钢板开孔
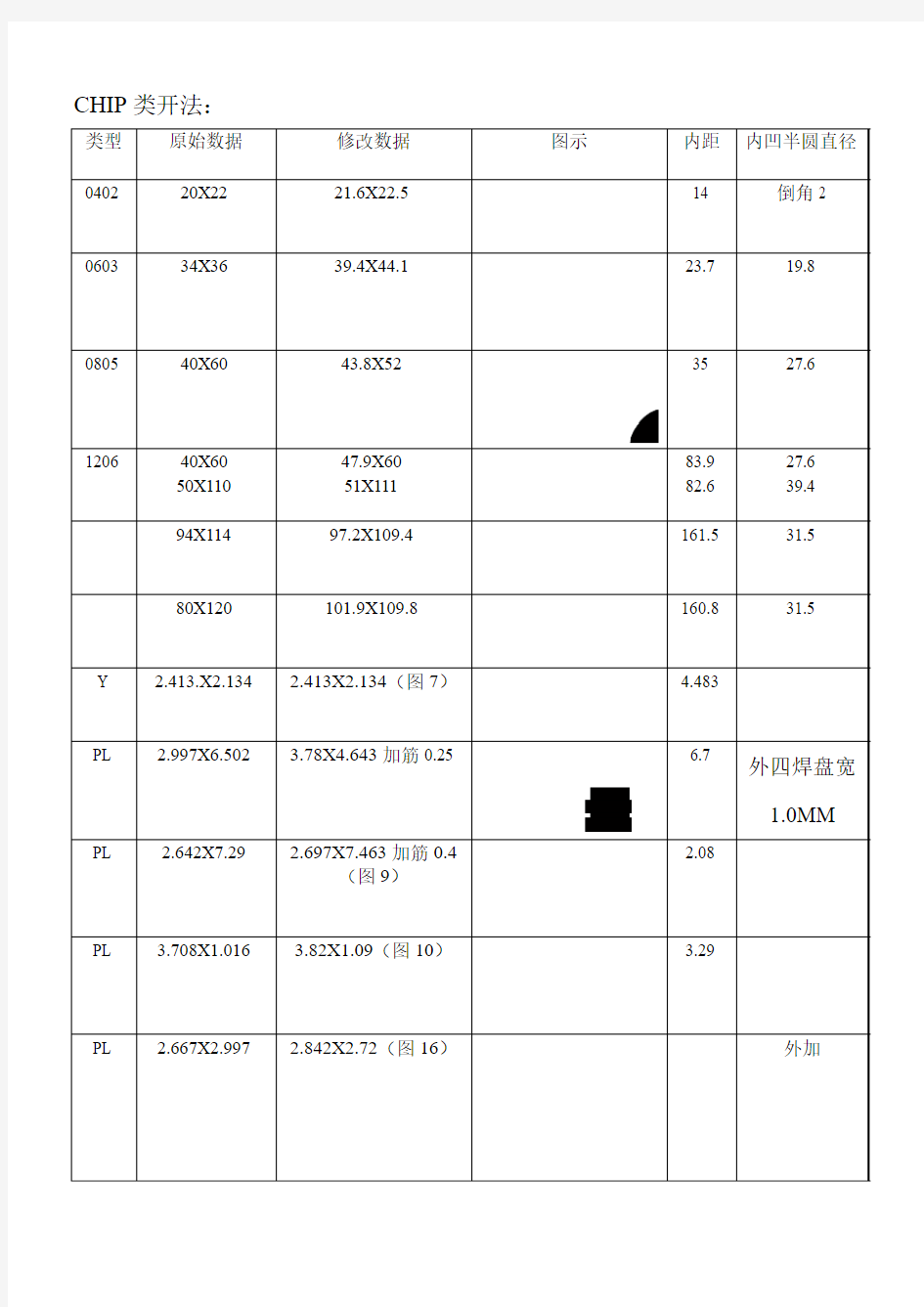
CHIP类开法:
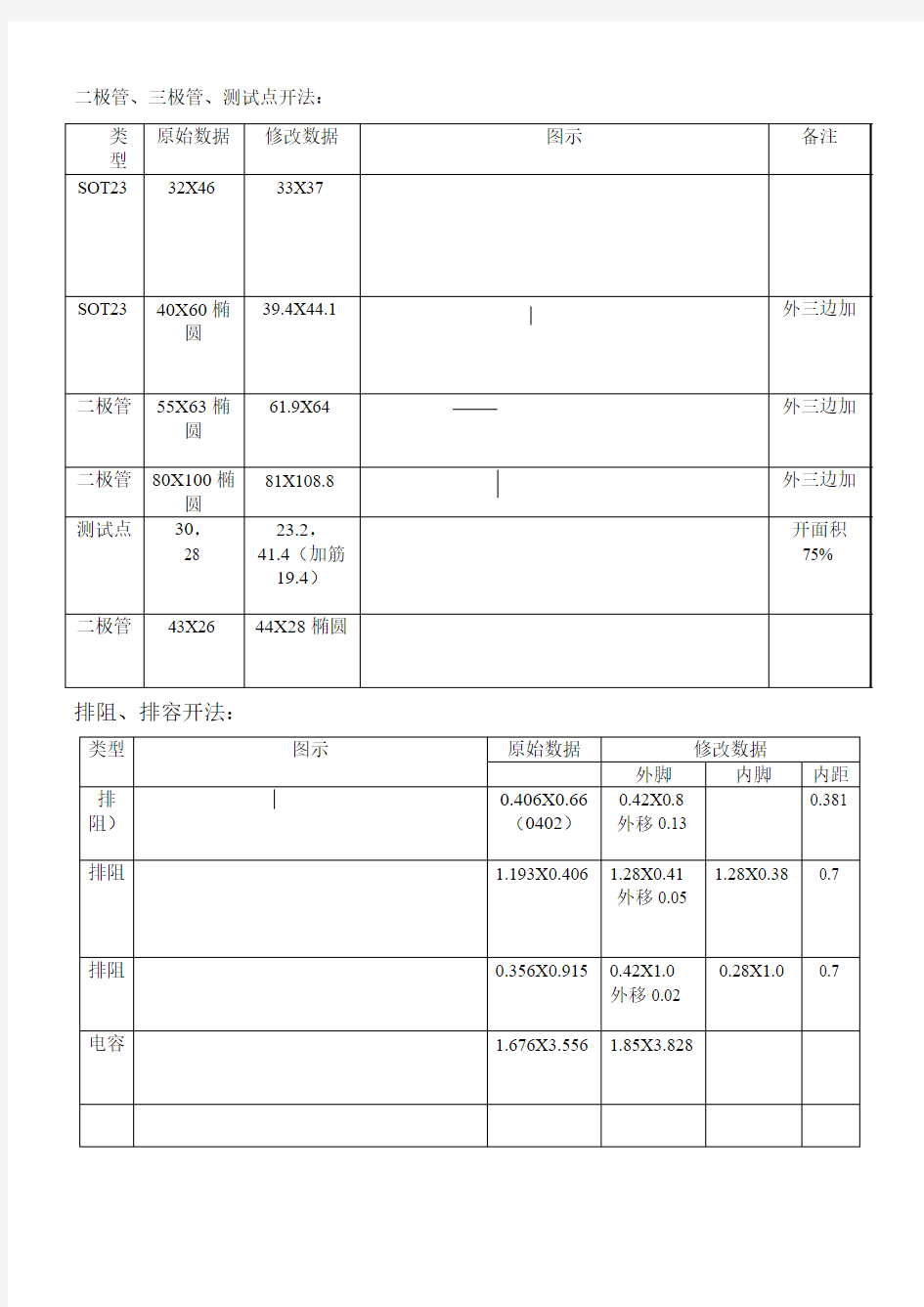
二极管、三极管、测试点开法:
排阻、排容开法:
IC QFP类开法:
连接器类开法:
通孔连接器开法:
BGA开法:
钢网开孔要求
smt钢网 smt钢网是用来把半液体半固体状态的锡浆印到pcb板上的板材,目前流行的电路板除电源板外大多使用表面贴装即SMT技术,其pcb板上有很多表贴焊盘,即无过孔的焊接方式,而钢网上的孔正好是对应PCB板上的焊盘,手工刷锡时用水平的硬刷将半液体半固体状态的锡浆通过钢网上的孔刷到PCB板上,再通过贴片机往上贴元器件,后再过回流焊接成型。目录 ?smt钢网开口原则 ?smt钢网的验收 ?smt钢网的印刷格式要求 smt钢网开口原则 ?1、CHIP类型元件外三遍按面积共加大10~15[%],保持内距不变,再按有铅要求修改 2、IC类元件(包括排插)长度向外加0.1-0.20mm,宽度安有铅要求修改,可 以适当加宽 3、排阻排容类元件,长度向外加0.1mm。宽度可以按有铅要求修改 4、其他元件同上述要求不变。 smt钢网的验收 ?1、钢网张力35≤F≤50(N/cm)张力误差:F小于等于8(N/cm) 2、钢网外观:网面无划伤痕迹,无凹凸 3、当新钢网进行生产前,将钢网正确安装于印刷机上,试印刷2~5片板,确 认印刷效果
