钢芯铝绞线理论重量

钢绞线理论重量
1.概述 (1)定义:用配制好的钢丝在机器上按规定一次多根捻制成绞线称钢绞线。 (2)种类和用途:钢绞线根据配制的钢丝不同及用途不同可分为:镀锌钢绞线,预应力混凝土用钢绞线,铝包钢绞线。 ①镀锌钢绞线:镀锌钢绞线主要用于吊架、悬挂、通讯电缆、架空电力线以及固定物件、拴系等。a、根据镀锌钢绞线的断面结构可分为三种:1×3、1×7、1×19,如图6—7-4所示;b、根据镀锌钢绞线公称抗拉强度的不同,镀锌钢绞线可以分为1175、1270、1370、1470和1570(N/mm2),共5级。c、根据镀锌钢绞线内钢丝锌层厚度的不同,镀锌钢绞线可以分为a(特厚)级、B(厚)级、C(薄)级。 镀锌绞线的断面结构: ②预应力混凝土用钢绞线:预应力钢绞线是由圆形断面钢丝捻成的做预应力混凝土结构、岩土锚固等用途的钢绞线。a、根据预应力钢绞线的捻制结构分为1×2、1×3、1×7三种,如图所示。b、根据应力松弛性能分为Ⅰ级(普通松弛级),Ⅱ级(低松弛级)。 预应力钢绞线的捻制结构:
Dk——钢绞线直径,mm;d0——中心钢丝直径,mm; d——外层钢丝直径,mm;A——1×3结构钢绞线测量尺寸,mm。1×2结构钢绞线: ②预应力混凝土用钢绞线: 1×7结构钢绞线: ③铝包钢绞线:铝包钢绞线主要用于架空电力线路的地线和导线及电气化线路承力索。根据结构可分为四种:1×3,1×7,1×19,1×37(见图)。 铝包钢绞线结构:
2.规格及外观质量 (1)捻制镀锌钢绞线的钢丝表面应镀一层均匀、连续的锌,不得有斑疤、裂缝和缺镀等缺陷。镀锌钢绞线内各钢丝应紧密绞合,不应有交错、断裂和折弯等。钢绞线直径和捻距应均匀,切断后不松散。 (2)预应力钢绞线表面不得带有润滑剂、油渍等降低钢绞线与混凝土粘结力的物质。钢绞线表面允许有轻微的浮锈,但不得锈蚀成肉眼可见的麻坑。 (3)铝包钢绞线表面应光滑,不允许有露钢现象。绞合应均匀紧密,不应有缺丝、断丝、松股、破皮等现象,切断后应不松散。 3.化学成分检验 (1)钢绞线的化学成分一般不作规定。由于用作生产钢丝的各种规格、牌号的盘条已检验化学成份,并符合国家标准。 (2)镀锌钢绞线的单丝规定有锌层重量。如GB1200?88和YB/T500 4?93对直径1.00mm的镀锌单丝规定,见表: 镀锌单位的锌经重量 钢丝直径(mm) :1.00 锌层重量≥(g/mm2) :A:160 B:110 C:80
钢绞线公称直径公称截面面积及理论重量
钢绞线(STRAND WIRE) 1.概述 (1)定义:用配制好的钢丝在机器上按规定一次多根捻制成绞线称钢绞线。 (2)种类和用途:钢绞线根据配制的钢丝不同及用途不同可分为:镀锌钢绞线,预应力混凝土用钢绞线,绞线。 ①镀锌钢绞线:镀锌钢绞线主要用于吊架、悬挂、通讯电缆、架空电力线以及固定物件、拴系等。a、根据镀锌钢绞线的断面结构可分为三种:1×3、1×7、1×19,如图6—7-4所示;b、根据镀锌钢绞线公称抗拉强度的不同,镀锌钢绞线可以分为1175、1270、1370、1470和1570(N/mm2),共5级。c、根据镀锌钢绞线内钢丝锌层厚度的不同,镀锌钢绞线可以分为a (特厚)级、B(厚)级、C(薄)级。 镀锌绞线的断面结构: ②预应力混凝土用钢绞线:预应力钢绞线是由圆形断面钢丝捻成的做预应力混凝土结构、岩土锚固等用途的钢绞线。a、根据预应力钢绞线的捻制结构分为1×2、1×3、1×7三种,如图所示。b、根据应力松弛性能分为Ⅰ级(普通松弛级),Ⅱ级(低松弛级)。 预应力钢绞线的捻制结构:
