82B高碳钢连铸坯..
作者简介:桂美文(1949-),男(汉族),湖北武汉市人,武汉钢铁(集团)公司技术中心,教授级高工,硕士,从事炼钢工艺和新产品开发研究。
82B 高碳钢连铸坯中心偏析
及线材质量的改善
桂美文,覃之光
(武汉钢铁(集团)公司技术中心,湖北武汉430080)
摘 要:为了解决用连铸坯直接轧制的82B 高碳钢线材易脆断的问题,进行了试验研究,通过金相组织检验分析等方式,找出了导致82B 线材易脆断的主要原因是铸坯中心偏析,并在生产中采取了降低中包钢水过热度、用拉矫辊实施轻压下等措施,使82B 高碳钢铸坯中心偏析及轧制的线材质量得到明显改善。
关键词:82B 高碳钢;偏析;质量改善;轻压下
中图分类号:TF 762 文献标识码:B 文章编号:100221043(2005)0320001204
I m provem en t i n Cen tra l Segrga ti on of 82B H i gh Carbon Steel Bloom and
Qua lity of W i re Rod
G U IMei 2wen,Q I N Zhi 2guang
(Technol ogy Center of W I SCO ,W uhan 430083China )
Abstract:Experi m ental researches including metall ographic structure ins pecti on and analysis have been carried out t o s olve the p r oble m of brittleness in directly r olling the continouus cast 2ing bl oom int o 82B high carbon steel wire r od .Results indicate that the p ri m ary cause t o the brittleness of steel p r oduct is the central segregati on in the bl oom.By taking such a fe w techni 2cal measures as cut 2down of the over heat of hot metal in the tundish and app licati on of s oft re 2ducti on and quality of the wire r od greatly i m p r oved .
Key words:high carbon steel 82B;segregati on;quality i m p r ove ment;s oft reducti on
武汉钢铁(集团)公司(以下简称武钢)生产的
82B 高碳钢线材主要用于制作高强度低松驰预应力钢丝和钢绞线,该产品被广泛用于高层建设,大跨度桥梁,水利设施等重点工程。用户对线材质量要求很高。武钢从1998年开始试制该类线材,初期采用模铸工艺生产,产品质量稳定,受到用户好评。1999年底采用转炉连铸生产,铸坯断面200mm ×200mm,铸坯直接送高速线材厂轧制成Ф12.5mm 线材。采用连铸工艺的生产初期,产品质量不稳定,用户在拉拔钢绞线过程中,容易发生脆断。本文结合对质量问题原因的分析,介绍了在生产工艺上采取的改进措施及取得的效果。
1 初期生产工艺及质量概况
1.1 生产工艺
据资料[1~2]报导,世界许多先进钢厂生产
82B 高碳钢均采用了转炉?大方坯(断面大于250mm )?初轧开坯?高线轧制的工艺路线,上
述工艺的特点是二火成材,压缩比大,可以利用两次高温加热减轻铸坯中心偏析的危害。武钢1999年底开始采用转炉?连铸(方坯断面200mm ×200mm )?直接高线轧制的工艺路线生产高碳钢线材。连铸机为从奥钢联引进的5流方坯铸机,配有结晶器电磁搅拌设备,线材轧机为西马克引进,采用斯太尔摩控冷工艺。该工艺路线具有流程短、生产成本低的优点。
1.2 试制初期的质量概况
82B 属于过共析钢,w (C )=0.81%~0.85%,w (Mn )=0.60%~0.90%,w (Cr )=0.15%~0.23%。线材直径Φ12.5mm ,抗拉强度在1150MPa 以上,延伸率在9%以上,断面收缩率在30%以上。
?1?2005年 6月第21卷第3期炼 钢Steel m aking Jun .2005
Vol .21 No .3
