汽车用铝及铝合金搅拌摩擦焊技术条件
汽车用铝及铝合金搅拌摩擦焊技术条件
1 范围
本标准规定了汽车用铝及铝合金搅拌摩擦焊接的一般要求、焊前准备、焊接工艺、焊后检验和试验以及安全要求等。
本标准适用于汽车常用牌号和状态的铝及铝合金的搅拌摩擦焊接。其他系列铝合金搅拌摩擦焊接也可参照本标准。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1173 铸造铝合金
GB/T 2651 焊接接头拉伸试验方法
GB/T 2653 焊接接头弯曲试验方法
GB/T 2654 焊接接头硬度试验方法
GB/T 3190 变形铝及铝合金化学成分
GB/T 3246.2 变形铝及铝合金制品组织检验方法第2部分:低倍组织检验方法
GB/T 3323 金属熔化焊焊接接头射线照相
GB/T 3375 焊接术语
GB/T 3880 一般工业用铝及铝合金板、带材
GB/T 6892 一般工业用铝及铝合金挤压型材
GB/T 11345 焊缝无损检测超声检测技术、检测等级和评定
GB/T 18851.1 无损检测渗透检测第1部分:总则
GB/T 27551 金属材料焊缝破坏性试验断裂试验3 术语和定义
GB/T 27552 金属材料焊缝破坏性试验焊接接头显微硬度试验
GB/T 32259 焊缝无损检测熔焊接头目视检测
GB/T 34630 搅拌摩擦焊铝及铝合金
3 术语和定义
GB/T 34630 搅拌摩擦焊铝及铝合金界定的术语和定义适用于本标准。
3.1 搅拌摩擦焊friction stir welding,FSW
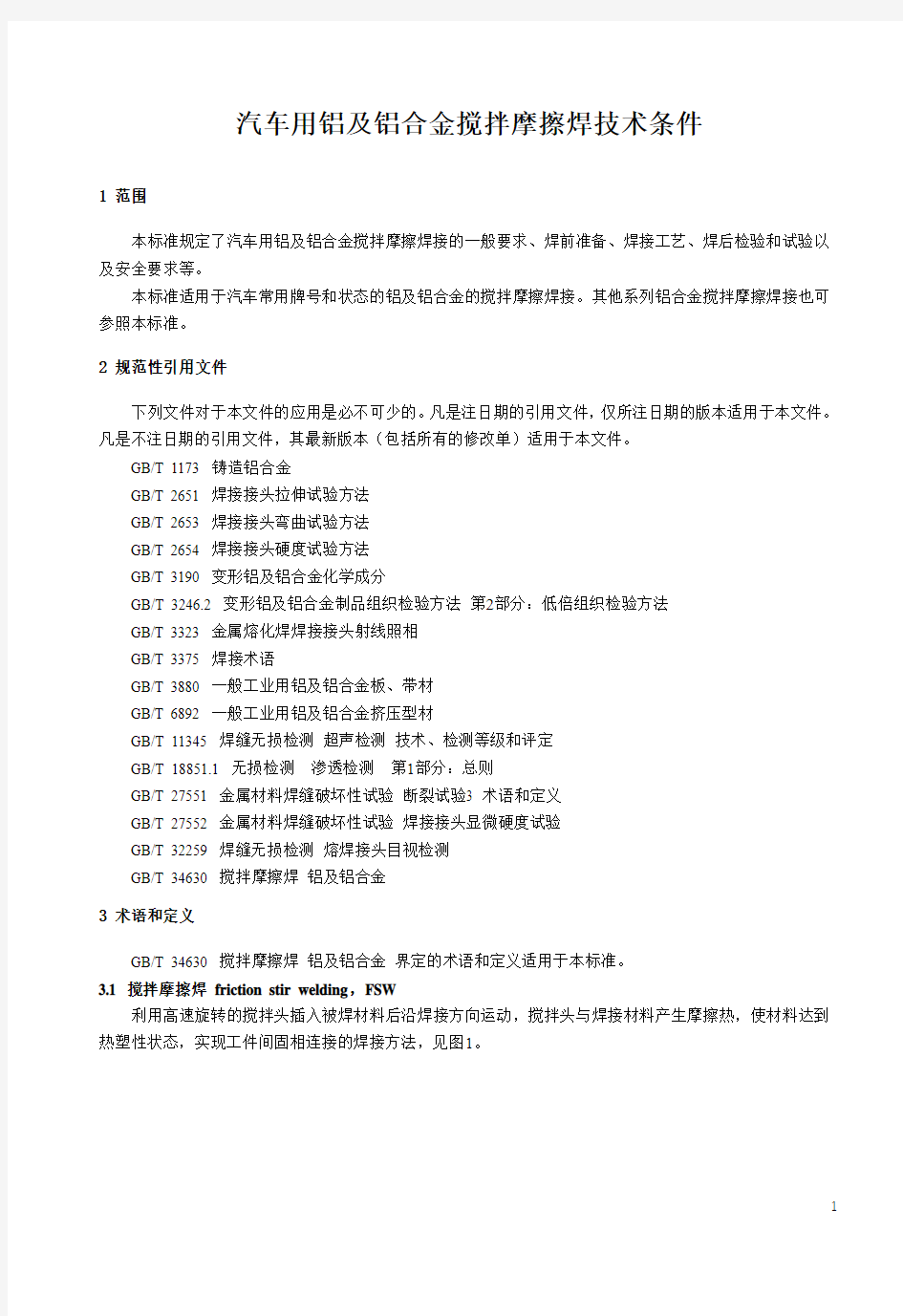
利用高速旋转的搅拌头插入被焊材料后沿焊接方向运动,搅拌头与焊接材料产生摩擦热,使材料达到热塑性状态,实现工件间固相连接的焊接方法,见图1。
说明:1——母材;2——搅拌头;3——轴肩;4——搅拌针;5——焊缝表面;6——后退侧;7——前进侧;8——匙孔。
a——搅拌头旋转方向(顺时针/逆时针方向);b——搅拌头下压;c——轴向压力;d——焊接方向;e——搅拌头上提。
图1 搅拌摩擦焊原理示意图
3.2 搅拌头tool
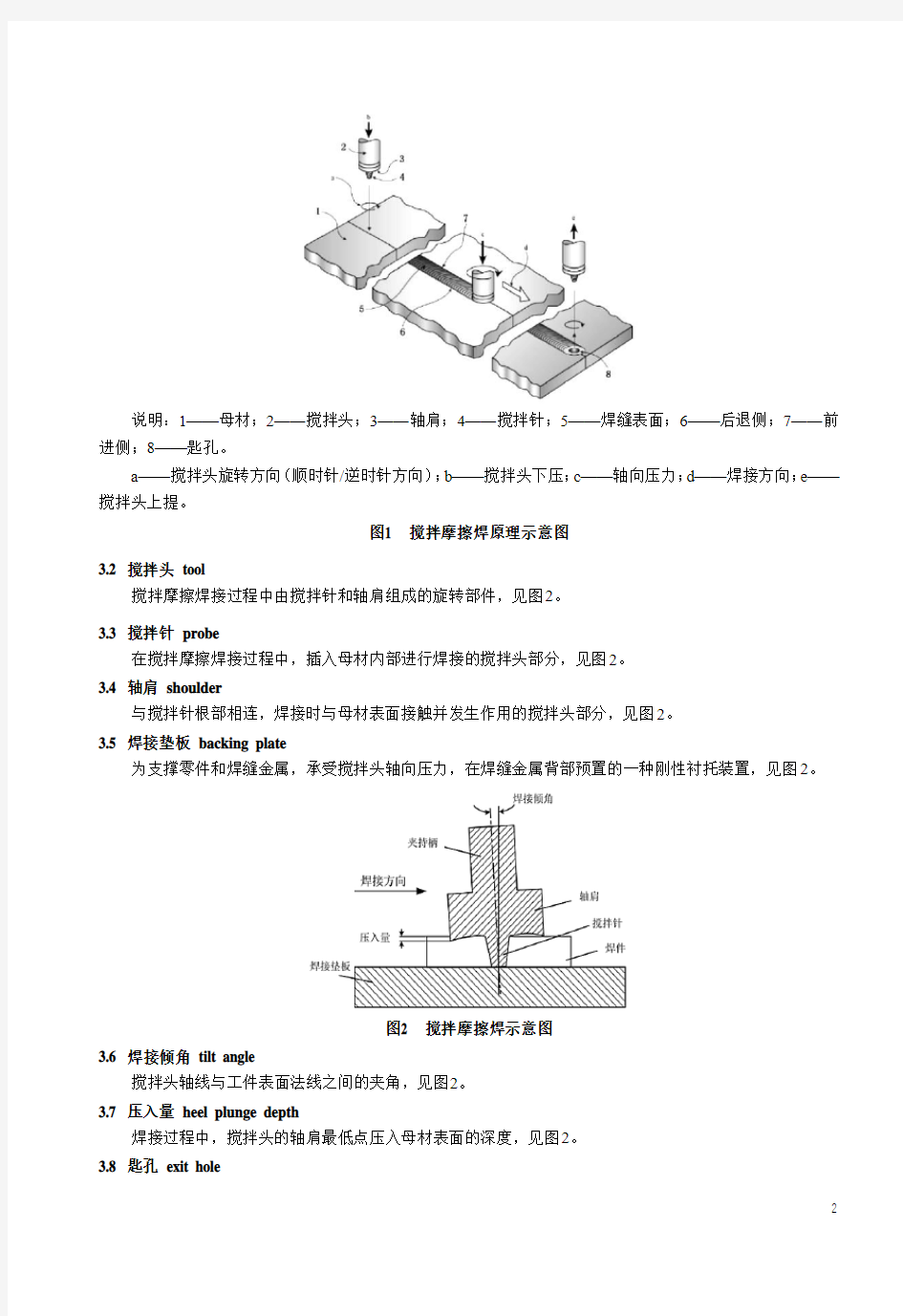
搅拌摩擦焊接过程中由搅拌针和轴肩组成的旋转部件,见图2。
3.3 搅拌针probe
在搅拌摩擦焊接过程中,插入母材内部进行焊接的搅拌头部分,见图2。
3.4 轴肩shoulder
与搅拌针根部相连,焊接时与母材表面接触并发生作用的搅拌头部分,见图2。
3.5 焊接垫板backing plate
为支撑零件和焊缝金属,承受搅拌头轴向压力,在焊缝金属背部预置的一种刚性衬托装置,见图2。
图2 搅拌摩擦焊示意图
3.6 焊接倾角tilt angle
搅拌头轴线与工件表面法线之间的夹角,见图2。
3.7 压入量heel plunge depth
焊接过程中,搅拌头的轴肩最低点压入母材表面的深度,见图2。
3.8 匙孔exit hole
搅拌头上提之后,留在焊缝末端的孔,见图1。
3.9 前进侧advancing side
搅拌头旋转线速度方向和焊接方向一致的焊缝侧,见图1。
3.10 后退侧retreating side
搅拌头旋转线速度方向与焊接方向相反的焊缝侧,见图1。
3.11 搅拌头旋转速度welding speed
单位时间内搅拌头的旋转次数,单位:转每分钟(rpm)。
3.12 焊接速度welding speed
单位时间内完成的焊缝长度,单位:毫米每分钟(mm/min)。
3.13 热影响区heat affected zone
搅拌摩擦焊接头中只受到焊接热循环的作用而发生金相组织和力学性能变化的区域。
3.14 热-机械影响区thermo-mechanically affected zone
搅拌摩擦焊接头中受到焊接热和机械变形的联合作用而发生塑性变形的区域。
3.15 焊核区weld nugget/stir zone
搅拌摩擦焊接头中受搅拌针的旋转、摩擦、搅拌、挤压而形成的再结晶区。
3.16 飞边toe flash
焊接过程中,在搅拌头轴肩压力的作用下,与轴肩接触的焊件表层金属发生塑性流变,沿轴肩边缘挤出,在焊缝边缘形成的毛刺。
3.17 引入板、引出板import/export plate
为了确保零件上的全尺寸焊缝,不在焊件上留下焊缝起始段、末尾段和尾孔,允许在搅拌头进出零件的两端设置与零件同材料、等厚度的工艺板称为引入板和引出板。焊接从引入板上开始,在引出板上终止,焊后加工掉。
3.18 未焊透缺陷incomplete penetration defect
搅拌摩擦焊接后,焊缝根部未完全焊合的部分,见图3.
图3 未焊透缺陷示意图
3.19 弱连接kissing bonding
在焊缝根部塑性变形区域产生的被连接材料间紧密接触但未形成有效的塑性挤压、扩散和连接,使结合面呈疏松状或贴合状的焊接缺陷,见图4。
图4 弱连接缺陷示意图
3.20 隧道型缺陷channel defect
沿焊接方向塑性金属流动未填满焊缝所形成的类似隧道的孔洞,见图5。