Dk——钢绞线直径,mm;d0——中心钢丝直径,mm; d——外层钢丝直径,mm;A——1×3结构钢绞线测量尺寸,mm。 1×2结构钢绞线: ②预应力混凝土用钢绞线: 1×7结构钢绞线: ③铝包钢绞线:铝包钢绞线主要用于架空电力线路的地线和导线及电气化线路承力索。根据结构可分为四种:1×3,1×7,1×19,1×37(见图)。 铝包钢绞线结构: 2.规格及外观质量
(1)捻制镀锌钢绞线的钢丝表面应镀一层均匀、连续的锌,不得有斑疤、裂缝和缺镀等缺陷。镀锌钢绞线内各钢丝应紧密绞合,不应有交错、断裂和折弯等。钢绞线直径和捻距应均匀,切断后不松散。 (2)预应力钢绞线表面不得带有润滑剂、油渍等降低钢绞线与混凝土粘结力的物质。钢绞线表面允许有轻微的浮锈,但不得锈蚀成肉眼可见的麻坑。 (3)铝包钢绞线表面应光滑,不允许有露钢现象。绞合应均匀紧密,不应有缺丝、断丝、松股、破皮等现象,切断后应不松散。 3.化学成分检验 (1)钢绞线的化学成分一般不作规定。由于用作生产钢丝的各种规格、牌号的盘条已检验化学成份,并符合国家标准。 (2)镀锌钢绞线的单丝规定有锌层重量。如GB1200?88和YB/T5004? 93对直径1.00mm的镀锌单丝规定,见表: 镀锌单位的锌经重量 钢丝直径(mm) : 锌层重量≥(g/mm2) :A:160 B:110 C:80 试验方法按GB2973-91执行。 4.物理性能检验 (1)力学性能。
LGJ型钢芯铝绞线理论重量
LGJ型钢芯铝绞线 标称截面标称截面 铝/钢(mm2) 外径(mm)重量(kg/km) 铝/钢(mm2) 外径(mm) 重量(kg/km) LGJ-10/2 LGJ-95/55 16 LGJ-16/3 LGJ-120/7 379 LGJ-25/4 LGJ-120/20 LGJ-35/6 141 LGJ-120/25 LGJ-50/8 LGJ-120/70 18 LGJ-50/30 372 LGJ-150/8 16 LGJ-70/10 LGJ-150/20 LGJ-70/40 LGJ-150/25 601 LGJ-95/15 LGJ-150/35 LGJ-95/20 LGJ-185/10 18 584 LGJ-185/25 LGJ-400/50 1500 LGJ-185/30 LGJ-400/65 28 1600 LGJ-185/45 LGJ-400/95 1860 LGJ-210/10 19 LGJ-500/35 30 1642 LGJ-210/25 LGJ-500/45 30 1688 LGJ-210/35 LGJ-500/65 1897 LGJ-210/50 LGJ-630/45 2060 LGJ-240/30 LGJ-630/55 2209 LGJ-240/40 LGJ-630/80 2388 LGJ-240/55 1108 LGJ-800/55 2690 LGJ-300/15 LGJ-800/70 2791 LGJ-300/20 1002 LGJ-800/100 2991 LGJ-300/25 1058 LGJJ-120 530 LGJ-300/40 1133 LGJJ-150 678 LGJ-300/50 1210 LGJJ-185 850 LGJ-300/70 1402 LGJJ-240 1111 LGJ-400/20 1286 LGJQ-150 16 559 LGJ-400/25 1295 LGJQ-185 687 LGJ-400/35 1349 LGJQ-240 937
LGJ型钢芯铝绞线理论重量
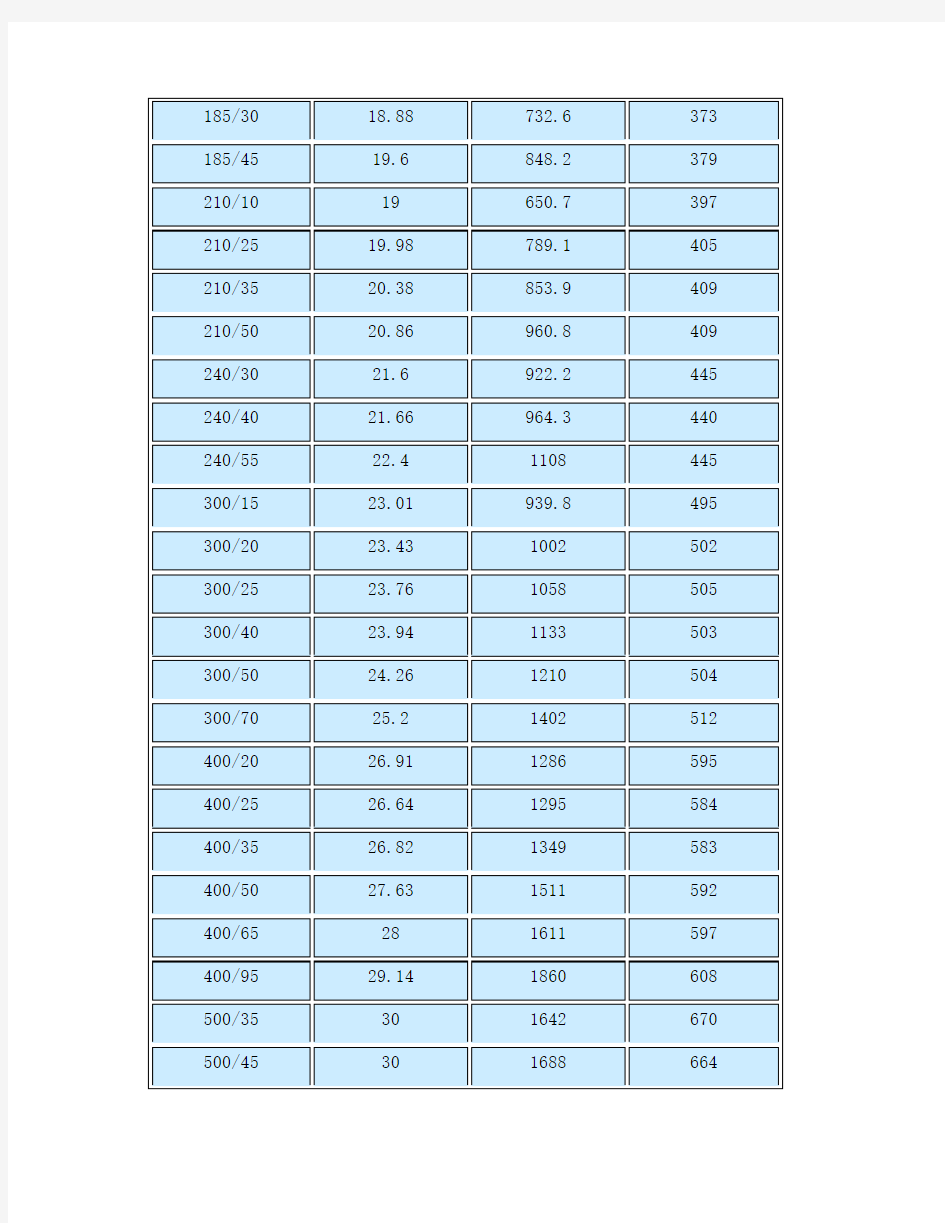
