复杂、亮度不均匀、对比度低和边缘不清晰,影响到屏幕
机器视觉测量技术
机器视觉测量技术杨永跃合肥工业大学 2007.3 目录 第一章绪论 1.1 概述 1.2 机器视觉的研究内容 1.3 机器视觉的应用 1.4 人类视觉简介 1.5 颜色和知觉 1.6 光度学 1.7 视觉的空间知觉 1.8 几何基础 第二章图像的采集和量化 2.1 采集装置的性能指标 2.2 电荷藕合摄像器件 2.3 CCD 相机类 2.4 彩色数码相机 2.5 常用的图像文件格式
2.6 照明系统设计 第三章光学图样的测量 3.1 全息技术 3.2 散斑测量技术 3.3 莫尔条纹测量技术 3.4 微图像测量技术 第四章标定方法的研究 4.1 干涉条纹图数学形成与特征4.2 图像预处理方法 4.3 条纹倍增法 4.4 条纹图的旋滤波算法 第五章立体视觉 5.1 立体成像 2 5.2 基本约束 5.3 边缘匹配 5.4 匹域相关性 5.5 从 x 恢复形状的方法 5.6 测距成像
第六章标定 6.1 传统标定 6.2 Tsais 万能摄像机标定法 6.3 Weng ’ s 标定法 6.4 几何映射变换 6.5 重采样算法 第七章目标图像亚像素定位技术第八章图像测量软件 (多媒体介绍 第九章典型测量系统设计分析9.1 光源设计 9.2 图像传感器设计 9.3 图像处理分析 9.4 图像识别分析 附:教学实验 1、视觉坐标测量标定实验 2、视觉坐标测量的标定方法。 3、视觉坐标测量应用实验 4、典型零件测量方法等。
3 第一章绪论 1.1 概述 人类在征服自然、改造自然和推动社会进步的过程中,面临着自身能力、能量的局限性, 因而发明和创造了许多机器来辅助或代替人类完成任务。智能机器或智能机器人是这种机器最理想的模式。 智能机器能模拟人类的功能、能感知外部世界,有效解决问题。 人类感知外部世界:视觉、听觉、嗅觉、味觉、触觉 眼耳鼻舌身 所以对于智能机器,赋予人类视觉功能极其重要。 机器视觉:用计算机来模拟生物(外显或宏观视觉功能的科学和技术。 机器视觉目标:用图像创建或恢复现实世界模型,然后认知现实世界。 1.2 机器视觉的研究内容 1 输入设备成像设备:摄像机、红外线、激光、超声波、 X 射线、 CCD 、数字扫描仪、超声成像、 CT 等 数字化设备 2 低层视觉(预处理 :对输入的原始图像进行处理(滤波、增强、边缘检测 ,提取角点、边缘、线条色彩等特征。 3 中层视觉:恢复场景的深度、表面法线,通过立体视觉、运动估计、明暗特征、纹理分析。系统标定
基于视觉的缺陷检测概述
基于视觉的缺陷检测 在机器视觉的应用中,表面缺陷检测占据非常重要的位置,因为其可有效地提高产品质量、降低成本,并可提高用户满意度。 根据表面图像的特点可以将基于视觉的缺陷检测技术分为两类:一类为不具备明显纹理特征材质的缺陷检测,如光学元件,金属类器件等;一类为纹理类材质的缺陷检测,如木材、布匹等。 根据缺陷的形状可以分为两类:广义线类,包括裂纹,刻痕等;广义点类,包括凸块,凹陷,孔穴,污物等。 基于视觉的缺陷检测的主要步骤为: 特征提取为其中的关键,缺陷特征提取的好坏直接影响检测的效果。 预处理的目的是减少图像的噪声,提高目标与背景的对比度,突出图像中的缺陷特征。 小波技术在预处理中的应用: 1.小波去噪 2.