图5 隧道型缺陷示意图
3.21 表面沟槽surface furrow
焊缝表面出现的类似沟槽的缺陷,见图6。
图6 表面沟槽示意图
4 一般要求
4.1 人员
从事汽车用铝及铝合金搅拌摩擦焊接的操作人员必须经过相应的搅拌摩擦焊专业培训和考核,并通过相应考核、鉴定和认证,取得上岗证书后方能上岗操作。
4.2 焊接设备
4.2.1 焊接设备及其附件应完好,并在有效期内。
4.2.2 用于产品生产的设备应为搅拌摩擦焊专用设备。搅拌摩擦焊机应具有可靠的控制系统,能满足焊接参数的调整需要,能在选定的参数下温度的工作,并在鉴定期内保持合格状态。
4.2.3 属于下列情况的搅拌摩擦焊设备,投入生产前,应对焊机进行工艺性鉴定,鉴定合格后,挂“合格证”标签,方可投入生产使用。
a)新焊机安装后;
b)焊机移地安装后;
c)焊机大修后;
d)影响焊接参数的元器件更换后。
4.2 环境
搅拌摩擦焊接场所应保持洁净和通风良好,无腐蚀性气体介质,环境温度5℃~35℃,相对湿度不大于85%。
4.3 母材
汽车用铝及铝合金应符合GB/T 3190,GB/T 1173,GB/T 3880,GB/T 6892或其他相关标准的规定。材料表面不应存在裂纹、夹杂缺陷,其他表面质量满足设计方提供的技术文件或技术协议的要求。
5 焊前准备
5.1 接头型式
汽车用铝及铝合金的搅拌摩擦焊接头可采用对接、搭接、角接、T型接头等型式,见表1。
表1 焊接接头的形式
5.2 接头选择
汽车用铝及铝合金进行焊接时,应根据结构特点、受力情况,采用不同的接头型式,焊缝位置的设计应避免应力集中。
5.3 加工要求
5.3.1 汽车用铝及铝合金对接接头焊接断面不应有裂纹、夹杂等缺陷。边缘应去毛刺,保持棱角,端面机械加工面表面粗糙度R a值应不大于
6.3 μm。
5.3.2 汽车用铝及铝合金搭接接头的搭接面为轧制状态或机械加工状态,机械加工面的表面粗糙度R a值应不
大于6.3 μm。
5.3.3 接头对接面或搭接面加工齐平,材料表面需去除氧化皮和包铝层,具体技术要求见表2。
表2 接头表面加工要求
5.3.4 对接接头厚度差焊件厚度δ≤10mm时,Ⅰ级焊缝表面允许焊件厚度差为0.02δ;Ⅱ、Ⅲ级焊缝允许厚度差
为0.03δ;焊件厚度>10mm,允许厚度差≤0.4mm。
6 焊接工艺
6.1 焊前清理
焊前按照焊接工艺规程进行焊接部位清理,去除母材表面的氧化物、保护涂层、胶粘剂、油污、油脂、污垢,以及其他对焊缝质量有害的污染物。
6.2 搅拌头选择原则
6.2.1 焊接前,搅拌头应确保清洁,没有对焊缝有不良影响的污染物(例如:油污、油脂和污垢)存在。
6.2.2 焊接前,应按要求定期对搅拌头形状及其磨损程度进行检验,确保其符合相关设计、工艺文件和规范的要求。
6.2.3 根据焊件的材料和厚度选择搅拌头,对接焊时搅拌针的长度一般小于焊件厚度0.1~0.2 mm,搭接焊时搅拌针的长度根据实际焊接工艺要求设定。
6.3 焊件安装
6.3.1 焊前接缝贴紧、对齐和压平,厚度δ≤10mm的板材局部间隙不得超过0.1δ;厚度δ>10mm间隙不超过1mm。底部进行刚性支撑,焊件两侧通过工装夹具施加压紧力和侧向顶紧力。
6.3.2 在焊件安装过程中,在进行同种或性能相似材料焊接时,采用对中方式焊接并检查搅拌针对中接缝情况,并调整对中偏差,厚度δ≤10mm的板材,对中偏差≤0.5mm/全长;厚度δ>10mm时,对中偏差>0.8mm/全长;在进行异种材料或性能相差较大的材料焊接时,可以采用非对中方式焊接,具体偏置方式根据实际情
况制定。
6.4 工艺参数的选择和制定
6.4.1 焊接的基本工艺参数包括:搅拌头型号和材质、搅拌头旋转速度、焊接速度、压入量、焊接倾角、横向偏移量、起驻时间和停驻时间等。每次试制或批量生产焊接前,准备与被焊材铝合金牌号、热处理状态
和厚度相同的试片或模拟件,进行焊接工艺参数的制定。
6.4.2 发生下列任一情况时,应按6.4.1重新确定焊接工艺参数:
a)材料牌号、厚度等发生变化;
b)焊接设备更换、大修或停止使用一年以上等;
c)更换工装或改变产品结构;
d)由于焊接工艺参数的原因出现不合格产品。
6.5 焊接
焊接正式零件前,按确定的工艺参数焊接试件,检查焊接质量,验证焊接工艺参数并作好记录。按验证过的工艺参数焊接正式零件。
7 焊后检验和试验
7.1 表面质量
7.1.1 焊缝表面质量应100%进行目视检测,焊缝表面不允许有渣皮、表面沟槽及背面穿透缺陷,目视检测按GB/T 32259进行检测。未焊透及焊接塌陷尺寸应符合表2规定。
7.1.2 Ⅰ级焊缝表面不允许有飞边,Ⅱ、Ⅲ级焊缝允许有飞边。在不损伤零件厚度的情况下,允许用砂布、砂轮打磨、抛光,使接头表面圆滑过渡。
7.2 内部质量
7.2.1 焊缝内部不允许有裂纹,焊缝内部允许的隧道型缺陷应符合表3的规定。
表3 焊缝内部缺陷单位为毫米
焊后零件可以采用无损检测或低倍金相检验等方法进行内部质量检测,检测方式可根据具体情况进行选择。
7.2.2 渗透检测按GB/T 18851.1和GB/T 26953进行检测。
