OTC焊接机器人焊枪组分解详图RT3500S,3500H,3500L
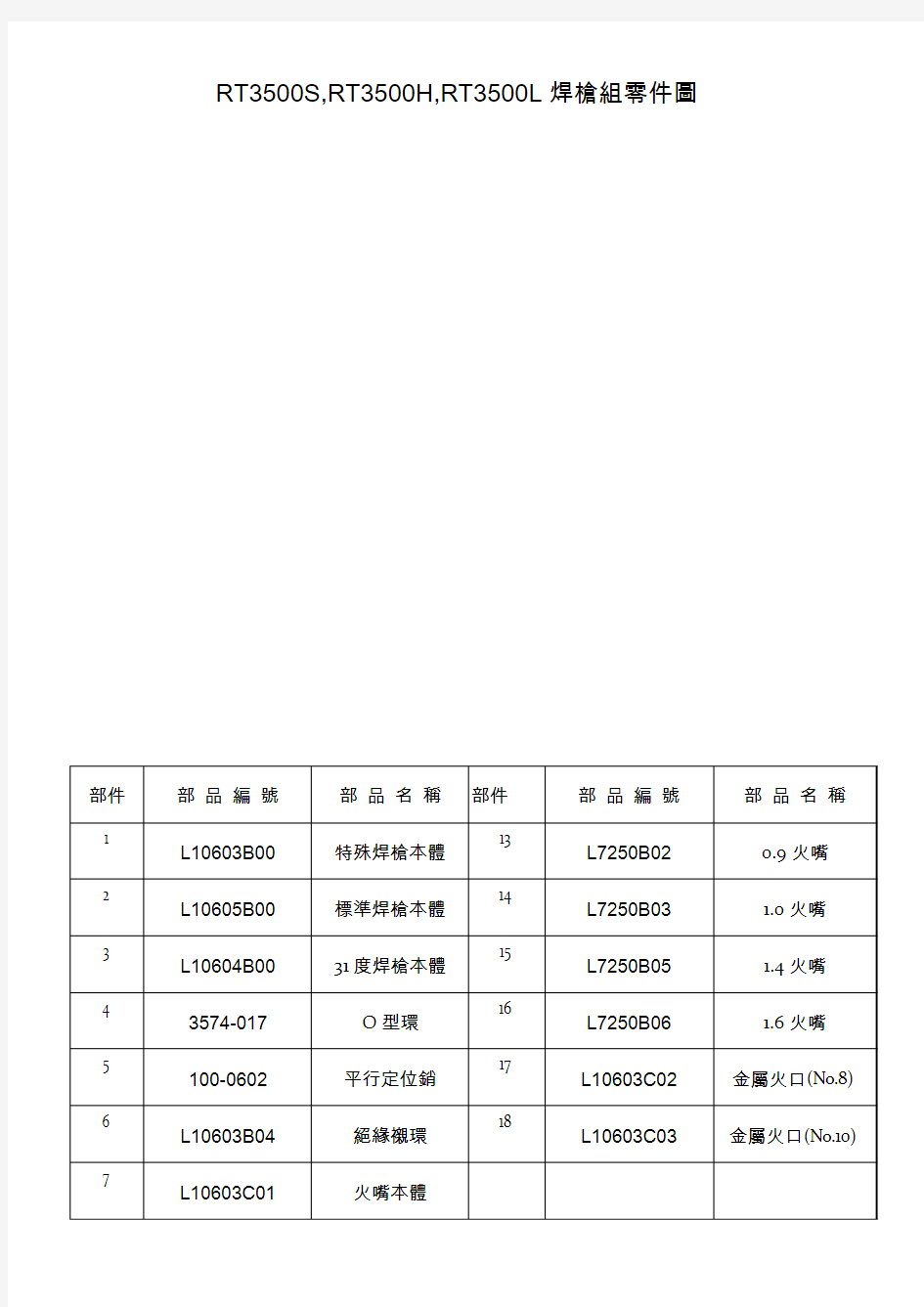
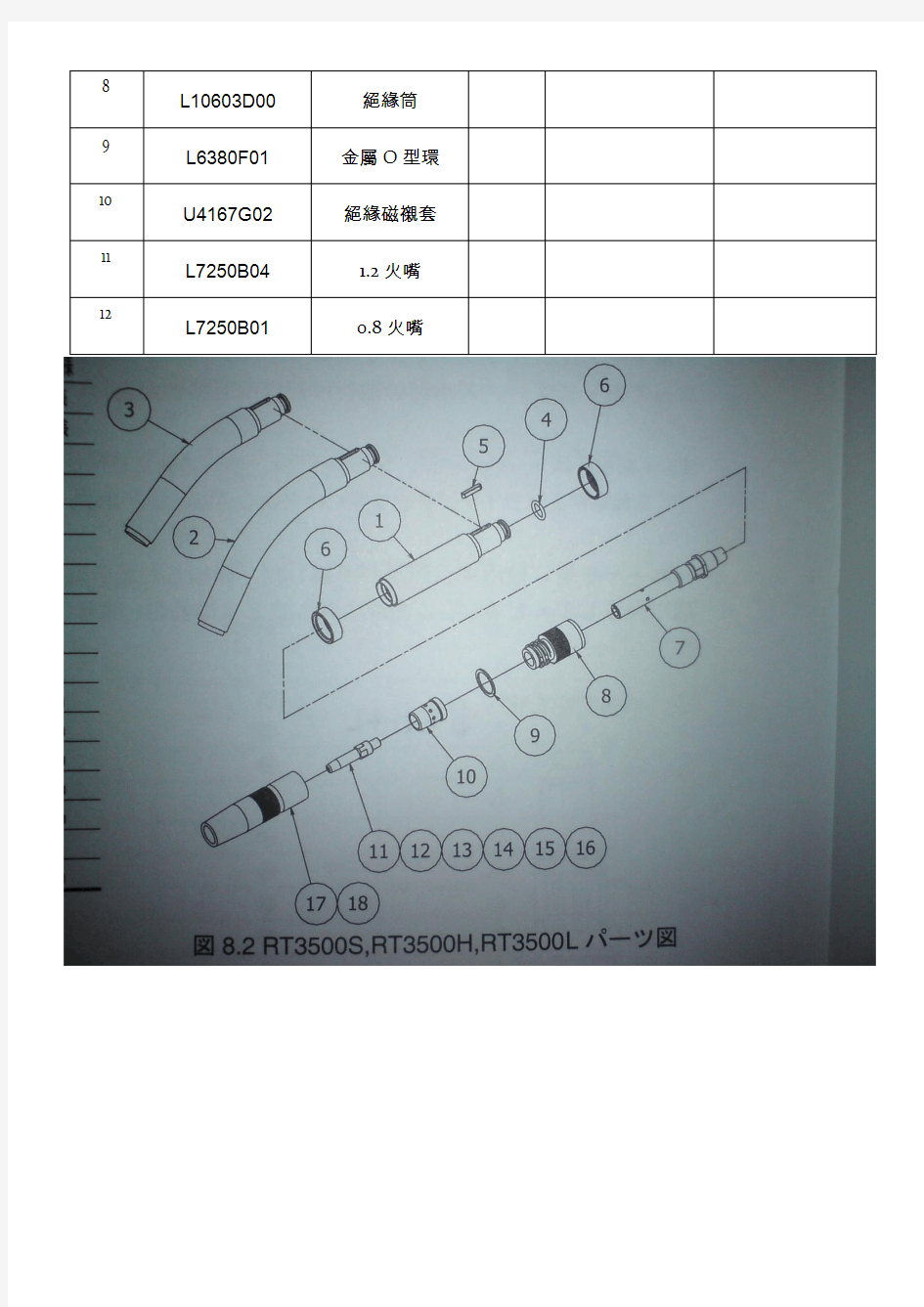
RT3500S,RT3500H,RT3500L焊槍組零件圖
机器人焊接系统操作说明书
延锋座椅OTC机器人焊接系统操作说明
一、操作步骤 1、上工准备: a、上电;(顺序:变压器、焊接电源、机器人控制箱、系统主控箱) b、压缩气开启; c、检查焊丝、混合气是否充足,并确认气体流量; d、检查焊枪部位是否正常(导电嘴、喷嘴); e、检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”打开,然后副操作盒 处“运转准备”启动,打开外部轴伺服及读取外部轴位置数据 f、检查夹具是否正常,并在水平位置,检查工件设定是否正确; g、按“机器人启动”第一次启动机器人伺服,成功后指示灯闪动,按第二次启动机器人自动 模式,成功后指示灯亮,并确认其在起点在安全位置(区域干涉); h、三色灯只“绿”灯亮,系统准备就绪; i、工件准备,进入工作状态。 2、下班准备: a、机器人、夹具回到起点位置; b、断电;(顺序:系统主控箱、机器人控制箱、焊接电源、变压器) c、压缩气关闭,混合气关闭; d、现场飞溅清理。 3、运转条件: a、系统运转准备好,自动状态,触摸屏显示自动焊接画面; b、机器人自动模式,伺服启动且在安全位置; c、无报警信号(机器人报警,外部轴电机报警) d、三色灯只绿灯亮,自动焊接准备好 e、三色灯红灯(报警或紧急停止),绿灯亮(准备好),绿灯闪(系统运转中),黄灯亮(待机 状态,机器人未准备好),黄灯闪(机器人停止中); f、两主操作盒分别对应两个工位的启动、预约、再启动、预约指示及预约解除,运转中如有 停止发生,预约启动会自动解除。所有停止按钮功能相同 4、触摸屏操作说明 a、系统非常停止中 检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”是否可靠打开后,扣押 副操作盒上“运转准备”按钮
otc机器人编程
OTC 机器人操作说明书 OTC 机器人的编程和操作主要都是在示教模式下进行的,因此这里主要说明对于示教器的使用。 将控制柜和示教器的旋钮都调整到示教模式,此时示教器进入示教模式 首先了解一下示教器中一些代号及按钮的作用 : 将机器人记录的状态进行如下说明: ①、图中1为机器人程序中的步骤号码,此步骤号码会随着程序步骤的删除或插入步骤此号码会相应的增加或是减小。 ②、图中2为机器人移动的速度,这个速度可以有三种表示方式 % 这个是指机器人的移动能力的表示方式 cm/min 这个是指机器人线速度的表示方式 sec 这个是指机器人移动时间的表示方式 ③、图中3指机器人的内插种类,种类也可以分为三种 JOINT 指关节内插,是指机器的人各轴单独运动,工具尖端的轨迹不定,机器人程序设定动,机器人步骤从第上一点到第下一点的机器人各轴怎么快运动到点怎么运动。 LIN 指直线内插,机器人记录下一步骤运动方式是直线内插时,工具尖端在连结步骤间的直线上运动。 CIR 指圆弧内插,机器人目标步骤跟下一步骤为圆弧内插时,工具尖端在圆弧上运动。 注:机器人使用圆弧内插时,必须要有三个点才能组成一段圆弧。 ④、图中4指的是机器人的内插精度,精度可以分为8个等级,其中 A1的精度是最准确的,A8的精度是离记录点的位置相差是最大的。 ⑤、图中5指的是机器人的工具号码,机器人上可以安装多种工具,在设定程序时设定好工具后,只要更换工具就可以使用了。
对示教器的一些常用按键进行说明: 1、 控制结点运动的轴键,主要用于调整机器人和焊枪的位置和角度。在sw开关按下的情况下配合坐标可以用来控制机器人的位置。 2、 坐标切换按键,可以在轴坐标、机器人坐标和工具坐标之间切换。在sw开关按下的情况下配合轴键来控制机器人的位置。 3、 类似于返回键,还有一个作用是在出现错误时复位。 4、 对程序进行编辑时使用。 5、 按下时,可以显示可能出现的动作菜单,也可以使其他按键上方的绿色功能发挥作用。例如:+这是一个启用一个覆盖命令,而不是记录的作用。 6、上下左右键 光标移动按键,控制光标移动,配合,可以选择目标。 7、前进检查和后退检查 在按下拉杆的状态下,点击前进检查/后退检查,可以使机器人前进/后退到上一个位置。 8、连续/断开 打开示教模式下的连续和断开状态。连续状态下按下前进按键可以一直前进,断开状态按下前进按钮每次只能走到下一个点的位置。
阿比科.宾采尔机器人焊枪产品及周边产品介绍
阿比科.宾采尔机器人焊枪产品及周边产品介绍 金属惰性气体(MIG)/金属活性气体(MAG)焊枪 ?“ABIROB A ECO-Line”:MIG/MAG气冷式焊枪系统 ABIROB? A300,A360 、ABIROB? A500 ?“ABIROB 350 GC”:MIG/MAG气冷式焊枪系统 ABIROB? 350 GC ?“ROBO Standard” MIG/MAG液冷式焊枪系统 ROBO 455 D 、 ROBO 650 TS ABIROB W 焊枪系统(液冷式) ?ABIROB W300、ABIROB W500 钨极氩弧焊(TIG)焊枪系统 ?“ABITIG MT” ABITIG? MT 300 W 机器人周边产品 ?机器人防碰撞iCAT、CAT 2、iSTM ?清枪装置BRS-CC ?冷却箱BWC
