检漏方法在真空制粉设备中的应用
检漏方法在真空制粉设备中的应用
赵玉凯1,游广飞1,薄悦1,陈超1,孙朝阳2
1 郑州机械研究所,河南郑州 450052
2 洛阳锐腾机械设备有限公司,河南洛阳 471000
摘要综述了国内外真空设备检漏事业的发展概况,详细介绍了抽制粉设备真空的系统组成,结合实践中所遇到的泄漏情况和采取的检漏措施,全面系统地介绍了真空制粉设备的检漏方法,并在实践的基础上做了一些总结,为真空设备检漏方法的应用提供了经验。
关键词真空制粉设备;真空机组;漏孔;检漏方法;
中图分类号
A PPLICATION OF LEAK DETECTION METHOD IN THE VACUUM MILLING
EQUIPMENT
ZHAO Yu-kai YOU Guang-fei BO Yue CHEN Chao SUN Chao-yang Abstract: Vacuum leak detection equipment at home and abroad reviewed the development of profiles, detailing the milling equipment, vacuum pumping system components, combined with leakage encountered in practice and the measures taken in leak detection, a comprehensive and systematic introduction to the leak detection method of the vacuum milling equipment, and has made some summing up on the basis of in practice for leak detection methods in the application of vacuum equipment, to provide that experience.
Key words: vacuum milling equipment; vacuum unit; leak; leak detection method;
0 引言
真空检漏事业可以说从航空航天、军事工业、科学工程、核工业到轻工、医疗、仪器仪表、汽车、制冷都是无处不在的,在众多的领域中,有许多设备要求内腔处于真空状态,以避免内腔中的零件或产品被氧化,致使生产出来的产品不合格,所以内腔中的真空度就是一个重要指标。目前,国内外常用检漏方法有:充压检漏法、真空检漏法及其它检漏法。伴随着检漏事业的发展,检漏仪器也正在向着小型化、自动化、智能化和高性能多用途方向发展,检漏科技人员的队伍也在逐渐强大,检漏事业正为国家的建设做着重要的贡献。
1 系统组成
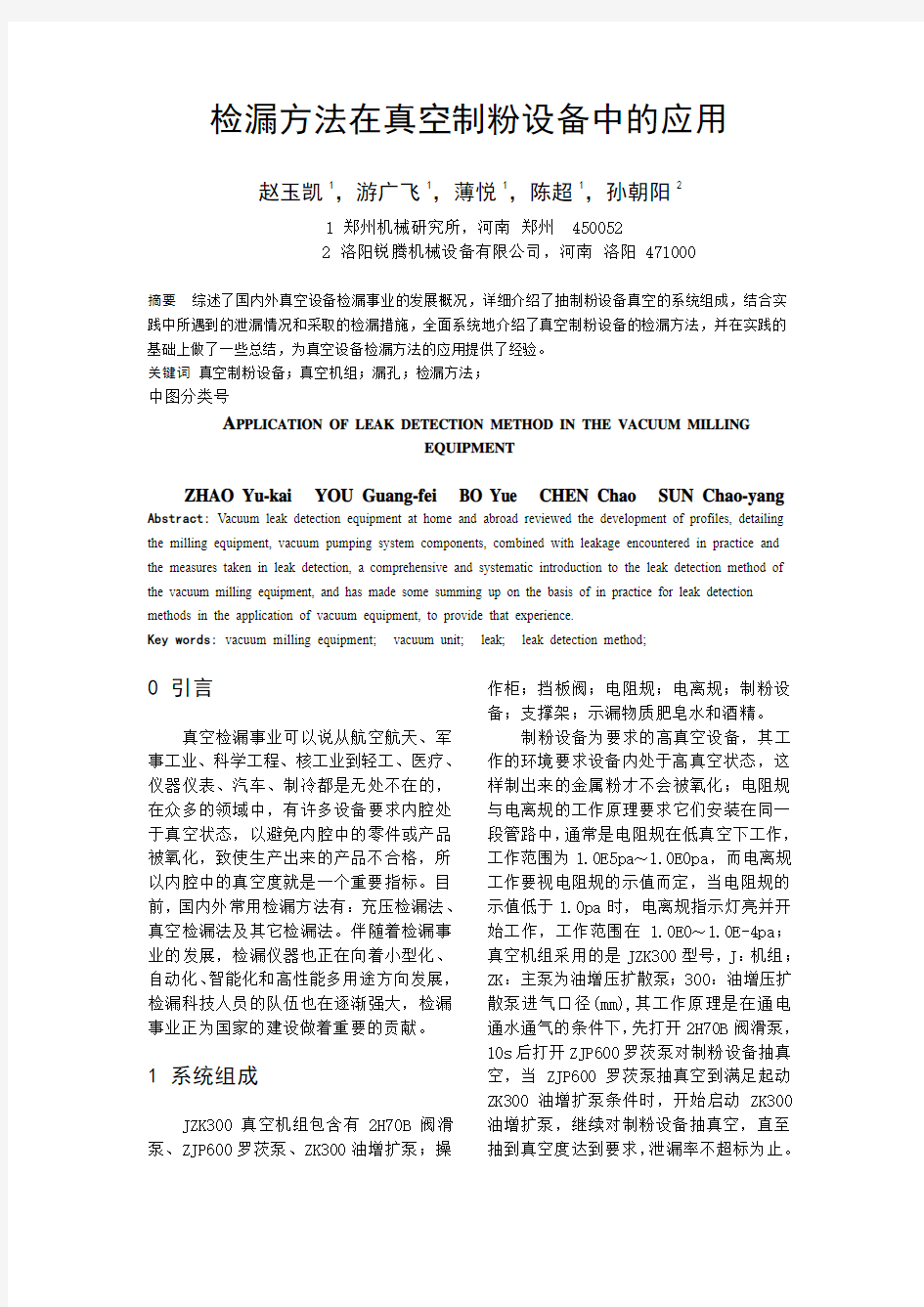
JZK300真空机组包含有2H70B阀滑泵、ZJP600罗茨泵、ZK300油增扩泵;操作柜;挡板阀;电阻规;电离规;制粉设备;支撑架;示漏物质肥皂水和酒精。
制粉设备为要求的高真空设备,其工作的环境要求设备内处于高真空状态,这样制出来的金属粉才不会被氧化;电阻规与电离规的工作原理要求它们安装在同一段管路中,通常是电阻规在低真空下工作,工作范围为1.0E5pa~1.0E0pa,而电离规工作要视电阻规的示值而定,当电阻规的示值低于1.0pa时,电离规指示灯亮并开始工作,工作范围在 1.0E0~1.0E-4pa;真空机组采用的是JZK300型号,J:机组;ZK:主泵为油增压扩散泵;300:油增压扩散泵进气口径(mm),其工作原理是在通电通水通气的条件下,先打开2H70B阀滑泵,10s后打开ZJP600罗茨泵对制粉设备抽真空,当ZJP600罗茨泵抽真空到满足起动ZK300油增扩泵条件时,开始启动ZK300油增扩泵,继续对制粉设备抽真空,直至抽到真空度达到要求,泄漏率不超标为止。
图1 系统组成示意图
3 检漏技术
检漏技术的目的在于判断漏气,找出漏孔并估计漏率的大小。真空技术中所指的漏孔,由于尺寸微小、形状复杂、形式多样,无法用几何尺寸表示其大小。所以一般用漏气速率(简称为漏率)表示漏孔的大小。漏率的单位是帕斯卡×立方米/秒,记为Pam3/s。为了方便,有时用帕斯卡×升/秒,记为PaL/s。目前国际上统一规定漏孔漏率的定义是:温度为23±3℃,入口压强为1标准大气压(±5%),出口压强低于0.01大气压时的干燥(露点温度低于-25℃)空气通过漏孔时的流量。由于漏气是绝对的,不漏气是相对的,因而实用上以最大允许漏率来判断真空装置是“漏”还是“不漏”。漏气也叫实漏,是气体通过系统上的漏孔或间隙从高压侧流到低压侧的现象。虚漏,是相对实漏而言的一种物理现象。这种现象是由于材料放气、解吸、凝结气体的再蒸发、气体通过器壁的渗透及系统内死空间中气体的流出等原因引起真空系统中气体压力升高的现象。设备的密封性合格与不合格都是相对允许漏率而言的,不同设备要求的功能不一样,对气密性的要求就不一样,因此其允许漏率也是不一样的。
