水泥厂工艺设计概况教学文稿
水泥厂工艺设计概况
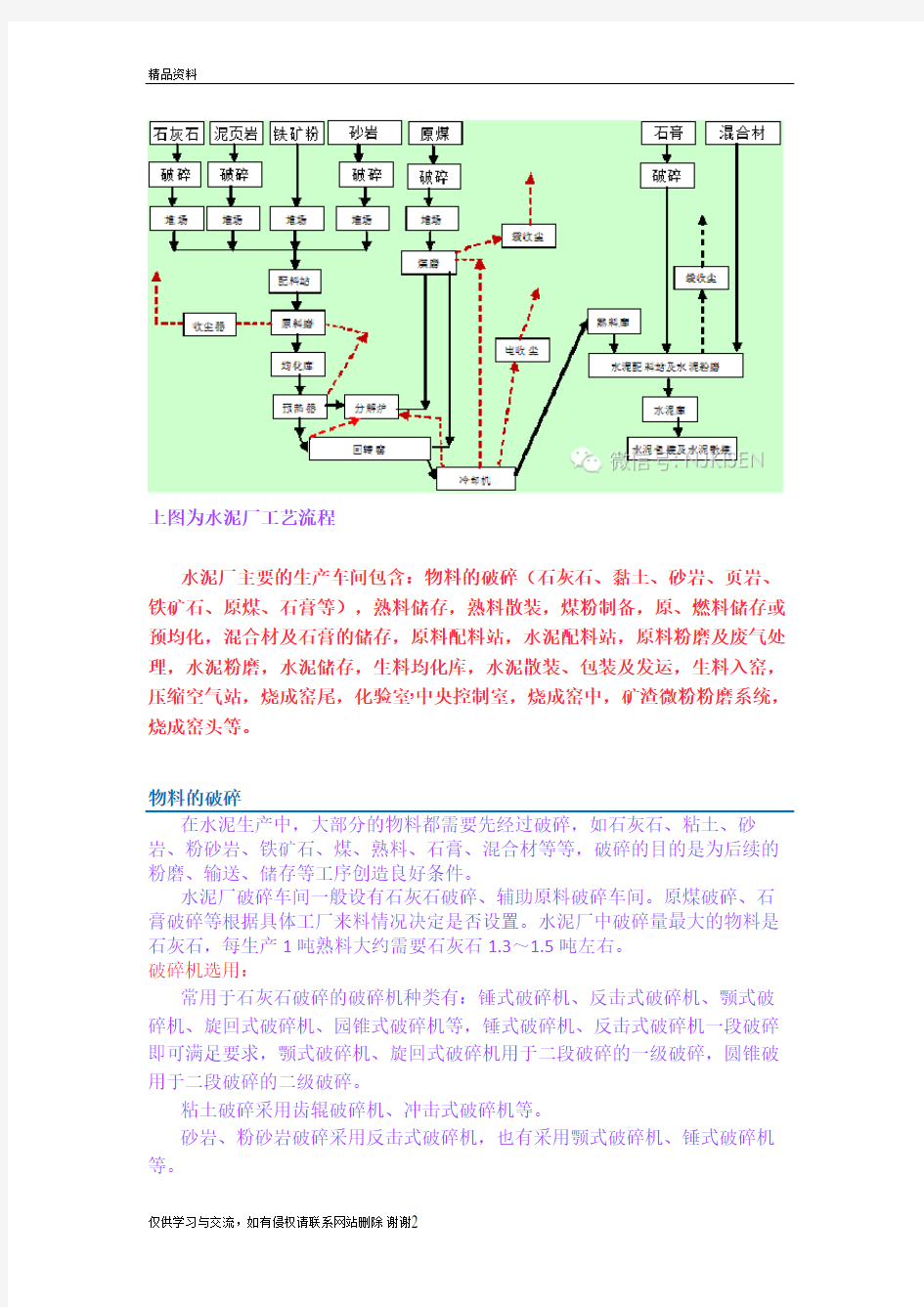
上图为水泥厂工艺流程
水泥厂主要的生产车间包含:物料的破碎(石灰石、黏土、砂岩、页岩、铁矿石、原煤、石膏等),熟料储存,熟料散装,煤粉制备,原、燃料储存或预均化,混合材及石膏的储存,原料配料站,水泥配料站,原料粉磨及废气处理,水泥粉磨,水泥储存,生料均化库,水泥散装、包装及发运,生料入窑,压缩空气站,烧成窑尾,化验室,中央控制室,烧成窑中,矿渣微粉粉磨系统,烧成窑头等。
物料的破碎
在水泥生产中,大部分的物料都需要先经过破碎,如石灰石、粘土、砂岩、粉砂岩、铁矿石、煤、熟料、石膏、混合材等等,破碎的目的是为后续的粉磨、输送、储存等工序创造良好条件。
水泥厂破碎车间一般设有石灰石破碎、辅助原料破碎车间。原煤破碎、石膏破碎等根据具体工厂来料情况决定是否设置。水泥厂中破碎量最大的物料是石灰石,每生产1吨熟料大约需要石灰石1.3~1.5吨左右。
破碎机选用:
常用于石灰石破碎的破碎机种类有:锤式破碎机、反击式破碎机、颚式破碎机、旋回式破碎机、园锥式破碎机等,锤式破碎机、反击式破碎机一段破碎即可满足要求,颚式破碎机、旋回式破碎机用于二段破碎的一级破碎,圆锥破用于二段破碎的二级破碎。
粘土破碎采用齿辊破碎机、冲击式破碎机等。
砂岩、粉砂岩破碎采用反击式破碎机,也有采用颚式破碎机、锤式破碎机等。
原煤破碎采用环锤式破碎机、立轴式破碎机、颚式破碎机等。
石膏破碎采用锤式破碎机、颚式破碎机等。
不平衡、上下工序间生产班制的不同,质量检验的要求以及由于其它原因造成物料供应的中断,保证工厂正常地进行生产,要求各种原材料、燃料、半成品、成品在工厂内部都要有一定的储存量。某物料的储存量所能满足工厂生产需要的天数,称为该物料的储存期。
物料的储存方式:
露天堆场:未破碎的大块的石灰石、石膏等。
简易堆棚:辅助原料、原煤、石膏、混合材等。
联合储库:辅助原料、原煤、石膏、混合材等。
圆库(仓) :含水量小的小块状、颗粒状、粉状等非粘性物料,如碎石灰石、粉煤灰、干矿渣(粉) 、熟料、水泥等。
预均化堆场:石灰石、辅助原料、原煤等。
耗、运转周期、耐火材料的寿命等都有较大的影响,这些影响对现代大型干法回转窑尤其敏感。为了保证窑的稳产高产,必须进行生料的均化,减少入窑生料的化学成分波动,保证入窑生料化学成分的稳定。
由于水泥厂是以天然矿物作为原料,随着矿山开采层位、开采地段的不同,原料的成分波动在所难免,除应注意选择合理开采方案,尽量减少进厂原料成分波动以外,在要求配制成分稳定的生料方面,当然又不能苛求于矿山。因此,还应对原料、生料采取有效的均化措施以满足生产要求。
水泥厂根据原料成分波动情况一般对石灰石、硅质原料(粘土、砂岩等)、燃料(煤)分别进行预均化。也有厂将石灰石与粘土混合预均化的。
长形预均化堆场:
长形预均化堆场设置两个堆料区,一个区堆料,另一个区取料,两区交替使用。长形预均化堆场具有扩建方便的优点。
长形预均化堆场(桥取)用于石灰石、原煤。
长形预均化堆场(侧取)用于辅助原料、原煤。
圆形预均化堆场:
只有一个料堆,连续堆料和取料。
同等储量的条件下,圆形堆场占地面积小,设备的费用和维护费用均较低。但由于有出料隧道,当地下水位较高时也有其不利之处,另外,无法扩建。圆形预均化堆场的均化效果不如长形预均化堆场。
2500t/d直径为60000。
2500t/d、3200t/d、 5000t/d直径为80000。
5000t/d、6000t/d直径为90000。
6000t/d、 10000t/d直径为110000。
6生料的均化
出磨的生料其化学成分总难免有波动,必须经过均化以至调整,才能满足入窑生料控制指标的要求,一般入窑生料碳酸钙含量的标准偏差控制在±0.2%。
新型干法水泥生产线都采用连续均化库系统。其优点是流程简单、操作管理方便、便于自动控制等。常用的生料均化库型式有:MF库、IBAU库、CP 库、CF库等。
常用生料均化库的规格:
2500t/d、3200t/d:Ф16 X 48m,储量:7000t。
5000t/d、6000t/d :Ф20 X 64m,储量:17600t。
6000t/d、7000t/d :Ф22.5 X 66m,储量:20000t。
10000t/d: 2 - Ф20X 64m,储量:2 × 17600t。
常用熟料库的规格:
Ф15 X 36 m,储量:7500t。
Ф18 X 40 m,储量:10000t。
Ф22 X 50 m,储量:20000t。
Ф32 X 28m,储量:25000t。
Ф45 X 38m,储量:50000t。
Ф60 X 41m,储量:100000t。
常用水泥库的规格及储量:
Ф12 X 30 m,储量:3500t。
Ф15 X 35 m,储量:6500t。
Ф18 X 45m,储量:10000t。
Ф22 X 60 m,储量:20000t。
泥生产过程中,磨制生料、制备煤粉和制成水泥,都要进行粉磨作业。用煤作燃料的水泥厂,每生产一吨水泥需要粉磨的物料量约2.7~2.8吨。在全厂生产用电中,由于采用的粉磨设备的不同,电耗也不同,一般而言,生料粉磨电耗为16~22 kWh/t ,煤磨电耗为30~35 kWh/t,水泥电耗为30~40kWh/t。
全厂粉磨电耗占全部电耗的60%以上。因此,合理的选择粉磨流程和设备,保证粉磨产品的质量并降低粉磨电耗,对于水泥厂的生产有着重要的意义。
随着现代干法窑规格的日益扩大,单台窑的产量已达到10000t/d以上,与窑配套的磨机规格也在朝着大型化方向发展,原料磨的台时产量已达到500t/h 以上,水泥磨的台时产量已达到250t/h 以上。另外,磨机也在朝着节能方向发展,现在,在大中型水泥厂,原料粉磨越来越多地采用了辊式磨(立磨)和辊压机终粉磨系统,煤磨根据煤质情况尽可能地选用立磨系统,水泥粉磨系统则越来越多地采用了辊压机、辊式磨等节能的粉磨系统。
新型干法水泥厂目前有朝全厂无球化方向发展趋势。即原料磨采用立磨或辊压机终粉磨、煤磨采用立磨、水泥磨采用立磨终粉磨。
辊压机终粉磨用于水泥粉磨的很少,主要是由于成品的颗粒形状及级配与球磨机有区别,影响水泥的性能。
磨、辊压机终粉磨。
辊式磨(立磨):
在2500t/d以上规模的生产线中,原料磨采用辊式磨的占绝对的多数。主要优点是:体积小、占地面积小、噪声低、利用废气余热处理湿原料能力好、烘干物料水分大,台时产量大、入磨物料粒度大,而最大的优点在于粉磨电耗低(比管磨系统低6kWh/t生料)。它的缺点是对磨琢性物料和金属夹杂物较敏感,磨辊及磨盘易磨损,不很适应研磨硬质物料等。辊式磨的电耗一般在