对于Φ12.5mm 的线材,用户要求经多道拉拔制成Φ5.04mm 的预应力钢丝和多种规格的钢绞线的过程中,不允许脆断。经调查用户使用结果,该产品质量不稳定,主要问题是容易脆断,断口成尖锥状。
2 脆断原因分析
2.1 检验结果
经对多个试样采用金相及电子探针检验发现:
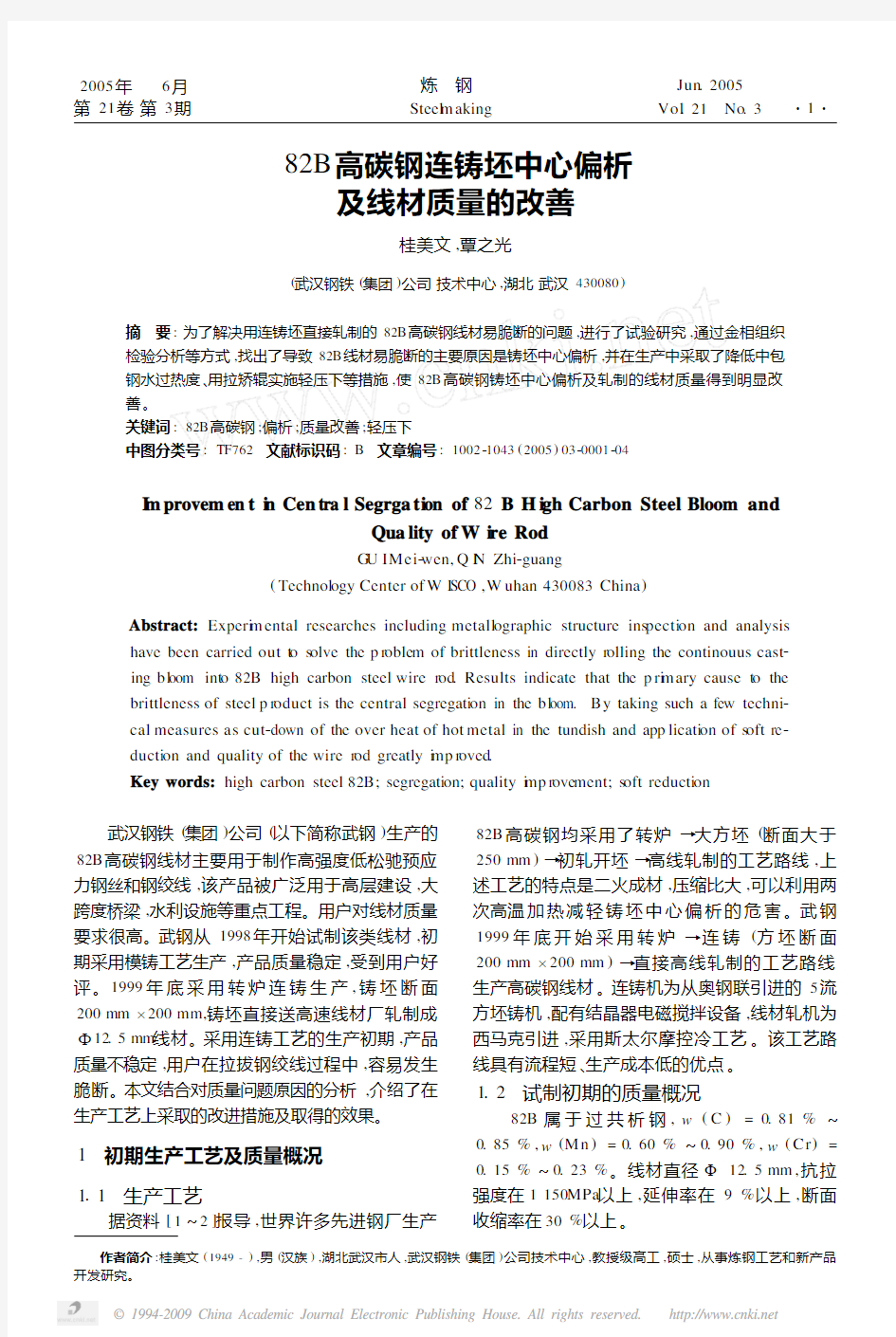
(1)用户拉拔脆断的试样,断口成尖锥状,断口延伸的中心线上存在裂纹、孔洞(见图1),其他部位剪切唇约占总面积的
90%,说明试样的断裂
源在中心,其他部位仍具有良好的塑性特征。孔洞附近夹杂物与正常试样无明显差异。
图1
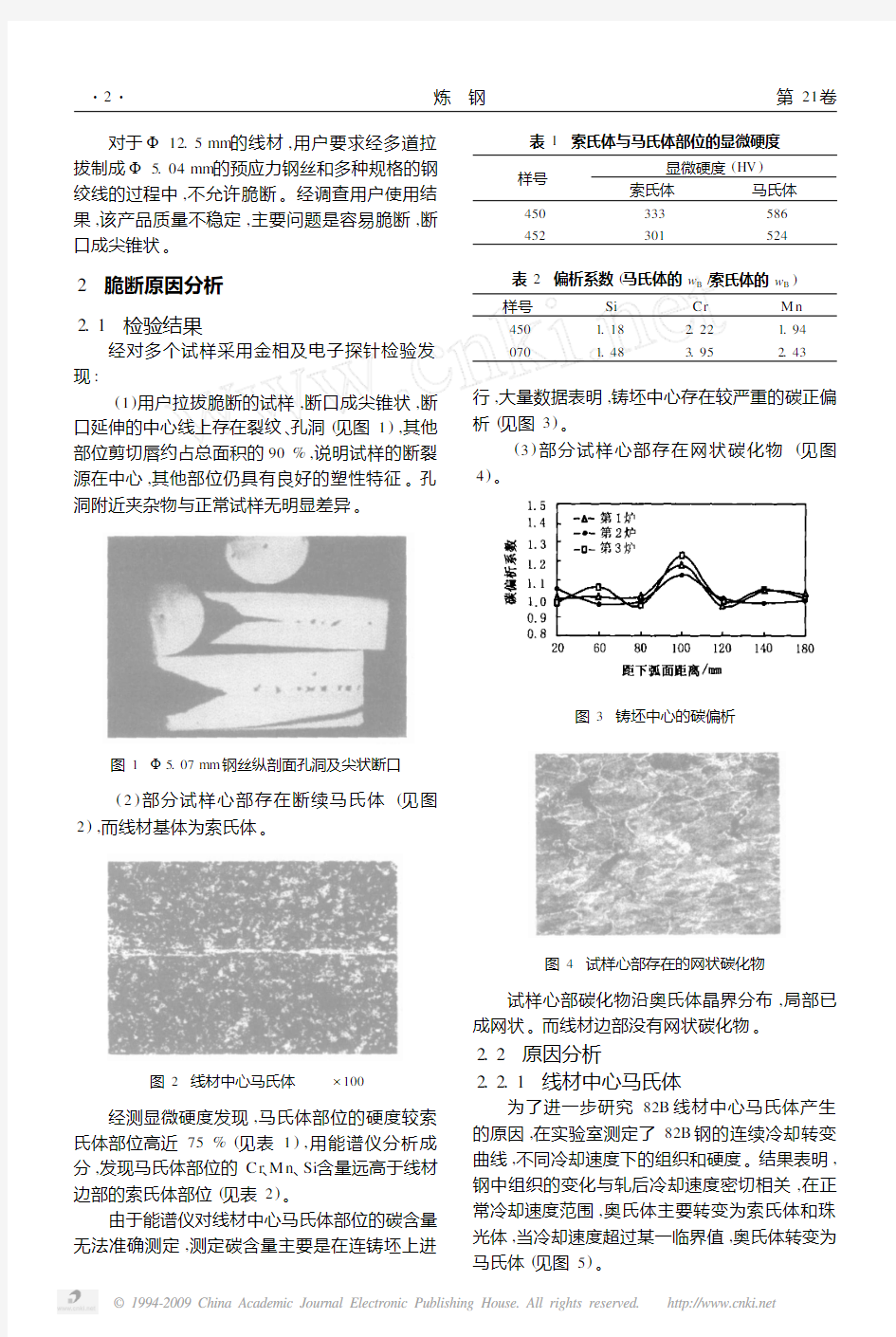
Φ5.07mm 钢丝纵剖面孔洞及尖状断口 (2)部分试样心部存在断续马氏体(见图
2),而线材基体为索氏体。
图2 线材中心马氏体 ×100
经测显微硬度发现,马氏体部位的硬度较索
氏体部位高近75%(见表1),用能谱仪分析成分,发现马氏体部位的Cr 、Mn 、Si 含量远高于线材边部的索氏体部位(见表2)。
由于能谱仪对线材中心马氏体部位的碳含量无法准确测定,测定碳含量主要是在连铸坯上进
表1 索氏体与马氏体部位的显微硬度样号
显微硬度(HV )索氏体马氏体
450333586452
301
524
表2 偏析系数(马氏体的w B /索氏体的w B )样号
Si Cr M n 4501.182.221.94070
1.48
3.95
2.43
行,大量数据表明,铸坯中心存在较严重的碳正偏析(见图3)。
(3)部分试样心部存在网状碳化物(见图4)。
图3 铸坯中心的碳偏析
图4 试样心部存在的网状碳化物
试样心部碳化物沿奥氏体晶界分布,局部已
成网状。而线材边部没有网状碳化物。
2.2 原因分析
2.2.1 线材中心马氏体
为了进一步研究82B 线材中心马氏体产生的原因,在实验室测定了82B 钢的连续冷却转变曲线,不同冷却速度下的组织和硬度。结果表明,钢中组织的变化与轧后冷却速度密切相关,在正常冷却速度范围,奥氏体主要转变为索氏体和珠光体,当冷却速度超过某一临界值,奥氏体转变为马氏体(见图5)。
?2? 炼 钢第21卷
图5 82B 钢的连续冷却转变曲线
82B 线材在轧后冷却过程中,线材表面冷却速度大于中心冷却速度,线材表面没有产生马氏体,而中心产生了马氏体,说明线材中心C 、Mn 、Cr 元素的正偏析对马氏体的形成起到了重要作用。据比较各钢种的奥氏体转变曲线
[3]
,钢中C 、
Mn 、Cr 元素含量的增加,均会增强过冷奥氏体的
稳定性,使C 曲线右移,由于82B 线材中心存在较严重的C 、Mn 、Cr 元素的正偏析,导致中心部位的C 曲线已不在原82B 钢C 曲线的位置,而是向右发生了移动,在某一冷却速度下,线材边部转变为索氏体,而中心偏析区域的奥氏体没有进入索氏体转变区,冷却后直接转变为马氏体。
高碳马氏体硬而脆,在线材中心就象一粒粒不易变形的脆性夹杂,
线材在用户拉拔过程中,由于马氏体与基体变形不一致,容易造成拉拔脆断
[4]
,并形成锥形断口,见图6。
图6 锥形孔隙形成分析图
2.2.2 线材中心网状碳化物
82B 为过共析钢,终轧温度为980℃左右,根据铁2碳平衡相图,在轧后冷却过程中,当奥氏体冷却到稍低于Ac m 线时,沿奥氏体晶界析出二次渗碳体,到达共析温度(723℃)时,奥氏体通过共析分解转变为珠光体。82B 线材中心碳含量越高,加上冷却缓慢,二次渗碳体的析出量就越多。因此,82B 线材中心存在严重的碳正偏析,冷却缓慢,是形成网状碳化物的主要原因。网状碳化物削弱了晶粒之间的结合力,在钢受力时,容易沿晶界首先断裂。因此,82B 线材中心存在网状碳化物,也是拉拔过程中容易脆断,形成锥形断口的重
要原因。
3 工艺改进及质量改善
3.1 工艺改进
在对82B 线材质量现状、生产工艺调查研究的基础上,主要试验了以下改进措施。
(1)降低钢水浇铸温度,降低拉速,以利降低铸坯中心偏析。
连铸投产初期,中间包钢水过热度范围为17~34℃(平均29℃),拉速为1.10~1.45m /m in 。(目标拉速为1.35m /m in ),改进后,钢水过热度控制在20~28℃,拉速控制在1.0~1.2m /m in 。(目标拉速为1.10m /m in 。),为了适应降低钢水过热度和拉速的需要,主要采取了以下措施:
①钢包、中间包永久层里加装保温材料,减少钢包、中间包钢水降温,稳定浇铸过程钢水温度;
②中间包钢水面采用双覆盖渣,底层为碱性保护渣,起保护和净化钢水的作用,上层加炭化稻壳,起保温作用;