ABIROB A 系列焊枪(气冷) 新颖的设计、一流的配置、简易的操作以及小巧的架构等特点无不显示出ABIROB A 系列的出众。 优点: ?简易小巧的模块化设计:方便于维修与维护 ?超薄设计:理想的可达性 ?高稳定性与重复可定位性:最大化的TCP值;TCP可靠性强(即使发生碰撞)。 ?创新的互锁系统:在TCP保持不变的情况下快速轻松地更换枪颈。 ?适用于300A,360A与500A(100%暂载率) ABIROB A300 技术参数(EN60 974-7): 符合中国标准GB/T15579.7-2005弧焊设备;第七部 分:焊枪 额定值:300A CO2、250A 混合气体、M21(EN439) 暂载率:100% 焊丝直径:0.8~1.4mm ABIROB A360 技术参数(EN60 974-7): 符合中国标准GB/T15579.7-2005弧焊设备;第七部 分:焊枪 额定值:360A CO2、290A 混合气体、M21(EN439) 暂载率:100% 焊丝直径:0.8~1.4mm ABIROB A500 技术参数(EN60 974-7): 符合中国标准GB/T15579.7-2005弧焊设备;第七部分:焊枪 额定值:500A CO2、400A 混合气体、M21(EN439) 暂载率:100% 焊丝直径:0.8~1.6mm
OTC焊接机器人基本操作说明
程序号的说明(程序起名) 将光标移动程序最前面“0”的地方,按FN99(说明),这时会出现一个界面,选择需要的符号或数字,按键选择确定,当输入完毕后按写入就好了。 查看产品代号相对应的程序 动作可能+程序,一览表 程序的合并 例如:1号工作台上的工件程序为1号,2号工作台上的工件程序为2号。现需要用1个控制盒来同时控制2个工位,那么就需要将2个工位的程序1号程序和2号程序合并在一起。 首先找一个空的程序,例如3号程序。在3号程序中按FN80(程序调用)——确定——输入1——确定,按FN41(机器人停止)——确定,按FN80——确定——输入2——确定,END 这时工位启动分配只要启动3号就可以同时控制1号程序和2号程序了。 文件的保护和删除 单个程序的保护: 开机界面——文件操作——保护——内部储存器——部分保护——程序,在程序处输入需要保护的程序号——确定——执行。 多个程序的保护: 开机界面——文件操作——保护——内部储存器——部分保护——程序——WORK——确定——PROGAM,用光标选择需要保护的程序——确定——执行。 单个程序的删除: 开机界面——文件操作——程序删除——内部储存器——程序,在程序处输入需要删除的程序号——确定——执行。 动作可能+删除。 多个程序的删除: 开机界面——文件操作——程序删除——内部储存器——程序——WORK——确定——PROGRAM,用光标选择需要删除和程序——确定——执行。 解除保护: 开机界面——文件操作——保护——内部储存器——保护解除——程序。 气体或焊丝直径的变更 不同的气体或不同的焊丝直径焊接命令中的匹配电压都不一样,所以当气体或焊丝直径变更时,请注意修改以下内容: 开机界面——按复位键(R)——输入314——确定——输入12345——确定 电弧常数设定——特性数据的设定——特性1——按屏幕右上角的选择 进入选择项选择需要的特性——确定——写入 进入编程界面,修改起弧和收弧命令中的电压。 异常情况的检查 1、开机界面——键转换——监视器2——异常履历; 2、开机界面——动作可能——维修——监视器2——异常履历。 工件焊接时间的检查 1、开机界面——键转换——监视器2——工作时间; 2、开机界面——动作可能——维修——监视器2——工作时间。 手动焊接 开机界面——复位键(R)——输入314——确定——输入12345——确定 开机界面——键转换,将机器人前进检查移动到需要焊接的地方 将检查方式更改为连续——打开检查焊接 按下拉杆再按住前进检查就可以焊接了,放掉检查焊接就停止焊接。 点焊 在需要点焊的步骤输入起弧——定时器——收弧 起弧的电流和定时器设置的时间是相互的,起弧电流大焊点大,定时器设置的时间大焊点大。
焊接机器人使用说明书
焊接机器人使用说明书型号:HYHJ-1402 ◆非常感谢您购买了机器人产品。 ◆用前请仔细阅读本说明书并妥善保管,以备今后查阅。 ◆具体请联系宏镒自动化科技有限公司。
目录
产品简介 驱动容量:3800W 位置反馈:绝对值编码器 轴数:6 负载:6Kg 重复定位精度:± 动作范围:R=1402mm 机器人其他性能参数如下: 各轴运动范围: J1:-170°~+170°之间自由运动 J2:-150°~+90°之间自由运动 J3:-150°~+85°之间自由运动 J4:-135°~+135°之间自由运动 J5:-120°~+120°之间自由运动 J6:-360°~+360°之间自由运动工作空间 Rmax:1402±10mm Hmax:360±10mm
最大单轴速度 J1:s{105°/s} J2:s{105°/s} J3: s{105°/s} J4: s{210°/s} J5: s{210°/s} J6: s{310°/s} 每分钟焊接速度 Vmin≦450mm/min Vmax≧5000mm/min 轨迹重复性 机器人在空载速度300mm/min下,沿设定的轨迹重复运行5000次,轨迹间偏差不超过。 HY-350N焊机使用说明 1.前面板部件图(具体部件标示见表1) 表1(见下一页)