16~20 kWh/t生料。
球磨机(管磨):
常用的球磨机系统有风扫磨、中卸磨及尾卸磨等。常用于2500t/d及以下规模。2500t/d规模以上用管磨系统的不多。
球磨机系统具有投资低、对原料的适应性强、生产可靠、运转率高产品细度均匀等优点。缺点是流程复杂,电耗高。
风扫磨的电耗一般在20~24 kWh/t生料,中卸磨的电耗一般在19~22 kWh/t 生料。
辊压机终粉磨系统:
辊压机终粉磨系统近几年在国内水泥厂使用的越来越多,7000t/d等水泥厂均采用辊压机终粉磨系统。
优点是节能,电耗12~14kWh/t-生料,比立磨系统低。
缺点是设备运转率有待提高,此外,系统烘干能力不如立磨系统。
中卸磨:水分宜<6%,易磨性及磨蚀性均不限。
辊式磨:水分宜<8%,易磨性中等,磨蚀性正常。
辊压机终粉磨:水分宜<5%,易磨性及磨蚀性均不限。
水泥毕业设计
水泥毕业设计 篇一:水泥厂毕业设计开题报告 学院(部) 专业班级:学号:学生姓名:指导教师:开题报告材料科学与工程学院年月日: 篇二:日产2500吨熟料某水泥厂的毕业设计 第一章文献综述 1.1水泥概述 1824年英国工程师阿斯普丁(AsPdih)获得第一份水泥专利标志着水泥的发明。水泥的发明为建筑工程的发展提供了物质基础,使其由陆地工程发展到水中、地下工程一。水泥发明至今已有一百多年的历史,它始终是用途最广、用量最多的一种胶凝材料。 水泥呈粉末状,与水混合后,经过物理化学过程能由可塑性浆体变成坚硬的石状体,并能将散粒材料胶结成为整体,是一种良好 o 的矿物胶凝材料。水泥不仅能在空气中硬化,还能更好地在水中硬化,保持并发展强度,所以水泥属于水硬性胶凝材料,它可以用于地上、地下、水中的工程。 为了适应不同建筑工程的需要,水泥品种不断增加,已达200多种。因此水泥常按以下几个方面的特点分类。
(1)按照水泥的主要水硬性物质分:硅酸盐类水泥(主要水硬性物质是硅酸钙)、铝酸盐类水泥(主要水硬性物质是铝酸钙)、硫铝酸盐水泥(主要水硬性物质是硫铝酸钙)等。因为它们的水硬性物质不同,它们的性质也各异,如铝酸盐类水泥凝结速度快。早期强度高,耐热性能好而且耐硫酸盐腐蚀;硫铝酸盐水泥硬化后体积会膨胀等。 (2)按照水泥的用途分为:通用水泥(用于一般的建筑工程,主要是硅酸盐类的五种水泥)、专用水泥(是指适应于专门用途的水泥,有大坝水泥、油井水泥、砌筑水泥等》特种水泥(具有比较突出的某种性能的水泥,如膨胀水泥、低热水泥、彩色水泥、白水泥等)。 在诸多的水泥品种中,硅酸盐类水泥是最基本且用量最多的一类水泥,在进行室内装饰装修中也常用到这类水泥。此外,装修中还用到的是白水泥和彩色水泥 陈全德(XX年)在《新型干法水泥技术原理及应用》中讲解了有关新型干法是水泥生产技术的应用,并叙述其原理解答了有关生产技术,如:生料均化技术、生料粉磨技术、悬浮预热技术、预分解技术、回转窑等。 郝令旗、张浩云、齐国彤(XX年)在《新型干法水泥生产技术的现状与发展》中指出虽然我国的新型干法水泥生产技术已达到国际较先进水平,但要想
水泥厂工艺设计概况
水泥厂工艺设计概况 Revised by Jack on December 14,2020
上图为水泥厂工艺流程 水泥厂主要的生产车间包含:物料的破碎(石灰石、黏土、砂岩、页岩、铁矿石、原煤、石膏等),熟料储存,熟料散装,煤粉制备,原、燃料储存或预均化,混合材及石膏的储存,原料配料站,水泥配料站,原料粉磨及废气处理,水泥粉磨,水泥储存,生料均化库,水泥散装、包装及发运,生料入窑,压缩空气站,烧成窑尾,化验室,中央控制室,烧成窑中,矿渣微粉粉磨系统,烧成窑头等。 物料的破碎 在水泥生产中,大部分的物料都需要先经过破碎,如石灰石、粘土、砂岩、粉砂岩、铁矿石、煤、熟料、石膏、混合材等等,破碎的目的是为后续的粉磨、输送、储存等工序创造良好条件。 水泥厂破碎车间一般设有石灰石破碎、辅助原料破碎车间。原煤破碎、石膏破碎等根据具体工厂来料情况决定是否设置。水泥厂中破碎量最大的物料是石灰石,每生产1吨熟料大约需要石灰石~吨左右。 破碎机选用: 常用于石灰石破碎的破碎机种类有:锤式破碎机、反击式破碎机、颚式破碎机、旋回式破碎机、园锥式破碎机等,锤式破碎机、反击式破碎机一段破碎即可满足要求,颚式破碎机、旋回式破碎机用于二段破碎的一级破碎,圆锥破用于二段破碎的二级破碎。 粘土破碎采用齿辊破碎机、冲击式破碎机等。 砂岩、粉砂岩破碎采用反击式破碎机,也有采用颚式破碎机、锤式破碎机等。 原煤破碎采用环锤式破碎机、立轴式破碎机、颚式破碎机等。 石膏破碎采用锤式破碎机、颚式破碎机等。 物料的储存 水泥厂是连续运行的工厂,为了避免外部运输的不均衡、设备能力之间的不平衡、上下工序间生产班制的不同,质量检验的要求以及由于其它原因造成物料供应的中断,保证工厂正常地进行生产,要求各种原材料、燃料、半成品、成品在工厂内部都要有一定的储存量。某物料的储存量所能满足工厂生产需要的天数,称为该物料的储存期。 物料的储存方式: 露天堆场:未破碎的大块的石灰石、石膏等。 简易堆棚:辅助原料、原煤、石膏、混合材等。
5000t水泥厂设计说明书_毕业设计
5000t水泥厂设计说明书 设计总说明 水泥是建筑工业三大基本材料之一,使用广、用量大,素有“建筑工业的粮食”之称。自水泥投入工业生产以来,水泥窑的发展经历了立窑、干法中空窑、湿法窑、悬浮预热器窑、预分解窑五个阶段。世界上用回转窑煅烧水泥是在1884年,我国于1996年建成第一台回转窑。20世纪70年代初,国际上出现了窑外分解新技术,使入窑生料碳酸盐的分解率从悬浮预热器窑的30%左右提高到90%左右,减轻窑内煅烧带的热负荷,缩小了窑的规格,减少了单位建设投资,窑衬寿命延长,减少了大气污染。20世纪90年代国际上以预分解烧成技术为主,进一步优化系统内各项装备技术,提高产量和质量,降低热耗和电耗,以提高劳动生产率,降低产品成本,增加经济效益,同时扩大原燃料的适用范围和减少粉尘及有害气体的排放,保持可持续发展。 我国新型干法水泥生产技术和装备水平已与国际先进水平相接近,但整体水平还存在较大差距。一方面,目前我国水泥熟料生产线的平均规模较小,水泥熟料生产工艺多样,各种生产工艺与技术装备水平之间差异较大。另一方面,新型干法水泥熟料的生产工艺中,技术与装备水平参差不齐,既有达到世界先进水平的生产线,也有一批规模较小的熟料生产线。