处理电镀含氰废水和含铬废水重新出现六价铬的问题研究

处理电镀含氰废水和含铬废水重新出现六价铬的问题研究摘要:采用铁屑内电解法处理电镀废水使六价铬还原为三价铬,采用次氯酸钠法处理电镀含氰废水,将处理好后的两种废水同时排入中间池,一段时间后取水样做定性检测会重新出现六价铬。实验研究表明:混合排入中间池的含氰废水中过量的次氯酸钠可将废水中的三价铬氧化为六价铬。本工程采取在含氰废水中加入适当亚硫酸氢钠去除余氯的工艺,获得稳定的处理效果。
关键词:铁屑内电解法;次氯酸钠法;含铬废水;含氰废水;六价铬
Study on the Problems of Re-emergence Chromium(Ⅵ)in Treating Electroplating Wastewater Containing Cyanide and Chromium MA Xiang-bin1,DAI Qiu-xiang2,Li Guo-hui2,SHAO Xiang-qin1(1. The People’s Liberation Army NO.4723 Plant,Yongnian 057150,Hebei,China ;2.Environmental Management College of China,qinhuangdao 066004,Hebei,China)
Abstract:Hexavalent chromium was reduced in iron inner electrolysis process for the electroplating wastewater containing chromium (Ⅵ). Sodium hypochlorite treatment of The electroplating wastewater containing cyanide was treated in sodium hypochlorite method. When two kinds of treated wastewater were discharged into the middle pond at the same time, the hexavalent chromium reappeared after a period of water samples for qualitative detection. Experimental results showed that: Trivalent chromium was oxidized to hexavalent chromium by excessive sodium hypochlorite of wastewater containing cyanide in the middle pond In engineering practice, the appropriate sodium bisulfite was added to remove residual chlorine in wastewater containing cyanide and the stable treatment effect was obtained.