③结合降低钢水过热度和拉速,适当调整了二冷配水参数。
(2)采用轻压下技术。
武钢方坯铸机无正规轻压下设备,原不具备轻压下功能,要进行轻压下试验,只有借助拉矫辊实施。用拉矫辊实施轻压下,有两个问题必须首先研究解决。
①拉矫机夹辊和液压系统的能力是否满足轻压下的要求;
②不同拉速下铸坯凝固末端的位置及轻压下的最佳位置。
经过试验和对设备参数的测试,结果证明利用现有的拉矫机夹辊和液压系统可以实施轻压下。
采用射钉法对82B 高碳钢铸坯凝固终点进行了测试研究,利用数学模型对不同拉速条件下的坯壳生长曲线进行了计算,在以上研究工作的基础上,选择轻压下位置在13~18m 之间。此位置与拉矫辊的位置基本一致。轻压下总压下量为5mm ,由两架拉矫机完成。
(3)根据不同线材直径和环境温度的变化,调整轧后冷却工艺参数,使线材轧后冷却速度保持稳定。(冷却工艺另文阐述)。
3.2 改进效果
(1)降低中包钢水过热度和拉速后,铸坯平
?3?第3期桂美文,等:82B 高碳钢连铸坯中心偏析及线材质量的改善
均中心偏析由1.15降低到1.10(见图7)
。
图7 中包钢水过热度和拉速对铸坯中心偏析的影响
(2)通过优化轻压下工艺参数,82B 铸坯中心碳偏析得到明显改善,平均偏析系数达到1.06,
偏析系数小于1.1的比率稳定在70%以上(见图8)。由于拉矫机并非正规轻压下设备,因此在动态调节及压下量上还受到限制,拉矫辊的寿命也因实施轻压下而受到影响
。
图8 采用轻压下与未用轻压下铸坯平均碳偏析比较
(3)通过采用改进的操作工艺,82B 线材中心偏析级别(包括马氏体、网状碳化物)明显下降,用户拉拔脆断、出现锥状断口的质量问题也很少发生(见表5)。
表5 采用不同工艺时82B 线材的质量比较
工艺类别
线材偏析级别
拉拔脆断指数
原工艺(59批)0.35
4.63
新工艺(28批)
0.20
0.30
4 结 语
(1)连铸坯中心成分偏析是导致82B 线材中心产生马氏体、网状碳化物、拉拔过程产生锥状断口的主要原因。
(2)降低中包钢水过热度和拉速,可以有效降低高碳钢铸坯中心偏析。
(3)用拉矫辊实施轻压下,总压下量5mm ,对改善高碳钢铸坯中心偏析效果明显;由于拉矫机并非正规轻压下设备,因此在动态调节及压下量上还受到限制,拉矫辊的寿命也因实施轻压下而受到影响,建议增设正规轻压下设备,以利取得更稳定的冶金效果。
(4)采用上述改进工艺,高碳钢线材的拉拔性能得到明显改善。
[参考文献]
[1] Ky wng Shik Oh,J K Park ,S H Chang .Devel opment of Soft Re 2
ducti on Technol ogy f or the B l oom Caster at Pohang Works of P OSCO [A ].Steel m aking Conference Pr oceedings[C ],1995,U.S .A.I RON&STEEL S OC I ETY .
[2] Y Chen,F Feng,K L in,et al .I m p r ov ment of Center Segregati on
for H igh Carbon Steel B l oom [A ].Steel m aking Conferece Pr o 2ceedings[C ],1996,U.S .A.I RON&STEEL S OC I ETY .[3] 林惠国,付代直.钢的奥氏体转变曲线[M ],北京:机械工业
出版社,1998.[4] 音谷登平.刘新华,韩郁文译.钙洁净钢[M ],北京:冶金工
业出版社,1994.
(收稿日期:2004210209)
2005年世界钢铁业总投资有望达到650亿美元
2004年由于钢铁市场好转,世界钢铁企业的生产经营均处于极好的现金流量状况。充足的现金流
使钢铁企业不仅可以实行新项目投资,而且,还可以有足够的现金从事其它经营业务,包括大规模的兼
并重组等等。据分析,2004年世界钢铁业总投资为460亿美元,比2003年增长了140亿美元。预计2005年世界钢铁业总投资将达到650亿美元,而2006年总投资将回落到500亿美元。
尽管2006年世界钢铁业投资将出现回落,但500亿美元投资额仍然高于维持现有产能所需的每年270亿美元的数额,因而,2006年后国际钢铁产能也将出现较快增长。近10年来,世界钢铁产能的高增长仅出现在中国,但未来几年世界众多国家的钢铁产能都将出现新的增长。
(摘自速达冶金信息网)
?4?