这些规模较小的生产线的技术装备水平仍然不高,各项技术经济指标也比较落后。因此,从突破性转变到实现根本性转变,还要付出长期艰苦的努力。 根据国家制定的“十一五”计划及2010年远景目标,今后我国水泥工业的发展方针是控制总量、调整结构、提高效益和注重环保。新增大中型新型干法窑生产能力5000万吨,逐步淘汰年生产能力在4. 4万吨及以下的立窑水泥厂,原则上不再建立窑生产线,鼓励支持有实力的大水泥企业通过股份制及吸收外资等形式组建和发展大型企业集团,积极消化吸收引进的水泥技术装各。大力支持发展2000t/d以上的(特别是4000t/d及以上)新型干法生产线。而5000 t/d熟料预分解生产线在我国各设计院技术已达成熟,很适合我国水泥工业发展现状。 目前,5000t/d熟料生产线已成为我国具普遍意义的设计课题之一。设计要求依据建厂资料设定目标水泥产品,经过配料计算、物料平衡计算、主机设备选型和平衡计算、主要车间工艺设计、全厂工艺平面布置及绘图等环节,重点进行窑尾烧成车间的工艺设计。 本设计的指导思想是:在给定建厂条件下,按照生产要求选用合理的生产工艺,通过合理的设备选型及较优的配方,配合采用先进合理的水泥工艺外加剂技术,以期生产出质量优良的水泥产品。同时量力采用先进的设计、新工艺、新技术与新设备,采用清洁的能源和原燃料,节省能源,提高资源的利用率,达到设
凸轮轴设计开题报告
开题报告 题目名称凸轮轴结构设计及工艺编制 题目来源 A 题目类型 4 导师姓名 学生姓名班级学号专业 凸轮轴的功用是通过凸轮轴的不断旋转,推动气门顶杆上下运动,进而控制气门的开启与关闭。通过改变凸轮轴的曲线,可精确调整气门开启、关闭时间。 1、课题背景和意义: 凸轮轴是活塞发动机里的一个部件。它的作用是控制气门的开启和闭合动作。虽然在四冲程发动机里凸轮轴的转速是曲轴的一半(在二冲程发动机中凸轮轴的转速与曲轴相同),不过通常它的转速依然很高,而且需要承受很大的扭矩,因此设计中对凸轮轴在强度和支撑方面的要求很高,其材质一般是特种铸铁,偶尔也有采用锻件的。由于气门运动规律关系到一台发动机的动力和运转特性,因此凸轮轴设计在发动机的设计过程中占据着十分重要的地位。 2、凸轮轴的国内外发展趋势: 2.1凸轮轴的结构、位置及转动方式 凸轮轴的主体是一根与气缸组长度相同的圆柱形棒体。上面套有若干个凸轮,用于驱动气门。凸轮轴的一段时轴承支撑点,另一端与驱动轮相连接凸轮的侧面呈鸡蛋形。其设计的目的在于保证汽缸充分的进气和排气,具体来说就是在尽可能短的时间内完成气门的开、闭动作。另外考虑到发动机的耐久性和运转的平顺性,气门也不能因开闭动作中的加减速过程产生过多过大的冲击,否则就会造成气门的严重磨损、噪声增加或是其他严重后果。因此,凸轮和发动机的功率、扭矩输出以及运转的平顺性有很直接的关系。在以前的很长的一段时间里,底置式凸轮轴在内燃机中最为常见。通过这样的发动机中,气门位于发动机的顶部,即所谓的OHV(OverHeadValve,顶置气门)式发动机。此时通常凸轮轴位于曲轴箱的侧面,通过配气机构(如挺杆、推杆、摇臂等)对气门进行控制。因此底置式凸轮轴一般也叫侧置式凸轮轴。由于在这样的发动机凸轮轴距离气门较远,而且每个气缸通常只有2个气门,因此转速通常较慢,平顺性不佳,输出功率也较低。不过这种结构的引擎输出扭矩和低速性能比较出色,结构也比较简单,易于维修。按凸轮轴的数目多少,可分为单顶置凸轮轴(SOHC)和双顶置凸轮轴(DOHC)2种。单顶置凸轮轴就只有1根凸轮轴,双顶置凸轮轴有2根凸轮轴。底置式凸轮轴通常次用星形齿轮组(即所谓的“控制论”),辊子链或齿条与曲轴相连。为了控制噪声,直径大的凸轮轴端传动轮通常由塑料或者轻金属制造,而相对直径较小的曲
5000吨水泥厂设计
第一章绪论 1.1 概述 水泥工厂设计是水泥工厂土建施工、投产后正常生产和未来发展的前提基础,最直接关系到水泥厂的投资成本和效益回报,具有至关重要的低位和意义。而水泥工厂设计的核心就是工艺设计,包括生产工艺流程的选择和工艺设备的选型及布置。 新型干法水泥生产经过多年的技术攻关和生产实践,在我国已经实现了5000T/D的国产化,并在投产后迅速达标。各设计院利用自己的核心技术优化烧成系统,能耗均能达到国际先进水平的。新型干法是以旋风预热器-分解炉-回转窑-篦冷机系统(既“筒-管-炉-窑-机”)为核心,使水泥生产过程具有高效、低耗、绿色环保和大型化、自动化的特征。同时有效降解利用生活垃圾、工业废渣和有毒有害废弃物,促使水泥工业实现清洁生产和可持续发展的战略目标。这在德国一些为发达国家已逐步显露。 我国水泥产量已经连续18年居世界各国首位,但产品质量不高、生产水平落后、污染严重的问题也十分突出,急需进行产业调整。新型干法水泥生产的水泥仅占水泥总量的55%,而发展国家都在90%以上。目前我国水泥生产企业有一定规模的近5000多家,国内十大水泥集团水泥产量仅达到全国总产量的23%,而世界十大水泥集团的产量占世界水泥总产量的1/3以上。另外我国的水泥散装率也非常低,2007年仅达到了40%,而世界发达国家水泥在上世纪60年代末就完成了从袋装到散装的改革,实现了水泥散装,散装率达到并保持在90%以上。因此,我国水泥工业的发展任重而道远。 经过5·12汶川大地震和国家大力发展西部的政策性引导,四川水泥出现了前所未有的火爆,国内水泥巨头纷纷在四川投产新生产线,随着大量中小立窑的淘汰,四川水泥资源配置正逐渐优化,步入良好的发展轨道。放到全国,中国水泥正发生着翻天覆地的变化。在2009年中国国际水泥峰会上中国水泥协会会长雷前治透露,有关部门正在酝酿制定水泥工业发展规划,推动产业联合重组将是主要内容之一。所以,中国水泥的前景值得期待。 1.2 本设计简介 本设计是5000t/d水泥熟料预分解窑烧成窑尾工艺设计,采用目前国内外水泥行业相对比较先进的技术和设备,特别结合我国原燃料条件,在设备选型上尽量考虑国产,最大限度的降低基建投资和能耗,同时又最大限度的提高产量和质量,做到技术经济指标先进、合理,生产过程绿色环保。 本设计采用4组分(石灰石、铝矾土、砂岩、硫酸渣)配料生产,因交通便利,离峨眉山市约12KM,铝矾土、砂岩、硫酸渣来源丰富、运距短,因此采用火车和汽车结合的运输方式。页岩配料仓底下设Centrex筒仓卸料器,以便湿物料的顺利排出。 本设计中石灰石的预均化采用圆形预均化堆场,相对矩形预均化堆场具有占地面积少、基建投资省、操作维护方便且均化效果相差不大等优势。其规模为φ110 m。石灰石矿山矿化学成分稳定,品质优良,均匀性好,全矿CaCO3 标准偏差只有3个台段超过3.0%,最大为3.5%,平均为2.25%。配料用石灰石存储圆库规格为1-φ8×18m,有效储量为1360t,实际存储时间为5.1h,能满足生产的正常进行。 原煤在预均化方式选择时亦采用圆形预均化堆场,原煤成分波动对外购煤而言质量很难预先控制,同时考虑到可能存在多点供煤,设置预均化堆场非常有必要。其规格为φ90m,有效储量为6207t。回转悬臂堆料机生产能力150t/h,桥式刮板取料机取料能力为60t/h。预均化堆场外设置一堆棚,作为原煤进厂的临时堆放地,也起缓冲作用。 生料磨采用TRM53.4的立磨一台,生产能力430 t/h,设有物料外循环系统。该生料磨2008年9月1日在辽宁富山水泥5000t/d生产线上投产运行,台时产量稳定在430 t/h,无论是产、质量均能满足5000t/d生产线的生产要求。