Key Words:Iron inner electrolysis;sodium hypochlorite method;wastewater containing chromium;wastewater containing cyanide;hexavalent chromium
铬酐、氰化钠、氰化钾都是电镀行业中常用的化工原料,铬酐主要用于镀铬、钝化、褪镀工艺,氰化物主要用于氰化镀铜,氰化镀锌等工艺。六价铬具有强氧化性,对人体皮肤、呼吸系统及内脏都有危害,六价铬的毒性是三价铬的100倍;氰化物是极毒物质,人的口服致死量氰化钾为120mg、氰化钠为100mg,长期饮用含氰0.14mg/L的水会出现头痛、头晕等症状。电镀含铬废水国内一般常用硫酸亚铁处理法、亚硫酸盐处理法、铁屑内电解法处理,氰化物一般采用电解法、二氧化氯氧化法和次氯酸钠氧化法等方法处理。
某发动机修理厂电镀车间采用铁屑内电解法处理含铬综合废水,将六价铬转化为三价铬,采用次氯酸钠氧化法处理氰化废水,破除其中的氰化物后将两种废
水共同排入中间池加氢氧化钠沉淀后排放。
1污水水质水量
本工程处理的电镀含铬废水由电镀车间在镀铬、钝化、光化、褪镀等工艺中产生的漂洗废水和地面冲洗水混合而成,每天排出废水量20~30m 3,主要污染物为六价铬和其他重金属,六价铬的浓度为10~30mg/L 左右,PH 值6~7。电镀含氰废水在氰化镀铜、镀铬工艺中产生,每天排出量为3~5m 3,氰化物浓度为10~30mg/L 左右,PH 值8~9。
2污水处理工艺
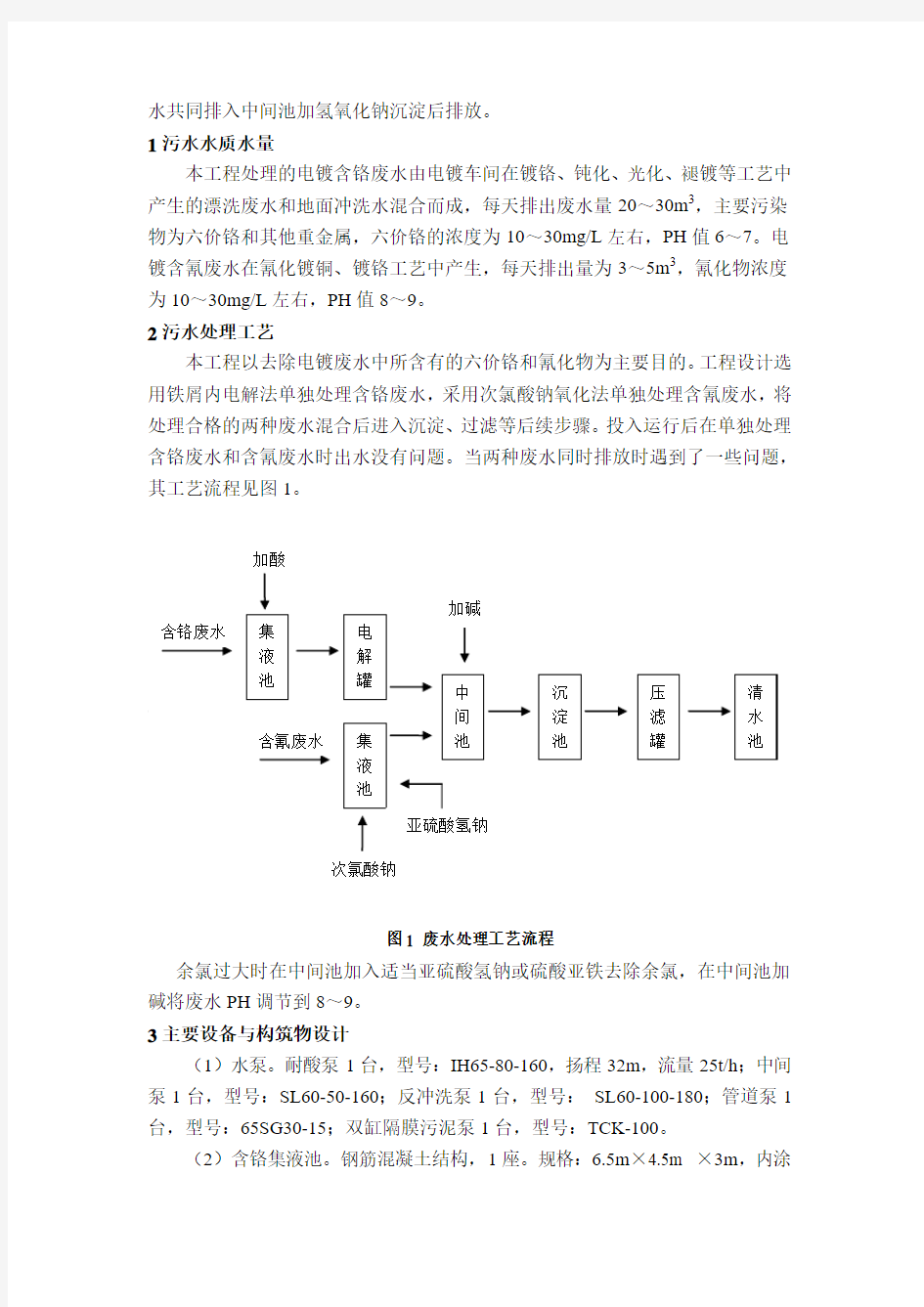
本工程以去除电镀废水中所含有的六价铬和氰化物为主要目的。工程设计选用铁屑内电解法单独处理含铬废水,采用次氯酸钠氧化法单独处理含氰废水,将处理合格的两种废水混合后进入沉淀、过滤等后续步骤。投入运行后在单独处理含铬废水和含氰废水时出水没有问题。当两种废水同时排放时遇到了一些问题,其工艺流程见图1。
图1 废水处理工艺流程
余氯过大时在中间池加入适当亚硫酸氢钠或硫酸亚铁去除余氯,在中间池加碱将废水PH 调节到8~9。
3主要设备与构筑物设计
(1)水泵。耐酸泵1台,型号:IH65-80-160,扬程32m ,流量25t/h ;中间泵1台,型号:SL60-50-160;反冲洗泵1台,型号: SL60-100-180;管道泵1台,型号:65SG30-15;双缸隔膜污泥泵1台,型号:TCK-100。
(2)含铬集液池。钢筋混凝土结构,1座。规格:6.5m ×4.5m ×3m ,内涂
玻璃胶防腐。