小波融合 可以将不同角度拍摄的图像进行融合 采用小波融合方法既能够很好地保留几幅源图像基本信息,又能够突出图像中的缺陷边缘、结构等高频信息,使融合后的图像信息更加全面、准确,图像质量效果更加优良,全方位地表达了缺陷特征,可以为缺陷的进一步分类识别提供充足的数据支持。 不具备明显纹理特征的图像检测 此类图像的特点为缺陷目标和背景对比度低,瑕疵目标的形状比较复杂,整个瑕疵目标占整幅图像的比例非常小,受噪声影响大,图像没有纹理。 由于图像中无纹理,缺陷特征一般先用边缘检测算子提取缺陷区域的边缘,在将其从目标图像中分割出来,提取其特征参数如周长,面积,质心,圆形度,伸长度等,以此来进行缺陷检测和分类。 边缘检测算子: 1.梯度算子 2.LoG算子 3.canny算子 边缘检测算子需要准确的提取瑕疵边缘,又能抑制噪声的干扰,同时该算法还要具备快速、自适应性。需要寻找一种新或改进的算法。 为了辩识缺陷目标,需要将其与源图像的背景中分离出来,在此基础上进行进一步的处理和分析。 图像分割的算法: 1.阈值分割
手机玻璃盖板外观缺陷检测
手机玻璃盖板外观缺陷检测 1、玻璃盖板发展趋势及现状 手机玻璃盖板虽然是生产行业中较为细分的一个小市场,在全球手机保有量如此巨大的情况下(2018年出货约17.5亿部),手机屏幕作为配件其每年出货量非常可观。据市场数据反馈,现手机盖板(也称玻璃盖板)每年出货量达到了20亿片/年。3D玻璃盖板作为下一代手机的必备配件,到2020年为止3D玻璃盖板的市场规模将近192亿元。作为智能终端产品最重要的构成部件之一,玻璃盖板的制造拥有巨大的市场存量以及增长潜力,是众多国家和企业争夺的焦点。其中检测作为玻璃盖板生产的最后一道工序,是产品品质控制的关键。但是目前国内企业在玻璃盖板的检测,基本上采用的是人工目检。但人工目检面临着效率低下、漏检率高、人工成本不断上升等诸多缺陷。
目前全球最大玻璃盖板厂商蓝思科技、伯恩光学,其产线上仍然以人力检测辅助设备的方式为主。在智能装备制造大潮流及国内人口红利逐渐消逝的环境下,自动化检测设备开始步入市场。 2、玻璃盖板外观缺陷检测难点以及检测设备国内外现状 玻璃盖板生产工艺复杂,特别是进入2.5D和3D盖板时代后,由于导入了更多更复杂的工序以及最终客户对外观要求的不断提高,在生产过程中无可避免的会产生各种各样类特征不同的缺陷,常见的有划痕、凹坑、丝印不良、杂质、异色等外观缺陷。各类特征的缺陷需要检测员不断翻转盖板,并在一些特定光线角度或观察视角下才能捕捉到。这就对用于取代人工目视检查的玻璃盖板自动化检测设备的设计和制造提出了非常高的要求。 现今国际上比较领先的玻璃盖板检测设备厂家,主要分布于欧洲,例如德国ISRA Vision和Dr.Schenk、瑞士的BUCHER和丹麦的JLI Vision等。目前在国内应用最多的是德国的Dr.Schenk,部分国内玻璃面板生产厂家采购了其设备,但是仍然存在较多问题,一是价格昂贵,只有极少数的大公司能负担相关费用;二是Dr.Schenk目前只能够检测素玻璃(白片),并且2.5D或3D玻璃盖板的弧面处也无法检出,因此该设备不能适应现在市场的需要。 目前国内在玻璃盖板检测方面取得了一些技术突破,但还没有特别突出的企业来代替国外的设备。国内某企业试图通过增加多个检测工位,实现对2.5D玻璃盖板的检测,但检测效果并不理想。该设备在更换不同类型盖板检测时,需要重新制作并更换治具,同时需要对设备的多个工位的光源或者相机进行调整,并
机器视觉测量技术1.