4、试生产通过后,在钢网管理相关文件记录产量时间。 smt钢网的印刷格式要求 1、一板一网时,开口图形位置要求居中 2、两块不同PCB板开在同一片钢网上时,要求两板板边间隔30mm 3、一片钢网上开两个同一PCB时,要求180°拼版两板间隔30mm 钢网的制作方法有三种:化学蚀刻,激光切割,电铸成型。 现在SMT行业上95%以上的钢网都采用激光切割制作。 三种方式制作 1 化学蚀刻在钢板上涂一层防酸胶在需要开口的地方将胶除去,露出钢板,用酸腐蚀这块的钢板,形成开口。 这种钢板最便宜几百块,当然使用效果最不好。 2 激光雕刻,很简单用激光直接在需要开口的地方打孔 这种钢板一般800块左右使用的最多 3 电铸成型这种钢板是在激光雕刻的基础上在开口处电铸出内壁以及开口倒角,使得开口内壁非常光滑利于下锡这种钢板很贵要几千块使用的不多除非有制程的特殊要求一般不使用 什么样的PCB板要刻激光钢网 一般都是贴片电路才会需要刻钢网,钢网的作用主要是漏印,用来印刷锡膏,焊锡是膏状的,在焊盘上漏印上锡膏,然后把贴片元器件放上去,放入炉子中,经过高温锡膏融化,从而对器件进行焊接!