(3)铁屑内电解罐。钢制结构,3台。规格:φ1m×3m,内涂玻璃胶防腐。
(4)次氯酸钠发生器。型号;LFQ-22C 有效氯产率:1000g/h
(5)含氰集液池。钢筋混凝土结构,1座。规格:4.5m×1.5m ×3m,内涂玻璃胶防腐。
(6)中间池。钢筋混凝土结构,1座。规格:6m×4.5m ×3m。
(7)斜管沉淀器。型号:TA-30,钢制结构,1台。规格:φ4m×5m,水力停留时间3 h。
(8)压力砂滤罐。钢制结构,1台。规格:φ1m×3m,处理量:10t/h。
(9)清水池。钢筋混凝土结构,1座。规格:4.5m×1.5m ×3m,上边缘设溢流管。
4问题及实验研究
4.1问题
本文所列工程刚开始运行时单独排放含铬废水和含氰废水在都可以达到排放标准,当两种处理好的废水同时排入中间池后,取水做定性测量经常会出现含有六价铬的现象。
4.2实验研究
(1)试剂及测试方法
次氯酸钠,工业级;二苯碳先二胫指示剂根据国标配制;氢氧化钠,工业级;亚硫酸氢钠,工业级;广泛PH试纸。碘化钾淀粉试纸
(2)实验过程
①用大烧杯分别取处理前的含氰集液池废水1000ml,取处理后的含铬集液池废水1000 ml,取次氯酸钠发生器产生的次氯酸钠100ml。
②用量筒取处理前的含氰水样100ml,加入适当次氯酸钠后,用碘化钾淀粉试纸测定余氯,如果试纸不变色表明没有余氯,则继续加次氯酸钠直到含有余氯,混合放置两小时后再次测定,若还是含有余氯放置待用。
③混合制备待测定水样。
水样1:用量筒分别取处理前的含氰水样50 ml,取处理后的含铬集液池水样100 ml,倒入锥形瓶中混合。
水样2:取步骤②水样50 ml,取处理后的含铬集液池废水100 ml,倒入锥形瓶中混合。
水样3:取处理后的含铬集液池废水100 ml,加入过量的次氯酸钠。
水样4:取步骤②水样50ml,加入适量亚硫酸氢钠刚好去除余氯,取处理后的含铬集液池水样100 ml,倒入锥形瓶中混合。
④测定。一小时后分别用二苯碳先二胫指示剂定性测定四个水样发现,水样2和3中含有六价铬,且水样3六价铬浓度较高,水样1和4中没有出现六价铬。5结论
(1)将处理前不含有余氯的含氰废水与处理后的含铬废水混合,不会出现重新出现六价铬的现象。
(2)将处理后含有过量次氯酸钠的含氰废水去除余氯后与处理后的含铬废水混合,不会重新出现六价铬。
(3)将处理后含有过量次氯酸钠的含氰废水与处理后的含铬废水混合,会重新出现六价铬。
(4)将次氯酸钠直接与处理后的含铬废水混合,会重新出现六价铬,且余氯越大,六价铬浓度越高。
(5)为解决两种废水同时排放在中间池重新出现六价铬的问题,本工程采取在含有过量次氯酸钠的含氰废水中加入适量亚硫酸氢钠去除余氯的工艺,获得稳定的处理效果,排水达到GB21900-2008 标准中六价铬含量小于0.2mg/L的标准,经济效益和环境效益显著。
参考文献:
[1]增华梁.最新电镀工程师手册[M].机械工业出版社,2010.