机器视觉测量技术 杨永跃 合肥工业大学 2007.3
目录第一章绪论 1.1 概述 1.2 机器视觉的研究内容 1.3 机器视觉的应用 1.4 人类视觉简介 1.5 颜色和知觉 1.6 光度学 1.7 视觉的空间知觉 1.8 几何基础 第二章图像的采集和量化 2.1 采集装置的性能指标 2.2 电荷藕合摄像器件 2.3 CCD相机类 2.4 彩色数码相机 2.5 常用的图像文件格式 2.6 照明系统设计 第三章光学图样的测量 3.1 全息技术 3.2 散斑测量技术 3.3 莫尔条纹测量技术 3.4 微图像测量技术 第四章标定方法的研究 4.1 干涉条纹图数学形成与特征 4.2 图像预处理方法 4.3 条纹倍增法 4.4 条纹图的旋滤波算法 第五章立体视觉 5.1 立体成像
5.2 基本约束 5.3 边缘匹配 5.4 匹域相关性 5.5 从x恢复形状的方法 5.6 测距成像 第六章标定 6.1 传统标定 6.2 Tsais万能摄像机标定法 6.3 Weng’s标定法 6.4 几何映射变换 6.5 重采样算法 第七章目标图像亚像素定位技术 第八章图像测量软件 (多媒体介绍) 第九章典型测量系统设计分析9.1 光源设计 9.2 图像传感器设计 9.3 图像处理分析 9.4 图像识别分析 附:教学实验 1、视觉坐标测量标定实验 2、视觉坐标测量的标定方法。 3、视觉坐标测量应用实验 4、典型零件测量方法等。
第一章绪论 1.1 概述 人类在征服自然、改造自然和推动社会进步的过程中,面临着自身能力、能量的局限性,因而发明和创造了许多机器来辅助或代替人类完成任务。智能机器或智能机器人是这种机器最理想的模式。 智能机器能模拟人类的功能、能感知外部世界,有效解决问题。 人类感知外部世界:视觉、听觉、嗅觉、味觉、触觉 眼耳鼻舌身 所以对于智能机器,赋予人类视觉功能极其重要。 机器视觉:用计算机来模拟生物(外显或宏观)视觉功能的科学和技术。 机器视觉目标:用图像创建或恢复现实世界模型,然后认知现实世界。 1.2 机器视觉的研究内容 1 输入设备成像设备:摄像机、红外线、激光、超声波、X射线、CCD、数字扫描仪、 超声成像、CT等 数字化设备 2 低层视觉(预处理):对输入的原始图像进行处理(滤波、增强、边缘检测),提取角 点、边缘、线条色彩等特征。 3 中层视觉:恢复场景的深度、表面法线,通过立体视觉、运动估计、明暗特征、纹理 分析。系统标定 4 高层视觉:在以物体为中心的坐标系中,恢复物体的完整三维图,识别三维物体,并 确定物体的位置和方向。 5 体系结构:根据系统模型(非具体的事例)来研究系统的结构。(某时期的建筑风格— 据此风格设计的具体建筑) 1.3 机器视觉的应用 工业检测—文件处理,毫微米技术—多媒体数据库。 许多人类视觉无法感知的场合,精确定量感知,危险场景,不可见物感知等机器视觉更显其优越十足。 1 零件识别与定位
材料缺陷检测综述
材料缺陷检测综述 学号:xxxxxxxx 姓名:某某某 指导教师:某老师
材料缺陷检测综述 某某某 (xx大学xx系,xx xx,xxxxxx) 摘要: 材料缺陷检测的主要目的就是检测物体表面及内部的缺陷,从而对材料的等级作出评价或对健康状况进行检测。随着光学、声学以及计算机图形学的发展,材料检测已经由传统的人工作业转变为现代的高效的机器流水作业。各种检测技术各有所长,广泛应用于混凝土、钢材和木材等材料的检测上。本文将分别对这三种材料的缺陷检测方法做以分析,介绍缺陷检测的方法和发展趋势。 关键字: 材料缺陷检测、混凝土、钢材、木材 Summary of Material Defect Inspection XXXXX-Xxxxxx (Department of Mechanics of X University,Xx Xx xxxxxx,China) Abstract: The main purpose of Material Defect Inspection is to inspect surface and internal defects,so as to evaluate the level of the material and detect the state of health.With the development of opticics,acoustic,and computer graphics,method of inspection has changed from traditional manual operations into a mordem and efficient machine flowshop.Various inspection techniques have their own strengths,and is widely used in the inspection of concrete,steel and wood.In this paper,I will analyze inspection method of the four material listed above,and introduce the development trend of defect inspection. Keywords: Material Defect Inspection,concrete,steel,wood 一、材料缺陷检测总论 1.材料缺陷检测的意义 材料的缺陷总体上来分有材料表面的缺陷和材料内部的缺陷。其中,材料表面的缺陷会使产品等级下降;更为重要的是,缺陷,无论是表面缺陷还是内部缺陷,都将会给材料、结构带来严重的力学性能下降,其中应力集中现象会非常严重地影响材料的力学性能。因而,对材料进行缺陷检测就显得十分必要。一方面,我们可以对产品进行合格检定或者性能分级,更重要的一方面,我们可以对在用材料进行健康检测,这在现代的高层建筑和桥梁中应用尤为广泛。 2.缺陷检测的一般方法 传统的检测大多是用人工的方法,使用肉眼(或在放大镜下)观测材料,凭借经验来对缺
基于机器视觉技术的物体表面缺陷检测.