炼 钢第21卷
国内外特殊钢产业发展现状与工艺技术比较
国内外特殊钢产业发展现状与工艺技术比较 点击次数:9 发表时间:2013-5-31 13:25:38 所属分类:工作学习 一、现状研究 特殊钢是重大装备制造和国家重点工程建设所需的关键材料,是钢铁材料中的高技术含量产品,其生产和应用代表了一个国家的工业化发展水平。虽然中国已是名副其实的钢铁生产大国,但还不能称为钢铁强国,中国钢铁质量尤其是特殊钢质量水平还落后于日、美、欧等发达国家。 发展现代国防军工、高速铁路和电气化铁路、发展国产轿车制造业、油田开采设备换代、轴承行业装备换代、研制现代化的新型武器装备等,都需要高性能的特钢产品作为关键材料。在中国装备制造业升级换代时,也需要越来越多的特钢支持。从某种程度上来说,特钢行业将会成为中国经济发展的一个基础行业,其发展将直接影响中国其他关键行业的发展。因此高品质特殊钢成为国家“十二五”重点扶植的战略新兴产业中新材料之一。 1.特殊钢产业国际发展现状 全球优特钢年产量约8000万t,占粗钢总量10%左右。世界特殊钢生产主要集中在日、美、德、法、英、意大利、韩国和瑞典,这些国家特殊钢年产量550 0万t左右,约占世界特殊钢产量的70%。工业发达国家的特钢产量一般占15%~ 20%,其中瑞典比例最高,达50%,其次为德国22%,日本19%,意大利17%,韩国13%,中国仅为5%。 特殊钢产业总体水平最高的国家首推日本和德国。日本特钢产量占世界特钢产量的23%,达2300万t。德国特钢产量占据世界特钢产量的20%。其他一些发达国家在某些特殊钢品种上居领先地位,如瑞典是世界上“特殊钢比重”最高的国家,其OVAKO公司的轴承钢、山德维克公司的工模具钢在国际上具有很高的知名度;法国的不锈钢和精密合金、奥地利的工模具钢、美国和英国的高温合金都处于国际一流水平。 2.特殊钢产业国内发展现状
中外专有技术合同模板
编号:_____________中外专有技术合同模板 甲方:________________________________________________ 乙方:___________________________ 签订日期:_______年______月______日
签约时间: 签字地点: 合同号: 中国,北京,×××公司(以下简称“受让方”)为一方,××国××市 ×××公司(以下简称“出让方”)为另一方。 鉴于出让方拥有设计、制造、安装、销售×××产品的专有技术; 鉴于出让方有权,并且也同意向受让方转让上述专有技术; 鉴于受让方希望利用出让方的专有技术设计、制造、销售和出口×××产 品; 双方授权代表通过友好协商,同意就以下条款签订本合同。 第一条定义 1.1 “受让方”--是指中国××××公司,或者该公司的法人代表,代理 和财产继承者。 1.2 “出让方”--是指×××国××××公司,或者该公司的法人代表, 代理和财产继承者。 1.3 “合同产品”--是指本合同附件一中所列的产品及其型号和规格。 1.4 “技术资料”--是指本合同附件二中所列的全部技术数据、图纸、设计、计算、操作、维修、产品检验等资料。 1.5 “合同工厂”--是指受让方使用了让方提供的技术资料进行生产合同 产品的场所,即×××省××市××××工厂。 1.6 “净销售价”--是指合同产品的销售发票的价格扣除包装费、运输费、保险费、佣金、商业折扣、税金和外购件等的费用后的余额。
1.7 “技术服务”--是指出让方根据本合同附件四和附件五中的规定,就合同产品的设计、制造、装配、检验、调试、操作等工作,向受让方提供的技术 指导和技术培训。 1.8 “商业性生产”--是指合同工厂生产第×××台合同产品以后的生产。 1.9 “合同生效日期”--是指本合同的双方政府有关当局中的最后一方批准合同的日期。 ……(注:可根据具体项目的需要增减上述定义) 第二条合同范围 2.1出让方同意向受让方转让,受让方同意从出让方取得合同产品的设计、制造、销售、安装、维修的专有技术。合同产品的型号、名称、规格和技术参数 详见本合同附件一。 2.2 出让方承认受让方在中华人民共和国境内设计和制造合同产品,以及 使用、销售和出口的权利。这种权利是非独占的,不可转让的权利。 2.3 出让方负责向受让方提供合同产品有关的专有技术和技术资料,其具 体内容、数量和交付时间详见本合同附件二。 2.4 出让方负责派遣技术人员来华讲解技术资料,并对合同产品的设计、 制造、装配、检验、考核等进行技术指导和服务,技术服务的内容和要求详见本 合同附件四。 2.5 出让方负责接受和安排受让方人员在出让方工厂的技术培训,出让方 应尽量大的努力满足受让方的要求,使受让方人员能够掌握上述专有技术,受让 方人员培训的内容和要求详见本合同附件五。 2.6 根据受让方的需要,出让方有义务以最优惠的价格向受让方提供合同
(完整版)中国科技部模板-技术开发合同范本
合同编号: 技术开发(合作)合同 项目名称: 甲方: 乙方: 丙方: 签订时间: 签订地点: 有效期限: 中华人民共和国科学技术部印制
填写说明 一、本合同为中华人民共和国科学技术部印制的技术开发(合作)合同示范文本,各技术合同认定登记机构可推介技术合同当事人参照使用。 二、本合同书适用于当事人各方就共同进行新技术、新产品、新工艺或者新材料及其系统的研究开发所订立的技术开发合同。 三、本合同书未尽事项,可由当事人附页另行约定,并可作为本合同的组成部分。 四、当事人使用本合同书时约定无需填写的条款,应在该条款处注明“无”等字样。
技术开发(合作)合同 甲方: 住所地: 法定代表人: 项目联系人: 联系方式: 通讯地址: 电话:传真: 电子信箱: 乙方: 住所地: 法定代表人: 项目联系人: 联系方式: 通讯地址: 电话:传真: 电子信箱: 丙方: 住所地: 法定代表人: 项目联系人: 联系方式: 通讯地址: 电话:传真: 电子信箱:
本合同合作各方就共同参与研究开发 项目事项,经过平等协商,在真实、充分地表达各自意愿的基础上,根据《中华人民共和国合同法》的规定,达成如下协议,并由合作各方共同恪守。 第一条本合同合作研究开发项目的要求如下: 1.技术目标: 。 2.技术内容: 。 3.技术方法和路线: 。 第二条本合同合作各方在研究开发项目中,分工承担如下工作:甲方: 1.研究开发内容: 。 2.工作进度: 。
3.研究开发期限:。 4.研究开发地点:。 乙方: 1.研究开发内容: 。 2.工作进度: 。 3.研究开发期限:。 4.研究开发地点:。 丙方: 1.研究开发内容: 。 2.工作进度: 。 3.研究开发期限:。 4.研究开发地点:。 第三条为确保本合同的全面履行,合作各方确定,采取以下方式对研究开发工作进行组织管理和协调: 。 第四条合作各方确定,各自为本合同项目的研究开发工作提供以下技术资料和条件: 甲方: 。
中板厂煤气切断阀技术协议书范本
协议编号:HL201109001 关联的合同号: 工程名称:济钢中板厂煤气气动快切阀 技术协议 需(买)方:钢铁股份 供(卖)方:大行测控仪表工程 签订日期:二O—年九月二十七日