检漏的方法很多,根据被检件所处的状态可分为充压检漏法、真空检漏法及其它检漏法。
3.1 充压检漏法
在被检件内部充入一定压力的示漏物质,如果被检件上有漏孔,示漏物质便从漏孔漏出,用一定的方法或仪器在被检件外部检测出从漏孔漏出的示漏物质,从而判定漏孔的存在、位置及漏率的大小,此即充压检漏法。如制粉设备中由于结构复杂,并且体积较大、结合面较多,给检漏工作带来了一定的困难,鉴于该情况,通常我们采用的是打正压涂肥皂泡法,当将肥皂水涂到漏孔处,会有大量的肥皂泡冒出,此法便于检查出较大的漏孔,此法在检漏的初期阶段较为经济实用,能取得较好的检漏效果。
3.2 真空检漏法
被检件和检漏器的敏感元件处于真空状态,在被检件的外部施加示漏物质,如果有漏孔,示漏物质就会通过漏孔进入被
检件和敏感元件的空间,由敏感元件检测出示漏物质,从而可以判定漏孔的存在、位置和漏率的大小,这就是真空检漏法。
如果用真空计检漏时,示漏物质可用酒精、丙酮、乙醚等。一般来说,用气体喷吹比用液体覆盖要好,因为液体往往会堵塞漏孔,还会污染真空系统或器件,真空计因为惯性大,反映慢,检漏时寻喷速度不宜过快,并要仔细观察,当示漏物质一喷到漏口,真空度明显变化,数据上下跳动或指针左右摇摆时要认真判别是系统的压强波动,仪器的漂移或是真正存在漏孔。只有示漏物质离开后,仪器指示恢复原状的,才是真正的漏孔。示漏物质用酒精、丙酮或乙醚只能大概定性是否有漏的可能,不能定量,由于酒精的挥发性强,汽化后分子质量小,容易渗透漏点,丙酮也易渗透漏点,但是丙酮有刺激性气味,对人身体有伤害,因此很少使用。在工程应用制粉设备的检漏中,先后用到了充压检漏法中的打正压涂肥皂泡法和真空检漏法中的喷酒精法,由于制粉设备要求真空度低于0.1pa,经过现场仔细的原因分析和处理,最终逐个找出了所有漏孔并使制粉设备到达了真空度要求。
3.3 其它检漏法
被检件既不充压也不抽真空,或其外部受压等方法归入其它检漏法。背压法就是其中主要方法之一。所谓“背压检漏法”是利用背压室先将示漏气体由漏孔充入被检件,然后在真空状态下使示漏气体再从被检件中漏出,以某种方法(或检漏仪)检测漏出的示漏气体,判定被检件的漏孔位置和漏率大小。
4 经验总结
制粉设备常用的密封圈为硅橡胶,硅橡胶的弹性较好,经实践表明硅橡胶能起到很好的密封效果,并且耐高温,不宜老化。
制粉设备要求达到并保持真空状态,如果存在漏气问题则是重大的缺陷。经过长时间对制粉设备的检漏,总结出了一些检漏经验:1)真空机组本身漏气,即安装存在缺陷,因此需要重新对真空机组安装;2)常见的漏孔处多在结合面,如结合面受力不均匀,或结合面的加工槽非一刀加工出来的,在换刀处易产生漏气;3)常见的漏孔还有可能是在焊接件的焊点处,当焊点为虚焊时即会产生漏气;4)在进行保压泄漏率检查时,要确保挡板阀关闭到位,否则将会漏气;5)真空机组运行一段时间后要进行维护,若真空泵内的油被污染或油量过少,都会对制粉设备的抽真空度产生影响;6)有一种情况是常温下不漏气,当温度变化时会发生漏气,这种情况发生的主要原因是材料本身热膨胀系数的差而引起的,可以通过更换材料避免漏气;7)另一种情况是静止状态不漏气,当设备工作时会发生漏气,这种情况的发生主要由于振动引起的,视工作现场情况采取某些措施从而避免漏气;8)除了常用的涂肥皂泡法和喷酒精法外,也可采用氦质谱检漏仪帮助排查漏孔;
检漏技术在应用于燃气泵房(站)、车间、宾馆、酒店、燃气、石油、化工冶金等存在易燃、易爆、毒性气体的危险场所时,有效地减少了事故发生,为厂矿企业和国家建设挽回着不可估量的经济损失。
参考文献
[1] 龙志翘;;真空技术及其发展和应用[J];真空电子技术;1982年02期.
[2] 罗舜生;大型超高真空容器的检漏[J];中国空间科学技术;1981年06期.
[3] 赵红;;虚漏对高真空与超高真空系统压强的影响[J];真空电子技术;1980年05期.
[4] 张明富;;低真空检漏[J];试验技术与试验机;1981年03期.
[5] 曹辉玲;;一种新的检漏方法:负压采样法[A];中国真空学会科技进步奖(1994-2000)得奖人员论文集[C];2000年.
[6] 张彩兰;;惯性元件真空检漏技术之我见[A];第二届全国真空检漏技术工业应用研讨会论文集
[C];2000年.