钢板验收标准资料
GB/T 11253 碳素结构钢和低合金结构钢冷轧薄钢板和钢带 GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法 Q/SY 074 021 金属材料疲劳实验方法 EN 10029 3mm或以上厚度的热轧钢板——尺寸、形状、质量公差( Hot rolled steel plates 3mmth ick or above-Tolerances on dimensions,shape and mass ) JIS G 3193 热轧钢板、薄板及钢带的尺寸、质量及允许误差 4、订货内容 根据需要,订货时用户需提供包括足以说明所需材料的下述信息: a)标准号; b)牌号; c)规格; d)尺寸、外形精度(偏差); e)交货状态; f )表面状态; g)重量; h)用途; i)其它特殊要求(如焊接修补要求、特殊热处理或表面处理等) 5.技术要求 5.1交货状态 5.1.1钢板轧制状态交货,除非技术协议或合同中另有规定。 5.1.2当技术协议或合同中未规定钢板的交货状态时,应由供应商选定。 5.2表面 5.2.1钢板的表面状态分为黑皮、喷丸、涂漆、喷丸 +涂漆等。如有特殊需求应在合同中说明。5.2.2表面质量 5.2.2.1钢板的表面质量分为不同的等级,如表 1 所示。其中热轧钢板需达到 F1 级或 F2 级,而冷轧钢板根据设计人员要求应达到 F3 级。 5.2.2.2冷轧钢板表面结构可分为麻面和光亮表面。当表面为麻面时,平均粗糙度 Ra目标值为按 0.6 μ m 青岛石化循环水线带压开孔施工方案 编制:叶华民 审核: 审定: 批准: 建设单位会签: 施工单位:镇海炼化检修安装公司建设单位: 日期:2007年7月3日 一.工程概况 1.工程名称:青岛石化循环水线带压开孔 2.设计单位: 3.项目立项编号: 4.施工单位:镇海炼化检安公司检二车间 二.施工执行标准及验收规范 1.新增管道施工按《工业金属管道工程施工及验收规范》(GB50235-97)进行施工及验收。 三.施工组织 项目负责人:项贵荣 施工负责人:叶华民 安全负责人:刘海勇 施工班组:检安检二(一)班 四.工作量统计 青岛石化需在运行状态下的循环水管线上带压开孔2个。本次开孔主管内介质为循环水、操作压力为0.8Mpa 、常温,主管直径为DN700,甩头直径为DN400,实际通径为Φ370,材质为20#。二个DN400开孔专用管件与主管线的焊接及开孔设备就位时的吊装均由青岛石化检安公司承担,二个补强板由镇海炼化检安公司制作。以下为开孔专用管件与主管安装示意图: 五.主要施工设备及机具 1、镇海炼化检安公司: 开孔机1套下堵器 1套DN400专用管件2套补强板(Φ430×Φ790×8) 2块2、青岛石化检安公司需提供帮助: 开孔机进入施工现场的运输工具。 氮气瓶(查漏用,压力10MPa以上) 1瓶电源控制柜(380V30KW) 1台现场焊缝着色处理 电焊机1台电源控制柜(380V30KW)1台焊工及起重工若干名吊机一台加班时照明灯具 各种施工作业票证办理 施工现场作业平台搭设(视需要) 现场施工需要的工装件的加工配合(视需要) 施工及安全等设施及配合人员 六. 施工方法、技术要求、质量标准 1、工工艺程序 1#管线 2#管线 NG OK 备注 孔口毛刺 割嘴起始位 割纹外观差 坡口边缘不整齐 尺寸超差 数控火焰切割质量缺陷与原因分析 在实际生产过程中,经常会产生这样或那样的质量问题,一般有如下几种缺陷:边缘缺陷,切割断面缺陷,挂渣、裂纹等。而造成质量事故的原因很多,如果氧气纯度保证正常,设备运行正常,那么造成火焰切割质量缺陷的原因主要表现在如下几个方面:割炬、割嘴、钢材本身质量、钢板材质。 1上边缘切割质量缺陷 这是由于熔化而造成的质量缺陷。 1.1上边缘塌边 现象:边缘熔化过快,造成圆角塌边。 原因: ①切割速度太慢,预热火焰太强; ②割嘴与工件之间的高度太高或太低;使用的割嘴号太大,火焰中的氧气过剩。 1.2水滴状熔豆串(见下图) 现象:在切割的上边缘形成一串水滴状的熔豆。 原因: ①钢板表面锈蚀或有氧化皮; ②割嘴与钢板之间的高度太小,预热火焰太强。 1.3上边缘塌边并呈现房檐状(见下图) 现象:在切口上边缘,形成房檐状的凸出塌边。 原因: ①预热火焰太强; ②割嘴与钢板之间的高度太低; ③切割速度太慢;割嘴与工件之间的高度太大,使用的割嘴号偏大,预热火焰中氧气过剩。 1.4切割断面的上边缘有挂渣(见下图) 现象:切口上边缘凹陷并有挂渣。 原因: ①割嘴与工件之间的高度太大,切割氧压力太高; ②预热火焰太强。 2切割断面凹凸不平,即平面度差 2.1切割断面上边缘下方,有凹形缺陷(见下图) 现象:在接受切割断面上边缘处有凹陷,同时上边缘有不同程度的熔化塌边。 原因: ①切割氧压力太高; ②割嘴与工件之间的高度太大;割嘴有杂物堵塞,使风线受到干扰变形。 2.2割缝从上向下收缩(见下图) 现象:割缝上宽下窄。 通用规范 Update: SMT模板通用制作规范(公司) 适用范围:无特殊要求的客户(钢板) 关键词:DIP——Dual In Line Package,传统浸焊式组件 SMT——surface mounted technology,表面贴装技术 PCB——printing circuit board,印制线路板 SMC——Surface Mounted Components,表面组装元件 SMD——Surface Mounted Devices,表面组装器件 PAD——焊盘 STENCIL——钢板/钢网/网板/漏板/模板,激光模板,印刷模板,雷射钢板 焊膏/锡膏/焊锡膏 贴片胶/红胶 开口/开孔 导言:表面组装技术有两类典型的工艺流程,一类是焊锡膏——再(回)流焊工艺,另一类是贴片胶——波峰焊工艺,由此产生两种用途的印刷钢网——印锡浆钢网和印胶水钢网。 PCB是承载集成电路的物质基础,它提供集成电路等元器件固定装配的机械支撑、实现各种电子元器件之间的布线和电气连接或电绝缘、提供所要求的电气特性,如特性阻抗等,同时为自动锡焊提供阻焊图形;为元器件插装、检查、维修提供识别字符和图形。 根据PCB材质的挠曲程度可分为硬质板和柔性板(软板或FPC);根据PCB表面处理技术的不同可分为裸铜板、镀(喷)锡板、镀铜板、镀镍板、镀(化)银板、镀金板,比较常见的有喷锡板和裸铜板。不同的PCB所对应的钢网开孔也有所不同。 