. LGJ型钢芯铝绞线 标称截面标称截面 铝/钢(mm2) 外径(mm)重量(kg/km) 铝/钢(mm2) 外径(mm) 重量(kg/km) LGJ-10/2 4.5 42.9 LGJ-95/55 16 707.7 LGJ-16/3 5.55 65.2 LGJ-120/7 14.5 379 LGJ-25/4 6.96 102.6 LGJ-120/20 15.07 466.8 LGJ-35/6 8.16 141 LGJ-120/25 15.74 526.6 LGJ-50/8 9.6 195.1 LGJ-120/70 18 895.6 LGJ-50/30 11.6 372 LGJ-150/8 16 461.4 LGJ-70/10 11.4 275.2 LGJ-150/20 16.67 549.4 LGJ-70/40 13.6 511.3 LGJ-150/25 17.1 601 LGJ-95/15 13.61 380.8 LGJ-150/35 17.5 676.2 LGJ-95/20 13.87 408.9 LGJ-185/10 18 584 LGJ-185/25 18.9 706.1 LGJ-400/50 27.63 1500 LGJ-185/30 18.88 732.6 LGJ-400/65 28 1600 LGJ-185/45 19.6 848.2 LGJ-400/95 29.14 1860 LGJ-210/10 19 650.7 LGJ-500/35 30 1642 LGJ-210/25 19.98 789.1 LGJ-500/45 30 1688 LGJ-210/35 20.38 853.9 LGJ-500/65 30.96 1897 LGJ-210/50 20.86 960.8 LGJ-630/45 33.6 2060 LGJ-240/30 21.6 922.2 LGJ-630/55 34.34 2209 LGJ-240/40 21.66 964.3 LGJ-630/80 34.82 2388 LGJ-240/55 22.40 1108 LGJ-800/55 38.40 2690 LGJ-300/15 23.01 939.8 LGJ-800/70 38.58 2791 LGJ-300/20 23.43 1002 LGJ-800/100 38.98 2991 LGJ-300/25 23.76 1058 LGJJ-120 15.5 530 LGJ-300/40 23.94 1133 LGJJ-150 17.5 678 LGJ-300/50 24.26 1210 LGJJ-185 19.6 850 LGJ-300/70 25.2 1402 LGJJ-240 22.4 1111 LGJ-400/20 26.91 1286 LGJQ-150 16 559 LGJ-400/25 26.64 1295 LGJQ-185 18.4 687 LGJ-400/35 26.82 1349 LGJQ-240 21.6 937 .
钢芯铝绞线长度与重量
钢芯铝绞线(LGJ)铝绞线(LJ)钢绞线(GJ)低压电缆(VV四芯)集束电缆(BS-JKLYJ) 规格型号单位单位重量规格型号单位单位重量规格型号单位单位重量规格型号单位单位重量规格型号单位单位重量10/2 千米/kg 42.9 16 千米/kg 43.5 16 千米/kg 139 4 米/kg 0.491 2*10 米/kg 0.08857 16/3 千米/kg 65.2 25 千米/kg 69.6 25 千米/kg 220 6 米/kg 0.628 2*16 米/kg 0.1374 25/4 千米/kg 102.6 35 千米/kg 94.1 35 千米/kg 320 10 米/kg 1.042 2*25 米/kg 0.19728 35/6 千米/kg 141 50 千米/kg 135.5 50 千米/kg 437 16 米/kg 1.348 