[7]李明蓬;;泄漏机理与检漏设计[A];第二届全国真空检漏技术工业应用研讨会论文集[C];2000年
真空检漏常用方法和技巧
真空检漏1 一、概述1.概漏的基本概念真空检漏就是检测真空系统的漏气部位及其大小的过程。漏气也叫实漏,是气体通过系统上的漏孔或间隙从高压侧流到低压侧的现象。虚漏,是相对实漏而言的一种物理现象。这种现象是由于材料放气、解吸、凝结气体的再蒸发、气体通过器壁的渗透及系统内死空间中气体的流出等原因引起真空系统中气体压力升高的现象。气密性是表征真空系统器壁防止气体渗透的性能,它包括通过漏孔(或间隙)的漏气和材质的渗气。最小可检漏率是指某种检漏方法能够检测出的漏率的最小值。最佳灵敏度是指检漏仪器或检漏方法在最佳条件下所能检测出的最小漏率。对于检漏仪器来讲,最佳灵敏度又称作仪器灵敏度。检漏灵敏度是指在具体条件下,某种检漏方法所能检测出的最小漏率。检漏灵敏度又称作有效灵敏度。反应时间,即从检漏方法开始实施(如开始喷吹示漏气体)到指示方法(如仪表)做出反应的时间。消除时间,即从检漏方法停止(如停止喷吹且开始抽出示漏气体)到指示方法的指示消失的时间。漏率,即单位时间内流过漏孔(包括间隙)的气体量。2.漏孔、漏率及其单位真空技术中所指的漏孔,由于尺寸微小、形状复杂、形式多样(如图1所示),无法用几何尺寸表示其大小。所以一般用等效流导或漏气速率(简称为漏率)表示漏孔的大小。用漏率表示漏孔大小时,如果不加特殊说明,则是指在漏孔入口压力为×105Pa,出口压力低于×103Pa,温度为296士3K的标准条件下,单位时间内流过漏孔的露点温度低于248K的空气的气体量。漏率的单位是帕斯卡×立方米/秒,记为Pam3/s。为了方便,有时用帕斯卡×升/秒,记为PaL/s。3.最大容许漏率真空系统漏气是绝对的,不漏气是相对的在真空检漏技术中所指的“漏”是和最大容许漏率的概念联系在一起的。对于动态真空系统,只要其平衡压力能够达到所要求的真空度,这时即使存在着漏孔,也可以认为该系统的漏率是容许的,该情况下系统的漏率称为最大容许漏率。动态真空系统的最大容许漏率qLmax应满足qLmax≤1/10PwS (1) 式中Pw----系统工作压力S----系统的有效抽速对于静态真空系统,要求在一定时间内,其压力维持在容许的压力以下,这时即使存在着漏孔,同样叮以认为该系统的漏率是容许的,该情况下系统的漏率称为最大容许漏率。如果要求在时间t内,容积为V的系统的压力由p 升至pt,则其最大容许漏率qLmax应满足qLmax≤(pt-p)V/t (2) 各种真空设备的
凝汽器查漏方案优选稿
凝汽器查漏方案 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
凝汽器半边解列方案及措施 凝汽器自9月份以来发现凝汽器铜管有泄漏,经往凝汽器两侧加锯末后基本能维持运行,但长时间运行对机组的安全、经济运行造成一定影响。故决定在正常运行中进行半边隔离查漏,特制定以下措施: 一、半边查漏目的: 检查凝汽器铜管泄露,查出后进行堵漏。 二、本次查漏范围: 凝汽器A、B两侧所有铜管 三、组织机构: 指挥: 现场执行指挥: 总协调: 现场监督: 现场操作:当值值班员 四、隔离、堵漏措施: 1、接到凝汽器半边解列命令后开始操作。根据中调负荷曲线倒#1、2机负荷,#2机降负荷至90MW。降负荷前纪录凝汽器真空、排汽温度。 2、启动凝汽器坑排污泵,将水位排至最低。联系维护部在凝汽器坑加装1-2台大功率潜水泵以备凝汽器水侧放水时用。 2、停止胶球清洗装置运行。 3、缓慢关闭凝汽器A侧抽空气门,注意真空变化情况。
4、关闭凝汽器A侧循环水进口电动蝶阀、出口电动蝶阀,注意真空变化情况。进出口电动蝶阀关闭后再用手动靠严,在操作过程中要精调、细调,做到关闭严密并不出现过关。 5、开启凝汽器A侧循环水水室放空气门、放水门、凝汽器进口蝶阀后、出口蝶阀前放水。启动排污泵和潜水泵,注意凝汽器坑水位。 6、凝汽器A侧循环水水室存水放尽后,联系检修打开水室人孔门,用保鲜膜将凝汽器一侧铜管密封住(密封面要严密不能留有气泡)。 7、在另一侧采用蜡烛火焰法进行查漏。 8、所有铜管监查完毕将泄漏的铜管做好标记后,关闭凝汽器A侧抽空气门,进行堵漏。堵漏完毕后恢复凝汽器A侧循环水系统运行,然后用同样的方法对凝汽器B侧铜管进行查漏。 9、如凝汽器A侧水室放空气门有水连续流出,经调整凝汽器A侧循环水进口、出口电动蝶阀仍不能排尽存水,说明循环水进口、出口电动蝶阀某一门不严,无法进行找漏工作,恢复A侧循环水系统正常运行。 10、A侧循环水运行正常后,用1-8步骤对凝汽器B侧进行隔离、铜管找漏。 五、安全措施: 1、凝汽器单侧解列查漏过程中须统一指挥,各项工作须得到现场指挥的许可方能进行; 2、运行人员在单侧隔离时监视好机组真空,负荷变化情况。发现真空变化快时及时联系就地操作人员放慢操作速度。 3、单侧隔离关闭进口蝶阀时发现真空下降排汽温度上升至65℃时投入后缸喷水,如真空下降至72KPA时立即停止操作恢复单侧循环水进水。 4、凝汽器水室放水时注意凝汽器坑水位,及时启动排污泵及潜水泵,必要时关小放水防止水淹排污泵电机。 5、凝汽器水侧人孔门打开后开汽侧抽空气门时注意凝汽器真空变化情况,如真空下降过快立即停止操作。
关于真空容器检漏方法的探讨
书山有路勤为径,学海无涯苦作舟 关于真空容器检漏方法的探讨 关于真空容器检漏方法的探讨 以氦质谱检漏技术代替传统检漏方法 目前, 对于外压容器及真空容器, 通常以内压(液压或气压) 进行压力试验, 这类容器的主要失效形式是失稳, 考核指标是容器的刚度,压力试验的结果是对容器强度及致密性的验证。而外压及真空容器在内压试验时的受力情况与实际操作具有一定的差别, 实际操作时, 在外压作用下其材料和焊缝中可能存在的缺陷趋于闭合状态, 除某些缺陷(如穿透性针孔) 在外压作用下可能渗透外, 绝不会产生低应力失效,而其外压稳定性主要取决于容器的形状尺寸及制造偏差, 即外压容器的稳定性要通过设计及制造来保证。因此对外压容器进行压力试验只能是对容器的泄漏进行检验。 1、常用的检漏方法常用的检漏方法有: 氦质谱检漏、氨渗漏、气泡法、煤油渗漏、盛水试漏。对于不同结构、不同使用条件及不同漏率要求的设备, 要根据实际情况综合考虑试验成本, 选用适当的检漏方法。 在传统的检漏方法中, 氨渗漏、气泡法、油渗漏、盛水试漏试验方法简单、试验成本低, 但灵敏度也较低, 主要适用于检验较大漏率的泄漏。氦质谱检漏灵敏度高, 可靠性好, 适用于检测较小漏率要求的泄漏。 2、常规检漏方法的弊端对于外压及真空容器, 传统检漏是采用压力试验, 即液压试验或气压试验。考虑试验的安全性, 通常为液压试验, 对于容器内不允许有微量残留液体, 或由于结构原因不能充满液体的容器, 才采用气压试验。但这种方法对密封要求较高、漏率要求较小的真空容器灵敏度很难达到要求。在此情况下, 制造厂往往是在进行压力试验之后, 再进行氦质谱检漏, 以此增加检
凝汽器真空查漏