随着ROHS指令(Restriction of Hazardous Substance:危害物质禁用指令)和WEEE 指令(On waste electrical and electronic equipment:废止电子电气设备指令)的立法实施,绿色环保的概念日益深入人心,在这种情形下,无铅元器件、无铅PCB、无铅焊膏被导入到SMT制程当中。应对无铅制程的要求,钢板的开口设计也有所不同。 钢网开口要考虑钢片厚度的因数。 一般地,锡浆网可以用0.15mm,胶水网 可以用0.2mm,但随着精细元器件的大 量引用,钢片厚度有所变化,一般以 0201 Chip或0.4mm Pitch元器件为界, 如果有0201 Chip或0.4mm Pitch元器 件,钢片厚度≤0.12mm,如果没有0201 Chip或0.4mm Pitch元器件,钢片厚度 >0.12mm,手机板一般采用≤0.12mm的 钢片。 同时,IPC-7525模板设计导则规定 了锡膏有效释放的通用设计导则为:宽 厚比>1.5(孔的宽度/钢片厚度),面积 比>0.66(孔的开口面积/孔壁面积)。宽 钢网开孔要求: ①FPC排线:钢片0.12MM厚;0402组件子弹头开孔,保持0.25mm的内距,焊盘各外扩0.15MM左右;0603组件开小V型防锡珠,内距在0.70MM之间,焊盘两边各外扩0.15MM左右。二极管保持1.1的内距。连接器引脚外扩0.20MM(超过板边的情况下按实际状况评估),内距不变。 ②摄像头:方形导圆,0.5-0.6间距芯片用0.1厚度的钢片,球径开孔为0.3/0.32;0.42间距芯片用0.08MM 厚度的钢片,球径开孔0.24方形导圆;0201组件内距保持0.15MM,焊盘两边各外扩0.1mm。 ③排线圆焊盘开钢网要求: 普通组件网孔1:1.2;二极管网孔:1:1.3;钢网厚度0.12MM。 ④有斜角度的BGA或连接器都须把角度写在钢网上。 ⑤所有钢网必须抛光处理。 ⑥特殊元件开孔方式与我司沟通后开刻。 ⑦FPC在钢网上必须横向摆放(排版不便时请联系我司),如果FPC在钢网上竖着摆放生产时不方便使用。(板边对长边---尺寸42*52) ⑧40pin QFN/QFP元件开孔标准:引脚宽度不变,外扩0.2mm。 ⑨排阻,排容开孔标准: RN,CN(1206) Y1=Y+0.8=1.82 X1=X-0.23=0.54 D=0.5 D1=D+0.2=0.7 角落四角倒圓角.中間四腳1:1開孔 ⑩SOT223大功率或小功率晶体管开孔标准: Y1=Y=8.35 X1=X=3.8 D1=D=0.78 開孔1:1 PS①:我司产品安全间距在0.25mm-0.3mm之间,如若特殊情况请联系我司工程。 PS②:带底色部分请重点注意,严禁杜绝因为钢网开孔标准异常影响我司交期,感谢配合。 梁上开孔规范 篇一:梁开洞要求及做法 梁开洞要求及做法: 一个工程是否有这种混凝土已经成型再来开孔的情况,体现了这个项目的管理水平!标准的梁上空洞应该采用预留的方式,空洞周边还用采取加强措施! 楼主问空洞的位置一般应该在梁高的1/3中部,下面这个截图就是常见的设计方法: 平法03G101-1中有一个梁上留洞的加强方式,上面也可以看出空洞的位置限制要求。 孔洞还有方孔与圆孔之分,下面这个截图分别是两种不同孔洞的加强方法: 一、留洞要求: 1.对于预埋钢套管,当预埋位置设置在跨中L/3范围内时,要求:①洞口大小必须小于或等于0.4倍的梁高;②洞口上边缘距梁上边必须大于或等于0.3倍的梁高;③洞口下边缘距梁下边必须大于或等于150mm;④相邻两个洞口的中心间距应不小于2倍的较大洞口直径。以上四条必须同时满足,对不满足此要求的钢套管大小、标高及位置应作相应调整。 2.当预埋位置设置在梁端L/3范围内时,要求:①洞口大小必须小于或等于0.3倍的梁高;②洞口上边缘距梁上边必须大于或等于0.35倍的梁高;③洞口下边缘距梁下边必须大于或等于150mm;④洞边到梁边或柱边的距离必须大于或等于1.5梁高;⑤相邻两个洞口的中心间距应不小于3倍的较大洞口直径。以上五条必须同时满足,对不满足此要求的钢套管大小、标高及位置应作相应调整。 二、具体补强做法以下都有详细说明: 参考资料: 《高规》7.2.27 《全国民用建筑工程设计技术措施-结构》5.3.29 《钢筋混凝土结构构造手册》(二版)3.9 《苏G01-2003》17页 梁上开洞的计算和构造的一般规定 (1)框架梁或剪力墙的连梁,因机电设备管道的穿行需开孔洞时,应合理选择孔洞垃置,并应进行内力和承载力计算厦构造措施。 (2)位置应避开梁端塑性铰区,尽可能设置在剪力较小的跨中L/3区域内,必要 时也可设置在梁端1/3区域内。孔洞偏心宜偏向受拉区,偏心距EO不宜大于0.05H。小孔洞尽可能预留套管。当设置多个孔洞时,相邻孔洞边缘间净距不应小于2.5HJ。孔洞 KCT 凯喜特公司卫生型人孔、手孔 企业标准 目录 1 QB1001-2005 卫生型快开人孔、手孔分类与技术条件- 1 - 2 QB1002-2005 卫生型碟盖快开常压人孔- 5 - 3 QB1003-2005 卫生型碟盖快开人孔- 10 - 4 QB1004-200 5 卫生型长园形拱盖快开人孔- 18 - 5 QB1005-2005 卫生型碟盖快开常压手孔- 23 - 6 QB1006-2005 卫生型碟盖快开手孔- 28 - 附卫生型快开人、手孔编制说明- 34 - 1 QB1001-2005卫生型快开人孔、手孔分类与技术条件 1范围 本标准规定了卫生型快开人孔、手孔分类与技术条件。 本标准适用于医药工业容器上作为出口、进口等用途的全部以奥氏体不锈钢为材质的人孔和手孔,其公称压力为常压、0.25MPa、0.4MPa、0.6MPa,工作温度为:-20~160℃;使用介质为低毒,无易燃易爆;对奥氏体不锈钢材质不造成腐蚀。 与医药工业类似的有卫生要求的容器(食品、酿造、化工等)亦可参照使用。 2规范性引用文件 下列文件包括的条款通过在本标准中引用构成标准条文,本标准在实施后其最新版本适用本标准。