接线:将焊机的12芯航空插头母头与控制柜的12芯航空插头公头对插,并把正极线以及负极线接到如 上图所示的13正极线端、12负极线端;把焊机 的6芯航空插头公头与机器人本体母头连接。气检:将船型开关10打到1进行气体检查,若焊枪枪头出气,则表示正常。 焊接:船型开关3打到0实芯档,船型开关4打到0焊丝档,船型开关8打到1气保焊档,船型开关9 打到1收弧档,船型开关10打到0焊接档。
OTC焊接机器人维护保养规程
焊接机器人维护保养规程 1、维护类别和职责: 1.1 日常维护,每班工作中和工作后进行。每周维护在周末进行,由班长进行。 1.2 保养季计划,每季进行一次,由维修人员进行。 1.3 保养年计划,每年进行一次,安排维修人员进行。 2、维护项目 2.1 日常维护 2.1.1 每班一次清洁机器人表面粘附的灰尘,油污及杂物。 2.1.2 检查原点标记,无脏污,破损,脱落。 2.1.3 检查外露电缆与送丝管,无磨损与刮伤。悬吊送丝管与电缆的弹簧和橡皮绳无脱落,松开。异常时作相应处理 2.1.4检查火嘴,如有缺损,变形,则更换备品并校对原点。 2.1.5原点校验,用原点校验程序检查,存在偏差则校正火嘴原点。 2.2 设备保养季计划 2.2.1焊枪。清洁枪嘴和枪嘴安装座附着的杂物,枪嘴端头磨损则更换。 2.2.2送丝装置。清洁送料滚轮和焊丝过滤器上的油污灰尘。检查旋转送料器的转动,必要时维修更换。 2.2.3气管。检查CO2气管,磨损或扭曲时,更换或做相应处理。 2.2.4电缆与连接器。连接器松动时重新紧固。电缆划伤时更换或做相应处理。 2.3 设备保养年计划 2.3.1 控制箱。清洁除尘,检查各电路接点有无松脱。散热风扇转动异常则维修更换。 2.3.2 刹车。伺服 ON 时无振动和噪音,伺服OFF 时手臂不下降。异常则维修。 2.3.3 本体内部线路。检视本体内线缆,损坏则更换。紧固电缆护套和连接器的固定螺丝, 2.3.4 手臂。J4,J5,J6轴更换减速机润滑脂。更换J4轴十字滚子轴承润滑脂。 2.4 设备保养每三年计划 2.4.1。手臂。J1,J2,J3,J4,J5,J6轴更换减速机润滑脂。更换J4轴十字滚子轴承润滑脂。减速机异常时则维修更换。 2.4.2同步皮带。检查皮带张力,调整皮带张力。 2.4.3电池。更换伺服板电池。
川崎机器人伺服焊枪标定
川崎机器人伺服焊枪标定 一.设定参数: 1.打开辅助功能界面,如下图: 2.伺服焊枪机械参数设定:点焊---伺服焊枪机械参数设定,如下图: 如果设置焊枪1,射枪编号就写1
伺服焊枪类型:普通枪(换枪选双枪)。 动作范围:上限按照焊枪参数表上的填写,下限一般情况下都是-200mm 分辨率:转速比(马达转一圈焊枪走的行程)/8192=0.00…. 然后在第一位不是0的数字开始,后面加上小数。分辨率指数:小数点后移N位就是10的负N次方。 例:10.4(转速比)/8192=0.0012695=1.2695×10-3分辨率就是1.2695 分辨率指数填3。 动作方向:负(正方向开枪,负方向关枪)。最高速度按照表格里面的填写,加速时间及以下4个都是0.05 下面是焊枪参数表,每把焊枪都自带的。
3.伺服焊枪的的设定 在示教器上打开辅助——点焊——伺服枪设定——射枪编号,如下图所示: 间隙如果焊枪行程大于35mm两个参数都设为10.0mm,如果小于35mm设为5.0mm加压力:示教设为0.980KN,磨损检测时0.98KN 工具的+Z方向设为关闭,E系控制柜都选关闭,和枪关闭方向一致 粘连检测粘枪时的检测,这个功能应该不能使用 压入速度设为10mm/s 加压前间隙可动侧,不动侧均为10 加压后间隙可动侧,不动侧均为10 伺服焊枪加压等待时间:焊接时10ms内焊枪没有打开时会报警。 枪尖接触信号:焊接时会发出的信号,可以用作防止焊枪不焊接。 研磨时的加压力:0.98KN焊枪修模时的压力。研磨时的加压时间:修模时加压的时间一般1-1.2秒就够了。 最大加压限制值max electric force 4.000KN(根据参数表) 4.加压力调整数据: 打开辅助——点焊——加压力调整数据——射枪编号,如下图所示: 根据此图设置
焊接机器人主要技术指标
焊接机器人主要技术指标 选择和购买焊接机器人时,全面和确切地了解其性能指标十分重要。使用机器人时,掌握其主要技术指标更是正确使用的前提。各厂家在其机器人产品说明书上所列的技术指标往往比较简单,有些性能指标要根据实用的需要在谈判和考察中深入了解。 焊接机器人的主要技术指标可分为两大部分,机器人的通用指标和焊接机器人的专门指标。 (1) 机器人通用技术指标 1) 自由度数这是反映机器人灵活性的重要指标。一般来说,有3 个自由度数就可以达到机器人工作空间任何一点,但焊接不仅要达到空间某位置,而且要保证焊枪( 割具或焊钳) 的空间姿态。因此,对弧焊和切割机器人至少需要5 个自由度,点焊机器人需要6 个自由度。 2) 负载指机器人末端能承受的额定载荷,焊枪及其电缆、割具及气管、焊钳及电缆、冷却水管等都属负载。因此,弧焊和切割机器人的负载能力为6 ~10kg,点焊机器人如使用一体式变压器和焊钳一体式焊钳,其负载能力应为60 ~90kg ,如用分离式焊钳,其负载能力应为40 ~50kg。 3) 工作空间厂家所给出的工作空间是机器人未装任何末端操作器情况下的最大可达空间,用图形来表示。