凝汽器真空查漏 1 凝汽器真空的成因 凝汽器中形成真空的成因是汽轮机的排汽被冷却成凝结水,其比容急剧缩小。如蒸汽在绝对压力4KPa时,蒸汽的体积比水容积大3万多倍。 当排汽凝结成水后,体积就大为缩小,使凝汽器汽侧形成高度真空,它是汽水系统完成循环的必要条件。 正是因为凝汽器内部为极高的真空,所以所有与之相连接的设备都有可能因为不严而往凝汽器内部漏入空气,加上汽轮机排汽中的不凝结气体,如果不及时抽出,将会逐渐升高凝汽器内的压力值,真空下降,导致蒸汽的排汽焓值上升,有效焓降降低,汽轮机蒸汽循环的效率下降。 有资料显示,真空每下降1KPa,机组的热耗将增加70kj/kw,热效率降低%。射水抽气器或水环真空泵的作用就是抽出凝汽器的不凝结气体,以维持凝器的真空。 2 真空严密性差的危害 汽轮机真空严密性差的危害主要表现在以下三个方面: 一是真空严密性差时,漏入真空系统的空气较多,射水抽气器或水环真空泵不能够将漏入的空气及时抽走,机组的排汽压力和排汽温度就会上升,这无疑要降低汽轮机组的效率,增加供电煤耗,并可能威胁汽轮机的安全运行,另一方面,由于空气的存在,蒸汽与冷却水的换热系数降低,导致排汽与冷却水出水温差增大。 二是当漏入真空系统的空气虽然能够被及时地抽出,但需增加射水抽气器的负荷,浪费厂用电及循环水。
三是由于漏入了空气,导致凝汽器过冷度过大,系统热经济性降低,凝结水溶氧增加,可造成低压设备氧腐蚀。 3 真空查漏的方法 1.通常用灌水法查找真空系统不严密的方法的优缺点 真空系统包含大量的设备及系统,连接的动静密封点多,在轻微漏空气的情况下很难发现漏点,因为空气往里吸,不够直观,传统的运行中用火焰检查法较繁琐且效果不好,多数情况下使用的方法是在机组停机后对真空系统进行灌水找漏。这种方法比较直观,漏点极易被发现,缺点是由于设备的原因,灌水高度最高只能到汽缸的最低轴封洼窝处,高于轴封洼窝的地方因为水上不去而不易发现,特别是与汽轮机汽缸相连接的管道系统。 2.使用氦质谱查找真空系统不严密的方法的优缺点 使用氦质谱方法通常是在可疑点喷氦气,然后在真空泵端检测,看是否能检测到氦气,如果检测到氦气则说明此可疑点泄漏。此方法能确定泄漏大体位置,并有一个相对值数据。但设备使用较费力,需要三到四人操作;氦质谱法受环境影响较大,空气流动性适度都对确定漏点造成麻烦;另外,空冷岛上使用氦质谱检漏难度较大。在管道较多的位置基本难以确定漏点。 3.使用超声波查找真空系统不严密的方法的优缺点 超声波检漏法是一种方便快捷的方法,首先操作简单,一人即可操作;而且能准确确定漏点的位置,使堵漏较方便;应用在空冷岛上更是方便、快捷、准确。缺点是使用时需要一定的操作经验。 火烛法,涂抹肥皂泡,卤素检测等方法较为原始,在此不多描述。
凝汽器检漏装置说明书
NJL型系列 凝汽器捡漏装置 说明书 南京电力自动化设备总厂
NJL型系列 凝汽器捡漏装置 说明书 编写何鹰 审核顾文献 批准高永生 一九九九年六月
目次 1.概述 2.性能参数 3.工作原理 4.结构形式 5.安装和高度 6.使用和维修 7.产品的成套 8.产品服务
1概述 凝汽器是火力发电厂中降低排汽压力、提高蒸汽动力循环效率、将排汽冷凝为凝结水的重要设备。凝汽器中的冷凝管一般采用铜管或钛管(当冷却水为海水时),冷凝管与凝汽器管板的固接方式一般采用涨接方式。随着机组运行中的振动,热胀冷缩和化学腐蚀等现象的影响,凝汽器会发生冷却水泄漏事故,而其泄漏点一般在管板涨接处。如何快速地判断凝汽器是否泄漏,准确检测泄漏点的位置,对化学和汽机专业都是非常重要的。 NJL型凝汽器捡漏装置是利用真空泵将凝结水从处于真空运行状态下的凝汽器热井中抽出,将抽出的样水通过在线化学分析仪表测量其相关化学指标,综合比较分析其测量值以达到检测出凝汽器泄漏点并计算泄漏率以即时处理的目的。它的推广应用,将保证凝汽器长期安全可靠地运行,并大大降低凝汽器泄漏事故检修时工作人员的劳动强度,耗费时间及效益损失。 2性能参数 (1)管路系统设计压力 1.0MPa; (2)管路系统工作压力 0.25Mpa; (3)工作液体温度≤55℃; (4)样水进口公称通径40mm,连接方式为承插焊接; (5)样水出口,回气出口和回水出口公称通径DN25mm,连接方式为承接焊接;(6)真空泵性能参数: 额定流量:30L/min 额定扬程:25mH?O; 额定电压:三相380V; 额定电流:4.2A; 额定功率:1.5KW; 吸入口通径:DN40mm; 出水口通径:DN25mm; (7)工作环境条件 环境温度和相对湿度: 检漏取样架要求环境温度5?50℃; 相对湿度≤95%; 检漏盘要求环境湿度5?45℃; 相对湿度≤85%; 电源: 装置供电电源为380V/220V,三相四线制,5KW电源。 3工作原理 一.样水抽取 凝汽器捡漏装置的工作原理,是通过同时具有高抽吸能力和小容量特性的真空泵凝结水从处于高真空运行状态下的凝汽器中抽出,经在线化学分析仪表测量其各项化学指标,进而达到目的。 从凝汽器热井取样点抽出有代表性和实时性的凝结水样,样水经取样架上的进水阀门后汇流至Y型过滤器,滤除颗粒杂质后进入监流器,随后进入吸水箱。
DOP检漏原理和方法
高效过滤器的检漏通常采用PAO发生器在滤器上游发尘,使用光度计(photometer)检测滤器上下游气溶胶浓度来判定滤器是否有泄漏。 高效过滤器的检漏通常采用PAO发生器在滤器上游发尘,使用光度计(photometer)检测滤器上下游气溶胶浓度来判定滤器是否有泄漏。发尘的目的是因高效过滤器上游尘粒浓度较低,仅用粒子计数器在不发尘的情况下检测,较难发现有泄漏,需补充发尘才能明显、容易地发现泄漏。人工气溶胶DOP已有近40年历史,一段时间以来,因被怀疑对人有致癌作用,现常以DOS (Dioctylsebaeate癸二酸二辛脂)亦称DEHS[di(2-ethylexyl)sebacate]及 PAO(polyaphaolefin聚a烯烃)等代替,但实验方法仍称“DOP法”。大气尘由于其浓度随地点及时间等变化,有时较大,有时较低,一般不用来作为检漏用。FDA指出在进行检漏时,选用的气溶胶应符合一定的理化要求,不应使用会引起微生物污染、造成微生物滋生的气溶胶。 PAO发生器可分为热发生和冷发生两种,热发生器是利用蒸发冷凝的原理,被雾化的气溶胶粒子用加热器蒸发,并在特定条件下冷凝成微小液滴,去掉过大和过小的液滴后留下0.3um左右的雾状DOP进入风道,粒径分布在0.1~ 0.3um。冷发生器是指利用压缩空气在液体中鼓气泡,经laskin喷管飞溅产生物态的多分散相DOP气溶胶,最大分布粒径在0.65um左右。在对过滤器进行扫描检漏时,经常使用冷DOP. 检测仪器有两种,一种是气溶胶光度计,另一种是粒子计数器,高效过滤器检漏中常用的检测仪器是气溶胶光度计(以下简称光度计),是一种前散射线性光度计,它由真空泵、光散射室、光电倍增管、信号处理转换器和微处理器等组成。其工作原理是:当气流被真空泵抽至光散射室时,其中的颗粒物质散射光线至光电倍增管。在光电倍增管中,光被转换成电信号,此信号经放大和数字化后由微处理器分析,从而测定散射光的强度。通过与参比物质产生的信号的对比,可以直接测量气体中颗粒物质的质量浓度,因此其用途十分广泛。而粒子计数器,它的测试值反映的是气流中粒子个数的浓度!粒" #$ 并规定粒径范围,其灵敏度较高,对所有尘源气溶胶适用,选择余地较大,但在高效过滤器检漏中较少使用,两种仪器测试结果难以定量对比。 检测方法 确定高效过滤器本身及其安装是否有明显的渗漏,必须在现场对以下几处进行测试:过滤器的滤材;过滤器的滤材与其框架内部的连接;过滤器框架的密封垫和过滤器组支撑框架之间;支撑框架和墙壁或顶棚之间。 DOP检漏的材料、仪器有:尘源(PAO溶剂)、气溶胶发生器、气溶胶光度计。 它直接使用空气而不需要压缩气体作为动力。在20Pa工作压力下,气流速度为50~2025f3/min时,可产生10~100ug/mL 浓度的多分散性亚微米级油尘气