基于机器视觉技术的物体表面缺陷检测 何小利1 , 宋钰 2 (1. 四川理工学院计算机学院, 四川自贡643000; 2. 四川理工学院网络中心, 四川自贡643000; 摘要:本文对物体表面缺陷进行研究和检测. 而检测的方法是采用LED 环形灯光直接暗视场正面照明方式来提取插座面板划痕图像. 具体过程是使用动态阈值分割图像, 并采用放射变换、区域特征处理及连通区域提取等技术来检测出插座面板划痕. 关键词:机器视觉; 物体表面; 缺陷检测中图分类号:T P393 文献标识码:A 文章编号: 1009-4970(2011 02-0064-050 引言 在传统的产品生产过程中, 一般情况下对产品的表面缺陷检测是采用人工检测的方法. 随着科学 技术的不断发展, 特别是计算机技术的发展, 出现了计算机视觉检测技术. 利用这种新技术设计出来的系统不受恶劣环境和主观因素的影响, 能快速、准确地检测产品的质量, 完成人工无法完成的检测任务. 机器视觉检测结合了计算机图像处理和模式识别理论, 它综合了计算机技术、数据结构、图像处理, 模式识别和软件工程等不同领域的相关知识. 一个典型的机器视觉系统应该包括以下五大块, 照明、镜头、相机、图像采集卡、视觉处理器.
1 物体表面缺陷检测 物体表面缺陷检测是机器视觉的一种典型应用. 本文以插座面板划痕检测为例, 通过采用LED 环形灯直接暗视场正面照明方式采集图像, 然后使用动态阈值分割法将插座面板区域中划痕检测的感兴趣区域提取出来, 再通过使用区域特征、区域形态学对插座面板区域使用腐蚀运算去掉分割区域中杂点和小的突出物, 确保计算上有足够的精度, 最后使用放射变换、图像平滑、连通区域提取等算法 检测出划痕并显示其结果(见图 1. 图1 插座面板划痕检测流程图 1. 1 图像获取 照明的方向性通常有两种:漫射和直接照射.
印刷品印刷缺陷在线检测技术简介
昆明理工大学 《印刷品质量检测与控制》课程论文印刷品印刷缺陷在线检测技术简介 姓名:吴雷 学号: 201110304103 学院:机电工程 专业:包装工程 年级:2011级 指导教师:何自芬 2014年6 月10 日
摘要:现代印刷技术中质量检测技术已经成为一个重要的项目,本文主要 从印刷品的属性上简单的介绍了现代印刷品检测技术,着重介绍数字化处理技术。 关键词:在线检测,数字化处理 Abstract:The quality of modern printing technology in the detection technology has become an important project, this paper mainly simple attributes from printed on the modern print detection technology, introduces the digital processing technology. Keywords: online detection, digital signal processing 前言 随着科学技术的发展,人们对印刷品的要求越来越高,印刷品的细节繁多,同时印刷品生产难度增加,当前印刷行业的印刷生产已经相当自动化,而图案复杂且细节繁多的印刷品由于印刷机器和印刷材料的不完善以及一些不易避免的随机因素,在印刷过程中会出现各种误差,常见的印刷品缺陷主要有颜色失真、油墨溅污、黑点、文字模糊、起皱、漏印、刮伤、套印不准等。这就要求对印刷品印刷时出现的各种缺陷能进行准确的识别和判断并把信息反馈给印刷机,找出不合格的印刷品并对印刷机进行适当的调整。目前计算机已经用来控制印刷过程和印刷质量检测,为了保证与印刷生产和质量检测的自动化相适应,需要快速的高精度图像缺陷识别算法来满足印刷图像检测的高速度和高精度的特点,在高分辨率、大量数据的情况下实现实时检测。 印刷品分析流程 视觉分析:对重影、双影、网点丢失、纸张起皱等宏观上的检查。 设备辅助分析:指测定油墨密度、网点扩大、灰度等参数。 