应特别注意的是,在装上焊枪( 或焊钳) 等后,又需要保证焊枪姿态。实际的可焊接空间,会比厂家给出的小一层,需要认真地用比例作图法或模型法核算一下,以判断是否满足实际需要。 4) 最大速度这在生产中是影响生产效率的重要指标。产品说明书给出的是在各轴联动情况下,机器人手腕末端所能达到的最大线速度。由于焊接要求的速度较低,最大速度只影响焊枪( 或焊钳) 的到位、空行程和结束返回时间。一般情况下,焊接机器人割机器人要视不同的切割方法而定。 5) 点到点重复精度这是机器人性能的最重要指标之一。对点焊机器人,从工艺要求出发,其精度应达到焊钳电极直径的1/2 以下,即+ 1 ~2mm 。对弧焊机器人,则应小于焊丝直径的1/2 ,即0.2 ~0.4mm 。 6) 轨迹重复精度这项指标对弧焊机器人和切割机器人十分重要,但各机器人厂家都不给出这项指标,因为测量比较复杂。但各机器人厂家内部都做这项测量,应坚持索要其精度数据,对弧焊和切割机器人,其轨迹重复精度应小于
OTC机器人FN命令大全
FN0输出信号全部清楚ALLCLR FN20步骤转移JMP FN21步骤调用CALL FN22步骤返回RETURN FN23附带条件步骤转移JMPI FN24附带条件步骤调用CALLI FN25附带条件步骤返回RETI FN26附带次数条件步骤转移JMPN FN27附带次数条件步骤返回RETN FN28附带次数条件步骤返回RETN FN32输出信号ON SET FN34输出信号OFF RESET FN35附带脉冲和延迟输出信号SETMD FN41机器人停止STOP FN42附带条件机器人停止STOPI FN43输出信号分离输出OUTDIS FN44输出信号二进制输出OUT FN50计时器DELAY FN55传送带计数器复位CNVSYNC FN67固定工具号码选择STOOL FN71姿势X LETX FN72姿势Y LETY FN73姿势Z LETZ FN74储存姿势文件POSESAVE FN75代入整数变数LETVI FN76代入实数变数LETVF FN77代入文字列变数LETVS FN80程序调用CALLP FN81附带条件程序调用CALLPI FN82附带次数条件程序调用CALLPN FN83程序转移JMPP FN84附带条件程序转移JMPPI FN85附带次数条件程序转移JMPPN FN86附带次数条件机身转移FCASEN FN87附带条件机身转移FCASEI FN88机身转移终端FCASEEND FN90行跳跃GOTO FN91行调用GOSUB FN92结束END FN94输入实数变数(欧拉角坐标值)GETPELR FN95机构连接CHGGUN FN98间歇文件选择USE FN99说明REM FN100连续的输出信号ON/OFF SETO FN101文字列输出PRINT FN105输出信号SETM FN111RS缓冲清楚RESCLR FN142代入实数变数(座标值)GETP FN143设定实数变量(姿势)GETPSE FN144设定姿势变量LETPOSE FN150短时定时器延迟STIMER FN157代入实数变数(各轴角度)GETANGLE FN160姿势控制POSAHTO FN161左臂系统LEFTY
松下焊接机器人应用说明安全手册
唐山松下产业机器有限公司 20120112
ー目录- 第1章设定内容 1.工具???????????????????????????????P42.弧焊机的设定????????????????????????????P53.启动方式的设定???????????????????????????P64.启动方式的输入分配?????????????????????????P75.启动信号的时机与连接端子??????????????????????P86.主程序启动方式的设定????????????????????????P97.用户功能图标的设定????????????????????????P108.用户功能键设定一览表???????????????????????P119.动作功能的动作模式重组?????????????????????P1210.更改电焊机的焊接条件设定(MAG)?????????????????P1311.起弧重试?自动解除粘丝?????????????????????P14第2章常见问题解疑 Q1.用外部起动盒起动程序时,该怎样操作???????????????P16Q2.作业结束时,可否让机器人总保持相同的待机姿态?????????P17Q3.在程序中可否加入文字或部件名称???????P18Q4.可否定期清除附着在喷嘴上的飞溅?????????????P19Q5.在程序中可以进行复制,粘贴操作吗???????????P20Q6.可以整体复制程序吗????????????????P21Q7.可以删除程序吗???????????????P22Q8.是否有防止程序被消除的设定吗??????????P23Q9.可否保存机器人的数据????????????P24Q10.可否将机器人的数据传输到其他地方???????????P25Q11.可否在焊接过程中对焊接规范进行微调??????????P26Q12.可否在自动运行过程中对程序进行编辑???????P27Q13.可否在示教模式下确认电弧???????????P28第3章焊接开始与焊接终了程序(CO2/MAG/MIG焊接)?????P30第4章发生异常时的处理方法 1.发生E1050時的处理方法????????????????P322.发生E7xxx负载错误????????????????????P333.锂电池电量消耗警报?????????????????????P334.停电时的处理方法???????????????????????P335.解除超限的方法???????????????????????P34