汽车发动机凸轮轴加工工艺及专用夹具设计
摘要 我的毕业设计课题是凸轮轴的工艺工装,凸轮轴对其工作要求、部分精度较高,如轴上的油孔的加工、法兰盘孔的加工等。凸轮轴的工艺过程,我们尽量做到清晰明了,在保证表达清楚的基础上,尽量做到简练。在此设计中,巩固了机械制造专业的专业知识,学习机械加工工艺、夹具设计、金属切削原理与刀具及金属切削机床。在此,我们设计了两套钻床夹具,并进行了一些机构的设计,如分度机构、顶尖机构、液压传动机构等,还借用了机床尾座、手轮等大量通用件,既有利于加工,又节省不少力气。其中,夹具设计需要保证被加工面的位置精度;减少辅助时间,提高劳动生产虑;扩大机床的使用范围;实现工件的装夹加工并减轻劳动强度,改善工作条件,保证了生产安全。此次设计,由于我的水平有限,难免会出现错误,望读者进行批评指正。 关键词:凸轮轴;钻床夹具;分度机构;液压传动机构
Abstract My graduation project subject is a craft frock of the camshaft, the camshaft is by their job requirements. To the precision being relatively high, for instance, oil processing of hole of axle. Processing of the hole of the ring flange, etc., the course of the camshaft, we try our best to accomplish clearly, on the ground of guaranteeing to express clearly. Try one’s best to accomplish as perfect as crystal. In the course of design, consolidate our knowledge about mechanism manufacturing, and I have grasped mechanic craft, tongs design, the principle of metal cutting tools and the metals cutting the machine tools. In this design, we have designed two sets of drilling machines digs. In the design, I have designed some sets of mechanisms. Such as, graduation organization, top structure, hydraulic transmission mechanism and so on. I take advantage of lathe tail flat also, as large amount of common parts, such as handwheel favorable to process and so on. Save much strength. Among them, the tongs design demand guarantee which is processed the position accuracy; Reduce to lend support the time and increasements labor produce, extend the usage scope of the machine tools. Realize the work piece pack to clip to process to combine alleviative labor strength, improve the work term and guarantee the production safety. This design, because we have limited level. Unavoidable to appear some mistakes, so I hope that readers can make some re-comments. Keyword:camshaft; drilling machines digs; graduation organization; hydraulic transmission mechanism
材料工厂工艺设计概论期末复习资料