2*35 米/kg 0.27234 50/8 千米/kg 195.1 70 千米/kg 195.1 70 千米/kg 618 25 米/kg 1.651 4*16 米/kg 0.27811 50/30 千米/kg 372 95 千米/kg 260.5 95 千米/kg 838 35 米/kg 1.973 4*25 米/kg 0.39821 70/10 千米/kg 275.2 120 千米/kg 333.5 120 千米/kg 1057 50 米/kg 2.693 4*35 米/kg 0.54902 70/40 千米/kg 511.3 150 千米/kg 407.4 150 千米/kg 1339 70 米/kg 3.463 4*50 米/kg 0.71083 95/15 千米/kg 380.8 185 千米/kg 503 185 千米/kg 1649 95 米/kg 4.508 4*70 米/kg 0.9707 95/20 千米/kg 408.9 210 千米/kg 577.4 240 千米/kg 2141 120 米/kg 5.277 4*95 米/kg 1.36891 95/55 千米/kg 707.7 240 千米/kg 656.9 300 千米/kg 2562 150 米/kg 6.569 4*120 米/kg 1.68153 120/7 千米/kg 379 300 千米/kg 820.4 400 千米/kg 3564 185 米/kg 8.091 塑铜线(BV) 120/20 千米/kg 466.8 400 千米/kg 1097 高压电缆(YJV)240 米/kg 10.496 规格型号单位单位重量120/25 千米/kg 526.6 500 千米/kg 1387 规格型号单位单位重量低压电缆(VLV四芯) 6 米/kg 0.065 120/70 千米/kg 895.6 630 千米/kg 1744 25 米/kg 2.305 4 米/kg 0.388 10 米/kg 0.11 150/8 千米/kg 461.4 800 千米/kg 2225 35 米/kg 2.725 6 米/kg 0.493 16 米/kg 0.175 150/20 千米/kg 549.4 架空绝缘线(JKLYJ)50 米/kg 3.3 10 米/kg 0.608 25 米/kg 0.265 150/25 千米/kg 601 规格型号单位单位重量70 米/kg 4.011 16 米/kg 1.016 35 米/kg 0.36 150/35 千米/kg 676.2 35 米/kg 0.221 95 米/kg 4.971 25 米/kg 1.109 50 米/kg 0.46 185/10 千米/kg 584 50 米/kg 0.227 120 米/kg 6.021 35 米/kg 1.275 70 米/kg 0.73 185/25 千米/kg 706.1 70 米/kg 0.354 150 米/kg 6.866 50 米/kg 1.639 120 米/kg 1.18 185/30 千米/kg 732.6 95 米/kg 0.447 185 米/kg 7.953 70 米/kg 150 米/kg 1.43 185/45 千米/kg 848.2 120 米/kg 0.533 240 米/kg 7.927 95 米/kg 2.564 185 千米/kg 1.82
LGJ型钢芯铝绞线理论重量