[2]张允城,胡加南,向荣.电镀手册[M].北京:国防工业出版社,2007.
电镀综合废水处理工程设计方案
山东华龙机械有限公司400m3/d 电镀综合废水处理工程 设 计 方 案 二零一三年二月
第一章总论 0 1.1 项目概况 0 1.2 设计依据 (1) 1.3 设计范围 (1) 1.4 设计原则 (2) 1.5 设计水量、水质及出水标准 (2) 第二章工艺设计 (4) 2.1 工艺选择 (4) 2.2 工艺流程图 (8) 2.3 工艺流程说明 (8) 2.4 预期处理效果 (9) 第三章废水处理站工程设计 (11) 3.1 主要建、构筑物工艺设计及设备选型 (11) 3.2 土建结构设计 (23) 3.3 公用工程 (23) 3.4 自动控制 (25) 第四章技术经济 (25) 4.1 工程投资估算 (25) 4.2 运行费用 (27) 4.3 主要技术经济指标 (29) 第五章工作进度及服务承诺 (30) 5.1 工作进度安排 (30) 5.2 服务承诺 (30) 附图:废水处理工艺流程图 废水处理区总平面布置图
第一章总论 1.1 项目概况 山东华龙机械有限公司位于山东省临沂市经济开发区,主要从事汽摩配件及五金锁具类配件等电镀。由于电镀生产过程中,将排放一定量的含有多种致癌、致畸、致突变、剧毒等物质的废水,因此,必须认真处理,并尽量回收利用,以减少或消除其对环境的污染。为贯彻落实国家环境保护方针政策,加强环境污染防治,严格执行“三同时”的要求,该公司特委托我公司进行生产废水处理工程设计方案的编制。 电镀工艺品种繁多,产生的电镀废水中含有的污染物也不一定相同,须综合处理的电镀废水将含有多项镀种产生的污水。常用镀种有镀镍、镀铜、镀铬、镀锌、镀镉、镀铅、镀锡、镀金和镀银。无论那种镀种和镀件,电镀工艺大体相同,乡镇企业常用氰化电镀工艺。产生的电镀废水分为以下几种: 1、镀件清洗水:占电镀废水的80%以上。废水中大部分污染物质是由镀件表面的附着液在清洗时带入的。其污染物质主要为重金属离子,如:Ni 2+、Cu2+、Cr6+、Zn2+、Pb2+、Cd2+、Ag+等。其PH值一般为4—6,呈酸性。 2、镀液过滤和废镀液:产生的污水中含有高浓度的污染物质,主要有:Cr6+、CN-、废酸、废碱、光亮剂、洗涤剂、表面活性剂等,大部分为有害物质和剧毒物质。 3、电镀车间的“跑、冒、滴、漏”产生的低浓度污染水。 上述描述中,1、3 统称为含铬废水,2 统称为含氰废水。因企业 实际情况限制,两种电镀废水不可能分开排放至污水处理站。企业排
电镀行业中含铬废水的常用方法
电镀行业中含铬废水的常用方法 水处理技术:电镀工业含铬的处理最常用的方法有还原法、电解法,工艺成熟,运行效果好。但是近来又有很多其他的方法被研究出来,综合比较会发现这些方法也各有优缺点。作为新方法,他们自有借鉴之处。 一、还原沉淀法 化学还原法是利用硫酸亚铁、亚硫酸盐、二氧化硫等还原剂将中六价铬还原成三价铬离子,加碱调整pH值,使三价铬形成氢氧化铬沉淀除去。这种方法设备投资和运行费用低,主要用于间歇处理。 常用处理工艺为在第一反应池中先将用硫酸调pH值至2~3,再加入还原剂,在下一个反应池中用NaOH或Ca(OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。