7.2.3 X射线检测按GB/T 3323进行检测。
7.2.4 超声检测按GB/T 11345进行检测。
7.2.5 接头的低倍金相检验按GB/T 3246.2进行检测。
7.3 力学性能
力学性能检验应符合产品图样或技术文件的要求。
7.3.1 拉伸试验和拉伸试样制备按GB/T 2651进行检测。
7.3.2 弯曲试验和弯曲试样制备按GB/T 2653进行检测。
7.3.3 硬度试验根据需要按照GB/T 2654或GB/T 27552进行检测。
7.3.4 断裂试验按照GB/T 27551进行检测。
7.4 焊后处理
7.4.1 超出工艺要求的飞边、起皮等缺陷,允许用机械方法进行修整,去除部位应圆滑过渡。
7.4.2 焊接缺陷的修补应在热处理和精加工前。焊接缺陷允许用搅拌摩擦焊重焊的方法进行修补,对于Ⅰ、
Ⅱ级焊缝,焊后应重新进行无损检查。
7.4.3 根据零件接头力学性能要求,可按图样或要求进行焊后热处理。
8 安全要求
8.1 操作人员应在安全区域内,戴好安全帽并戴防护眼镜和隔音耳塞。
8.2 操作人员在焊接过程中戴防尘口罩和手套。
8.3 装卸搅拌头和零件时防止烫伤。
8.4 焊接过程中禁止接触搅拌头和焊缝。
几种铝合金焊接先进工艺
铝合金焊接的几种先进工艺:搅拌摩擦焊、激光焊、激光- 电弧复合焊、电子束焊。针对于焊接性不好和曾认为不可焊接的合金提出了有效的解决方法,几种工 艺均具有优越性,并可对厚板铝合金进行焊接。 关键词: 铝合金搅拌摩擦焊激光焊激光- 电弧复合焊电子束焊 1 铝合金焊接的特点 铝合金由于重量轻、比强度高、耐腐蚀性能好、无磁性、成形性好及低温性能好等特点而被广泛地应用于各种焊接结构产品中,采用铝合金代替钢板材料焊接,结构重量可减轻50 %以上。 铝合金焊接有几大难点: ①铝合金焊接接头软化严重,强度系数低,这也是阻碍铝合金应用的最大障碍; ②铝合金表面易产生难熔的氧化膜(Al2O3 其熔点为2060 ℃) ,这就需要采用 大功率密度的焊接工艺; ③铝合金焊接容易产生气孔; ④铝合金焊接易产生热裂纹; ⑤线膨胀系数大,易产生焊接变形; ⑥铝合金热导率大(约为钢的4 倍) ,相同焊接速度下,热输入要比焊接钢材大 2~4 倍。 因此,铝合金的焊接要求采用能量密度大、焊接热输入小、焊接速度高的高效 焊接方法。 2 铝合金的先进焊接工艺 针对铝合金焊接的难点,近些年来提出了几种新工艺,在交通、航天、航空等行业得到了一定应用,几种新工艺可以很好地解决铝合金焊接的难点,焊后接头性能良好,并可以对以前焊接性不好或不可焊的铝合金进行焊接。 2. 1 铝合金的搅拌摩擦焊接 搅拌摩擦焊FSW( Friction Stir Welding) 是由英国焊接研究所TWI ( The Welding Institute) 1991 年提出的新的固态塑性连接工艺[1~2 ] 。图1为搅拌 摩擦焊接示意图[3 ] 。其工作原理是用一种特殊形式的搅拌头插入工件待焊部位,通过搅拌头高速旋转与工件间的搅拌摩擦,摩擦产生热使该部位金属处于热塑性 状态,并在搅拌头的压力作用下从其前端向后部塑性流动,从而使焊件压焊在一起。图2 为搅拌摩擦焊接过程[4 ] 。由于搅拌摩擦焊过程中不存在金属的熔化,是一种固态连接过程,故焊接时不存在熔焊的各种缺陷,可以焊接用熔焊方法难以焊接的有色金属材料,如铝及高强铝合金、铜合金、钛合金以及异种材料、复合材料 焊接等。目前搅拌摩擦焊在铝合金的焊接方面研究应用较多。已经成功地进行了搅拌摩擦焊接的铝合金包括2000 系列(Al- Cu) 、5000 系列(Al - Mg) 、6000 系列(Al - Mg - Si) 、7000 系列(Al - Zn) 、8000 系列(Al - Li) 等。国外已经.进入工业化生产阶段,在挪威已经应用此技术焊接快艇上长为20 m 的结构件,美国洛克希德·马丁航空航天公司用该项技术焊接了铝合金储存液氧的低温容器火箭结 构件。 铝合金搅拌摩擦焊焊缝是经过塑性变形和动态再结晶而形成,焊缝区晶粒细化,无熔焊的树枝晶,组织细密,热影响区较熔化焊时窄,无合金元素烧损、裂纹和气孔等缺陷,综合性能良好。与传统熔焊方法相比,它无飞溅、烟尘,不需要添加焊丝和保护气体,接头性能良好。由于是固相焊接工艺,加热温度低,焊接热影响区显微组织变化小,如亚稳定相基本保持不变,这对于热处理强化铝合金及沉淀强化铝合金非常有利。焊后的残余应力和变形非常小,对于薄板铝合金焊后基本不变形。与
2019年汽车铝合金零部件行业分析报告
2019年汽车铝合金零部件行业分析报告 2019年7月
目录 一、行业监管体制及主要政策法规 (5) 1、行业监管体制 (5) 2、行业主要法律法规与政策 (5) 二、行业发展概况 (7) 1、行业概述 (7) (1)汽车产业发展概述 (7) (2)汽车零部件在汽车产业中的地位 (8) (3)汽车零部件概况 (9) 2、行业发展概况 (10) (1)全球汽车零部件行业发展状况 (10) (2)我国汽车零部件行业发展状况 (10) 3、行业特点 (12) (1)生产和研发向新兴市场转移 (12) (2)行业规模不断扩大、产业集群逐步形成 (13) (3)整车企业与零部件企业关系向市场化方向发展 (13) (4)精密制造特征明显 (14) (5)零部件向高端制造业升级 (14) (6)下游客户具有较高的稳定性 (15) 三、行业竞争格局 (15) 1、全球汽车零部件行业竞争格局 (15) 2、我国汽车零部件行业竞争格局 (17) 四、行业市场供求情况及市场容量 (17) 1、行业市场供求情况 (17) (1)预计未来十年我国汽车行业仍有较大的增长潜力 (18)