LGJ型钢芯铝绞线 标称截面标称截面铝/钢(mm2) 外径(mm)重量(kg/km) 铝/钢(mm2) 外径(mm) 重量(kg/km) LGJ-10/2 LGJ-95/55 16 LGJ-16/3 LGJ-120/7 379 LGJ-25/4 LGJ-120/20 LGJ-35/6 141 LGJ-120/25 LGJ-50/8 LGJ-120/70 18 LGJ-50/30 372 LGJ-150/8 16 LGJ-70/10 LGJ-150/20 LGJ-70/40 LGJ-150/25 601 LGJ-95/15 LGJ-150/35 LGJ-95/20 LGJ-185/10 18 584 LGJ-185/25 LGJ-400/50 1500 LGJ-185/30 LGJ-400/65 28 1600 LGJ-185/45 LGJ-400/95 1860 LGJ-210/10 19 LGJ-500/35 30 1642 LGJ-210/25 LGJ-500/45 30 1688 LGJ-210/35 LGJ-500/65 1897 LGJ-210/50 LGJ-630/45 2060 LGJ-240/30 LGJ-630/55 2209 LGJ-240/40 LGJ-630/80 2388 LGJ-240/55 1108 LGJ-800/55 2690 LGJ-300/15 LGJ-800/70 2791 LGJ-300/20 1002 LGJ-800/100 2991 LGJ-300/25 1058 LGJJ-120 530
LGJ-300/40 1133 LGJJ-150 678 LGJ-300/50 1210 LGJJ-185 850 LGJ-300/70 1402 LGJJ-240 1111 LGJ-400/20 1286 LGJQ-150 16 559 LGJ-400/25 1295 LGJQ-185 687 LGJ-400/35 1349 LGJQ-240 937
钢芯铝绞线技术规范书
钢芯铝绞线技术规范书 1 概述 1.1 工作范围本技术条件包括用于××线路钢芯铝绞线的设计、制造、试验、检验、包装和供货。 1. 2 工艺质量本技术条件和图纸所包含的材料的工艺和精加工应符合国内最先进的制造和装配实践。提供的产品应是全 新的 , 其设计和制造均应按照招标方批准的文件进行。 不能因图纸和本技术条件书的遗漏、疏忽和不明确而免除卖方提供第一流产品、工作质量及服务的责任。 倘若发现任何疏漏和不正确之处 , 卖方必须通知买方 , 在差异问题未纠正之前仍进行的任何工作应由卖 方负责。 1.3 标准 除技术条件书和图纸中所提出的要求以外 , 卖方应遵循相关国家标准和行业标准的最新版本。 1.4 计量单位 在设计资料、技术条件和图纸等文件中 , 应使用 SI 公制系统 , 且温度用摄氏温度。 1.5 投标时应提交的资料 为了能合理评标 , 每个投标者应在投标书中提交以下的资料和数据 : (l) 厂商名称和制造厂商推荐供货的原产地。 (2) 必要的图纸 , 产品型录 , 散页材料 , 材料技术条件及其识别和描述性文字 , 以明确表明该产品能 满足标书的所有要求。 (3) 同类或类似产品在同电压等级的工程中 , 不少于三年的成功供货的记录 , 包括用户及工程项目、供 货量、供货时间等。 (4) 同类或类似产品的型式试验的鉴定报告 , 以证明所提供的产品能完全满足标书的要求。