买方:钢铁股份卖方:大行测控仪表工程 双方就济钢中板厂进口煤气切断阀备件的选型、制造技术要求及技术接口等事宜达成如下协议: 1、基本定义 1.1本协议仅适用于以下产品: 1.2本协议一式份,并与所关联的商务合同同时生效。 2、技术条件及工艺参数2.1技术条件 备件使用条件要求一定按国际质量标准生产。产品到达现场后必须包装完整,资料齐全。 2.2型号及性能参数 备件型号及性能参数:详见附表。本协议所包含的备件必须与在机部件功 能完全一致。 3、供货围 卖方必须保证所提供的产品满足现场需求4、技术要求 4.1结构制造、加工精良。外表规整,不允许卷管焊接件; 4.2启闭时间W 2秒;
4.3气动快速切断阀和配件的整体寿命长。启闭次数》100万次,即使用寿命为 24个月的使用期; 4.4泄漏量0.01%; 4.5配电磁阀型号为KVF3230(ARK)线圈电压直流24V。顶部接近开关为直流 24V信号,在相邻九十度的位置加档铁来固定限位并可上下调节,阀体机 械转动部分加挡圈来触发限位。档铁部分开口为M18 5、资料交付 供货时必须提供生产商的原产地证明或报关单等有效文件。 6、售后服务 本协议备件在装机使用后若出现质量问题或使用故障,卖方必须在24小时 到达现场,及时拿出技术处理方案。 7、性能保值期 卖方提供的备件保质期为上机使用后24个月,产品在保质期,产品在保质期发生的由卖方原因导致的质量问题,免费更换新件。若产品由买方原因导致质量问题,有买方自行承担。 &供货期 本协议备件要求合同签订后2011年12月30日运输至济钢中板厂的备件库区域。9、质量验收及质量保证期 货物到达现场后,买、卖方人员一起对其进行型号规格、技术性能、原理结构等方面的产品验收
1、我国线材发展现状及工艺技术探索(文献综述)
我国线材发展现状及工艺技术探索 前言 近几年我国线材无论是生产能力还是消费水平均得到了快速发展,2007年我国线材实际产量已达7921万t,2008年尽管受到国际金融危机的影响,线材实际产量仍然增长到8024万t。目前我国已成为世界上最大的线材生产国,年产量己超过世界线材生产总量的三分之一,在线材生产规模不断扩大的同时,我国在线材生产技术进步、产品研发方面也取得了可喜成效。但是,在看到我国线材产业飞速发展的同时,也要清醒的看到我国线材产业目前仍然存在不少的问题;尤其是应该看到生产规模不断扩大与现有产品结构的不相适应,已成为困扰我国线材产业发展的主要问题,这也是造成我国线材产业处于生产能力相对过剩而高附加值产品实物质量仍落后于国外发达国家的根本原因。 总之,我国线材产业离科学发展、可持续发展的要求,离国民经济各用钢行业的需要,离发达产钢国的先进水平,还有相当大的距离。 1 线材轧机在国内外的发展动态 按钢种和用途,通常将线材分为两大类:即一般建筑和结构用线材<普通线材)及特殊用途专用线材。在我国线材消费中,一般建筑和结构用线材为最大的消费品种,其消费量占线材总消费量的70%左右,专用线材<指中高碳钢线材<硬线)、预应力钢丝及钢绞线专用线材、钢帘线用线材、易切削钢线材、冷镦钢线材、焊接材料用线材、弹簧钢线材、轴承钢线材、不锈钢线材等)线材消费量占线材总消费量的30%左右。 1.1 国内线材生产消费现状 线材是我国第二大钢材生产品种(第一大钢材生产品种为钢筋,年总产量已超过10000万t>,在国内钢铁产量中所占的比重一直较高,长期保持在16%--一19%。近几年国内线材产量基本与国内粗钢产量增长速度差不多,保持在20%的水平上。2007年我国线材生产量7921万t,进口6l万t,出口624万t,扣除库存变化因素,表观消费量约为7476万t,占钢材实际消费总量的18.02%。由于受全球金融危机的影响,2008年国内线材生产情况与2007年基本持平,全年总产量仅略增1.2%。从国内线材生产消费平衡看,目前国内线材产量已大于消费需要,从线材进出口情况来看,长期以来,线材一直是我国主要钢材出口品种,也是我国一直保持净出口状态的钢材品种,特别是近几年出口增长特别迅速。另外,普通线材属于低附加值产品,销售半径小(一般小于800km>,市场竞争激烈。线材生产应充分考虑区域承受能力,今后线材品种发展的重点是生产高强度硬线品种,提高线材的使用效率。 1.2 我国线材制品行业现状
中板厂煤气切断阀技术协议
协议编号:HL201109001 关联的合同号: __________________ 工程名称:济钢中板厂煤气气动快切阀 技术协议 需(买)方:济南钢铁股份有限公司 供(卖)方:山东大行测控仪表工程有限公司签订日期:二O—年九月二十七日买方:济南钢铁股份有限公司 卖方:山东大行测控仪表工程有限公司
双方就济钢中板厂进口煤气切断阀备件的选型、制造技术要求及技术接口等事宜达成如下协议: 1、基本定义 1.1本协议仅适用于以下产品: 1.2本协议一式份,并与所关联的商务合同同时生效。 2、技术条件及工艺参数2.1技术条件 备件使用条件要求一定按国际质量标准生产。产品到达现场后必须包装完整,资料齐全。 2.2型号及性能参数 备件型号及性能参数:详见附表。本协议所包含的备件必须与在机部件功能完全一致。 3、供货范围 卖方必须保证所提供的产品满足现场需求。 4、技术要求 4.1结构制造、加工精良。外表规整,不允许卷管焊接件; 4.2启闭时间W 2秒; 4.3气动快速切断阀和配件的整体寿命长。启闭次数》100万次,即使用寿命为 24 个月的使用期; 4.4泄漏量0.01%;
4.5配电磁阀型号为KVF3230(ARK)线圈电压直流24V。顶部接近开关为直流 24V信号,在相邻九十度的位置加档铁来固定限位并可上下调节,阀体机械转动部分加挡圈来触发限位。档铁部分开口为M18。 5、资料交付 供货时必须提供生产商的原产地证明或报关单等有效文件。 6、售后服务 本协议备件在装机使用后若出现质量问题或使用故障,卖方必须在24小时内到达现场,及时拿出技术处理方案。 7、性能保值期 卖方提供的备件保质期为上机使用后24个月,产品在保质期内,产品在保质期内发生的由卖方原因导致的质量问题,免费更换新件。若产品由买方原因导致质量问题,有买方自行承担。 8、供货期 本协议备件要求合同签订后2011 年12 月30 日运输至济钢中板厂的备件库区域。 9、质量验收及质量保证期货物到达现场后,买、卖方人员一起对其进行型号规格、技术性能、原理结构等方面的产品验收。 卖方提供的备件保质期为上机后24个月,产品在保质期内发生因自身质量、
建筑用钢的生产现状