(2)汽车轻量化趋势提升单车用铝量,带来增量需求 (19) 2、行业市场容量 (21) 五、行业利润水平的变动趋势及变动原因 (22) 六、行业主要壁垒 (23) 1、资质壁垒 (23) 2、技术壁垒 (24) 3、资金壁垒 (24) 4、人才壁垒 (25) 七、影响行业发展的因素 (25) 1、有利因素 (25) (1)产业政策的支持 (25) (2)我国汽车市场还存在较大的增长潜力 (25) (3)高端零部件国产化趋势有利于本土汽车零部件制造企业的发展 (26) (4)汽车轻量化的发展趋势有望推动汽车铝铸件制造企业的发展 (26) 2、不利因素 (27) (1)资金来源渠道有限,制约后续发展能力 (27) (2)缺乏规模优势 (27) 八、行业技术水平、经营模式及季节性、周期性、区域性特征 (27) 1、行业技术水平 (27) 2、行业经营模式 (28) 3、行业周期性、季节性和区域性特征 (28) (1)周期性特征 (28) (2)区域性特征 (28) (3)季节性特征 (29)
铝合金对车体轻量化的意义
铝合金对车体轻量化的意义 铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。尤其是在油罐车和集装箱制造行业,随着工业经济的飞速发展,对铝合金焊接结构件的需求日益增多。国外百分之八十的集装箱油罐车用材都是采用了铝合金,因为它的优点显而易见。其中最重要的一点就是,采用铝合金的车体轻量化,更经济实用。针对这个优点我们做了以下分析研究。 一、车体轻量化的意义 所谓汽车轻量化,就是采用科学方法和手段对汽车产品进行优化设计,在确保汽车综合性能指标的前提下,通过使用新型材料,尽可能降低汽车产品自身重量,达到减重、降耗、环保、安全的综合目标。研究表明,汽车所用燃料约60%消耗于汽车自重,汽车的质量每减轻100 kg,每公里的燃油消耗将减少0.4 L~0.8 L,CO2排放量也将减少。燃油效率提高,意味着降低汽车的耗油量和排污量,改善人类生存环境。同时汽车轻量化也提高了车辆性能,在同样的输出功率下,较轻的车对于发动机来说就是较轻的负载,汽车的操控稳定性也有所提高。所以减少汽车车体重量对降低发动机的功耗和减少汽车总重量具有双重的效应。 国家标准对汽车的设计进行了严格的规定,特别是轴荷和总质量的限制。对于油罐车而言,罐体自重占整车重量比例较大,减轻罐体
的重量已成为企业关注的焦点。 二、车体轻量化的途径 由于铝的比重约为钢的1/3,铝合金被公认是汽车轻量化的理想材料。近年来,在欧美发达国家,使用铝合金制作的液罐车已非常普遍。而在我国通常使用钢板制作罐体。由于钢罐体自重很大,无形中加大了燃油的消耗,使得运输成本大大提高。 铝是最早用于汽车制造的轻质金属材料,也是结构材料中最为经济实用、 最具竞争力的汽车用轻金属材料。从生产成本、零件质量、材料利用率等方面,铝合金具有多种优势,如密度较小,用其替代传统钢铁,可减小整车重量的30%~40%。回收率高,仅次于钢铁,目前可达87%,符合环保要求。它还具有优良的抗腐蚀性、压力加工和铸造加工性,也为专用汽车生产企业所认可。 纯铝的密度小(ρ=2.7g/cm3),大约是铁的1/3,熔点低(660℃),铝是面心立方结构,故具有很高的塑性(δ:32~40%,ψ:70~90%),易于加工,可制成各种型材、板材。抗腐蚀性能好;但是纯铝的强度很低,退火状态σb 值约为8kgf/mm2,故不宜作结构材料。通过长期的生产实践和科学实验,人们逐渐以加入合金元素及运用热处理等方法来强化铝,这就得到了一系列的铝合金。 三、铝合金在轻量化方面的优点 它的材料特性是轻、容易加工、以及在可耐强度方面不象碳素纤维有一个最大受力范围。这是什么意思呢?也就是说,碳素纤维因为有纤
轻量化铝合金汽车零件项目可行性报告
轻量化铝合金汽车零件项目 可行性报告 xxx有限公司
轻量化铝合金汽车零件项目可行性报告 我国新能源汽车销量快速增长。当前我国的新能源汽车发展主要由政 策扶持,得到了飞速的发展。2016年,我国新能源汽车销量为50.7万辆,同比增长53%。截止2017年11月,新能源汽车11月当月销量11.9万辆,同比增长106.7%。 该轻量化铝合金汽车零件项目计划总投资8022.34万元,其中:固定 资产投资6237.67万元,占项目总投资的77.75%;流动资金1784.67万元,占项目总投资的22.25%。 达产年营业收入13447.00万元,总成本费用10483.16万元,税金及 附加133.21万元,利润总额2963.84万元,利税总额3505.86万元,税后 净利润2222.88万元,达产年纳税总额1282.98万元;达产年投资利润率36.94%,投资利税率43.70%,投资回报率27.71%,全部投资回收期5.11年,提供就业职位255个。 报告依据国家产业发展政策和有关部门的行业发展规划以及项目承办 单位的实际情况,按照项目的建设要求,对项目的实施在技术、经济、社 会和环境保护、安全生产等领域的科学性、合理性和可行性进行研究论证;本报告通过对项目进行技术化和经济化比较和分析,阐述投资项目的市场 必要性、技术可行性与经济合理性。