凝汽器灌水查漏
#1机组凝汽器灌水查漏措施 本次查漏灌水至凝汽器喉部,为配合此次工作检查以下系统、阀门状态 循环水系统停运并停电,检查循环水已放水完。轴封系统停运并关闭低辅、冷再、主蒸汽至调节站手动门,关闭轴封系统疏水门。真空系统停运并停电。凝汽器支架已安放好。凝结水系统停运并停电。临时水位计安装好。化学除盐水充足。轴加系统完好。汽机本体疏水阀门完好。凝汽器真空破坏门完好。凝汽器排污坑排污泵正常备用且另加装一台潜水泵。 七、运行技术措施 本次查漏灌水至凝汽器喉部,为配合此次工作做好以下运行措施: 1.检查汽机房12米层下的疏水阀门和A、B小机排汽蝶阀检修工作已结束,工作票已押回。(责任人:高宇) 2.凝汽器漏水查漏前八小时,通知化学备足充足的除盐水。(责任人:朱庆胜) 3.辅汽停用,为防止由于阀门不严,造成水进入高辅联箱,高辅联箱在上水前要保持冷态(打水压时,不要投高辅)。(责任人:当值机组长) 4.轴封系统停运并关闭低辅、冷再、主蒸汽至调节站手动门,关闭轴封系统疏水门。(责任人:当值机组长) 5.隔离主、再热蒸汽管道、冷再管道以及轴封回汽管道,防止进水,造成管道支吊架受损。(责任人:当值机组长) 6.真空系统停运并停电。(责任人:当值机组长) 7.凝汽器支架已安放好。(责任人:高宇杨志刚复查) 8.凝结水系统停运并停电。(责任人:当值机组长) 9.检查临时水位计安装好,并固定牢固,有明显最高水位标记。指定专人监视凝汽器水位。(责任人:高宇杨志刚复查) 10.轴加系统完好。(责任人:当值机组长) 11.汽机本体疏水阀门完好。(责任人:当值机组长) 12.凝汽器真空破坏门完好。(责任人:当值机组长) 13.凝汽器汽侧人孔门关闭。(责任人:高宇杨志刚复查) 14.凝汽器排污坑排污泵正常备用且另加装一台潜水泵。(责任人:高宇) 15.检查以下阀门状态 15.1、检查下列阀门在关闭状态:
泄漏检测技术分析
无损检测课程报告 ——泄漏检测技术 一、概述 泄漏检测技术(Leak Testing,L T)主要用于真空容器,压力容器或储液容器等探测,例如漏孔、裂纹等穿壁缺陷以及气密缺陷,以防止发生泄漏而酿成事故,避免能源、资源的损失以及污染环境等。 泄漏检测俗称“检漏”。它主要是用于发现漏孔类缺陷,即指封闭壳体壁在压力作用下或者壁的两侧存在浓度差时,气体或液体通过它能够由一侧到达另一侧的孔洞或缝隙——称为穿壁缺陷。 泄漏检测的基本原理是利用示漏介质(气体或液体)来判断有无穿壁缺陷(漏孔)存在,并根据示漏介质的漏率(压强差和温度一定时,单位时间内通过漏孔的示漏介质的数量),可以测定漏孔的大小。检漏的任务就是在制造、安装、调试过程中,判断漏与不漏、泄漏率的大小,找出漏孔的位置;在运转使用过程中监视系统可能发生的泄漏及其变化。 泄漏是绝对的,不漏则是相对的。对于真空系统来说,只要系统内的压力在一定的时间间隔内能维持在所允许的真空度以下,这时即使存在漏孔,也可以认为系统是不漏的;对于压力系统来说,只要系统的压力降能维持在所允许的值以下,不会影响系统的正常操作,同样也可以认为系统是不漏的。对于密封有毒的、易燃易爆的、对环境有污染的、贵重的介质,则要求系统的泄漏率必须小于环保、安全以及经济性决定的最大允许泄漏率指标。 二、检漏方法的选择和分类 1、检漏方法的选择 泄漏检测方法很多,每种方法的特点不同,检漏前应首先根据检漏要求、检漏环境等选择合适的检漏方法。 选择泄漏检测方法要考虑如下几个方面因素: (1)检漏原理不论采用哪种检漏方法,必须理解它的基本原理。泄漏检测方法涉及的内容较广,集中反映了各种计量和测试技术。 (2)灵敏度检漏方法的灵敏度可以用该方法可检测到的最小泄漏率来表示。选择检漏方法时应考虑各种方法的灵敏度,即采用哪种方法可以检测出哪一级的泄漏。 (3)响应时间不论采用什么方法,要检测出泄漏率,总要花费一定的时间。响应时间的长短可能会影响检漏的精度和灵敏度。响应时间包括检测仪器本身的应答时间,气体流动的滞后时间和各种准备所需的时间。选择检漏方法时,必须考虑到这一点。 (4)泄漏点的判断有些检漏方法仅仅可以判断出系统有无泄漏,但无法确定泄漏点在何处,有的检漏方法不仅可以确定泄漏点,而且还可以确定泄漏率的大小。 (5)一致性对有些检漏方法来说,不管检测人员是否熟练,所得到的检测结果都基本相同;有些方法则是内行和外行使用,其结果全然不同。每种方法都有不同的技术关键,不同的检漏人员未必能得出一致的检漏结果 (6)稳定性泄漏检测是一种计量和测试的综合技术。正确的泄漏检测不仅需要检测仪器具有稳定性,而且需要检测方法本身也具有较好的稳定性。 1
凝汽器查漏
汽器汽侧真空严密性降低的查找及处理 Leak Finding and Disposing of Condenser When Its Vaccum System Tightness Falling 广东粤华发电有限责任公司(510730)李志军曾立军 华南理工大学(510640)龙新峰梁平 【摘要】凝汽器真空严密性偏低一直是电厂机组运行中人们普遍关注的问题。文章在分析引起严密性降低的原因及其故障特征的基础上, 结合黄埔发电厂#2机组凝汽器真空度下降的问题, 对漏点查找工艺的选择进行分析, 并采用汽侧加水试验, 确定引起#2机凝汽器真空下降的原因是: 凝汽器外壳多处焊接口存在漏点, 以及放水母管有漏点。经对其进行修补焊, 真空下降速度由原先的0.49kPa/min降低至0.098kPa/min, 真空恢复正常。文章同时探讨了改善真空的几条技术措施, 以进一步提高凝汽器真空的严密性。 【关键词】凝汽器真空泄漏严密性漏点查找技术措施 Abstract: Low vacuum tightness in condenser has always been paid attention to during the course of units'operation in power station. On the basis of reason and fault characteristic analysis on vacuum tightness falling of condenser, and according as the congeneric practical issue occurring in 2# unit of Huangpu Power Plant, the choice of leak finding method is analyzed in the round. With the help of filling water experiment, the reason