ABB工业机器人配置伺服焊枪的步骤
Tune 枪的一般步骤 1. 加载伺服焊钳的配置文件 1.1 文件位置: Controller hd0a:\RobotWare_5.xx\ utility\ AdditionalAxis\ DM1\ServoGun 个人电脑(PC) C:\Program Files\ABB Industrial IT\Robotics IT\ MediaPool\RobotWare_5.14 \utility\AdditionalAxis\ DriveSystem 09 \ ServoGun\DM1 (有三个文件,根据伺 服枪的硬件连接选择合适的文件加载)。 1.2 文件名: MxLyBzS_DMd.CFG 注: x: motor (logical axis)7轴y: measurement link 第一 个接口 a) z: board position 1板d: drive module 1 1.3 加载步骤: ABB - Control Panel - Configuration -File - Load Parameters-Load parameters and replace duplicates – Load。 2. 定义伺服枪的伺服电机参数(极对数、极对数、最大电流、相电压、电阻、 电感、Stall torque(失速转矩) 1.1 伺服电机参数设置: 极对数(pole pairs):获取方法有两种;一般可以找焊钳生产厂商索取,或者根据 经验尝试,一般为2、3、4、5、6中的一个值。 最大电流(Max Current):根据电机上铭牌值写入即可,也可以找焊钳厂家索取。 电阻(phase resistance):=Rw/2 ΩRw的值找厂家索取 电感(phase inductance):=Lw/2 H Lw的值找厂家索取 失速转矩(Stall torque):Stall torque:失速转矩也称堵转力矩,指在电机轴 被外力锁定的约束下,已目标温升为约束,可连续输出力矩的最高值,堵转力矩一 般高于额定转矩,改力矩受限于电机的电磁结构和热电阻等因素。 Ke值:永磁电机的反电动势常数Ke。Ke和Kt之间满足 Ke= Kt/√3关于伺服电机中的Ke、和Kt解释; 永磁电机的反电动势常数KE 只要电机在转动,必然会有线圈切割磁力线,所以会有反电动势产生。对于具体的某型号电机,其转
OTC机器人焊接系统操作说明
O T C机器人焊接系统操 作说明 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
延锋座椅OTC机器人焊接系统操作说明
一、操作步骤 1、上工准备: a、上电;(顺序:变压器、焊接电源、机器人控制箱、系统主控箱) b、压缩气开启; c、检查焊丝、混合气是否充足,并确认气体流量; d、检查焊枪部位是否正常(导电嘴、喷嘴); e、检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”打开,然后副操作盒 处“运转准备”启动,打开外部轴伺服及读取外部轴位置数据 f、检查夹具是否正常,并在水平位置,检查工件设定是否正确; g、按“机器人启动”第一次启动机器人伺服,成功后指示灯闪动,按第二次启动机器人自动 模式,成功后指示灯亮,并确认其在起点在安全位置(区域干涉); h、三色灯只“绿”灯亮,系统准备就绪; i、工件准备,进入工作状态。 2、下班准备: a、机器人、夹具回到起点位置; b、断电;(顺序:系统主控箱、机器人控制箱、焊接电源、变压器) c、压缩气关闭,混合气关闭; d、现场飞溅清理。 3、运转条件: a、系统运转准备好,自动状态,触摸屏显示自动焊接画面; b、机器人自动模式,伺服启动且在安全位置; c、无报警信号(机器人报警,外部轴电机报警) d、三色灯只绿灯亮,自动焊接准备好 e、三色灯红灯(报警或紧急停止),绿灯亮(准备好),绿灯闪(系统运转中),黄灯亮 (待机状态,机器人未准备好),黄灯闪(机器人停止中); f、两主操作盒分别对应两个工位的启动、预约、再启动、预约指示及预约解除,运转中如有 停止发生,预约启动会自动解除。所有停止按钮功能相同 4、触摸屏操作说明 a、系统非常停止中 检查机器人操作盘、示教器、系统主操作盒、副操作盒“紧急停止”是否可靠打开后,扣 押副操作盒上“运转准备”按钮
KUKA机器人焊枪设置
1、设置电脑IP地址与KUKA机器人的IP地址为同一网段 1.1、点击KUKA机器人左上角的机器人图标,如下侧图示1中显示,投入运行-网络设置,可查看IP地址; 图示1 一、 1.2、设置电脑IP地址,此次配置IP地址17 2.31.1.xxx,请注意尾数不能为147,如图示2; 图示2