国家技术监督局压力容器安全技术监察规程 GB91 开口销 GB150 钢制压力容器 GB196 普通螺纹基本尺寸 GB197 普通螺纹公差与配合 GB798 活节螺栓 GB882 销轴 GB985 气焊、手工电弧焊及气体保护焊坡口的基本形式与尺寸 GB986 埋弧焊焊缝坡口的基本形式与尺寸 GB3103.1 紧固件公差---螺栓、螺钉和螺母 GB4237 不锈钢热轧钢板 GB5779.1 紧固件表面缺陷---螺栓、螺钉和螺母-----一般要求 GB/T14976 流体输送用不锈钢无缝钢管 HG20591 钢制化工容器材料选用规定 HG20603 钢制管法兰技术条件(欧洲体系) HG/T2333 真空用O形橡胶圈材料 JB4728 压力容器用不锈钢锻件 JB4730 压力容器无损检测 JB/T4709 钢制压力容器焊接规程 JB/T4735 钢制焊接常压容器 JB/T4746 钢制压力容器用封头 3分类 卫生型快开人孔、手孔的分类和系列参数按表1规定。 红胶钢网开孔规范 Prepared on 24 November 2020 总则: 在本规范所提及之开口方式均视焊盘为规则,若出现焊盘不规则或与正常焊盘大小有较大出入时,应视情况而决定开口方式 胶水网开孔方式 为保证有足够的胶水将元件固定,胶水网开孔采用长条形(如客户要求开圆孔而无具体数据时,可按附录一进行制作),具体参照下面叙述: 在印胶选择钢片厚度时,以下数据仅供参考。 元件类型 0402 0603 0805 1206以上 T (mm ) - - - 1.CHIP 类开孔 .小外型晶体管开孔 )SOT23 )SOT89 3)SOT143 W W1 L L1 开口要求如下: 0402元件宽开0.26mm ,长加长5% 0603元件宽开0.28mm ,长加长10% 0805元件宽开0.32mm ,长加长10% 1206元件宽开0.42mm ,长加长10% 1206以上元件宽开38%,长加长10% 当0603元件间隙大于0.7mm 时,宽开0.32mm 当0805元件间隙大于0.9mm 时, 宽开0.35mm 当1206元件间隙大于1.2mm 时,按38%开孔 L1=110%L W2=W/2 (居中开设) W1=~ W2 L1 W W1 L 钢网制作技术规范 L L 1 W W=0.4mm L1=L 4)SOT233及SOT252 3.排阻、排容 4.IC 、QFP 胶水网开孔(圆形) 1.CHIP 类元件 L3L2 L W L4 L1 W1 L5 W3 W4 0.2mm 0.2mm 0.2mm 0.2mm L2=L L3=L1 W3=40%W W4=40%W1 L4=W/2 L5=W1/2 ≦W3 W4≦2.5MM W L L1 W1 W2 W1=30%W 且≦W1≦2.5MM W2=W/3 (靠近大焊盘开设) L1=110%L 如L1≧3MM,则需架桥, 桥宽为0.3MM 元件类别 D L1 0603 L+0.2mm 0805 L+0.2mm 其它元件开口按照以下要求制作: D=50%W 当D ≥1.8mm 时,取D=1.8mm L1=L W1=W/2 (居中开设) \\ 建筑用钢材标准及规范汇编第二版 目录 1。基础 GB/T 699——1999优质碳素结构钢 GB/T 700——1988碳素结构钢 阳/T 1591—1994低合金高强度结构钢 GB/T 3077——1999合金高结构钢 2.盘条、钢丝 GB/T 342—1997冷拉圆钢丝、方钢丝、六角钢丝尺寸、外形 、重量及允许偏差 GB/T 3429——2002焊接用钢盘条 GB/T 4354—1994优质碳素钢热轧盘条 GB/T 5223——2002预应力混凝土用钢丝 GB/T 5224—2003预应力混凝土用钢绞线 GB/T 14957—1994熔化焊用钢丝 GB/T 14958—1994气体保护焊用钢丝 G8/T 14981—2004热轧盘条尺寸、外形、重量及允许偏差 G8/T 17101—1997桥梁缆索用热镀锌钢丝 YB/T 038—1993预应力混凝土用低合金钢丝 YB/T 146—1998预应力钢丝及钢绞线用热轧盘条 YB/T 151—1999混凝土用钢纤维 YB/T 152—1999高强度低松弛预应力热镀锌钢绞线 YB/T 156—1999中强度预应力混凝土用钢丝 Y8/T 5002——1993——般用途圆钢钉 YB/T 5092——1996焊接用不锈钢丝 C√3058—1996塑料护套半平行钢丝拉索 C√3077—1998建筑缆索用钢丝 √C/T 540—1994混凝土制品用冷拔冷轧低碳螺纹钢丝 3.钢丝绳 GB 8903—2005电梯用钢丝绳 GB 8918——2006重要用途钢丝绳 GB/T 21073—2007环氧涂层七丝预应力钢铰线 YB/T 4165——2007防振锤用钢铰线 YB/T 5295——2006密封钢丝蝇(原GB/T 352——2002) 4.型钢、钢筋 GB/T 702—2008热轧钢棒尺寸、外形、重量及允许偏差 GB/T 206——2008热轧型钢 GB/T 905—1994冷拉圆钢、方钢、六角钢尺寸、外形、重量 及允许偏差 GB 1499.1—2008钢筋混凝土用钢第1部分:热轧光圆钢筋 GB 1499.2—2007钢筋混凝土用钢第2部分:热轧带肋钢筋 G8/T 1499.3—2002钢筋混凝土用钢筋焊接网 GB/T 5223.3——2002预应力混凝土用钢棒 GB/T 6723—2008通用冷弯开口型钢尺寸、外形、重量及允许偏差 钻孔技术要求 编制: 校对: 审核: 2006-12-1 一、模板的制作 1、材料: 模板材料采用16Mn板或Q345B板,板厚应与钻孔处钢板厚度相同。 2、模板的形式 所有的组合孔要求采用钻模板打孔。有多少种组合孔,就做多少块钻 模板。制作模板上的孔时,采用较高精度的设备进行钻孔(可用数控钻床 钻孔)。 模板上所有的孔嵌上钻套,钻套内孔直径与构件上所开的孔直径配套, 钻套内孔直径公差同§.四.1,钻套材料采用#45。 3、模板的划线 划出孔1、2、3、4四只最外侧孔的中心定位位置(模板上的孔中心定位时,只能以模板上的同一组直角边为基准),并将孔1、2; 2、3; 3、4; 4、1的中心位置用洋冲连接起来,做上钢印标识,A、B、C、D、 E、F、 ……(见图7)。 图7 4、其余模板同理制作。模板制作完毕,必须经检验员检验合格后方可施工。 二、构件上的钻孔 1、基准线的选择:第一根基准线为最长的焊接边上第一排孔中心连线,另一条基准线为 与此焊接边中心垂直的线,该线用洋冲划出来,并用洋冲做上记号(中心点及中心线必须用圆规直尺作出来)。所有的钻孔划线以此同一组线为基准。见图8 图8 2、划线的步骤(见图9) 1,划出中心线(保证与基准线垂直)。 