建筑用钢的生产现状 2005年,中国钢产量已高达3.49亿t、钢材产量达3.71亿t,其中建筑用钢材占全国钢材消费总量的55%以上[1]。在目前中国经济发展阶段中,国家的基础设施建设(包括交通建设、城镇化建设、住房建设和农村基础设施建设等)仍会蓬勃地开展,建筑用钢材在短期内不会有较大变化。分析和研究建筑用钢材的需求现状和发展趋势,以及对钢铁工业发展的重大影响,科学评价钢材消耗结构状况,无疑是一项十分有意义的工作。 我们先认识一下建筑钢材建筑钢材通常可分为钢结构用钢和钢筋混凝土结构用钢筋。钢结构用钢主要有普通碳素结构钢和低合金结构钢。建筑钢材品种有型钢、铜管和钢筋。型钢中有角钢、工字钢和槽钢。钢筋混凝土结构用钢筋,按加工方法可分为:热轧钢筋、热处理钢筋、冷拉钢筋、冷拔低碳钢丝和钢绞线管;按表面形状可分为光面钢筋和螺纹;按钢材品种可分为低碳钢、中碳钢、高碳钢和合金钢等。我国钢筋强度可分为I、Ⅱ、Ⅲ、Ⅳ、V 五类级别。 1 建筑用钢材的现状分析 建筑用钢包括线材、棒材(主要指钢筋)、板材、型钢、钢管和涂镀层板等品种。当前,国内的基础设施建设仍是以钢筋、混凝土为主要材料,多年来线材和钢筋也一直是建筑用钢材中消费量最大的品种。 1.1 房地产业在建筑业的发展中成为用钢材大户 建筑业是国民经济建设中的重要产业之一,国内城镇化建设和住房建设的加快势必会推动建筑业的发展,提高人建房约30亿m2。随着国民经济和第三产业的发展、人民生活水平的提高和国家安居工程的实施,预计中国在今后几年内的城镇住宅建设每年可达1.6亿m2以上,农村及其他个人住宅建设每年在6亿m2以上,宾馆、饭店、写字楼、商店及其它公用建设等每年约2亿m2左右,工业厂房及其它建筑约6亿m2左右。建筑业的迅速发展促使房地产业成为耗用钢材的大户。 1.2 钢材用量在钢结构建筑的发展中大幅度提高 随着科学技术的进步和人们生活水平的提高,国内钢结构建筑得到了快速的发展,特别是大型场馆和工业建筑采用钢结构业已成为发展趋势。大跨度钢结构研发的成功,多种类型的H型钢产能的扩张,为钢结构的应用提供了物质基础;建筑设计在理论和实践的结合上不断取得新成就,也为钢结构的广泛应用起到了积极的促进作用。 1.3 钢材应用领域在优质钢材的研发中迅速拓展 大口径和高拉力的高质量钢丝绳为大跨度斜拉索桥的建设提供了可靠的技术保证;耐候钢、耐高温钢材、不锈钢品种的开发和生产量的增加,为国内高建筑用钢材的消费量。据统计,中国每年的房屋施工面积在15亿m2以上,农村及其他个层建筑、铁路和交通建设用钢增添光彩;合金钢和低合金钢品种的开发,也进一步为钢铁产品拓宽了应用领域。 2 建筑用钢材存在的主要技术问题 多年来,中国一直沿用质量较低的II级钢筋。在生产制造、建筑设计和建筑施工单位也在使用一些老的标准。为加速钢铁产品的升级换代,促进建筑领域的科技进步,建设部于2005年提出了推动Ⅲ级钢筋的使用要求。Ⅲ级钢筋因加入了钒、铌、钛等合金元素而具有强度高、韧性好和焊接性能优良等特点。
我国电炉炼钢的发展现状与前景
我国电炉炼钢的发展现状与前景 现代炼钢流程主要是转炉流程和电炉流程。2004年世界粗钢产量达10.548亿t,其中转炉钢66452万t,占63%,电炉钢35652万t,占33.8%。我国钢产量27470万t,其中转炉钢23271万t,占85.72%,电炉钢4167.1万t,仅占15.17%。 笔者在此分析了我国不同时期电炉钢比例逐年下降的原因,讨论了为什么要重视电炉钢的发展,指出了在目前我国废钢资源及电力紧缺的条件下,发展电炉炼钢的方法及技术措施,认为目前应考虑对发展我国现代电炉炼钢的第二轮投资。 国外电炉炼钢的发展情况 自上世纪中叶至今,尽管转炉炼钢技术取得了长足的进步。但世界电炉钢比例不断增长,从1950年的7.3%增长到2004年的33.8%。 电炉钢比例的增长,主要是由于跟高炉转炉长流程相比,电炉炼钢具有固定投资小,消耗铁矿石,焦炭,水等资源少,占地面积小,可比能耗低,对环境污染少,工厂可接近资源产地及市场,启动及停炉灵活等优点,符合全球可持续发展要求。 本世纪前四年,世界上年产钢500万吨以上的主要产钢国家各国粗钢产量稳步增长,电炉钢比例不同国家有增有减,总体上有所降低,从2001年至2003年电炉钢的比例从35%下降至33.1%。2004年虽然粗钢产量增长迅速,但世界电炉钢比例从33.1%上升至33.8%。我国现代电炉炼钢的发展情况 我国现代电炉炼钢始于1993年原冶金部和上海市在上海召开的“当代电炉流程和电炉工程问题研讨会”(以下简称第一次上海会议)。由于各级政府部门引导,支持钢铁企业进行了对现代电炉流程的一轮投资,依靠引进国外现代电炉流程先进技术,在我国建成了一批“三位一体”或“四位一体”的先进电炉流程。 从1993年至今,我国电炉钢生产的发展可分为三个阶段。 在1993年至2000年这一阶段,我国电炉钢产量在1800~2000万t波动,电炉钢比例逐年下降,从23.2%下降至15.7%。这是由于一方面淘汰了大量落后的小电炉,使得我国电炉钢产量下降,另一方面新投产的大电炉产量还是不够高,致使电炉钢产量在一个水平线上波动,另外由于转炉钢产量的迅速增长,电炉钢产量增长比较慢,致使电炉钢比例下降,但这也正好说明“第一次上海会议”的意义及影响,如果没有1993年的“第一次上海会议”,在小电炉大量被淘汰的情况下,2000年我国电炉钢的比例恐怕还会低很多。 从2000年至2003年,在世界电炉钢比例有所下降的同时,我国电炉钢比例却走出了低谷有所回升。从2000年的15.7%上升到2003年的17.6%。电炉钢比例回升说明在这一阶段,虽然全国钢产量迅速增长,但电炉钢增长的速度比钢总量增长的速度更快。 在2001-2003年间,我国钢生产迅速发展,年增长速率达20~22%,远高于世界同期增长速度。电炉钢增长速度更高,达27-28%,电炉钢比例回升了约2个百分点。
金属材料发展现状及展望
重庆科技学院 金属材料工程导论课 程论文 题目:金属材料发展现状及展望 姓名袁建 学号43 班级金材普11-01 成绩
金属材料发展现状及展望 ---金材普2011-01 袁建[摘要]材料对社会、经济及科学技术活动的影响面大和带动力强,u人类 文明的发展和社会的进步同金属材料关系十分密切。现代社会种类繁多的金属材料已成为人类社会发展的重要物质基础,金属材料的发展前景如何,不仅对相关行业有着重大影响,甚至对整个社会有着密切的关系。本文对金属材料的发展现状和未来的发展前景做了简要的叙述。 [关键词]金属材料研发前景发展趋势 1 前言 能源、信息、材料是社会发展的三大支柱,而材料又主要分为金属材料、无机非金属材料、有机高分子材料和复合材料,这其中金属材料是人类历史上系统的应用研究时间最长,在目前应用也较为广泛的一种重要材料。金属材料在人类历史上一直扮演着重要的角色,这是由其自身性质决定的,金属材料具有高弹性模量、高韧性和强度硬度较高等优点,同时金属材料来源广泛,种类繁多和加工技术相对成熟等优异的特性,这些优点都决定了金属材料在材料领域中占有极其重要的地位。随着现代金属材料科学的不断发展,金属材料在机械制造业、国防领域、航空航天、建筑业、农业、矿业资源、电子信息等领域,有明显的性价比优势和广阔的市场。 2 .1 钢铁材料发展 钢铁材料是国民经济的重要基础,在整个材料大家庭中始终占据着重要的地位。随着国民经济的不断发展和科技的更新,当的份额。未来不锈钢的趋势发展主要集中在加强发挥其自身优势,使其能具有在特殊条件下使用的特殊性能不锈钢,同时如何降低其研发生产成本,也是未来的一个方向。 此外,钢铁材料的新需求和新技术也在不断地出现。特别是在能源工业、交通运输、航空技术对新型钢铁材料的社会需求。由于要有新的产品产出,所以就会带动产生新的技术。超纯净钢生产工艺就是其中的一种。随着钢铁生产工艺的技术进步与生产装备的进一步完善。对于连铸质量,围绕无缺陷连铸坯的生产,重点解决以下技术困难:(1) 高碳钢连铸的中心偏析与疏松缺陷;(2) 包晶钢、含Ti不锈钢的表面质量控制;(3) 卷渣造成的大型夹杂物控制技术;(4)铸坯质量的准确预报与表面修磨技术。实现上述目标,钢铁厂今后将会大力推广并不断优化铁水预处理、全自动转炉吹炼、二次精炼、保护浇注和无缺陷连铸等重大新工艺技术。高性能、高精度连轧工艺技术轧钢工艺的发展主要围绕“三高”技术开展:(1)高性能:通过采用控轧控冷(又称形变热机械处理)工艺,控制钢材的组织结构,提高钢材的性能,特别是强度、韧性指标;(2)高精度:除了精确控制轧材的尺寸精度外,进一步减小长型材的椭圆度和提高板材的板形控制精度及表面质量;(3)高效率:包括进一步提高连轧机的轧制速度和轧机作业率,大幅度提高连轧机组的生产效率。 2.2 有色金属材料发展 随着金属材料科学技术的发展,有色金属材料会逐步向性能高,精度高、能耗低向发展。目前有色金属材料在性能上获得了长足的进步,我国