1.3、设置完成后可以用workvisual 连接机器人。 2、workvisual 设置( 2.1、连接网线,请连接在机器人控制柜门侧的KLI 接口处; 2.2、连接好后,打开workvisual ,点击文件,在下拉菜单中点击寻找项目(如图示3),点击刷新,等待连接机器人成功; 2.3、连接成功后,一层一层点击开项目,在如图示4中蓝色标示出的最近修改后的项目,双击导入项目; 寻找项目对话框 点击刷新 图示3 双击导入项目 图示2
2.4、在workvisual上的文件下拉菜单中点击名录管理,如图示5显示; 文件菜单 名录管理 2.5、点击名录管理后出现对话框(如左图6),点击打开文件,(注意请先将有AFC文件的U盘插在机器人控制柜上),在出现的对话框中选择ServoGunTC_Obara_82_83”,选择打开加载这个文件,然后关闭这个对话框; 图示6 点击打开 文件 加载这个文件 2.6、选中“steuerung 1xxxxxx",双击激活该项目,如图示7中灰色标示出的; steuerung 1xxxxxx 图示7
2.7、在该条目下右键选择添加指令,出现下侧图示8对话框,选择条目 ServoGunTC_Obara_82_83”下的”TS4817N4935E435“焊枪,然后选择 添加; 出现右下图示9焊枪与控制柜机器人状态图示,表示焊枪添加到机器人法兰盘上,如果焊枪连接在控制柜处,焊枪添加错误,请删除并请按照之前步骤重新添加焊枪; 图示8 ServoGunTC_Obara_82 _83 TS4817N4935E 435 图示9
焊接机器人基本操作及应用教材指南
一、开设该课程的必要性 焊接机器人在我国以每年以35%以上的增速不断扩展,已经进入了高速发展期。但机器人编程操作方面的应用人才十分缺乏,制约了我国机器人应用技术更大程度的发展,特别是具有焊接专业知识的机器人编程人员更是少又少。此前,机器人操作培训工作属于售后服务范畴,均由企业自行承担,参照操作说明书学习,难以满足企业对高技能人才的需求。因此,在职业技术院校开设机器人技能学习课程非常必要,编制一套适合职业技术教育的焊接机器人教材,使更多的学生有机会学习焊接机器人操作技能,为企业输送高技能的焊接机器人编程人员,以适应机器人应用领域日益的发展需要。 二、课程的性质与任务 1、本课程是职业技术院校焊接专业的一门专业技能课程。它的目标是使学生具备从事相关专业的高素质劳动者和中高级专门人才所必需的基本知识和基本技能;并为提高学生的全面素质、增强适应职业变化的能力和继续学习的能力打下良好的基础。 2、教学目的:通过学习,要求掌握两种技能: A、机器人操作技能。 B、机器人焊接技能。 掌握焊接机器人应知、应会的理论和技能学习内容,为企业培养合格的焊接机器人编程操作人员。 3、教学难点:从理论到实际,要经过一个由眼到脑再到手的学习适应过程。另外,由于设备贵重,一般的教学点都存在机器人数量不足情况。此时应合理组织调配,保证每个学生的上机操作时间。机器人焊接工艺的掌握需要进行一定时间的焊接实践才能积累一些经验。 三、教材编写思路 1.以介绍机器人基础知识入手,由浅入深、层层展开。以机器人的基本原理、基本概念切入,消除学生对机器人的神秘感,再进入机器人操作的内容学习。 2.以图文结合的形式,将模拟图、系统图和现场照片相结合,方便学习和领悟。 3.针对焊接机器人操作及应用这一课题方向,选取在市场中占有率较大的松下机器人为范本,以机器人操作技能为主要学习目的,明确教学方向。 4.借鉴焊接机器人最新资料和具有代表性实际案例(附现场照片),使资料更加详实、具体,便于学习过程中开阔视野。举一反三,有助于其他品牌机器人学习, 5.融入基础知识比重,注重突出技能训练,方便学生进一步学习机器人技术。 6.拓展自动化焊接的领域和空间,适应焊接技术的不断发展。 四、编写原则 参照焊接机器人的国际标准,参考焊接机器人的最新资讯。根据我国的机器人应用领域发展需要,结合职业技术类学校的特点和培养方向编撰而成。 教材编排力求简明扼要、通俗易懂,围绕着从认识到熟练操作机器人,能够完成机器人的基本操作为目的,结合弧焊焊机器人操作和应用这两个主题,根据机器人技术的学习特点,配以操作界面图片,图文并茂,易于掌握。教材编写过程中,征询多位行业的权威人士对本教材的意见,几经审稿、数次修改,旨在推进机器人课程在职业技术教育领域的普及,填补专业空白,满足企业和社会发展需要。
固高工业机器人操作说明书——焊接篇V1.2
工业机器人操作说明书——焊接篇 目录 一、焊接工艺配置 (3) 1.进入焊接界面 (3) 2.界面介绍 (3) 3.开始配置 (4) 3.1 焊机设置 (4) 3.2电流特性文件 (5) 3.3电压特性文件 (6) 3.4装置设置 (7) 3.5焊接设置 (9) 3.6焊接参数 (12) 3.7寻位设置 (13) 3.8摆弧参数 (14) 二、IO配置 (18) 1.配置界面 (18) 2.配置功能介绍 (20) 2.1数字量输入 (20) 2.2数字量输出 (21) 2.3模拟量输入 (22) 2.4模拟量输出 (22) 三、功能概要 (23) 1.再引弧功能 (23) 2.断弧重启功能 (23) 3.刮擦启动 (24) 4.粘丝检测 (25) 5.粘丝自动解除功能 (25) 6.初始点寻位 (25) 四、命令一览 (27) 五、焊接流程图 (32) 1.引弧 (32) 2.熄弧 (33) 六、快捷键一览 (33) 七、错误一览 (34) 八、机器人对接焊机 (38) 1.模拟量焊机 (38) 1.1模拟IO接口 (38)
1.2数字IO接口 (39) 2.总线焊机 (39)
