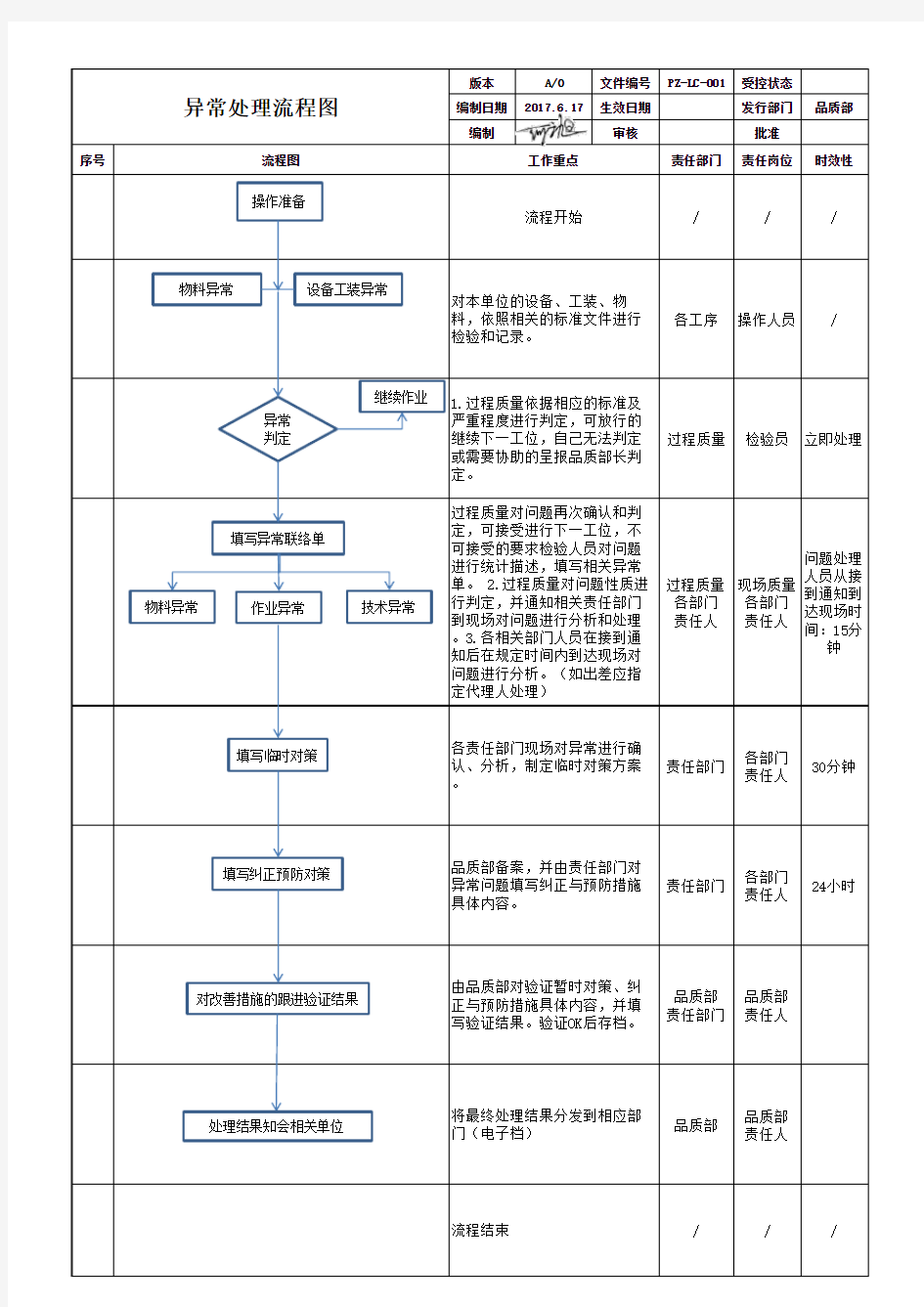
异常处理流程图

版本A/0
文件编号PZ-LC-001受控状态编制日期2017.6.17生效日期
发行部门品质部编制审核批准序号流程图责任部门责任岗位时效性
///
各工序操作人员/
过程质量检验员立即处理过程质量各部门责任人现场质量各部门责任人问题处理人员从接到通知到达现场时间:15分钟
责任部门各部门责任人30分钟
责任部门各部门责任人24小时
品质部责任部门品质部责任人
品质部品质部
责任人
///
品质部备案,并由责任部门对
异常问题填写纠正与预防措施
具体内容。由品质部对验证暂时对策、纠
正与预防措施具体内容,并填
写验证结果。验证OK后存档。将最终处理结果分发到相应部
门(电子档)流程结束异常处理流程图
工作重点流程开始对本单位的设备、工装、物
料,依照相关的标准文件进行
检验和记录。1.过程质量依据相应的标准及严重程度进行判定,可放行的继续下一工位,自己无法判定
或需要协助的呈报品质部长判
定。
过程质量对问题再次确认和判
定,可接受进行下一工位,不
可接受的要求检验人员对问题
进行统计描述,填写相关异常
单。 2.过程质量对问题性质进
行判定,并通知相关责任部门
到现场对问题进行分析和处理
。3.各相关部门人员在接到通
知后在规定时间内到达现场对
问题进行分析。(如出差应指
定代理人处理)各责任部门现场对异常进行确
认、分析,制定临时对策方案
。设备工装异常操作准备
异常
判定继续作业
填写异常联络单对改善措施的跟进验证结果作业异常填写纠正预防对策处理结果知会相关单位物料异常物料异常技术异常填写临时对策
相关主题