改良的工艺为在第一反应池中直接投加硫酸亚铁,用NaOH或Ca(OH)2调pH值至7~8,生成Cr(OH)3沉淀,再加混凝剂,使Cr(OH)3沉淀除去。使用该技术后,含铬废水日处理量为1000M3,废水中铬含量为10mg/l.该技术适用于含铬工业废水处理。 在一些报道中也有提到利用聚合氯化铝铁处理电镀含铬废水。聚合氯化铝铁兼有传统絮凝剂PAC ,PFC的优点,形成的絮凝体大而重,沉降速度快。其出水色度比聚合氯化铁好,除浊效果和絮凝体沉降性能又优于聚合氯化铝。具体报道内容附于文后。
二、电解法沉淀过滤 1.工艺流程概况 电镀含铬废水首先经过格栅去除较大颗粒的悬浮物后自流至调 节池,均衡水量水质,然后由泵提升至电解槽电解,在电解过程中阳极铁板溶解成亚铁离子,在酸性条件下亚铁离子将六价铬离子还原成三价铬离子,同时由于阴极板上析出氢气,使废水pH 值逐步上升,最后呈中性。此时Cr3+ 、Fe3+ 都以氢氧化物沉淀析出,电解后的 出水首先经过初沉池,然后连续通过(废水自上而下)两级沉淀过滤池。一级过滤池内有填料:木炭、焦炭、炉渣;二级过滤池内有填料:无烟煤、石英砂。污水中沉淀物由过滤池填料过滤、吸附,出水流入排水检查井。而后通过泵进入循环水池作为冷却用水。过滤用的木炭、焦炭、无烟煤、炉渣定期收集在锅炉房掺烧。 2.主要设备 调节池1座;初沉池1座、沉淀过滤池2座;循环水池1 座; 电源控制柜、电解槽、电解电源、电解电压1套;水泵5台。 3.结果与分析 某电镀厂电镀废水处理设备在正常工况条件下,间隔不同的时间多次取样,。 电镀含铬废水采用电解法沉淀过滤工艺处理后全部回用,过滤池内填料定期集中于锅炉房掺烧,达到了综合治理电镀含铬废水的目的。
电镀含铬废水处理课程设计.doc111
青海大学化工学院环境工程系 《水污染控制工程》课程设计说明书 班级:环境工程专业 姓名:秦文英 学号:1220201026 指导教师:王晓 题目:电镀含铬废水日处理量150m3工艺方案确定 同组同学:马寿孝李俊杰才让卓玛朱晓玲冶秀琴尕藏东主青海大学化工学院环境工程系
目录 1 城市选定及其概况 (1) 1.1位置境域 (1) 1.2地质地貌 (1) 1.3气候 (1) 2 工艺确定及方案论证............................................................................... ..错误!未定义书签。 2.1几种常见方法的处理机比较 (2) 3 工业废水处理原则.....................................................................................错误!未定义书签。 4 方法的应用 (5) 5物料衡算 (6) 5.1总铬的物料衡算 (6) 5.2六价铬离子的物料衡算 (7) 5.3总锌的物料衡算 (7) 5.4 ss的物料衡算 (8) 5.5水量的物料衡算 (9) 6电镀废水的处理工艺 (9) 6.1污水处理主体工艺的确定 (10) 6.2综合废水 (10) 6.3设计原因 (10) 7 污水处理系统工艺流程框图 (11) 7.1调节池 (11) 7.1.2参数选取 (11) 7.1.3工艺尺寸 (11) 7.2反应池 (12) 7.2.1设计原因 (12) 7.2.2参数选取 (12) 7.2.3工艺尺寸 (13) 7.3平流沉淀池 (13) 7.3.1设计原因 (13)