一、焊接工艺配置 1.进入焊接界面 通过手持操作示教器上的【上移】 键或者【下移】键,使主菜单下的 调出2.界面介绍
3.开始配置 3.1 焊机设置 3.1.1参数说明
3.2电流特性文件 配置前需要先配置焊接电流的模拟量输出接口地址,配置方法见第二章2.4节; 该设置仅对模拟量焊机适用; 使用方法如下: “命令值”对应模拟量输出接口,取值范 围-10V~10V,将需要输出的电压填入“命 令值”,点击生效,将焊机得到的实际电
KUKA机器人焊枪设置
1、设置电脑IP 地址与KUKA 机器人的IP 地址为同一网段 1.1、点击KUKA 机器人左上角的机器人图标,如下侧图示1中显示,投入运行-网络设置,可查看IP 地址; 一、 图示2 1.3、设置完成后可以用workvisual 连接机器人。 2、workvisual 设置( 2.1、连接网线,请连接在机器人控制柜门侧的KLI 接口处; 2.2、连接好后,打开workvisual ,点击文件,在下拉菜单中点击寻找项目(如图示3), 图示1
点击刷新,等待连接机器人成功; 2.3、连接成功后,一层一层点击开项目,在如图示4中蓝色标示出的最近修改后的项目,双击导入项目; 2.4、在workvisual 上的文件下拉菜单中点击名录管理,如图示5显示; 寻找项目对话框 点击刷新 图示3 双击导入项目 图示2
2.5、点击名录管理后出现对话框(如左图6),点击打开文件,(注意请先将有AFC 文件的U 盘插在机器人控制柜上),在出现的对话框中选择ServoGunTC_Obara_82_83”,选择打开加载这个文件,然后关闭这个对话框; 2.6、选中“steuerung 1xxxxxx",双击激活该项目,如图示7中灰色标示出的; 文件菜单 名录管理 点击打开文件 加载这个文件 图示6 图示7 steuerung 1xxxxxx
2.7、在该条目下右键选择添加指令,出现下侧图示8对话框,选择条目 ServoGunTC_Obara_82_83”下的”TS4817N4935E435“焊枪,然后选择 添加; 出现右下图示9焊枪与控制柜机器人状态图示,表示焊枪添加到机器人法兰盘上,如果焊枪连接在控制柜处,焊枪添加错误,请删除并请按照之前步骤重新添加焊枪; 2.8、双击”TS4817N4935E435“(如图示10),出现对话框,在此对话框需要修改”软件限位开关“ ,即焊枪开口大小,参照焊枪铭牌或者随附文件,修改后保存修改; 图示8 ServoGunTC_Obara_82 _83 TS4817N4935E 435 图示9
焊接机器人使用说明书
焊接机器人使用说明书型号: ◆非常感谢您购买了机器人产品。 ◆用前请仔细阅读本说明书并妥善保管,以备今后查阅。 ◆具体请联系宏镒自动化科技有限公司。
目录
产品简介 驱动容量:3800W 位置反馈:绝对值编码器 轴数:6 负载:6Kg 重复定位精度:± 动作范围:R=1402mm 机器人其他性能参数如下: 各轴运动范围: J1:-170°~+170°之间自由运动 J2:-150°~+90°之间自由运动 J3:-150°~+85°之间自由运动 J4:-135°~+135°之间自由运动 J5:-120°~+120°之间自由运动 J6:-360°~+360°之间自由运动工作空间 Rmax:1402±10mm Hmax:360±10mm
最大单轴速度 J1:s{105°/s} J2:s{105°/s} J3: s{105°/s} J4: s{210°/s} J5: s{210°/s} J6: s{310°/s} 每分钟焊接速度 Vmin≦450mm/min Vmax≧5000mm/min 轨迹重复性 机器人在空载速度300mm/min下,沿设定的轨迹重复运行5000次,轨迹间偏差不超过。 HY-350N焊机使用说明 1.前面板部件图(具体部件标示见表1) 表1(见下一页)
接线:将焊机的12芯航空插头母头与控制柜的12芯航空插头公头对插,并把正极线以及负极线接到如 上图所示的13正极线端、12负极线端;把焊机 的6芯航空插头公头与机器人本体母头连接。气检:将船型开关10打到1进行气体检查,若焊枪枪头出气,则表示正常。 焊接:船型开关3打到0实芯档,船型开关4打到0焊丝档,船型开关8打到1气保焊档,船型开关9 打到1收弧档,船型开关10打到0焊接档。
OTC机器人焊机完整资料
O T C机器人焊机完整资 料 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
简易资料 1.十点校正 只针对B4的机器人,V6的机器人最好用枪规来校正, 在编程时将机器人的动作角度越大越好,而且要在不同的方向和不同的角度,编辑的程序最少要六步,OTC要求要十步如下图, 在将自己编写的程序输入在以下图中假如我编写的是程序1, 按下“执行健”即可
V6机器人校正。 部品名称 部品照片 1.焊枪校正器(只限V6) 2.导电嘴测量器 校正图片 2.焊机机通信 (1)D系列焊机,(DM DL DA DW DP)先先设定参数,设定方法如下图,
选择第一项电焊机登记如图 然后选择你选择的焊机如(DP、DM 等等)以下是现在所用的设备如图 这个完成之后你按下 F12 写入,写入后机器人,会回到上一画面选择电焊机的设定如图将机构选择成现在机器人本体的机构。连接类型为单独 按下 F12(写入)写入后会回到上一画面。如图8. 选择特性数据设定如图9.