...... 铝合金是工业中应用最广泛的一类有色金属结构材料,其物理性质表现为密度低、强度高、塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用。
轻量化铝合金汽车零件项目可行性报告目录 第一章申报单位及项目概况 一、项目申报单位概况 二、项目概况 第二章发展规划、产业政策和行业准入分析 一、发展规划分析 二、产业政策分析 三、行业准入分析 第三章资源开发及综合利用分析 一、资源开发方案。 二、资源利用方案 三、资源节约措施 第四章节能方案分析 一、用能标准和节能规范。 二、能耗状况和能耗指标分析 三、节能措施和节能效果分析 第五章建设用地、征地拆迁及移民安置分析 一、项目选址及用地方案
铝合金材料在汽车轻量化中的应用分析
铝合金材料在汽车轻量化中的应用分析 2008-04-10 中国汽车工业信息网 1铝合金的特点 (1)铝作为轻量化金属的优势 铝的力学性能好,其密度只有钢铁的1/3;具有良好的导热性,仅次于铜;机械加工性能比铁高4.5倍,且其表面自然形成的氧化膜具有良好的耐蚀性;铝的铸造工艺性能也比较好,可以获得薄壁复杂铸件。随着铝合金技术的发展,铝中添加镁、铬、硅等合金元素可获得高强度铝合金材料。车用普通钢材的强度约为240MPa左右.高强度钢为500-700MPa,而 车用铝合金的强度现在可以达到500MPa以上,因此铝合金的比强度(强度/密度)更高,在等强度设计条件下,铝合金轻得多,可使发动机气缸体和气缸盖减重30%-40%,全铝车身比钢车身轻40%以上,铝合金车轮减重达50%左右。 而且,铝合金带来的轻量化又允许制动器、悬架等零部件减重,即二次轻量化,后者轻量化效果大概是前者的50%。美国的一项研究报告表明,整备质量为1483.6kg的轿车采用 铝材料,在保持全部性能的前提下,车身质量减重125kg,其次是发动机零部件质量减重54kg,其他总成和零部件减重效果也很明显,如悬架系统减重29kg,传动系减重14.5kg.车轮减重11.8kg.制动系减重10.9kg,燃料系统减重9kg,转向机构减重5kg.排气机构减重4kg等,总计减重超过260kg,达到17.5%。 (2)铝吸收冲击的能力是钢的2倍。有人称使用强度比钢铁差的轻质材料一定会损害车辆安全性.这是不真实的。铝材受碰撞后变形模式为前部大收缩而后部几乎不变形,见图1。由于铝材的吸能性好,在碰撞安全性方面有明显的优势,汽车前部的变形区在碰撞时会产生皱褶,可吸收大量的冲击力,从而保护了后面的驾驶员和乘客。而且,由于车身质量减轻,可以更快捷地转向或制动,能更好地避免发生事故。即使发生碰撞,碰撞时的动能也会减小,可相应地降低冲击力。
轻量化铝合金汽车零件生产制造项目实施方案
轻量化铝合金汽车零件生产制造项目 实施方案 规划设计/投资分析/实施方案
轻量化铝合金汽车零件生产制造项目实施方案 铝合金是工业中应用最广泛的一类有色金属结构材料,其物理性质表现为密度低、强度高、塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用。 该轻量化铝合金汽车零件项目计划总投资8005.66万元,其中:固定资产投资7059.11万元,占项目总投资的88.18%;流动资金946.55万元,占项目总投资的11.82%。 达产年营业收入8049.00万元,总成本费用6368.28万元,税金及附加132.54万元,利润总额1680.72万元,利税总额2045.08万元,税后净利润1260.54万元,达产年纳税总额784.54万元;达产年投资利润率20.99%,投资利税率25.55%,投资回报率15.75%,全部投资回收期7.85年,提供就业职位120个。 项目报告所承载的文本、数据、资料及相关图片等,均出自于为潜在投资者或审批部门披露可信的项目建设信息之目的,报告客观公正地展现建设项目的现状市场及发展趋势,不含任何明示性或暗示性的条件,也不构成决策时的主导和倾向性意见。经项目承办单位法定代表人审查并提供给报告编制人员的项目基本情况、初步设计规划及基础数据等技术资料和财务资料,不存在任何虚假记载、误导性陈述,公司法定代表人已经郑重
承诺:对其内容的真实性、准确性、完整性和合法性负责,并愿意承担由 此引致的全部法律责任。 ...... 调研数据显示,2017年款普通品牌车型中,铝合金零部件在转向节、 羊角中的渗透率为21%,控制臂为3%,副车架和制动钳壳体上还没有应用。由此可见,当前铝合金在普通乘用车品牌中的渗透率还在绝对低位(增长 空间广阔)!