绪论 1、设计工作要做到技术先进、经济合理、安全适用。 2、工艺专业是主体专业。它的主要任务是确定工艺流程、进行工艺设备的选型和布置和向其它专业提供设计依据和要求。 3、工厂设计的任务:按期提供质量优良的设计文件,使得工厂建设或技术改造得以顺利地进行,并为投入生产创造有利条件。 第一章:基本建设程序和前期工作 1、基本建设的程序一般分为三个阶段: (一)基本建设前期工作阶段。通常包括:环境影响评价;安全与评价;可行性研究;项目申请报告;设计文件编制。 (二)施工阶段。包括内容:1.建设准备;2.组织施工。 (三)竣工投产阶段。包括内容:1.生产准备;2.竣工验收和交付使用。 2、政府对于投资项目的管理分为审批、核准和备案三种方式。对于政府投资项目,实行审批制;对于企业不使用政府性资金投资建设的项目,则区别不同情况实行核准制和备案制。 3、环境影响评价是指对规划和建设项目实施后可能造成的环境影响进行分析、预测和评估,提出预防或者减轻不良环境影响的对策和措施,进行跟踪监测的方法与制度。 4、实行审批制的建设项目,建设单位应当在报送可行性研究报告前完成环境影响评价文件报批手续;实行核准制的建设项目,建设单位应当在提交项目申请报告前完成环境影响评价文件报批手续;实行备案制的建设项目,建设单位应当在办理备案手续后和项目开工前完成环境影响评价文件报批手续。 5、建设单位委托持有“建设项目环境影响评价(综合)资格证书”的单位,承担环境影响评价工作,并按环保部门的要求提供环境影响报告书。 6、对环境可能造成重大影响的建设项目,其环境影响评价文件由国家环境保护总局审批。对环境可能造成轻度影响的建设项目,其环境影响评价文件由省级环境保护行政主管部门审批。 7、可行性研究:为了防止和减少投资失误、保证投资效益,企业在进行自主决策时,应编制可行性研究报告,对项目的市场前景、经济效益、资金来源、产品技术方案等内容进行分析论证,作为投资决策的重要依据。 8、项目申请报告:是企业投资建设应报政府核准的项目时,为获得项目核准机关对拟建项目的行政许可,按核准要求报送的项目论证报告。 9、项目申请报告应重点阐述项目的外部性、公共性等事项,包括维护经济安全、合理开发利用资源、保护生态环境、优化重大布局、保障公众利益、防止出现垄断等内容。 10、编写项目申请报告时,应根据政府公共管理的要求,对拟建项目从规划布局、资源利用、征地移民、
结构件工艺设计手册附录
附录《结构件工艺设计手册(软件版)》软件目录 1 钢铁材料的分类及技术条件 1.1 一般用钢 1.1.1 碳素结构钢的化学成分 1.1.2 碳素结构钢的力学性能 1.1.3 优质碳素结构钢的化学成分和力学性能 1.1.4 低合金结构钢的化学成分和力学性能 1.1.5 合金结构钢的化学成分和力学性能 2 钢材 2.1 钢板 2.1.1 常用钢板、钢带的标准摘要 2.1.2 热轧钢板和钢带 2.1.3 冷轧钢板和钢带 2.1.4 钢板每平方米面积理论重量 2.1.5 锅炉用钢板 2.1.6 压力容器用钢板 2.1.7 镀锌板、镀锡板、镀铅板 2.1.8 不锈钢冷、热轧钢板 2.1.9 耐热钢板 2.1.10 花纹钢板 2.2 型钢 2.2.1 弹簧扁钢尺寸 2.2.2 热轧圆钢、方钢、六角钢 2.2.3 优质结构钢冷拉钢材交货状态的力学性能 2.2.4 热轧等边角钢 2.2.5 热轧不等边角钢 2.2.6 热轧槽钢 2.2.7 热轧工字钢 2.2.8 协议供货的窄翼缘H型钢 2.2.9 H型钢与工字钢型号对照及性能参数比较 2.2.10 热轧部分T型钢 2.2.11 冷弯等边角钢 2.2.12 冷弯不等边角钢
2.2.13 冷弯等边槽钢 2.2.14 冷弯不等边槽钢 2.2.15 冷弯内卷边槽钢 2.2.16 结构用冷弯方形空心型钢 2.2.17 结构用冷弯矩形空心型钢 2.2.18 客运汽车用冷弯方形空心型钢 2.2.19 客运汽车用冷弯矩形空心型钢 2.2.20 起重机钢轨 2.2.21 重轨 2.2.22 轻轨接头夹板 2.2.23 重轨用鱼尾板 2.2.24 轻轨用垫板 2.2.25 重轨用垫板 2.2.26 热轧扁钢(1) 2.2.27 热轧扁钢(2) 2.2.28 H型钢、H型钢截面图(1) 2.2.29 H型钢、H型钢截面图(2) 2.2.30 冷弯外卷边槽钢 2.2.31 冷弯卷边Z形钢 2.2.32 轻轨(1) 2.2.33 轻轨(2) 2.3 钢管 2.3.1 低压流体输送焊接管 2.3.2 直缝电焊钢管力学性能 2.3.3 直缝电焊钢管(1) 2.3.4 直缝电焊钢管(2) 2.3.5 传动轴用电焊钢管 2.3.6 结构用和输送流体用无缝钢管的尺寸偏差 2.3.7 结构用无缝钢管中优质钢、低合金钢管的纵向力学性能 2.3.8 结构用无缝钢管中合金钢管的力学性能 2.3.9 输送流体用无缝钢管的纵向力学性能 2.3.10 无缝钢管尺寸、重量(1) 2.3.11 无缝钢管尺寸、重量(2) 2.3.12 无缝钢管尺寸、重量(3) 2.3.13 结构用和流体输送用不锈钢无缝钢管 2.3.14 结构用和流体输送用不锈钢无缝钢管内径和壁厚的允许偏差2.3.15 不锈钢无缝钢管尺寸系列 2.3.16 液压和气动缸简用精密内径无缝钢管(1) 2.3.17 液压和气动缸简用精密内径无缝钢管(2)
水泥厂工艺设计高海拔地区系统的设计校正
高海拔地区系统的设计校正
1 基本理论公式 范围内,大气压力、温度和密度存在下述关系: 海拔高度 H 在11 km 范围内,大气压力、温度和密度存在下述关系: PH=101325(1-0.02257H)5.256 TH=T0-6.5H (2) (1)
ρ=ρ0(1-0.02257)4.256 (3) 式中: 式中:PH——海拔高度 H 处大气压力 ; 海拔高度 处大气压力,Pa; H——海拔高度,km; 海拔高度, ; 海拔高度 T——海拔高度 H 处大气温度,K; 海拔高度 处大气温度, ; T0——海平面大气温度 ; 海平面大气温度,K; 海平面大气温度 ρ——海拔高度 H 处大气密度,kg/m3; 海拔高度 处大气密度, ρ0——海平面大气密度,kg/m3。 海平面大气密度, 海平面大气密度 根据气体状态方程 PV=nRT 可以求出由于海拔升高废气体积的增加量。 设:P0为海平面大气压力(Pa) H为海拔高度 H 处大气压力(Pa) 0为海平面大气体 ;P ;V 积(m3) H 为 V0气体在海拔高度 H 处的体积(m3),TH 为海拔高度 H 处大气温度(°K);T0为海 ;V 平面大气温度(K)。 由 P0V0=nRT0 PHVH=nRTH (4) (5) (6)
可得:风量校正系数: 可得:风量校正系数:KQ=VH/V0=P0TH/PHT0 风压校正系数: 风压校正系数:KP=KQ0.5 ∵TH=T0-6.5H ∴VH=(P0/PH).V0 (7)
该厂海拔2 142 m,大气压力 PH =7 959 mmH2O,P0 =10 336 mmH2O,VH =(P0 /
. PH)V0=1.299 V0。
因此在海拔2 工况的空气量增加约30%。 因此在海拔 142 m 处,工况的空气量增加约 。
智慧树知到《陶瓷厂工艺设计概论(山东联盟)》章节测试答案