移动光标如图10. 按下 F8 选择如下图 选择你需要的数据(数据是根据客户用的焊丝,气体和焊接方法来选择的)然后按下 Enter 如图12. 移动光标如图13. 按下F8(选择)如图14,选择机器人上安装的送丝机的型号最接近的项。 按下ENTER如图15.
选择好之后按下F12(写入)如图16当中出现以上画面时,有可能会出现报警只需要按下R复位键即可再次按下R复位。回到机器人起动画面如图17. 选择之后将焊机电源打开,开机是按下收弧+F(内部功能)必须同时按下保持,开机之后出现LP为止放开如图18.放开之后在试教器上选择按下动作可能+F5健(必须同时按下)。 选择控制环境如图19选择电弧机的初始化如图20,电焊机初始化进入以后机器会出现机器ROM现在的版本跟焊机现在的版本更新的版本。
焊接机器人使用说明书
焊接机器人使用说明书 型号:HYHJ-1402 非常感谢您购买了机器人产品。 用前请仔细阅读本说明书并妥善保管,以备今后查阅。 具体请联系宏镒自动化科技有限公司。
目录 产品简介 (1) HY-350N焊机使用说明....................... 错误!未定义书签。 1. 前面板部件图(具体部件标示见表1) (2) 2. 后面板部件图(具体部件标示见表2) (4) 控制柜使用说明书 (5) 1 电源开启关闭步骤 (5) 1.1 电源开启步骤 (5) 1.2 电源关闭步骤 (5) 1.3 急停按钮使用 (6) 2 变压器接线说明 (6) CRP示教器简要使用说明书 (6) 1. 按键说明 (6) 2. 模式选择说明 (7) 3. 安全开关使用说明 (7) 4. 手动各关节和坐标 (7)
5.手动示教运行机器人 (7) 6.示教编程步骤 (7)
产品简介驱动容量:3800W 位置反馈:绝对值编码器 轴数:6 负载:6Kg 重复定位精度:±0.1mm 动作范围:R=1402mm 机器人其他性能参数如下: 各轴运动范围: J1:-170°~+170°之间自由运动 J2:-150°~+90°之间自由运动 J3:-150°~+85°之间自由运动 J4:-135°~+135°之间自由运动 J5:-120°~+120°之间自由运动 J6:-360°~+360°之间自由运动工作空间
Rmax:1402±10mm Hmax:360±10mm 最大单轴速度 J1:1.83rad/s{105°/s} J2:1.83rad/s{105°/s} J3: 1.83rad/s{105°/s} J4: 3.66rad/s{210°/s} J5: 3.66rad/s{210°/s} J6: 5.41rad/s{310°/s} 每分钟焊接速度 Vmin≦450mm/min Vmax≧5000mm/min 轨迹重复性 机器人在空载速度300mm/min下,沿设定的轨迹重复运行5000次,轨迹间偏差不超过0.1mm。 HY-350N焊机使用说明 1.前面板部件图(具体部件标示见表1)
OTC机器人焊接机器人
培训报告书 培训课程:FD机器人的基本操纵-----同步协调-----WBP500L教育。 学习目标:学习FD机器人的基本操纵及示教编程。 培训讲师:王文(OTC),山下部长(OTC)。 培训对象:朱攀峰(HQ),刘从(HQ),刘继锋(EHO). 培训时间:2015-03-02----2015-03-04 ,18小时(3天合计)。 作成人:刘继锋一:培训课程明细 详见扫描的附件(OTC安排的课程)。 备注:我们三人培训的结业证书,OTC公司将统一发给KPI的迟(俊吉)副总。 二:培训的资料文档 此次培训的资料共一式三份,每一个培训员手头上各有一份。具体的资料如下: ①:《OTC培训的课程表》(中文) ②:《NO.1L22150C-J-1 》(日文) -----Almega FD 的相关介绍 ③:《FD系统(多功能机器人)》------为OTC多种规格的彩页说明书(中文) ④:《焊接条件设定资料(第10章)》-------主要是介绍焊接参数的。(中文) ⑤:《机器人位置偏差检查----对应方法》------(中文) ⑥:《FD机器人基本教育篇》------讲习会讲义(中文) ⑦:《1L20400A_C-5_Installation》------- Almega AⅡ操纵说明书(中文电子文档) ⑧:《1L20400C-C-2_BasicOperation》------- Almega AⅡ操纵说明书(中文电子文档) ⑨:《八轴联动编程(带H)》-------由朱攀峰录制的视频 ⑩:《八轴联动编程(不带H)》-------由朱攀峰录制的视频 备注: 1:以上①~⑥为纸质文档,⑦~⑩为电子文档(仅EHO这边有), 存放在EHO共享网络上。 2:当时我有向OTC索要①~⑥的电子文档,OTC培训员说,我们设备出厂的时候,会有一份CD资料光碟。CD光碟含各种语言的资料文档,其中日文的最为详细。 3:培训的部分资料文档考虑到光碟不一定有,因此给了一份电子文档我司(即⑦~⑧) 4:我个人的资料将会交EHO这边的霍家恩登记,电子文档存放在EHO的共享网络上。 三:个人培训总结A(有关操纵要领方面的,可供我司直角坐标机器人设计研发参考)通过此次的培训,我已经学习到了机器人的基本操纵,可以编制一些较短的程序,并且我们也用了实物做了焊接。最终3人焊接的效果都各不相同,因为焊接的质量与焊机参数的设定有很大关系的(速度,电流,电压,收弧时间长短,焊枪的摆幅频率)。参数设置的不同,直接影响到焊缝的美观。因此以后要加强焊接参数的学习。以下是焊接的主要知识点回顾。 1、动作可能(辅助键)、插补三种形式(J表示点L表示直线C表示圆弧),转换形式需按住 动作可能(辅助键)+插补 2、机器人有三种坐标可以使用:机器人坐标、工具坐标、轴坐标。 3、机器人坐标是以底座为基准,工具坐标则是以与枪头垂直的平面为基准。 4、RX+(RX-)\RY+(RY-)\RZ+ (RZ-)则是调整枪姿的功能键;调整RX+(RX-),则是调整枪头 围着一个圆点旋转;调整RY+(RY-),则是调整枪身的角度;调整RZ+ (RZ-),则是为了是