抽取样张后,首先在观察室对样品做大致浏览,以检测印品的缺陷,然后再根据测控条用仪器和设备对印刷品质量进行深入细致的检测。 印刷品的属性 1、实地密度 实地密度是直接影响图像最暗调部分的指标,对整个复制曲线都有影响,理想的实地密度应该满足图像阶调值要求,有清晰的对比度,网点扩大值要控制在允许范围内。 2、网点扩大 网点扩大是一个网目调网点从分色胶片或者印版开始直到在纸上印刷出来的尺寸方面的差异。网点扩大比油墨密度对印品的视觉效果的影响更大,网点在尺寸上微小的变化将会产生一个显而易见的视觉上的改变,包括许多颜色色相的变化。任何印刷系统都会产生一定程度的网点扩大。 3、印刷反差 实地与网目调的积分的密度之差同实地密度的比值,常称K值。他是控
基于机器视觉的产品检测技术研究【详述】
机器视觉概念/研究现状/应用/检测 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 1、机器视觉 1.1机器视觉的概念 机器视觉被定义为用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。一个典型的工业机器视觉应用系统包括光源、光学系统、图像采集系统、数字图像处理与智能判断决策模块和机械控制执行模块。系统首先通过CCD相机或其它图像拍摄装置将目标转换成图像信号,然后转变成数字化信号传送给专用的图像处理系统,根据像素分布!亮度和颜色等信息,进行各种运算来抽取目标的特征,根据预设的容许度和其他条件输出判断结果。 值得一提的是,广义的机器视觉的概念与计算机视觉没有多大区别,泛指使用计算机和数字图像处理技术达到对客观事物图像的识别、理解。而工业应用中的机器视觉概念与普通计算机视觉、模式识别、数字图像处理有着明显区别,其特点是: 1、机器视觉是一项综合技术,其中包括数字图像处理技术、机械工程技术、控制技术、电光源照明技术,光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。这些技术在机器视觉中是并列关系。相互协调应用才能构成一个成功的工业机器视觉应用系统。 2、机器视觉更强调实用性,要求能够适应工业生产中恶劣的环境,要有合理的性价比,
要有通用的工业接口,能够由普通工作者来操作,有较高的容错能力和安全性,不会破坏工业产品,必须有较强的通用性和可移植性。 3、对机器视觉工程师来说,不仅要具有研究数学理论和编制计算机软件的能力,更需要光、机、电一体化的综合能力。 4、机器视觉更强调实时性,要求高速度和高精度,因而计算机视觉和数字图像处理中的许多技术目前还难以应用于机器视觉,它们的发展速度远远超过其在工业生产中的实际应用速度。 1.2机器视觉的研究范畴 从应用的层面看,机器视觉研究包括工件的自动检测与识别、产品质量的自动检测、食品的自动分类、智能车的自主导航与辅助驾驶、签字的自动验证、目标跟踪与制导、交通流的监测、关键地域的保安监视等等。从处理过程看,机器视觉分为低层视觉和高层视觉两阶段。低层视觉包括边缘检测、特征提取、图像分割等,高层视觉包括特征匹配、三维建模、形状分析与识别、景物分析与理解等。从方法层面看,有被动视觉与主动视觉之,又有基于特征的方法与基于模型的方法之分。从总体上来看,也称作计算机视觉。可以说,计算机视觉侧重于学术研究方面,而机器视觉则侧重于应用方面。 机器人视觉是机器视觉研究的一个重要方向,它的任务是为机器人建立视觉系统,使得机器人能更灵活、更自主地适应所处的环境,以满足诸如航天、军事、工业生产中日益增长的需要(例如,在航天及军事领域对于局部自主性的需要,在柔性生产方式中对于自动定位与装配的需要,在微电子工业中对于显微结构的检测及精密加工的需要等)。机器视觉作为一门工程学科,正如其它工程学科一样,是建立在对基本过程的科学理解之上的。机器视觉系统的设计依赖于具体的问题,必须考虑一系列诸如噪声、照明、遮掩、背景等复杂因素,折中地处理信噪比、分辨率、精度、计算量等关键问题。