(5) 对于所推荐的任何替代货物 , 除完整的技术规范书和必要的说明文献外 , 要提交与本技术条件书出 现差异的报告。 1.6 文件和图纸 (1) 生产进度表卖方应在合同签订后不超过一个月的时间内 , 尽快向买方提交一份生产进度表 , 以详细 说明工作开展的程序。这份文件应以如下形式提供 : 技术装备、材料采购、制造、工厂试验、包装及运 输。同时应提供足够的资料以说明每一工作环节的情况及进度安排。 任何延迟产生的原因和影响以及卖方为了维持既定的生产进度而采取或建议的补救措施应及时向买方解释 。 卖方应在合同签订后不超过一个月的时间内 , 尽快向买方提供文件和图纸的交付时间表 , 详细说明文件 和图纸的交付时间。 (2) 文件和图纸 1) 工作开始之前 , 为表明所供应的细节 , 卖方应提供 6 份图纸 , 设计资料和文件给买方批准。对于 买方为满足技术规范书的要求直接作出的修改 , 卖方应重新提交经修改的文 件 , 以供买方审批。 2) 应在试验开始之前 1 个月提交六份详细试验安排以便买方审批。 3) 不应因为文件中的一些修改而变更合同的价格。如果卖方在没有得到批准文件 的情况下着手进行工作 , 卖方应对必要修改发生的费用承担全部责任 , 文件的批准应不 会减轻卖方对满足技术的要求或在其文件中进行修改而承担的责任。 4) 所有经批准的文件都应有可对修改内容加以批注的专栏。经修改的文件应用红
LGJ钢芯铝绞线重量表
标称截面 铝/钢(mm2) 外径(mm) 重 (kg/km) 量标称截面 铝/钢(mm2) 外径(mm) 重量(kg/km) LGJ-10/2 LGJ-95/55 16 LGJ-16/3 LGJ-120/7 379 LGJ-25/4 LGJ-120/20 LGJ-35/6 141 LGJ-120/25 LGJ-50/8 LGJ-120/70 18 LGJ-50/30 372 LGJ-150/8 16 LGJ-70/10 LGJ-150/20 LGJ-70/40 LGJ-150/25 601 LGJ-95/15 LGJ-150/35 LGJ-95/20 LGJ-185/10 18 584 LGJ-185/25 LGJ-400/50 1500 LGJ-185/30 LGJ-400/65 28 1600 LGJ-185/45 LGJ-400/95 1860 LGJ-210/10 19 LGJ-500/35 30 1642 LGJ-210/25 LGJ-500/45 30 1688 LGJ-210/35 LGJ-500/65 1897 LGJ-210/50 LGJ-630/45 2060 LGJ-240/30 LGJ-630/55 2209 LGJ-240/40 LGJ-630/80 2388 LGJ-240/55 1108 LGJ-800/55 2690 LGJ-300/15 LGJ-800/70 2791 LGJ-300/20 1002 LGJ-800/100 2991 LGJ-300/25 1058 LGJJ-120 530 LGJ-300/40 1133 LGJJ-150 678 LGJ-300/50 1210 LGJJ-185 850 LGJ-300/70 1402 LGJJ-240 1111 LGJ-400/20 1286 LGJQ-150 16 559 LGJ-400/25 1295 LGJQ-185 687 LGJ-400/35 1349 LGJQ-240 937
钢芯铝绞线技术规范书
钢芯铝绞线技术规范书 目录 1 概述 工作范围 工艺质量 标准 计量单位 投标时应提交的资料 文件和图纸 检查 交货 质保期 2 导线 概述 钢芯铝绞线技术条件 设计及制造 试验和检验 包装及标志 运输 供货数量 1 概述 工作范围 本技术条件包括用于××线路钢芯铝绞线的设计、制造、试验、检验、包装和供货。 工艺质量 本技术条件和图纸所包含的材料的工艺和精加工应符合国内最先进的制造和装配实践。提供的产品应是全新的, 其设计和制造均应按照招标方批准的文件进行。 不能因图纸和本技术条件书的遗漏、疏忽和不明确而免除卖方提供第一流产品、工作质量及服务的责任。倘若发现任何疏漏和不正确之处, 卖方必须通知买方, 在差异问题未纠正之前仍进行的任何工作应由卖方负责。 