铝合金的搅拌摩擦焊
毕业设计说明书题目:铝合金的搅拌摩擦焊 姓名: 学号: 指导老师:
摘要 铝及铝合金是工业中应用最广泛的一类有色金属结构材料,铝合金具有良好的耐蚀性、较高的比强度和导热性以及在低温下能保持良好力学性能等特点,在航空航天、汽车、电工、化工、交通运输、国防等工业部门被广泛地应用。随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应用领域,因此铝合金的焊接技术正成为研究的热点之一。 英国焊接研究所(The Welding Institute)发明的搅拌摩擦焊为轻金属材料的连接提供了新的方法和途径。自从搅拌摩擦焊摩擦焊发明以来搅拌摩擦焊技术得到广泛的关注和深入的研究。特别是针对铝合金材料,世界范围的研究机构学校以及大公司都对此进行了深入细致的研究和工程应用开发并且在诸多工业制领域得到了成功应用。 本文详细介绍了搅拌摩擦焊原理特点并且针对铝合金的搅拌摩擦焊特点性能以及工业应用作了详细的阐述同时对搅拌摩擦焊在中国市场的发展和应用作了简略介绍和预测。 关键词:铝及铝合金搅拌摩擦焊焊接方法焊接特点
Abstract Aluminum and aluminum alloy is a kind of nonferrous metal structure material widely used in industry, aluminum alloy has high corrosion resistance, good strength and thermal conductivity as well as in the low temperature can keep good mechanical properties and other characteristics, in the aerospace, automotive, electrical, chemical, transportation, national defense and other industrial sectors are widely used. In recent years with the rapid development of science and technology and industrial economy, structure of the growing demand for aluminum alloy welding, so the aluminum alloy welding research also further. Aluminum alloy is widely used to promote the development of welding technology of aluminum alloy, the welding technology development and expanding the application field of aluminum alloy, so the aluminum alloy welding technology is becoming one of the hot research topics. British Welding Research Institute (The Welding Institute) the invention of the friction stir welding for light metal materials is connected and provided a new approach to. Since the invention of the friction stir welding friction welding, friction stir widely attention and deeply research get welding technology. Especially for aluminum alloy material, worldwide research schools and large companies have conducted in-depth study and engineering application and has been successfully applied in many industrial fields. This paper introduces the principle and the characteristics of friction welding and stirring in aluminum alloy friction stir welding properties and industrial applications are described in detail the development and application of friction stir welding in the Chinese market are briefly introduced and predicted. Keywords: Aluminium and aluminium alloy Friction stir welding Welding process Welding characteristics
轻量化铝合金汽车零件生产加工项目规划建设方案
轻量化铝合金汽车零件生产加工项目 规划建设方案 规划设计/投资分析/实施方案
轻量化铝合金汽车零件生产加工项目规划建设方案 调研数据显示,2017年款普通品牌车型中,铝合金零部件在转向节、 羊角中的渗透率为21%,控制臂为3%,副车架和制动钳壳体上还没有应用。由此可见,当前铝合金在普通乘用车品牌中的渗透率还在绝对低位(增长 空间广阔)! 该轻量化铝合金汽车零件项目计划总投资10617.59万元,其中:固定 资产投资8536.32万元,占项目总投资的80.40%;流动资金2081.27万元,占项目总投资的19.60%。 达产年营业收入15992.00万元,总成本费用12134.78万元,税金及 附加188.71万元,利润总额3857.22万元,利税总额4577.96万元,税后 净利润2892.91万元,达产年纳税总额1685.04万元;达产年投资利润率36.33%,投资利税率43.12%,投资回报率27.25%,全部投资回收期5.17年,提供就业职位239个。 坚持“实事求是”原则。项目承办单位的管理决策层要以求实、科学 的态度,严格按国家《建设项目经济评价方法与参数》(第三版)的要求,在全面完成调查研究基础上,进行细致的论证和比较,做到技术先进、可靠、经济合理,为投资决策提供可靠的依据,同时,以客观公正立场、科 学严谨的态度对项目的经济效益做出科学的评价。
...... 汽车轻量化这一概念最先起源于赛车运动,它的优势其实不难理解,重量轻了,可以带来更好的操控性,发动机输出的动力能够产生更高的加速度。由于车辆轻,起步时加速性能更好,刹车时的制动距离更短。
轻量化铝合金汽车零件项目投资分析报告
轻量化铝合金汽车零件项目投资分析报告 规划设计/投资方案/产业运营
报告说明— 铝合金是工业中应用最广泛的一类有色金属结构材料,其物理性质表 现为密度低、强度高、塑性好,可加工成各种型材,具有优良的导电性、 导热性和抗蚀性,工业上广泛使用。 该轻量化铝合金汽车零件项目计划总投资20253.24万元,其中:固定 资产投资14304.95万元,占项目总投资的70.63%;流动资金5948.29万元,占项目总投资的29.37%。 达产年营业收入47297.00万元,总成本费用36820.44万元,税金及 附加398.56万元,利润总额10476.56万元,利税总额12320.16万元,税 后净利润7857.42万元,达产年纳税总额4462.74万元;达产年投资利润 率51.73%,投资利税率60.83%,投资回报率38.80%,全部投资回收期 4.08年,提供就业职位938个。 我国新能源汽车销量快速增长。当前我国的新能源汽车发展主要由政 策扶持,得到了飞速的发展。2016年,我国新能源汽车销量为50.7万辆,同比增长53%。截止2017年11月,新能源汽车11月当月销量11.9万辆,同比增长106.7%。
目录 第一章总论 第二章项目承办单位 第三章背景及必要性 第四章市场调研分析 第五章投资建设方案 第六章项目选址分析 第七章建设方案设计 第八章项目工艺说明 第九章环境影响概况 第十章项目安全管理 第十一章风险性分析 第十二章节能分析 第十三章项目实施计划 第十四章项目投资分析 第十五章项目经济评价分析第十六章项目综合评价 第十七章项目招投标方案
铝合金汽车轻量化铝型材项目招商引资报告
铝合金汽车轻量化铝型材项目 招商引资报告 规划设计/投资分析/产业运营