第一章 1、工厂设计的主体是()? A:工艺设计 B:总图设计 C:运输设计 答案: 工艺设计 2、基本建设是指工厂的()。 A:新建 B:扩建 C:改建 答案: 新建,扩建,改建 3、项目建议书中产品的内容包括()? A:产品名称 B:规格 C:生产能力 D:销售方向 答案: 产品名称,规格,生产能力,销售方向 4、陶瓷工厂根据生产特点,要尽可能靠近()?A:销售地区 B:原料基地 C:燃料产区 答案: 销售地区,原料基地
5、设计基础资料中风向和风速要有冬季、夏季和年主导风向及其频率,附风玫瑰图。 A:对 B:错 答案: 对 6、编制项目建议书或技术改造规划时,相应要做的工作()。 A:确定建厂地区 B:初选厂址 C:原料性能试验 答案: 确定建厂地区,初选厂址,原料性能试验 7、对建设项目的经济效果分析时不仅计算项目本身的微观效果,而且要衡量项目对国民经济的宏观效果和社会的影响。 A:对 B:错 答案: 对 8、建厂厂址选择时,陶瓷半成品在运输过程中易于破损,因此,要尽可能避免地形起伏变化过大。 A:对 B:错 答案: 对 9、可行性研究报告中关于环境保护涉及环境现状,预测项目对环境的影响,提出环境保护、三废治理和回收的初步方案。 A:对 B:错 答案: 对
10、厂址选择的工作程序,一般分为()几个阶段。 A:预备阶段 B:现场阶段 C:结束阶段 答案: 预备阶段,现场阶段,结束阶段 第二章 1、厂区内的建筑物、构筑物及交通运输线路的布置应使工艺流程顺捷,并保证合理的生产作业线。 A:对 B:错 答案: 对 2、陶瓷工厂的厂房可分为两大类()。 A:单层厂房 B:多层厂房 C:三层厂房 答案: 单层厂房,多层厂房 3、如果一个地区主导风向随季节而变化,则以()风向图为主。 A:春季 B:夏季 C:秋季 D:冬季 答案: 夏季
汽车发动机凸轮轴的主要机械加工工艺规划设计样本
汽车发动机凸轮轴的主要机械加工工艺规划设计
毕业设计(论文) 汽车发动机凸轮轴的主要机械加工工艺 设计 教学单位:机电工程学院 专业名称:机械设计制造及其自动化 学号: 学生姓名: 指导教师: 指导单位: 完成时间:
汽车发动机凸轮轴的主要机械加工工艺 设计 摘要 凸轮轴作为发动机的重要组成部分,对其配气功能有着举足轻重的作用。当发动机工作运转的时候,凸轮轴负责控制进排气门的开合和开合量,但是由于工作时转速比较高,需要承受的扭矩的比较大,所以对凸轮轴的强度和支撑力的要求也比较高,因此在材质的选择上必须满足凸轮轴对强度等性能的要求。凸轮轴作为一个重要的零部件,它的改进和发展对汽车发动机的配气性能的提高和进步意义重大。 本课题选取直列四缸顶置气门式发动机F3000,对它的凸轮轴加工工艺进行分析与设计,而工艺路线的拟定是工艺规程制定中的关键阶段,是工艺规程制定的总体设计。撰写一条合理科学的工艺路线,既可以保证加工质量和生产效率,也可以有效合理的安排工人、设备、工艺装备,最终有利于降低整个生产周期和生产成本。所以,本次设计是在仔细分析凸轮轴零件加工技术要求及加工精度后,合理确定毛坯类型,经过查阅相关书籍、手册、图标、标准、等技术资料,确定工艺的机械加工余量、工序尺寸及公差,最终定制凸轮轴零件的加工工序卡片。 关键词: 发动机;凸轮轴;工艺设计
The Main Machining Process Design Of The Automobile Engine Camshaft Abstract The camshaft as an important part of engine, has a pivotal role on its distribution. When the engine running at work, camshaft is responsible for controlling the exhaust opening and closing and opening and closing of the door, however, because of the high speed in the work, it needs to bear large torque and also has a high strength and support of the camshaft. On the choice of the material must meet the requirements of camshaft on the strength of performance. The camshaft as an important component, its improvement and development is of great significance. In this paper, the camshaft of the OHV engine processing technology for analysis and design. operational path routing is the key stage and general design. Write a reasonable scientific process route are have many advantage. This design is the careful analysis of CAM shaft parts processing technical requirements and processing accuracy, reasonable blank type, after consulting related books, manuals, ICONS, standards, technical data, determine the process of machining allowance, process dimension and tolerance, and customize the camshaft parts machining process card finally. Keyword: Engine; Camshaft; Process Design
机械制造工艺学课程设计指导书
机械制造工艺学课程设计指导 高泽斌 机械交通学院机械工程教研室 2005年10月