which aroses condenser vacuum fall of 2# unit is confirmed. The reason is that there is several leak points in outer side welding line of both condenser and main water pipe. By sealing these leaks line with welding again, the velocity of vacuum fall is reduced from 0.49kPa/min formerly down into 0.098kPa/min. the result shows that the vacuum of condenser has get back in gear. At the same time, several technic measurements are put forward to ameliorate the vacuum performance, and will give a good measurement to increase the vacuum tightness of condenser. Key words: Condenser Vacuum Leak Tightness; Leak finding Technic measurement 凝汽器真空严密性是表征表征凝汽器工作特性的主要指标,是影响汽轮机经济运行的主要因素之一。严密性下降不仅会造成汽轮机排汽温度上升,有效焓降减小,循环效率降低,影响汽轮机的出力,而且还会导致排汽缸变形和振动,影响机组设备的安全性。运行经验表明:凝汽器的真空每下降1kPa,汽轮机汽耗会增加1.5%~2.5%,功率约增加1%。因此,在机组运行过程中应密切监视真空
浅析NJL型凝汽器热井检漏装置的应用
浅析NJL型凝汽器热井检漏装置的应用 发表时间:2016-08-22T14:32:20.643Z 来源:《电力设备》2016年第11期作者:张建忠唐守昱孔星 [导读] 阳江核电站规划容量为6台1000MW压水堆(CPR)机组,凝汽器检漏装置每台各4套。 张建忠唐守昱孔星 (山东电力建设第二工程公司山东济南 250100) 摘要:凝汽器检漏装置保证凝汽器长期安全可靠地运行,并大大降低凝汽器泄漏事故检修时工作人员的劳动强度、耗费时间及效益损失。凝汽器检漏装置主要由检漏架和检漏盘组成,对凝汽器热井中的水进行化学分析测量其相关指标并计算泄漏率及时进行处理的目的. 关键词:工作原理检漏装置管路 阳江核电站规划容量为6台1000MW压水堆(CPR)机组,凝汽器检漏装置每台各4套,以下正文主要讲解凝汽器检漏装置的工作原理和安装要求及施工方法。为保证凝汽器长期安全可靠运行,凝汽器检漏系统重中之重。阳江核电站采用凝汽器2个独立壳体(A、B),NJL 型检漏系统包括4台凝汽器检漏架(检漏取样架8个点-2套,4个点-2套)、4面凝汽器检漏盘组成,共4套检漏装置,NJL型凝汽器热井检漏装置是利用真空泵将凝结水从处于真空运行状态下的凝汽器热井中抽出,将抽出的样水通过在线化学水分析仪表测量其相关化学指标,综合比较分析其测量值已达到检测出凝汽器泄漏点并计算泄漏率已及时处理的目的。 1、工作原理 取样架由真空泵、进水阀、出水阀、Y型过滤器、真空观察口、汽水分离箱和回汽阀门组成。检漏盘由样水主管路、测压管路、人工取样管路、化学仪表测量管路、电气控制系统和化学分析仪表等结构。 要求从凝汽器热井引出样水管分别接至检漏取样架上进水阀门上。样水合并后进入相应的Y型过滤器,首先滤除氧水中的固体颗粒杂质,保证真空泵的正常运转。然后样水经真空观察窗,透过观察窗可观察样水中有无固体颗粒杂质及有无空气泄漏,以检查整个系统的密封性。 样水通过真空观察窗以后进入汽水分离箱。汽水分离箱是一个密封的圆柱体状容器,样水进入汽水分离箱后经历一个短暂的平稳时间,此时混杂在样水中的气体分离出来,并通过回气管道的阀门重新返回凝汽器。 样水由汽水分离箱进入真空泵吸入口,由真空泵增加压送至出水阀门。 样水主路管是检漏盘内DN15的不锈钢管,一端是进水口,接至取样架的出水阀门上;一端是回水阀门,接至凝汽器回水点。样水由取样架出水阀门流出,经连接管路至进水口,流经样水主管路后经回水阀门返回凝汽器,完成系统循环。 样水主管路上分支一路DN6的不锈钢管至压力表,通过压力表可实时检测真空泵的杨程是否工作在额定区域。在样水主管路上另有一DN6的分支管路接至人工取样点上,可通过一个针型阀门实现手工取样。 在样水主管路的中间、没设置了一只调节流量的节流阀。设置了一只调节阀流量的节流阀。在该阀前引出一DN6的分支管路,先后经流量计、离子交换柱、导电度表测量电极后经过回水针形阀门重新回到样水主管路。为了消除凝结水中氨离子对导电度测量的干扰,安装了一只阳离子交换柱,以提高导电度的测量精度。 电气控制系统由供电电源、真空泵控制回路、电化学仪表三部分组成。供电电源由总电源开关控制,经分电源开关向化学分析仪表、报警仪、真空泵控制回路提供独立的220V交流电源,并具有过载和短路保护功能。 2、NJL系列凝汽器检漏装置由检漏取样架和检漏盘两大部分组成 检漏架应布置在凝汽器热井底部,同时保证凝汽器内的最低液位与取样架上真空泵入口中心的高差不小于1.3米,并尽量使管道水平向下进入取样架。 检漏盘应就近布置在热井附近的零米层上。取样架和检漏的周围应留有一定的空间,以便进行日常操作和维护。 3、管路的敷设工序流程 施工前准备(安全、技术交底、相关安装图纸)→工器具、材料准备→设备领用安装→支架安装→管路弯制及敷设→管路连接及固定→管路严密性、金属试验→设备安装标牌→管路敷设完成检查验收。 3.1材料及工器具准备 3.2检漏架和检漏盘安装 (1)检漏架本体有窥视镜和电机部分组成,检漏盘由离子交换柱、压力表和分析取样设备以上设备均易损坏,所以检漏架和检漏盘开箱验收、运输、安装时要有防震措施
第7讲_真空检漏
42 真 空 V acuum2V acuum T echno logy and M aterial 第5期 1997年10月 真空技术及应用系列讲座 东北大学真空工程博士点,博士导师杨乃恒先生主持 第一讲:真空科学的发展及其应用李云奇 95(2) ………………………………………… 第二讲:真空物理基础张世伟 95(3) ……………………………………………………… 第三讲:机械真空泵(一)(二)(三)(四)(五)(六)…张以忱95(4)、(5)、(6)、96(1)、(2)、(3) 第四讲:蒸汽流真空泵姚民生 96(4) ……………………………………………………… 第五讲:气体捕集式真空泵徐成海 96(5) ………………………………………………… 第六讲:真空测量刘玉岱 96(6)、97(1)、(2)、(3)、(4) …………………………………… 第七讲:真空检漏 关奎之 (东北大学) 一、概述 11概漏的基本概念 真空检漏就是检测真空系统的漏气部位及其大小的过程。 漏气也叫实漏,是气体通过系统上的漏孔或间隙从高压侧流到低压侧的现象。 