报告说明— 该铝合金汽车轻量化铝型材项目计划总投资19889.52万元,其中:固定资产投资13745.59万元,占项目总投资的69.11%;流动资金6143.93万元,占项目总投资的30.89%。 达产年营业收入41223.00万元,总成本费用32522.28万元,税金及附加365.64万元,利润总额8700.72万元,利税总额10266.46万元,税后净利润6525.54万元,达产年纳税总额3740.92万元;达产年投资利润率43.75%,投资利税率51.62%,投资回报率32.81%,全部投资回收期 4.55年,提供就业职位778个。 近年来,随着全球环保及节能减排意识的增强,铝及铝合金的绿色环保性能也正在被社会广泛认可,其应用规模快速增长。在交通运输领域,以铝代钢以实现汽车轻量化的趋势日益明显。除具有优异的性能外,铝还具有易于回收利用的特性。从整个铝行业的产业链来看,产业链前端的铝土矿行业主要为以矿产资源为导向的开采型行业;氧化铝与电解铝则是以标准化加工为特点的制造行业。而处于产业链中端的铝加工行业需要根据下游应用行业的不同,生产出满足不同需求的产品,技术工艺水平要求较高,是一个应用导向的行业。在铝加工方式中,挤压是最重要的加工方法之一。铝型材是通过对铝合金铸锭进行加热、挤压、表面处理等工序,生产得到的具有不同截面与表面的铝合金型材,广泛用于建筑、汽车轻量
化、交通运输、自动化设备、消费电子、电信通讯等下游领域。我国铝 挤压企业众多,但其中,大部分企业生产能力较为薄弱。随着铝挤压材 行业逐渐进入行业整合阶段,企业的规模效应在市场上的优势越来越明显,大规模企业市场份额不断上升的同时将淘汰一部分资金实力较弱、竞争能 力较差的中小企业。因此,在此市场供求情况下,规模与资金成为进入该 行业的重要壁垒,未来具有相当规模的铝挤压材企业将在竞争中占据优势。汽车的日益普及,使汽车燃油消耗、碳排放等一系列问题日益严峻。汽 车导致的二氧化碳是碳排放的主要来源之一。面对严峻的环保压力,世 界各国均制定了一系列的汽车油耗标准,通过不断趋严的标准引导汽车环 保升级。面对严峻的环保形势,我国亦进行了一系列的政策、标准制定 工作,以切实行动推动汽车油耗标准降低。基于铝合金的汽车轻量化改造 是实现油耗降低的重要途径。目前而言,在汽车上使用铝合金对钢材进 行替代,是进行汽车轻量化的最主要途径。以车身结构与保险杠为例,用 铝型材替代钢材,可减轻重量30%-40%,且保持有与钢结构具有同等的抗冲击强度,能有效吸收冲击,保护人身安全。横向对比来看,截至2016年,我国汽车单车用铝量有广阔的提升空间。纵向对比来看,我国汽车 将在2020年、2025年、2030年分别达到较2015年减重10%、20%、35%的 目标。为完成该目标,我国汽车单车用铝量也将持续增长。可见,我国 汽车用轻量化铝型材发展空间广阔。
不同铝合金材质在汽车轻量化运用归纳
不同铝合金材质在汽车轻量化运用归纳 罗水华 引言 和传统燃料汽车相比,清洁能源汽车节能、轻量化、环保有很大优势,近年来国内车企纷纷提高开发铝合金零部件、车身比例,以减轻整车质量达到降低能耗。上汽公司研发的铝合金电动汽车整车达到0.3吨,东风汽车计划年产5万辆铝合金电动车尤为引人注目,国内研发新能源汽车车企比较靠前有:比亚迪、蔚来和零跑,基本上覆盖BEV(纯电动动力)、HEV(混合动力)、PHEV(插电式混合动力)车型,铝合金电池托盘、冷凝管、保险杆、活塞、阀体、轮毂、散热器、车身等等,在上述企业得到规模化运用。 国际上,节能汽车,特别是高级轿车成为铝合金汽车主体。目前,国际新能源汽车巨头特斯拉铝合金轻量化运用达到60%。德国奥迪公司已经将A8技术扩展至A4、A6,全铝车身框架结构(ASF)图1是奥迪公司一项核心技术,其车身框架由铸造和液压成型铝材组合而成,其中22%为挤压成型铝合金件、35%为铝合金压/铸造件、35%为铝合金板材,车身通过连接件组合,实现了结构设计和制造技术的一体化。 图1、为奥迪汽车全铝车身框架结构ASF 铝合金运用带给新能源汽车优势不言而喻,第一、使车辆轻量化,数据显示,车身重量没减轻10%,燃料将节省5-7%,可见汽车轻量化在实现节能减排中的重要作用。全铝车身技术,可以比传统的钢制车身降低40%左右的重量,车重的降低减少了动力系统的负荷,从而大大提升了动力加速性能。由此看出,全铝车身不仅提升整车的刚度,还大大降低了车辆的总重,甚至提升了车辆的动力性和燃油经济性;第二、铝具有良好的物理化学性能和加工性能,适用于铸、挤、轧、锻、冲等加工工艺,同时耐腐蚀性能良好,维护成本低且易于回收,可有效降低
轻量化铝合金汽车零件生产制造项目规划建设方案
轻量化铝合金汽车零件生产制造项目 规划建设方案 投资分析/实施方案
摘要 铝合金是工业中应用最广泛的一类有色金属结构材料,其物理性质表 现为密度低、强度高、塑性好,可加工成各种型材,具有优良的导电性、 导热性和抗蚀性,工业上广泛使用。 该轻量化铝合金汽车零件项目计划总投资10251.72万元,其中:固定 资产投资8191.04万元,占项目总投资的79.90%;流动资金2060.68万元,占项目总投资的20.10%。 达产年营业收入15338.00万元,总成本费用11900.16万元,税金及 附加181.07万元,利润总额3437.84万元,利税总额4093.09万元,税后 净利润2578.38万元,达产年纳税总额1514.71万元;达产年投资利润率33.53%,投资利税率39.93%,投资回报率25.15%,全部投资回收期5.48年,提供就业职位281个。 报告从节约资源和保护环境的角度出发,遵循“创新、先进、可靠、 实用、效益”的指导方针,严格按照技术先进、低能耗、低污染、控制投 资的要求,确保投资项目技术先进、质量优良、保证进度、节省投资、提 高效益,充分利用成熟、先进经验,实现降低成本、提高经济效益的目标。 调研数据显示,2017年款普通品牌车型中,铝合金零部件在转向节、 羊角中的渗透率为21%,控制臂为3%,副车架和制动钳壳体上还没有应用。由此可见,当前铝合金在普通乘用车品牌中的渗透率还在绝对低位(增长 空间广阔)!
报告主要内容:项目总论、背景、必要性分析、项目市场研究、项目建设方案、项目选址规划、工程设计可行性分析、项目工艺技术、项目环境影响分析、项目职业安全、风险性分析、项目节能情况分析、项目进度方案、投资分析、项目经营效益、项目综合评价等。
铝合金在汽车上的应用
铝合金在汽车上的应用 近20年来,世界性能源问题变得越来越严重,这使得减轻汽车自重、降低油耗成了各大汽车生产厂提高竞争能力的关键。据有关数据介绍,汽车重量每减少50kg,每升燃油行驶的距离可增加2km;汽车重量每减轻1%,燃油消耗下降%~1%。铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用,最适合汽车零部件生产的压铸工艺。从生产成本、零件质量、材料利用等几个方面比较,铝合金已成为汽车生产不可缺少的重要材料。目前,美国、日本、德国是汽车采用铝合金最多的国家,如德国大众AudiA8、A2,日本的NXS等车身用铝合金量达80%。我国汽车除上海桑塔纳、一汽奥迪和捷达(均为引进生产线)用铝合金外,国产以红旗较多,约80~100kg。有资料表明,用铝合金结构代替传统钢结构,可使汽车质量减轻30%~40%,制造发动机可减轻30%,制造车轮可减轻50%。采用铝合金是汽车轻量化及环保、节能、提速和运输高效的重要途径之一。因此,研究开发铝合金汽车目前显得十分必要。 1 铝合金在汽车工业中的应用背景 最早把铝材运用到汽车上的是印度人,据记载,1896年印度人率先用铝制做了汽车曲轴箱。进入20世纪早期,铝在制造豪华汽车和赛车上有一定的应用,铝制车身的汽车开始出现,如亨利·福特的Model T型汽车和二、三十年代欧洲赛车场上法拉利360赛车都是铝制车身。 铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用,最适合汽车零部件生产的压铸工艺。从生产成本、零件质量、材料利用等几个方面比较,铝合金已成为汽车生产不可缺少的重要材料,铝合金作为典型的轻质金属广泛应用于国外汽车上,国外汽车铝合金制部件主要有活塞、气缸盖、离合器壳、油底壳、保险杠、热交换器、支架、车轮、车身板及装饰部件等。。目前,美国、日本、德国是汽车采用铝合金最多的国家,如德国大众AudiA8、A2,日本的NXS等车身用铝合金量达80%。我国汽车除上海桑塔纳、一汽奥迪和捷达(均为引进生产线)用铝合金外,国产以红旗较多,约80~100kg。有资料表明,用铝合金结构代替传统钢结构,可使汽车质量减轻30%~40%,制造发动机可减轻30%,制造车轮可减轻50%。采用铝合金是汽车轻量化及环保、节能、提速和运输高效的重要途径之一。因此,研究开发铝合金汽车目前显得十分必要。 铝合金的主要优点是重量轻,散热性好。随着发动技术的发展,四气阀结构成为发动机的主流设计趋势。与两气阀发动机相比,每缸四气阀的气缸盖比每缸两气阀的气缸盖在工作时要产生更多的热量,采用全铝合金缸盖是最好的解决办法。 目前,轿车发动机部件中不仅活塞、散热器、油底壳缸体采用铝合金材料,而且缸盖、曲轴箱也采用这种材料。在目前的形式下,在发动机上采用铝合金替代铸铁已经成为主流趋势。法国汽车的铝汽缸套已达100%,铝汽缸体达45%。在未来几年里,随着高强度优质铝合金材料的开发成功和制造工艺的不断改进,铝合金材料将愈来愈多的用来制造这一类零部件。 汽车用铝合金可分为铸造铝合金和变形铝合金。铸造铝合金在汽车上的使用量最多,占80%以上,其中又分为重力铸造件,低压铸造件和其它特种铸造零件。变形铝合金包括板材、箔材、挤压材、锻件等。世界各国工业用铝合金材料的品种构成虽然有一定的差异,但大体是相同的。其
汽车行业铝合金材料对照表