机械制造工艺学课程设计 一、设计目的 机械制造工艺学课程设计是在学完了机械制造工艺学、进行了生产实子之后进行的下一个教学环节,它方面要求学生通过设计能够获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,也为以后作好毕业设计进行一次综合训练和准备。学生应当通过机械制造工艺学课程设计在下述各方面得到锻炼: 1、能熟练运用机械制造工艺学课程中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在的工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。 2、提高结构设计能力。学生通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、既经济合理又能保证加工质量的夹具的能力。 3、让学生学会使用手册及图表资料。掌握与本设计有关的各种资料的名称出处,能够做到熟练运用。 二、设计要求 设计题目:设计连杆零件的机械加工工艺规程及工艺装备。 设计条件:连杆零件的生产纲领为中批(5000件/年),附连杆设计图纸一套(3张)。 设计的要求包括以下几个部分: 制定“连杆”零件机械加工工艺路线;分组制定加工连杆“大头孔”、“两端面”、“小头孔”、“螺栓孔”表面各工序的工序卡;设计相应工序的机床夹具。 1、连杆机械加工工艺过程综合卡1份 2、制定表面的机械加工工序卡1套 3、机床夹具设计装配图1张 4、机床夹具设计零件图1~2张 5、课程设计说明书1份 按教学计划规定,机械制造工艺学课程设计总学时数为三周(包括国庆周),其进度及时间大致分配如下: 熟悉零件,选择加工方案,确定工艺路线,加工机床和工艺尺寸,填写工艺过程卡和工序卡5天; 工艺装备(夹具)设计,包括总装图及夹具体零件图等8天; 编写设计说明书1天; 准备及答辩1天。
文献综述(日产5000吨新型干法水泥生产线生料车间工艺设计)
工业大学教科学院 毕业设计文献综述 设计题目: 日产5000吨新型干法水泥生产 线生料车间工艺设计 学生: 学号:200621600111 专业:建筑材料与工程 指导教师:振明 2009年2月25 日
水泥工业的发展概况 自从波特兰水泥诞生、形成水泥工业性产品批量生产并实际应用以来,水泥工业的发展历经多次变革,工艺和设备不断改进,品种和产量不断扩大,管理和质量不断提高。 一、世界水泥工业的发展概况 第一次产业革命的开始,催生了硅酸盐水泥的问世。1825年,人类用间歇式的土窑烧成水泥熟料。第二次产业革命的兴起,推动了水泥生产设备的更新。随着冶炼技术的发展,1877年,用回转窑烧制水泥熟料获得专利权,继而出现单筒冷却机、立式磨以及单仓钢球磨等,有效地提高了产量和质量。1905年,发明了湿法回转窑。1910年,立窑实现了机械化连续生产,发明了机立窑。1928年,德国发明了立波尔窑,使窑的产量明显提高,热耗降低较多。第三次产业革命的发展,达到了水泥高度工业化阶段,水泥工业又相应发生了深刻的变化。1950年,悬浮预热器窑的发明,更使熟料热耗大幅度降低;熟料冷却设备也有了较大发展,其他的水泥制造设备也不断更新换代。1950年,全世界水泥总产量为1.3亿吨。 20世纪60年代初,随着电子计算机技术的发展,在水泥工业生产和控制中开始应用电子计算机技术。日本将德国的悬浮预热器技术引进后,于1971年开发了
水泥窑外分解技术,从而带来了水泥生产技术的重大突破,揭开了现代水泥工业的新篇章。各具特色的预分解窑相继发明,形成了新型干法水泥生产技术。随着原料预均化、生料均化、高功能破碎与粉磨、环境保护技术和X射线荧光分析等在线检测方法的发展,以及电子计算机和自动控制仪表等技术的广泛应用,新型干法水泥生产的熟料质量明显提高,在节能降耗方面取得了突破性的进展,其生产规模不断扩大,新型干法水泥工艺体现出独特的优越性。70年代中叶,先进的水泥厂通过电子计算机和自动化控制仪表等设备,已经实施全厂集中控制和巡回检查的方式,在矿山开采、原料破碎、生料制备、熟料烧成、水泥制成以及包装发运等生产环节分别实现了自动控制。新型干法水泥生产工艺正在逐步取代湿法、普通干法和机立窑等生产工艺。1980年,全世界水泥总产量为8.7亿吨。2000年,全世界水泥总产量为16亿吨。当今,世界水泥工业发展的总体趋势是向新型干法水泥生产工艺技术发展。 1.水泥生产线能力的大型化 世界水泥生产线建设规模在20世纪70年代为日产1000~3000t,在80年代为日产3000~5000t,在90年代达到4000~10000t。目前,日产能力达5000t、7000t、9000t、10000t等规模的生产线已达100多条,正在兴建的世界最大生产线为日产12000t。 随着水泥生产线能力的大型化,形成了年产数百万吨乃至千万吨的水泥厂,特大型水泥集团公司的生产能力也达到千万吨到1亿吨以上。 2.水泥工业生产的生态化 从20世纪70年代开始,欧洲一些水泥公司就已经进行废弃物质代替自然资源的研究,随着科学技术的发展和人们环保意识的增强,可持续发展的问题越来
汽车凸轮轴零件工艺规程设计
汽车凸轮轴零件工艺规程设计 发表时间:2018-07-09T17:26:10.607Z 来源:《基层建设》2018年第14期作者:谭鑫[导读] 摘要:汽车的凸轮轴在汽车发动机中占据了非常重要的位置,并且随着近几年来汽车发动机行业的蓬勃飞速发展,汽车发动机的制造已经实现了自动化生产,那么,凸轮轴的性能好坏成为了评价发动机性能好坏的一项重要指标。 贵州大学明德学院摘要:汽车的凸轮轴在汽车发动机中占据了非常重要的位置,并且随着近几年来汽车发动机行业的蓬勃飞速发展,汽车发动机的制造已经实现了自动化生产,那么,凸轮轴的性能好坏成为了评价发动机性能好坏的一项重要指标。因此,如何对凸轮轴进行生产,需要进行什么样的加工工艺具有非常大的现实意义,不仅在于可以降低成本、提高利润,还可以促进更好流水生产线的布置。本文主要介绍了凸轮 轴的加工过程,并对其加工工艺进行了详细的分析与研究。 关键词:凸轮轴;发动机;工艺分析 1凸轮轴生产线工艺设计 1.1生产线布置 汽车的凸轮轴在整个汽车发动机的结构布局中占据了非常重要的位置,通常其在流水线的生产过程中选择进行U型布置的方式,U型的中间空间的部分用来放置安装备件的设备,各种仪器的操作面板一般也要面对着该走道,这些开口中间要连接着相应的滑道。整个车间为整体地基。这种形式使安装以及移动相关设备变得更加便利,这在对产品进行更换的时候,对提高移动设备的过程和时间是一种非常便利的安排,在对流水线的安排上也能有更大的自主选择权。 1.2工艺设计 1. 