虚漏,是相对实漏而言的一种物理现象。这种现象是由于材料放气、解吸、凝结气体的再蒸发、气体通过器壁的渗透及系统内死空间中气体的流出等原因引起真空系统中气体压力升高的现象。 气密性是表征真空系统器壁防止气体渗透的性能,它包括通过漏孔(或间隙)的漏气和材质的渗气。 最小可检漏率是指某种检漏方法能够检测出的漏率的最小值。 最佳灵敏度是指检漏仪器或检漏方法在最佳条件下所能检测出的最小漏率。对于检漏仪器来讲,最佳灵敏度又称作仪器灵敏度。 检漏灵敏度是指在具体条件下,某种检漏方法所能检测出的最小漏率。检漏灵敏度又称作有效灵敏度。 反应时间,即从检漏方法开始实施(如开始喷吹示漏气体)到指示方法(如仪表)做出反应的时间。 消除时间,即从检漏方法停止(如停止喷吹且开始抽出示漏气体)到指示方法的指示消失的时间。 漏率,即单位时间内流过漏孔(包括间隙)的气体量。 21漏孔、漏率及其单位 真空技术中所指的漏孔,由于尺寸微小、形状复杂、形式多样(如图1所示),无法用几何尺寸表示其大小,所以一般用等效流导或漏气速率(简称为漏率)表示漏孔的大小。
凝汽器查漏堵漏方案201909版
深能安所固电力(加纳)有限公司#10机组凝汽器查漏堵漏方案审批表
#10机组凝汽器查漏堵漏方案 一、#10机组凝汽器查漏堵漏概述 1.1、8月26日生产例会化学提出#10机凝汽器凝结水氢电导超标,同时钠离子偏高。怀疑凝汽器微漏导致微量海水漏入凝结水中,经化验炉水品质合格。化学加强凝汽器检漏装置监测数据收集整理:#1-#4检漏管阀属右侧凝汽器(即北侧),#5-#8侧漏管阀属左侧凝气器(即南侧)。手动隔离进行单一监测点水样长时间监测,数据如下表所示: 通过上表可发现#2、#8监测点附近水质异常,经化学分析认为循环水轻微泄漏至凝结水中。#2监测点为右侧凝汽器中间部位,说明右侧所有管道中间部位都有可能泄漏。#8监测点为左侧凝汽器前水室盖部位,说明左侧所有管道端部或端管板处焊口都有可能泄漏。 1.2、8月27日下午16:00在中控会议室召开《#10机凝汽器微漏专题讨论会》,会议提出了加锯末面进行堵漏的方案,由检修部负责实施。加锯末的系统图如下所示: 1.3、凝汽器循环水侧加锯末投入运行后,经观察近几天投锯末进行堵漏情况,有一定的效果。但运行时间一长又把堵住的漏点冲开,还得继续投料进行堵漏。如下表所示为投锯末前后参数对比:
1.4、经分析表格中相关数据,长期投锯末不是最终解决问题的办法。并且长期投锯末会造成其它系统的污染。现#9燃机备件已到货,准备进行检修,所以#10机跟随燃机进行检修,利用这个检修窗口,进行#10机凝汽器查漏、堵漏工作。 1.5、经开会讨论决定用凝汽器汽侧灌水查漏方法:#10机停机后,等润滑油温降下来后,停循环水系统并排干水,检修人员制作并安装凝汽器临时支撑,经检修部检查没有问题后,进行凝汽器汽侧灌除盐水查漏。灌水高度到凝汽器喉部人孔门位置处,为防止灌水到汽轮机里,所以要求灌水前,检修部把凝汽器喉部人孔门打开,随时观察水位,多于的水也会顺凝汽器喉部人孔门流出。 1.6、凝汽器汽侧灌水查漏,效果明显,此方法在#8、#10机2台新凝汽器全部安装完后也是用灌水法进行检查漏点,此方法技术成熟。 1.7、经查运行参数,除盐水往凝汽器补水最大流量为35吨/小时。凝汽器最大灌水量为:298吨,因为只灌水到喉部人孔门位置处,所以实际灌水量应小于298吨,按最大量进行计算,凝汽器灌满水需要8.5个小时。凝汽器底部临时支撑制作安装需要5天(停机前开始制作临时
真空测量与检漏分析
真空测量与检漏 主讲人:刘玉岱 东北大学 真空测量与检漏东北大学首期《真空技术》培训班系列教程之三
真空测量与检漏 1 真空测量概述 2 全压力测量 3 分压力测量 4 真空计校准 I 真空测量 II 检漏 5 检漏概述 6 检漏方法 7 检漏仪 真空测量与检漏
I 真空测量 1 真空测量概述 1.1 什么是真空测量 1. 2 真空度的表征及单位 1.3 真空计分类 1.4 真空计测量范围 1.5 真空测量特点 1.6 选择真空计原则 真空测量与检漏
1.1 什么是真空测量 真空测量就是真空度的测量,而真空度是指低于大气压力的气体稀薄程度。真空度是用压力来表示的。 真空测量包括全压力测量、分压力测量和真空计校准。 真空计是指探测低压空间稀薄气体压力所用的仪器。 大气压力为101325Pa 。 直接测量压力是比较少的。测量真空度的办法通常是在气体中造成一定的物理现象,然后测量这个过程中与气体压力有关的某些物理量,再设法间接确定出真实压力来。 被测量气体多为混合气体,上述压力测量是指混合气体全压力测量,等于其各组成成分的分压力之和。 真空测量与检漏
现代分压力真空计都属于电离类。 有时只需知晓被测系统残余气体成分和相对含量,并不要求测出分压力值,所用仪器为残余气体分析仪。 正确的压力测量必须用标准真空计或能产生已知低压的校准装置对真空计进行校准。 真空计量器具分三类:计量基准器具、计量标准器具和工作计量器具。前两类用于复现和传递真空度量值,统一全国真空度量值;后一类是在现场应用。 真空测量与检漏
1.2 真空度的表征及单位 一般用压力来表示真空度。 根据真空度定义,真空度最好用分子密度n 表示,而以压力表示真空度与此并不矛盾。气体处于平衡态并满足麦克斯威速度分布定律,即p =nkT 成立。当温度T 一定时,所以气体压力p 正比于分子密度n ,也就是说,压力是分子密度的量度。 还可以用如下参数表示真空度: 粒子密度n 、分 子平均自由程λ、碰撞次数z 、覆盖时间τ。 单位:1Pa = 1Nm -2 真空度百分数: 当压力p >102 Pa 时,δ=(p 0-p )/p 0×100% 式中p —— 标准大气压力,Pa 。 真空测量与检漏
真空钎焊炉的真空检漏与维修
真空钎焊炉的真空检漏与维修 一、概述 真空钎焊炉是热处理的大型设备,能够进行真空钎焊、真空退火、真空时效等多种加工。可编多个不同程序,能控制和编入上百个热处理曲线点,分上、下、左右、前后六区控温,有多点和单点温度记录仪以及过温保护装置,炉温均匀性可控制在士3℃以内,另配有高纯氮高流量强冷装置。该设备具有装炉量大、效率高,对复杂零件和有特殊要求的零件无需作补充工艺处理产品。 用途:主要用于铝合金热交换器等铝制品真空钎焊,不锈钢、钛合金、硬质合金、高温合金、有色金属的钎焊及高速钢、工模具钢、轴承钢、不锈钢等材料的真空回火,以及有色金属的时效和退火处理以及不锈钢换热器、机油冷却器、不锈钢保温杯的真空钎焊。 技术特点: 1、采用分区式加热器布置,使加热区内温度均匀性一致。 2.真空氛围中钎焊的,可保持工件的清洁和光亮。 二、真空钎焊炉真空系统的工作原理 设备真空系统主要由真空室、泵系统和各控制阀及热交换器组成。其中泵系统由机械泵、维持泵、罗茨泵、扩散泵构成。阀门包括前级阀(碟阀)、旁路阀(碟阀)、维持泵阀(碟阀)和高阀(板阀)组成,各阀门均为气动阀,由PLC控制气动阀进行控制。 真空钎焊炉由下列零部件组成: 1.KT-800型油扩散泵 2.ZJ-600型罗茨真空泵 3.2X-70型旋片式真空泵 4.2XZ-8型旋片式真空泵 5.DN800高真空气动挡板阀 6.DN800水冷挡板 7.DN150高真空气动挡板阀 8.DN100高真空气动挡板阀 9.DDC-JQ80型电磁带放气阀