2,划出孔甲、已、丙、丁四个孔。 图9 3、按照设计图纸的尺寸检查划线的正确性: 4、用轧来姆临时固定模板,对准中心线及眼孔的六个中心的定位点(A、B、……) 5、钻两对角线上的定位孔。 6、用四个定位销固定模板与构件的位置(定位销直径比孔径稍小0~0.5㎜,长度以适 用为宜)。 7、检查模板位置的准确性(几条定位线要对齐,误差不能超过0.15㎜)。 8、进行全面钻孔。 0.0 引言 在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。因此,有必要对印刷工艺的各个方面进行研究。在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。 1.0 目的 规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。 2.0适用范围 用于制造部SMT车间钢网厚度及开孔标准工作指引。 3.0 工作指引 3.1 制造工艺和成本的选用原则 ,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为0.025mm,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于0.635mm。小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为 0.0078mm~0.0125mm,定位精度小于0.00 3mm,且有良好的倒模效应,适用元件间距 在0.5mm或以下,加工成本较适中,生产工艺已很成熟。电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。 ,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK 265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm×520mm 或550mmX650mm(适用于半自动印刷机和手动印刷台)。 3.1.3 常用钢网的尺寸型号如下表: ,在铝框与铝胶粘接处,须均匀刮上一层保护漆。同时,为保证网板有足够的张力和良好的平整度,建议不锈钢板距网框内侧保留25mm-50mm。 3.2 MARK点的制作要求 3.2.1 制作方式为正反面半刻,MARK点最少制作数量为对角2个,根据PCB资料提供的大小 及形状按1:1方式开口。尺寸为550X650mm和以下的手动/半自动钢网,可不用制做 总则: 在本规范所提及之开口方式均视焊盘为规则,若出现焊盘不规则或与正常焊盘大小有较大出入时,应视情况而决定开口方式 钢网制作技术规范 胶水网开孔方式 为保证有足够的胶水将元件固定,胶水网开孔采用长条形(如客户要求开圆孔而无具体数据时,可按附录一进行制作),具体参照下面叙述: 在印胶选择钢片厚度时,以下数据仅供参考。 1. CHIP 类开孔 2.小外型晶体管开孔 1)SOT23 2)SOT89 W1 开口要求如下: 0402元件宽开0.26mm ,长加长5% 0603元件宽开0.28mm ,长加长 10% 0805元件宽开0.32mm ,长加长10% 1206元件宽开 0.42mm ,长加长10% 1206以上元件宽开38%,长加长10% 当0603元件间隙大于0.7mm 时,宽开0.32mm 当0805元件间隙大于0.9mm 时, 宽开0.35mm 当1206元件间隙大于1.2mm 时,按38%开孔 L1=110%L W2=W/2 (居中开设) W1=0.3~0.5vmm L L1 W W=0.4mm L1=L 3)SOT143 4)SOT233及SOT252 L3L2 L W L4 L1 W1 L5 W3 W4 0.2mm 0.2mm 0.2mm 0.2mm L2=L L3=L1 W3=40%W W4=40%W1 L4=W/2 L5=W1/2 0.4≦W3 W4≦2.5MM W1=30%W 且0.5≦W1≦2.5MM W2=W/3 (靠近大焊盘开设) L1=110%L 如L1≧3MM,则需架桥,桥宽为0.3MM SMT激光模板制作通用技术规范 一、网框 二、绷网及贴片方式 三、钢片厚度选择 四、字符 五、开口方式 2):23”*23” 3):650*550MM 4):470*370MM 不同印刷机对应的网框大小见附表 二、绷网及贴片 1.绷网: A.丝网种类: a:)聚脂网 B.丝网目数: 90~100目 C.粘网胶水: a:)G18 b:)AB胶 D丝网张力: 36~40N.CM 2贴片: A.钢片后处理: a:)激光切割 b:)孔壁抛光 c:)表面抛光 B.贴片胶水 a:)AB胶 b:)H2 c:)G18+保护胶 C.保护胶带 a:)UV胶带 D.网板张力 40~50 N.CM 三、钢片: 1)钢片厚度: A)为保证有足够的锡浆/胶水及焊接质量,常用推荐钢片厚度为: a)印锡网为0.15m m b)印胶网为0.2mm c)如有重要器件(PLCC、SOIC、SOJ、BGA、QFP)为保证印浆量和焊接质量, 一般来说由0201CHIP 、IC、QFP的PITCH来决定: PITCH≤0.4MM或0201CHIP T≤0.12MM;PITCH>0.4MM T>0.12MM 2)钢片尺寸: 为保证钢网有足够的张力和良好的平整度,钢片尺寸大小,详见笫七部分中的《切割钢片 尺寸确定》. 四、字符: 为能方便钢网适合生产的机型和使用状况以及与客户之间的沟通,通常建议在钢网上 刻上下面的字符号: MODEL:(客户型号) P/C:(本公司编号) TH:(钢网厚度) DATE:(生产日期)年-月-日 五.开口方式 I.锡浆网 〈I〉喷锡PCB、沉金PCB开口设计 1.CHIP元件的开口设计 V型方式 A)0402 保持内距0.4~0.5MM,特殊要求除外 纲网制作及开制纲网规范 一〃网框 二〃绷网方式 三〃钢片厚度 四〃 MARK点刻法 五〃字符 六〃开口通用规则 七〃开口方式 一〃网框 常用网框推荐型号:1)29”x29” 2 )23”x23” 3 )650mmx550mm 4 )600x550mm 印刷机的大小不一样,对网框的大小要求也会不一样,所以具体网框的大小要视印刷机的情况而定。 