标准 除技术条件书和图纸中所提出的要求以外, 卖方应遵循相关国家标准和行业标准的最新版本。 计量单位 在设计资料、技术条件和图纸等文件中, 应使用SI 公制系统, 且温度用摄氏温度。 投标时应提交的资料 为了能合理评标, 每个投标者应在投标书中提交以下的资料和数据: (l) 厂商名称和制造厂商推荐供货的原产地。 (2) 必要的图纸, 产品型录, 散页材料, 材料技术条件及其识别和描述性文字, 以明确表明该产品能满足标书的所有要求。 (3) 同类或类似产品在同电压等级的工程中, 不少于三年的成功供货的记录, 包括用户及工程项目、供货量、供货时间等。 (4) 同类或类似产品的型式试验的鉴定报告, 以证明所提供的产品能完全满足标书的要求。
(5) 对于所推荐的任何替代货物, 除完整的技术规范书和必要的说明文献外, 要提交与本技术条件书出现差异的报告。 文件和图纸 (1) 生产进度表卖方应在合同签订后不超过一个月的时间内, 尽快向买方提交一份生产进度表, 以详细说明工作开展的程序。这份文件应以如下形式提供: 技术装备、材料采购、制造、工厂试验、包装及运输。同时应提供足够的资料以说明每一工作环节的情况及进度安排。 任何延迟产生的原因和影响以及卖方为了维持既定的生产进度而采取或建议的补救措施应及时向买方解释。 卖方应在合同签订后不超过一个月的时间内, 尽快向买方提供文件和图纸的交付时间表, 详细说明文件和图纸的交付时间。 (2) 文件和图纸 1) 工作开始之前, 为表明所供应的细节, 卖方应提供6 份图纸, 设计资料和文件给买方批准。对于买方为满足技术规范书的要求直接作出的修改, 卖方应重新提交经修改的文件, 以供买方审批。 2) 应在试验开始之前1 个月提交六份详细试验安排以便买方审批。 3) 不应因为文件中的一些修改而变更合同的价格。如果卖方在没有得到批准文件 的情况下着手进行工作, 卖方应对必要修改发生的费用承担全部责任, 文件的批准应不 会减轻卖方对满足技术的要求或在其文件中进行修改而承担的责任。 4) 所有经批准的文件都应有可对修改内容加以批注的专栏。经修改的文件应用红 色箭头或其它清楚的形式指出经过修改的地方。应该在文件的适当地方写上买方的 名称、标题、卖方的负责工程师签名, 准备的日期和相应的文件的编号, 图纸和文件应 统一使用297mm × 420mm (A3) 或210mm × 297mm (A4) 图幅。 检查 (1) 工厂检验 1) 卖方应在工厂检验开始前一个月用信件或电传通知买方, 买方将派出工程师到生产厂家为货物实验作见证。 2) 买方的代表自始至终应有权进入制造产品的工厂和地方, 签约者应向代表提供充足的方便, 以使其不受限制地检查卖方所必须进行的实验。 3) 在设备制造过程的开始以及各个阶段之前, 卖方应随时向买方进行报告以便安排检验。 4) 除非在买方用书面通知免予检验, 则不应从制造厂家发出未经满意的检查和实验的货物, 在任何情况下都只能在圆满地完成在本规范书中所规定的全部实验之后, 才能发运这些货物。 5) 设备运装之前, 应向买方提交六份试验报告证明的复印件。 (2) 在目的地检验 在货品到达目的地以后, 买方和卖方在目的地按提货单对所收到的货包的数量进行核对, 检验由于装运和卸货时货包的外伤情况。 按检查结果, 若货品的数量和外观情况与合同不符, 则卖方应按买方的指示, 免费为买方改正或替换这样的货品。 交货 按生产进度表的要求规定了每一件包装的交货时间, 交货期是指当合同签字建立信 用卡之日起, 至货品抵达目的地之日为止的时间。 质保期 1 )质量保证期为投产后1 2 个月或自最后一批货物到达目的地日期计算的24 个月内。