铜_钢异种金属焊接的研究现状和进展
[8] 李存洲.激光深熔焊热场的数值模拟研究[D].北京:北 京航空航天大学,2004. [9] Tail or G A,Hughes M,Pericleous K.The app licati on of three di m ensi on finite volu me method t o the modeling of welding phenomena[A].Modeling of casting,welding and advanced s olidificati on p r ocess I X[C].San D iego:Prter. Sah m R,2002.852-859. [10] ChargW S,Na S J.A study on the p redicti on of the laser weld shape with vary heat s ource equati ons and the ther mal dist orti on of a s mall structure in m icr o-j oining[J].Jour2 nal of M aterials Pr ocessing Technol ogy,2002,120(1): 208-214. (收稿日期 2006 10 23) 作者简介: 熊智军,1981年出生,硕士研究生。主要研究方向为焊接方法与机电一体化。 铜-钢异种金属焊接的研究现状和进展 北京工业大学材料学院(100022) 高 禄 栗卓新 李国栋 李 红 摘要 综述了国内外铜-钢异种金属焊接的可行性、焊接方法及焊接接头组织性能方面的研究现状。分析了铜-钢焊接过程中存在的热裂纹和铜渗透裂纹等问题。介绍了多种实现铜-钢焊接的方法及每种方法的特点和应用范围。冷金属过渡焊接是一种比较新的焊接方法,具有广阔的应用前景。对铜-钢焊接接头结合机理方面的研究多集中于对青铜和钢焊接后的接头组织,对于紫铜与钢的焊接还需进一步探讨。 关键词: 铜-钢焊接 焊接方法 接头性能 RESEARCH STATUS AND D EVELO P M ENT O F CO PPER-STEEL W ELD I NG Beijing University of Technol ogy Gao L u,L i Zhuox i n,L i Guodong,L i Hong Abstract The weldability,welding method and welded j oint p r operty of copper-steel welding at home and abr oad were p resented,and the existing p r oble m s such as hot crack,copper os motic crack and etc.were discussed,and a l ot of welding p r ocesses of copper t o steel were intr oduced and their characteristics and app licati ons were als o revie wed.It is showed that cold metal transfer welding is a ne w method and it has a wide p r om ising app licati on.Researches on the bonding mechanis m are mainly focusing on the m icr ostructure of br onze-steel welded j oint,s o further study and exp l orati on are needed on bonding mechanis m of copper-steel welding. Key words: copper-steel weld i n g, weld i n g m ethod, jo i n t property 0 前 言 随着经济的迅速发展和科学技术的不断进步,新材料、新工艺、新设备不断涌现,对零部件的性能提出了更高的要求。采用钢和铜复合零部件,因在性能与经济上优势互补,具有广阔的应用前景,如在转炉炼钢工程的氧气管道需要采用T2铜管和不锈钢管焊接[1],新一代航空发动机采用铬青铜与双相不锈钢电子束焊接[2],弹带上钢与纯铜的熔敷扩散焊等[3]。文中对铜 -钢焊接的可行性和研究现状进行了综述。 1 铜-钢焊接的主要特点 在铜-钢焊接中,铜与铁的熔点、导热系数、线膨胀系数和力学性能等都有很大的不同[4],容易在焊接接头中产生应力集中,导致各种焊接裂纹。另一方面,铜与钢的原子半径、晶格类型、晶格常数及原子外层电子数目等都比较接近,且铜与铁属于在液态时无限互溶,在固态下,虽为有限固溶,但并不形成脆性金属间
低碳钢的焊接技术研究及应用
低碳钢的焊接技术研究及应用 发表时间:2019-04-02T15:14:17.940Z 来源:《防护工程》2018年第35期作者:纪正冷庆君 [导读] 随着我国科技和时代的不断发展与进步,焊接技术已经覆盖到社会的各个领域之中。 中车青岛四方机车车辆股份有限公司山东青岛 266000 摘要:随着我国科技和时代的不断发展与进步,焊接技术已经覆盖到社会的各个领域之中。焊接技术的完善不仅提高了效率,还推动了科学的发展。但是在焊接技术中仍然存在着许多问题亟待解决,本文基于对我国焊接技术的现状进行分析,展望了我国焊接技术的发展前景,对促进我国焊接技术的发展具有十分重要的意义。 关键词:焊接技术;现状;发展前景 引言 低碳钢板焊接不同于其他材质钢板的焊接,在其焊接技术的实施中需要针对低碳钢板的厚度、化学成份、材料特性等在焊接工艺的控制上都应进行专门的研究分析,这样才能通过分析找到适合焊接工艺运行的方法及策略。 1、焊接的特点 1.1含有多种元素 在使用的过程中,由于其使用环境比较苛刻,因此大部分的都会使用低合金高强钢等各种特殊材料制成,保证的质量和性能,但是这些材料在焊接的过程中,由于其内部含有大量的元素,使得材料本身具有高硬度,经过焊接之后还会产生淬硬的效果,使得最终生产出的具有较高的硬度和强度。但是这些材料在焊接的过程中,由于刚性较大,还很容易产生冷裂纹,冷裂纹是焊接中的重要隐患,不容易被发现,但是还会给的质量带来极大的威胁,这样的在使用的过程中,很容易出现安全事故。