2.1定位基准的选择 凸轮轴作为汽车发动机的重要组成部分在其设计过程中必须要保持轴线基准,因为凸轮轴各部分零件的加工很难完成于一次装夹里,故而,要想使加工凸轮轴的精度得到保障,最重要的就是要将多次装夹的定位差距降到最低。常规方法是采用两顶尖孔来当作定位轴类零件的相关基准,这样不但能够防止在多次装夹的过程中工件因转换定位基准而在定位上产生误差,更能当作定位之后工序的基准,这就与“基准统一”原则相符了。从凸轮轴的整个结构可以看出,其与一般的轴类零件是完全不一样的。其具有一些不同的特色,比如整个凸轮是一个沿其轴线为非对称的回转表面,除此之外,凸轮在基圆尺寸、凸轮曲线升程和相位角等方面也有非常高的精度要求。 1.2.2加工阶段的划分与工序顺序的安排 1、加工阶段的划分 凸轮轴的加工过程一般可以分为三个阶段。(1)粗加工阶段。该阶段的加工对象主要面向的是各种大型的车各支承轴颈、要求不是很严格的齿轮外圆轴颈和粗磨凸轮这几个部分进行加工制造。在这个阶段过程中,对机床的要求主要包括具有极好的刚性,并且选择尽可能大的削切用量,使得在整个加工过程中将大量的加工余量得以切除,从而进一步提高凸轮轴的生产效率。(2)半精加工。该阶段主要就是对齿轮外圆轴颈进行精磨,并对各支承轴颈进行精车的加工制造过程。在这个阶段,主要是准备好加工支承轴颈齿轮的相关工作。(3)精加工。该阶段则涉及到三个方面的内容,其一是各支承轴颈的精磨,其二是止推面的加工,其三是斜齿轮以及凸轮的加工。在这个阶段,削切量以及加工余量都不大,加工有着很高的精度。 2、工序顺序的安排 在对凸轮轴进行加工制造的整个流水线生产过程中,对凸轮轴的加工顺序对最终生产成型的凸轮轴也有着非常重要的影响,影响着凸轮轴的质量、效率和经济性。一般来说,我们对各类支撑轴颈的加工顺序是按照粗车——精车——精磨加工的生产流程进行操作的,对凸轮的加工顺序是按照粗磨——精磨加工的生产流程进行操作的,对斜齿轮的加工顺序是按照粗车——精车——精磨——滚齿加工的生产流程进行操作的。对各种零件表面的加工顺序是按照先粗后精、主要与次要交叉进行的生产流程进行操作的。从以上可以看出,不管是对什么配件的加工过程,都是按照先粗后精的加工顺序。 1.2.3凸轮形面的加工 在对凸轮轴进行加工制造的整个过程中,最麻烦的就是对其形面的加工。目前主要使用的两种加工方法,其一是磨削,其二是车削。 由于汽车发动机的凸轮轴在制造上要求毛坯达到极高的精度要求,并利用精铸将切削量控制在较低标准,因此可利用削磨相关加工工艺,以此来实现对加工形面的简化。利用削磨法来加工凸轮形面,然后将粗磨和精磨加工都完成在磨床上。一般来说,加工过程中经常使用的砂轮是立方氮化硼(CBN)砂轮,这种砂轮的使用寿命普遍高于其他种类的砂轮,它的优势是,砂轮的直径发生变化的同时所引起的凸轮形状的变化明显很小,这可以使得在加工过程中,凸轮形面的磨削精度得到非常大的提高。 2.凸轮轴凸轮的廓形要求 汽车发动机的凸轮轴的凸轮轮廓如图1所示,其主要结构包括进气段C(开启弧)、排气段E(关闭弧)、缓冲段B、缓冲段C、基圆A、顶弧D六个部分。 (1)从动件半径(mm):首先设定一个基本值,用来对整个轮廓进行初步的计算和测定。 (2)凸轮基圆直径(mm):然后再设定一个基本值,用来对凸轮尺寸进行初步的微调。 (3)角度升程值(mm/deg):因为从凸轮顶点旋转180度之后就是0度了,因此只需要输入有增量的两个角度之间(90~270)的任意一个增量数据就可以,每隔1度进行一个设定(机内密化系统)。 在对凸轮轴的整个加工制造过程的升程段中,由于我们需要得到的圆形滚珠以及廓形滚珠的切点D1,D2都不是处于滚珠与凸轮的连心线的位置上,同时磨床砂轮进行加工时又必须将这两个切点D1,D2点磨出来,再加上由于磨床砂轮的半径又比滚珠半径要大得多,所以在整个加工过程中,首先要做的就是将凸轮廓形的(D1,D2)坐标计算出来,然后进行换算成砂轮中心的坐标,最终在根据具体的坐标进行加工制造。
日产吨水泥熟料干法水泥厂设计
《新型干法水泥熟料 生产线工艺流程设计》课程设计任务书 安徽建筑大学材料与化学工程学院 二O一三年十二月
一、课程设计的目的和要求 课程设计的目的在于培养学生运用所学理论知识的能力,使学生更加系统而又熟练地掌握水泥厂工艺流程,同时锻炼和提高学生制图、查阅文献资料、编写说明书等技能,使学生具有一定的发现问题、分析问题、解决一般问题以及具有完成水泥厂工艺流程设计的能力,为下学期毕业设计及今后的工作打下基础。 要求学生掌握水泥厂配料计算、物料平衡计算及水泥厂工艺流程设计的原理、步骤和 方法;通过设计图纸和说明书能对所设计的内容进行阐述与论证。 通过设计,树立尊重科学和勇于实践的科学态度,鼓励采用新技术、新工艺、发扬创新精神,同时又应遵循工艺设计规范,实事求是,严谨塌实,使设计体现技术先进可靠、经济合理的原则。 设计说明书和图纸应做到设计准确、制图正确、字体端正、图面整洁,并能独立完成设计任务。 二、设计任务 日产2500吨新型干法水泥熟料生产线工艺流程设计 1.设计范围 从原燃料进厂、石灰石破碎起至熟料散装出厂为止的熟料生产线工艺流程设计。 2. 基本条件和数据 基本条件1: 1)采用窑外分解窑生产熟料; 2)物料参数见表1-1~1-3; 3)要求熟料三个率值:KH=0.89±0.01、SM=2.60±0.10、IM=1.60±0.10; 4)单位熟料热耗:3178kJ/kg; 5)生产损失:生料按1%计算,其它按3%计算。 表1-1 原燃料化学成分(%) 表1-2 进厂原燃料水分及粒度
表1-3 煤的工业分析 1、设计计算说明书应包括以下内容:设计的目的和意义;干法水泥生产技术综述、场址选择(可结合有关信息做一定假设)、配料计算、物料平衡计算(编制物料平衡表)、设计方案的选择、主机设备的选型计算(有关性能指标一览表)、。总平面布置图和全厂工艺流程图的说明、设计评述、参考资料。 2、画出有全厂的总平面布置图和工艺流程图(A0图纸1张,A1图纸1~2张)。 五、课程设计评分标准 六、参考资料 1.《水泥工艺学》,沈威编,武汉工业大学出版社,1991年 2.《新型干法水泥技术》,刘志江主编,中国建材工业出版社,2005年 3.《水泥厂工艺设计概论》,金容容主编,武汉理工大学出版社,2000年 4.《水泥厂工艺设计手册》,严生主编,中国建材工业出版社,2007年 5.《水泥生产工艺计算手册》,王君伟主编,中国建材工业出版社,2001年 6.《粉磨工艺与设备,王仲春主编,化学工业出版社,2005年