Materials Comparison 材料对照表 Applications for precision diecasting are limitless and though Value and product differential. Dynacast operates zinc ,aluminium and magnesium diecasting facilities globally, manufacturing miniature to large precision components utilizing proprietary multi-slide and conventional hot and cold chamber diecasting technologies. dynacast knowledge , combined with structured project management methods , supports customers from concept , though rapid prototyping , tooling and pre-production stages as well as into full-scale manufacturing . Zinc Alloy composition 锌合金成分 % ALLOY 2 ALLOY 3 ALLOY 5 ALLOY7 ZA8 ZA27 Z210 AcuZinc5 BERIC Aluminium 铝 3.5-4.3 3.5-4.3 3.5-4.3 3.5-4.3 8.0-8.8 25.0-28.0 1.7-2.5 2.8-3.3 3.0-4.0 Copper 铜 2.5-3.0 0.25max 0.75-1.25 0.25max 0.8-1.3 2.0-2.5 0.8-1.2 5.0-6.0 3.0-4.0 Magnesium 镁 0.02-0.05 0.02-0.05 0.03-0.08 0.005-0.02 0.015-0.03 0.01-0.02 0.03-0.08 0.025-0.05 0.04 Iron (max) 铁 0.1 0.1 0.1 0.075 0.075 0.075 0.02 0.075 - Lead (max) 铅 0.005 0.005 0.005 0.003 0.006 0.006 0.006 0.005 - Cadmium(max) 镉 0.004 0.004 0.004 0.002 0.006 0.006 0.006 0.004 - Tin (max) 锡 0.003 0.003 0.003 0.001 0.003 0.003 0.001 0.003 - Nickel 镍 - - - 0.005-0.02 - - - - - Others 其他 - - - - - - - - 0.04Be,0.1Ti Zinc 锌 Remainder Remainder Remainder Remainder Remainder Remainder Remainder Remainder Remainder MAGNESIUM Alloy composition ALUMINIUM Alloy composition 镁合金成分 铝合金成分 Designation & Standards Cross Reference 材料 Material US Designation European Designation US Standard European Standard Zinc 锌 Alloy 2 ZP2 ASTM B86 EN12844 Alloy 3 ZP3 ASTM B86 EN12844 Alloy 5 ZP5 ASTM B86 EN12844 Alloy 7 - ASTM B86 - ZA8 ZP8 ASTM B791 EN12844 ZA27 ZP27 ASTM B86 EN12844 Aluminium 铝 A380 46500 ASTM B85 EN1706 A383 46100 ASTM B85 EN1706 B390 - ASTM B85 - Magnesium 镁 AZ91D MC21121 ASTM B94 EN1753 AM60A MC21230 ASTM B94 EN1753 % AZ91D AM60A % A380 A383 B390 Aluminium 铝 8.3-9.7 5.5-6.5 Beryllium 铍 - - - Magnesium 镁 0.15-0.5 0.13-0.6 Copper 铜 3.0- 4.0 2.0-3.0 4.0- 5.0 Zinc 锌 0.35-1.0 0.22max Iron (max) 铁 1.3 1.3 1.3 Silicon (max) 硅 0.1 0.5 Magnesium 镁 0.1max 0.1max 0.45-0.65 Copper (max) 铜 0.03 0.35 Manganese 锰 0.5max 0.5max 0.5max Nickel (max) 镍 0.002 0.03 Phosphorus 磷 - - 0.01min Iron (max) 铁 0.005 - Silicon 硅 7.5-9.5 9.5-11.5 16.0-18.0 Other Metallic (max each) 0.02 - Zinc (max) 锌 3.0 3.0 1.5 Magnesium 镁 Remainder Remainder Nickel (max) 镊 0.5 0.3 0.1 Tin 锡 0.35max 0.15max - Titanium 钛 - - 0.1max Others 0.5total 0.5total 0.2total Aluminium 铝 Remainder Remainder Remainder
青岛关于成立轻量化铝合金汽车零件生产制造公司可行性分析报告
青岛关于成立轻量化铝合金汽车零件生产制造 公司 可行性分析报告 规划设计/投资分析/实施方案
报告摘要说明 铝合金是工业中应用最广泛的一类有色金属结构材料,其物理性质表 现为密度低、强度高、塑性好,可加工成各种型材,具有优良的导电性、 导热性和抗蚀性,工业上广泛使用。 xxx投资公司由xxx实业发展公司(以下简称“A公司”)与xxx 实业发展公司(以下简称“B公司”)共同出资成立,其中:A公司出 资550.0万元,占公司股份51%;B公司出资520.0万元,占公司股份49%。 xxx投资公司以轻量化铝合金汽车零件产业为核心,依托A公司的 渠道资源和B公司的行业经验,xxx投资公司将快速形成行业竞争力,通过3-5年的发展,成为区域内行业龙头,带动并促进全行业的发展。 xxx投资公司计划总投资11114.63万元,其中:固定资产投资8368.68万元,占总投资的75.29%;流动资金2745.95万元,占总投 资的24.71%。 根据规划,xxx投资公司正常经营年份可实现营业收入20215.00 万元,总成本费用15872.26万元,税金及附加207.28万元,利润总 额4342.74万元,利税总额5149.02万元,税后净利润3257.05万元,纳税总额1891.96万元,投资利润率39.07%,投资利税率46.33%,投 资回报率29.30%,全部投资回收期4.91年,提供就业职位471个。
调研数据显示,2017年款普通品牌车型中,铝合金零部件在转向节、 羊角中的渗透率为21%,控制臂为3%,副车架和制动钳壳体上还没有应用。由此可见,当前铝合金在普通乘用车品牌中的渗透率还在绝对低位(增长 空间广阔)!
铝合金汽车结构部件产业实施方案
铝合金汽车结构部件产业实施方案 产业投资建设规划
近年来,汽车产销量及保有量的持续增长给世界各国都带来了环境问题,使得世界各国纷纷出台节能减排政策。欧美日对汽车排放量进一步缩紧,对燃油效率目标进一步提高,国内也制定了明确的节能减排指标,根据《汽车产业中长期发展规划》,到2020年,乘用车(含新能源乘用车)新车整体油耗降至5升/100公里,2025年降至4升/100公里左右。为了实现节能减排的目标,汽车轻量化成为了各大车企重点关注的领域之一。按照世界铝业协会统计标准,汽车总重减轻10%,百公里油耗减少6%-8%。这些节能目标政策和实验数据的出台加速推进了汽车轻量化进程。 现阶段,相关产业依托巨大的市场需求,应对经济全球化的新变化,继续保持强劲的增长势头,行业发展总体水平有了较大提高,基本实现了上一阶段产业规划确定的主要发展目标。 当前是我国加快转变经济发展方式的关键时期,为加快区域产业转型升级,提升产业核心竞争力,促进行业持续健康发展,提出本指导意见。 第一章指导路线 深入贯彻落实科学发展观,加快转变产业发展方式,立足国内需求,严格控制产能扩张,以调整结构为重点,大力推进兼并重组、淘
汰落后和技术进步,着力开发新产品,延伸产业链,提高发展质量和 效益,促进产业转型升级。 第二章指导原则 1、产业联动,协同发展。统筹协调产业与关联产业联动发展,培 育关联生产性服务业,促进产业成链发展,提升产业发展水平,增强 行业发展的整体性和协调性,扩大高端产品服务供给,加快产业和产 品向价值链中高端跃升。 2、坚持融合发展。推进业态和模式创新,促进信息技术与产业深 度融合,强化产业与上下游产业跨界互动,加快产业跨越式发展。 3、创新机制,深化改革。加快体制机制创新,积极稳妥推进产业 体制改革。加大科技创新政策、资金投入,提高产业发展水平。 4、政府引导,市场推动。以政策、规划、标准等手段规范市场主 体行为,研究运用价格、财税、金融等经济手段,发挥市场配置资源 的决定性作用,营造有利于产业发展的市场环境。 5、坚持协调发展。注重发展速度与质量、效益相统一,与资源、 环境相协调,实现合理布局,进一步提高产业集中度,促进有序发展。