二〃绷网方式 若须电解抛光先将钢片电抛光处理,保证钢片光亮,无刺然后选择合适的绷网方式 1〃黄胶+DP100 +铝胶带绷网方式: 因DP100本身耐清洗,再加上铝胶带保护,故不会脱网. 2〃黄胶+DP100 +S224保护漆绷网方式: DP100不会受清洗剂腐蚀,S224保护漆可使丝网不漏光及更美观. 3〃黄胶+DP100内部全部封胶的绷网方式: 此种绷网方式可耐任何清洗剂清洗.而且美观,客户在清洗网板时更方便. 4〃黄胶+DP100两面封胶的绷网方式: 此种绷网方式可耐超声波清洗 三〃钢片 1. 钢片厚度 (厚度可用0.1mm-0.3mm) (1)为保证足够的锡浆/胶水量及焊接质量,常用推荐钢片厚度为:印胶网为0.2mm, 印锡网为0.15mm; (2)如有重要器件(如QFP 、CSP、0402、0201、COB等元件),为保证印锡量和焊接质量,印锡网钢片厚度的選擇較重要。 2. 钢片尺寸 为保证钢网有足够的张力和良好的平整度,通常建议钢片距网框内侧保留有20~30mm. 四〃 MARK点刻法 视客户的印刷机而定,有印刷面半刻,非印刷面半刻,两面半刻,全刻透封黑胶和全刻透不封黑胶。 五〃字符 为能方便区分钢网适合生产的机型、使用状况以及与客户之间的沟通,通常建议在钢网上刻以下字符:客户型号(MODEL)、本厂编号(P/C)、钢片厚度(T)、生产日期(DATE). 六〃开口通用规则 1.目的 规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。. 2.适用范围 适用于本公司所有钢网的设计、制作及验收。 3.特殊定义: 钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。 供板:我司自己设计的印制电路板。我司提供的印制电路板,包括Gerber文件,印制电路板等。 制作钢网时要向钢网生产厂家说明。 4.职责: 钢网开制人员编制《钢网制作要求》,上传PDM,再由采购部将钢网制作要求和PCB文件发给供应商加工,《钢网加工要求》详见附件一。 5.钢网材料、制作材料: 5.1、网框材料: 钢网边框材料可选用空心铝框,一般常用网框有以下几种:29X29inch 23X23inch 650X550mm 550X500mm 。 5.2、钢片材料: 钢片材料选用不锈钢板,其厚度为0.1-0.3mm.。 5.3、张网用钢丝网 钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服张力应不低于45N。 5.4、胶水 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充。 所用的胶水不与清洗钢网溶剂起化学反应。 6.钢网标识及外形内容: 6.1、外形图: 6.2、PCB位置要求: 一般情况下,PCB中心,钢网中心,钢网外框中心需重合,三者中心距最大值不超过3.0mm。 PCB,钢片,钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过20。 6.3、MARK点的制作要求 6.3.1 制作方式为正反面半刻,MARK点最少制作数量为对角2个,根据PCB资料提供的大小 SMT钢网厚度及开口标准 版本:A SMT钢网厚度及开口标准第 1 页共 6 页 0.0 引言 在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。因此,有必要对印刷工艺的各个方面进行研究。在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。 1.0 目的 规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。 2.0 适用范围 用于制造部SMT车间钢网厚度及开孔标准工作指引。 3.0 工作指引 3.1 制造工艺和成本的选用原则 3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢 网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已 经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间 距必须大于25 mil(0.635mm)以上)。小批量和大批量生产用的钢网,优先采用激光切割 +电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于 0.12mil,且有良好的倒模效应,适用元件间距在20 mil(0.5mm)或以下,加工成本较适 中,生产工艺已很成熟。电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的 印刷。 3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过 250mmX200mm时,一般采用736mm×736mm(适用于DEK 265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm ×520mm 或 550mmX650mm(适用于半自动印刷机和手动印刷台)。 3.1.3 常用钢网的尺寸型号如下表: 钢网尺寸 (单位) 370×470mm 420X520mm 500X600mm 550X650mm 23”X23” 29”X29” 松下/GKG DEK/MPM 适用机型手动手动/半自动手动/半自动半自动自动 自动框架中空 型材尺寸铝合金铝合金铝合金铝合金铝合金铝合金 (mm) 20X20 20X30 20X30 20X30 30X30 40X40 3.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。同时, 为保证网板有足够的张力和良好的平整度,建议不锈钢板距网框内侧保留 25mm-50mm。 