10.DDC-JQ32型电磁带放气阀 金属波纹管,真空管路等 真空炉加热室主要零部件由下列设备组成: 1. 保温层(硅酸铝毡+炭毡+钼屏) 2. 石墨加热器 3. 水冷电极组件 4. 石墨电极及石墨连接件 5. 钼拉杆 6. 绝缘陶瓷件 7. 石墨炉床 8. 石墨喷嘴 9. 铂热电偶 加热室主要由不锈钢加热室壳体、不锈钢反射屏、石墨加热器加热器、陶瓷绝缘件、水冷电极、炉床等组成。采用多温区闭环独立加热控温方案。共设前门、后门、顶面、底面、左侧、右侧六个大区,共18个小区。电路与炉体绝缘性能良好,所采用的绝缘元件能防金属化,又便于拆卸清理更换。炉胆设有冷却气体循环,均匀冷却工件,炉胆便于清理。 真空炉强制气冷装置: 1.风机电机(45kW) 2.密封引线电极 3.高效热交换器(紫铜) 4.离心风机 5.导风装置 6.水冷电机座及罩体
凝汽器灌水查漏方案及措施
. #2机凝汽器灌水查漏方案及措施 本次207A级检修期间需进行凝汽器灌水查漏工作,为确保灌水查漏工作按期、 顺利完成,特制定方案及措施如下: 一、灌水查漏目的: 检查凝汽器及相关负压系统有无泄漏现象,并进行处理。 二、本次查漏范围: 1.凝汽器汽侧本体部分,尤其是喉部焊缝等部位; 2.检查低加及相关管道有无外漏: 3.与凝汽器喉部以下相关联的汽水管路一次门及一次门与凝汽器间的管道; 4.凝汽器水位计; 5.与凝汽器真空系统连接的抽气管路及有关系统、 三、查漏方案: 1.查漏原则:凝汽器灌水查漏补水方式为通过除盐水泵向凝汽器内补充除盐水, 直到水位灌至要求的位置。在水位灌至要求高度后,进行全面检查,若有漏点根据漏点高度或处理措施确定放水位置放水,在处理后根据泄漏部位及处理情况,经检修人员确认后确定是否需要再次灌水查漏,灌水查漏后水位放至正常机组启动的补水位置。 2.灌水高度:灌水高度至低压缸喉部膨胀节上沿(低压缸汽封洼窝下100mm),具体位置由检修在临时水位管上做好高限标示。 3.灌水前必须具备的条件: 范文. 方案措施 3.1与凝汽器相关联的管路系统检修工作已结束,汽侧人孔封闭,A,B小机排气大气释放阀由检修进行加固防止冲开,具备灌水条件; 3.2参与凝汽器灌水查漏的相关人员已到场;
3.3凝汽器临时水位计已接好,并将灌水高度标示清楚; 3.4循环水泵停止运行,凝汽器水侧放水,凝汽器进水室下部水侧人孔开启具备进行管道检查条件 4.必须采取的系统隔离措施: 4.1 需断电的转机 A,B凝泵断电,A,B轴加风机断电。A,B循泵断电,氢冷升压泵断电,A,B,C 真空泵断电。 4.2关闭以下阀门,电动门断电 A,B轴加风机入口门,旁路门。 主蒸汽母管管道疏水电动门,气动门。 主蒸汽A分支管道疏水电动门,气动门。 主蒸汽B分支管道疏水电动门,气动门。 导气管疏水气动门。 左侧再热器管道疏水电动门,气动门 右侧再热器管道疏水电动门,气动门 左,右主汽门阀体疏水气动门。 左,右中联门阀体疏水气动门。 真空破坏门1,2 真空泵入口电动门,气动门 - 1 - 方案措施 高压、低压疏水扩容器相连管道的排地沟放水门 热井放水门 轴加正常疏水手动门,旁路门及事故放水门 所有高低压轴封母管及小机轴封母管至凝汽器疏水门及旁路门 凝结水至各减温水门 高排通风阀电动门及其管道疏水门 高排逆止门后排地沟疏水手动门 辅汽联箱疏水至凝汽器手动门 辅汽联箱排地沟手动门 4.3开启以下阀门
汽轮机凝汽器真空查漏要点汇总
汽轮机凝汽器真空查漏要点汇总 1凝汽器真空的成因 凝汽器中形成真空的成因是汽轮机的排汽被冷却成凝结水,其比容急剧缩小。如蒸汽在绝对压力4KPa时,蒸汽的体积比水容积大3万多倍。 当排汽凝结成水后,体积就大为缩小,使凝汽器汽侧形成高度真空,它是汽水系统完成循环的必要条件。 正是因为凝汽器内部为极高的真空,所以所有与之相连接的设备都有可能因为不严而往凝汽器内部漏入空气,加上汽轮机排汽中的不凝结气体,如果不及时抽出,将会逐渐升高凝汽器内的压力值,真空下降,导致蒸汽的排汽焓值上升, 有效焓降降低,汽轮机蒸汽循环的效率下降。 有资料显示,真空每下降1KPa,机组的热耗将增加70kj/kw,热效率降低1.1%。射水抽气器或水环真空泵的作用就是抽出凝汽器的不凝结气体,以维持凝器的真空。 2真空严密性差的危害 汽轮机真空严密性差的危害主要表现在以下三个方面: 一是真空严密性差时,漏入真空系统的空气较多,射水抽气器或水环真空泵不能够将漏入的空气及时抽走,机组的排汽压力和排汽温度就会上升,这无疑要降低汽轮机组的效率,增加供电煤耗,并可能威胁汽轮机的安全运行,另一方面,由于空气的存在,蒸汽与冷却水的换热系数降低,导致排汽与冷却水出水温差增大。 二是当漏入真空系统的空气虽然能够被及时地抽出,但需增加射水抽气器的负荷,浪费厂用电及循环水。 三是由于漏入了空气,导致凝汽器过冷度过大,系统热经济性降低,凝结水溶氧增加,可造成低压设备氧腐蚀。 3真空查漏的方法 1.通常用灌水法查找真空系统不严密的方法的优缺点 真空系统包含大量的设备及系统,连接的动静密封点多,在轻微漏空气的情况下很难发现漏点,因为空气往里吸,不够直观,传统的运行中用火焰检查法较繁琐且效果不好,多数情况下使用的方法是在机组停机后对真空系统进行灌水找漏。这种方法比较直观,漏点极易被发现,缺点是由于设备的原因,灌水高度最高只能到汽缸的最低轴封洼窝处,高于轴封洼窝的地方因为水上不去而不易发现,特别是与汽轮机汽缸相连接的管道系统。
真空检漏技术在电厂中的应用
真空检漏技术在电厂中 的应用 公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
真空检漏在电厂中的应用 随着社会的发展,市场化的逐渐形成,发电厂在重视机组运行运行的前提下,现在正越来越重视机组运行的经济性,稳定性。因为它不仅关系到电厂的经济效益,还关系到电厂的生存。而影响电厂经济性的原因有很多,诸如高加投入率、给水温度、凝汽器真空等,其中凝汽器真空是很重要的一项,因为凝汽器真空的高低不仅涉及机组的经济性,还涉及机组的安全性。 凝汽器在现代大型电站凝汽机组热力循环中起着冷源作用,主要任务是一是将汽轮机排气凝结成水,而且这种凝结水的品质纯净,最适合作为锅炉给水用,二是在汽轮机排气口建立与维持一定的真空度,使进入汽轮机的蒸汽在汽轮机内能膨胀到远低于大气压的压力,使蒸汽所含的热量尽可能多的转变成机械功,以提高汽轮机的工作效率。所以汽轮机的真空度的高低对机组运行有很大的关系。 凝汽器真空受多方面影响,如设计制造,系统搭配,安装检修、运行调整等等,但主要原因一般有四条:1、漏入的空气量增多;2、凝汽器热交换效率下降;3、循环水量不足或进水温度偏高。4、抽气系统效率下降。 一、低真空的危害 1对经济性的影响:当机组真空很低时,会降负荷,甚至停机,因此提高机组真空,已成为电厂节能降耗、经济活动分析的热点。汽轮机运行时凝汽器真空的恶化,对汽轮机的经济性影响甚大,如果汽轮机在最有利的真空下运行,其经济性最高,若真空偏离设计设计值幅度过大,此时汽轮机若仍带原负荷,势必得改变进汽量,进汽量的变化,势必得改变汽机的进汽量,进汽量的变化,也改变了机组的汽耗率、热耗率。