因为在焊接的过程中,与焊接头接触的位置会由于温度过高,使得材料中的各项元素保留在奥氏体里,而在焊接结束之后,材料温度会迅速降低,这些元素无法被及时析出,后期再进行热处理时会容易弥散,使晶粒内部强度升高,晶界处易发生变形,导致焊接接头的位置发生断裂或出现裂纹。另外在焊接的过程中,如果焊接头处释放出的热量不足,会影响到的塑性,使得焊接头的位置材料发生软化,给锅炉的质量和使用性能带来不利影响。 1.2焊接困难 是一种相对来说结构比较复杂的容器,所以在焊接的过程中,只要对其各个结构的焊接工作都要进行研究,而且每个结构在焊接的过程中,还需要准确掌握其尺寸,为了保证焊接的质量,还需要先进行预热和微观组织等操作,这一系列的操作十分复杂,在焊接的过程中,很容易受到外界因素的干扰,影响最终的焊接质量。 2、焊接设备的选择 在焊接技术的应用过程中,应特别注意对焊机的技术应用设备进行选择和分析,以便通过焊接设备的选择,及时将相应的焊接技术应用到实际的焊接技术应用中,并对影响焊接技术应用的关键因素进行分析。重点分析了机电产品焊接工艺的优化应用,低碳钢板焊接常用的焊接方法有电弧焊和二氧化碳气体保护焊。然而,这两种焊接方法都存在着低碳钢板焊接飞溅大、焊接变形大的缺陷,钨极氩弧焊接飞溅小,变形小,熔深好,适用于低碳钢板的焊接。本文选择氩弧焊机作为焊接技术应用中的专用焊接设备,并实施了相应的焊接技术,通过对该技术的控制和实施,可以整体提高焊接技术的应用质量。提高焊接工艺的应用质量和效果具有重要意义。在焊机使用过程中,设备相应参数为380V+10%、50Hz、44A输入电流控制、15-28V脉冲焊接电压、35-160A瞬时焊接电流控制,整个焊接设备由焊机主体、焊枪、遥控箱等部件组成。 3、焊接材料的准备 在明确焊接技术的应用之后,我们应该准备好焊接工作发展所需的焊接材料。通过提前准备焊接材料,方便后续焊接工艺操作,根据机电产品焊接过程中使用的材料,总结了整个焊接工作所需的焊接材料。具体焊接材料分为以下几部分:一是选用10号低碳钢板;二是选用钨极。可选用的钨极有钍钨极(wt20)、铈钨极(wc20)、纯钨极(wp),但从环保角度来看,可选用纯钨极(wp),考虑到焊接的质量和成本,选择钨铈作为电极;第三,选择氩作为保护气体。氩是一种焊接技术。电弧焊周围采用氩保护气体,焊接区外空气隔离。氩的比热容和导热能力小,即本身吸收少,向外传热少,电弧内热量不易消散,焊接困难。电弧燃烧稳定,热量集中,有利于焊接。另外,低碳钢焊接选用氩纯度(>99.7%)。 4、焊接技术 4.1MIG焊 MIG焊是目前的主要焊接技术之一,在焊接过程中,电弧稳定,氧化性弱,适合焊接多种活泼金属及合金;焊缝均匀,焊缝强度较大,能进行薄板焊接并有效保证焊接强度达到母体强度的70%。例如:德国奥迪在焊接过程中,使用MIG电弧钎焊,对及构件进行焊接,有效焊接,保证焊缝均匀,焊接强度达到母体强度标准,并有效提高焊接效率。为不断适应焊接需要,MIG焊不断创新,出现了脉冲MIG 焊、单丝MIG焊、单枪焊丝MIG焊、复合热源MIG焊等多种新型MIG焊接技术。通过不断研发、创新MIG焊接技术和设备,提高焊接效率,提高焊接质量和自动化焊接水平。例如:奥地利Fronius公司在传统MIG焊基础上开发了单枪焊丝MIG焊技术,保留了焊接效率高的特点,同时焊接变形小,提高了焊接质量。相较于传统MIG焊,单枪焊丝MIG焊的焊枪小巧,受限较少,可焊接的各个位置。 4.2搅拌摩擦焊 搅拌摩擦焊技术是20世纪90年代兴起的焊接技术,主要依靠搅拌头的机械摩擦作用实现接头连接。经过分析,搅拌摩擦焊具有热输入少,温度低,焊接难度小的特点;同时,由于热输入少,在进行铝合金材料焊接时不容易发生形变,焊接强度较大;符合焊接母体强度的要求,缺陷较少,焊接质量好;焊接产生的内部残余应力较小,无需焊丝保护,焊接质量高。通过分析,可以发现搅拌摩擦焊是一种优质、高效、低耗的新型焊接方法,对焊接来说,有效解决焊接问题。 5、我国焊接技术的发展前景分析 我国现代焊接技术的发展现状有好的方面,也有不好的方面需要我们进行改进。但是整体来看,我国焊接技术的发展前景是充满希望,潜力非常大。因此,基于它的发展现状来说,有以下两点建议:
20Cr钢强化方法的研究现状
材料工程学院金属材料力学性能(论文)20Cr钢强化方法的研究现状 学生姓名:xxxxxxxx 学生学号:xxxxxxxxxxxxx 院(系):材料工程学院 年级专业:xxxxxxxxxxxxx 指导教师:xxxxxxx 讲师 二〇一三年12月
目录 目录 (2) 1 20CR钢 (3) 1.1简介 (3) 1.2特性 (3) 1.3加工 (3) 1.4工艺及规范 (4) 1.4.1工艺路线 (4) 1.4.2工艺规范 (4) 1.5主要特性 (4) 1.6应用举例 (4) 2 20CR强化手段及其应用 (5) 2.1固溶强化 (5) 2.2弥散强化 (5) 2.3细晶强化 (5) 2.4冷变形强化 (6) 2.5马氏体强化 (6) 2.6形变一相变强化 (6) 2.7形变强化 (6) 2.8脱溶强化 (7) 2.9表面热处理 (7) 2.9.1渗碳 (7) 2.9.2渗氮 (7) 参考文献 (8)
1 20Cr钢 1.1 20Cr钢简介 20钢的20是指含碳量,含碳量为0.2%,属于低碳钢。钢中可分为低碳钢、中碳钢和高碳钢。低碳钢:含碳量一般小于0.25%;中碳钢:含碳量一般在0.25~ 0.60%之间;高碳钢:含碳量一般大于0.60%。钢中除含有碳(C)元素和为脱氧而 含有一定量硅(Si)(一般不超过0.40%),锰(Mn)(一般不超过0.80%,较高可到1.20%)合金元素外,不含其他合金元素(残余元素除外)。含碳量低于 2.1%为钢,含碳量高于2.1%为铁。钢中含碳量越高其韧性越差,铁中含碳量越高其韧性越好。 20Cr钢是我国目前产最大的几个合金结构钢之一,用途非常广泛。供货状态及硬度:退火态,硬度≤179HBS。它的化学成分[质量分数(%)]、参考对应钢号以及相变点对应温度分别如下表1、表2、表3: 元素 C Si Mn Cr P S 质量分数0.18-0.24 0.17-0.37 0.5-0.8 1.70-1.00 ≤0.03≤0.03 表1 20钢的化学成分 国家中国GB 日本JIS 德国DIN 英国BS 法国NF 美国AISI 国际ISO 标准钢号20Cr SCr22 20Cr4 590M17 18C3 5120 20Cr4 温度(℃)765 863 799 702 表3 相变点对应温度 1.2 特性 硬度较高,韧性比15CrA差,该钢具有比较好的淬透性、中等的强度和韧性。油淬到半马氏体硬度的淬透性为Φ20-Φ23mm。该钢经渗碳淬火表面强化处理后,在模具表面会获得细针状回火马氏体,硬度为58-62HRC;心部获得低碳马氏体组织,硬度35-40HRC,基体强韧性高,可满足冷作模具高硬度、高强度、高韧性和适当的耐腐蚀性的使用性能要求。正火可促进组织球化,细化大块状先共析铁素体,改进毛胚的切削性能。 1.3 加工 20Cr钢淬火、低温回火后具有良好的综合力学性能,低温冲击韧性良好,回火脆性不明显。渗碳时钢的晶粒有长大趋势,所以要求二次淬火,以提高心部韧性,不宜降温淬火。当正火后硬度为170-217HB时,相对切屑加工性约为65%,焊接性中等,焊前应预热到100-150℃,冷变形时塑性中等。为了提高模具型腔