3.2 MARK点的制作要求 光宏电子(深圳)有限公司 KONWIN EELCTRONICS (SHENZHEN) CO., LTD 光宏电子(昆山)有限公司 KONWIN EELCTRONICS (KUNSHAN ) CO., LTD IPC-7525通用标准 SMT模板设计/制造 目录 项目/内容页数 1、名词术语 3 2、模板设计 3 2.1模板数据 3-5 2.2复合模板 5 2.3拼板模板 5 2.4印锡模板开孔设计 5-9 2.5印胶水模板开口设计 9-10 2.6混合技术贴装与回流的模板设计 10-12 2.7表面贴装/倒贴装复合模板技术 13 2.8 STEP-DOWN/STEP-UP模板设计 13 2.9空位模板 13-14 3、模板设计和印刷工艺 14 4、SMT模板制作 14 4.1前述 14 4.2模板材料 15 4.3蚀刻模板 15-16 4.4激光切割模板 16-18 4.5电铸成型模板 18-19 5、模板的清洗 19 5.1清洗剂要求 19-20 5.2模板常见清洗方式 20 5.3化学清洗剂的选择 20 参考文件 21 1.名词术语 1.1.1 Aperture 即模板上的开孔 1.1.2 Aspect Radio/Area Radio Aspect Radio(宽深比);开孔宽度(W)/模板厚度(T) Area Radio(面积比):焊盘开孔面积/孔壁面积 1.1.3 边界 即钢片四周的丝网,它可以是尼龙或是不锈钢丝网 1.1.4 蚀刻比例 蚀刻比例=蚀刻深度/侧蚀高度 此参数在蚀刻模板中用来补偿蚀刻时的侧蚀量 1.1.5 孔壁锥度 模板开口孔壁线与垂直线的夹角 1.1.6 Fiducials 即模板与PCB板重叠对位的参考点根据印刷机的对位系统不同,Mark点可做在印刷面或印刷面,并用黑胶填空以增强其对比度 1.1.7 Foil 即制作模板的薄片,可以是钢片、镍合金、铜片,也可以是高分子聚合物 1. 1.8Frame 即固定/张紧薄片之铝框 1.1.9 通孔焊接 即插件元器件的焊接工艺 1.1.10 小BGA/CSP 即中心间隙小于1mm的球形矩阵,当元件封装心尺寸不大于1.2倍的本体面积尺寸时又可称作CSP 1.1.11普通BGA 中心间距大于等于1mm的球形矩阵 1.1.12 Step stncil 同薄片上带有不同厚度的台阶式模板 1.1.13表面贴装 电子元器件与PCB焊盘表面的连接方式,而不是通过插孔的方式联接 1.1.14超细间距 即表面贴装元器件中元件引脚中心间距≤0.4mm 2.模板设计 2.1 模板数据 2.1.1 尽管模板制作方法多样,但都需设计PCB板时的Gerber文件,客户需制作模板时,或通过Modem, FTP, E-mail或磁盘方式将文件传送到光宏电子,如文件太大,将文件压缩后传送,客户最好将传给PCB制造商的Gerber文件一并传送到光宏公司,以便我司根据实际SMT 1.目的 规SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。. 2.适用围 适用于本公司所有钢网的设计、制作及验收。 3.特殊定义: 钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。 供板:我司自己设计的印制电路板。我司提供的印制电路板,包括Gerber文件,印制电路板等。 制作钢网时要向钢网生产厂家说明。 4.职责: 钢网开制人员编制《钢网制作要求》,上传PDM,再由采购部将钢网制作要求和PCB文件发给供应商加工,《钢网加工要求》详见附件一。 5.钢网材料、制作材料: 5.1、网框材料: 钢网边框材料可选用空心铝框,一般常用网框有以下几种:29X29inch 23X23inch 650X550mm 550X500mm 。 5.2、钢片材料: 钢片材料选用不锈钢板,其厚度为0.1-0.3mm.。 5.3、网用钢丝网 钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服力应不低于45N。 5.4、胶水 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充。 所用的胶水不与清洗钢网溶剂起化学反应。 6.钢网标识及外形容: 6.1、外形图: 6.2、PCB位置要求: 一般情况下,PCB中心,钢网中心,钢网外框中心需重合,三者中心距最大值不超过3.0mm。 PCB,钢片,钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过20。 6.3、MARK点的制作要求 6.3.1 制作方式为正反面半刻,MARK点最少制作数量为对角2个,根据PCB资料提供的大小 钢片厚度设定 为保证钢网有足够的张力和良好的平整度,所做钢片距外框内侧应保留有25mm的距离,根据不同的元件选择相应的钢片厚度,主要依据最小开孔和最小间距为考虑,重点兼顾其它,详见下表或可根据公式进行计算得出: 若焊盘尺寸L>5W时,则按宽厚比计算钢片的厚度。 T<W/1.5 若焊盘呈正方形或圆形,则按面积比计算钢片的厚度。 T<(L×W)/1.32X(L+W) 元件开口设计及对应钢片厚度表 一. 开孔方式 说明:以下开孔方式仅包含部分常见典型零件,若碰到以下规范中未提及之焊盘类 型,可参考元件焊盘外形类似之开孔设计方案制作。 A .锡浆网开孔方式: 此锡浆网开孔方式适合大部分产品达到最佳锡膏释放效果的要求,如有特殊元件应按特别要求制作。 1. CHIP 料元件 封装为0201元件长外扩10%并四周倒R =0.03mm 的圆角。间隙保证不得小于9MIL 大于11MIL. 封装为0402元件开孔如下图(当间隙小于0.4mm 时需外移至0.4mm ;当间隙大于0.4mm 时需内扩至0.4mm ): 件开孔如 封装为0805以上( 04020805以上元件开孔 FUSE .MELF 开孔如下图 大CHIP 料无法分类的按焊盘面积的90%开口,并兼顾元件吃锡量稍做调整, 二极管按焊盘面积的100%开口,如是圆柱形的需要增加长度保证足够锡 一般通过元件的PITCH 值,再结合标准焊盘大小来判定 封装类别(mil\mm) PITCH (mil ) 标准焊盘大小(长X 宽)(mil) 0402(1005) P<55 25X20 0603(1608) 55≤P ≤70 30X30 0805(2012) 70带压开孔
钢板下料规范
网板开孔
钢网开刻标准(最新版)
梁上开孔规范
《卫生标准》卫生型_块开人孔手孔企业标准
红胶钢网开孔规范
钢材标准及其标准规范汇编
钻孔技术要求
钢网厚度及开孔标准
红胶钢网开孔规范
钢板开口规范
钢板开孔规范
钢网开口设计规范标准
SMT钢网厚度及开口标准
ipc-7525钢网开孔标准
钢网开口设计规范标准
SMT钢网开孔经验