电镀综合废水处理工程设计方案
山东华龙机械有限公司400m3/d电镀综合废水处理工程 设 计 方 案 二零一三年二月
目录 第一章总论 0 1.1项目概况 0 1.2设计依据 (1) 1.3设计范围 (1) 1.4设计原则 (2) 1.5 设计水量、水质及出水标准 (2) 第二章工艺设计 (4) 2.1工艺选择 (4) 2.2工艺流程图 (8) 2.3工艺流程说明 (8) 2.4预期处理效果 (9) 第三章废水处理站工程设计 (11) 3.1主要建、构筑物工艺设计及设备选型 (11) 3.2土建结构设计 (23) 3.3 公用工程 (23) 3.4 自动控制 (25) 第四章技术经济 (25) 4.1工程投资估算 (25) 4.2运行费用 (27) 4.3主要技术经济指标 (29) 第五章工作进度及服务承诺 (30) 5.1工作进度安排 (30) 5.2服务承诺 (30) 附图:废水处理工艺流程图 废水处理区总平面布置图
第一章总论 1.1 项目概况 山东华龙机械有限公司位于山东省临沂市经济开发区,主要从事汽摩配件及五金锁具类配件等电镀。由于电镀生产过程中,将排放一定量的含有多种致癌、致畸、致突变、剧毒等物质的废水,因此,必须认真处理,并尽量回收利用,以减少或消除其对环境的污染。为贯彻落实国家环境保护方针政策,加强环境污染防治,严格执行“三同时”的要求,该公司特委托我公司进行生产废水处理工程设计方案的编制。 电镀工艺品种繁多,产生的电镀废水中含有的污染物也不一定相同,须综合处理的电镀废水将含有多项镀种产生的污水。常用镀种有镀镍、镀铜、镀铬、镀锌、镀镉、镀铅、镀锡、镀金和镀银。无论那种镀种和镀件,电镀工艺大体相同,乡镇企业常用氰化电镀工艺。产生的电镀废水分为以下几种: 1、镀件清洗水:占电镀废水的80%以上。废水中大部分污染物质是由镀件表面的附着液在清洗时带入的。其污染物质主要为重金属离子,如:Ni2+、Cu2+、Cr6+、Zn2+、Pb2+、Cd2+、Ag+等。其PH值一般为4—6,呈酸性。 2、镀液过滤和废镀液:产生的污水中含有高浓度的污染物质,主要有:Cr6+、CN-、废酸、废碱、光亮剂、洗涤剂、表面活性剂等,大部分为有害物质和剧毒物质。 3、电镀车间的“跑、冒、滴、漏”产生的低浓度污染水。 上述描述中,1、3统称为含铬废水,2统称为含氰废水。因企业
含氰电镀废水的处理方法
含氰电镀废水的处理方法 含氰电镀废水处理的几种方法:一般有碱性氯化法、电解法、活性炭法。 1碱性氯化法 基本原理是在含氰废水中投加氧化剂(如漂白粉),将氰氧化成二氧化碳和氮。氧化分为两个阶段,第一阶段是将氰化物氧化成氰酸盐,第二阶段再将氰酸盐氧化成二氧化碳和氮气。主要水处理构筑物需设氧化反应池两座、沉淀池一座以及相应的投药装置等。反应池中设pH计及ORP计(氧化还原电位计)控制水质及投药量,并设搅拌装置。第一阶段氧化反应时间控制在10~15min,pH值控制在10~11,第二阶段氧化反应时间控制在10~30min,pH值控制在8左右。 2电解法 电解法处理含氰废水的实质就是次氯酸氧化法,其原理同样是基于氧化反应,与碱性氯化法不同的是其所投加的氧化剂是通过电解食盐水所产生的次氯酸根。因此需设一套电解食盐水装置。该方法的优点是处理效果稳定可靠,管理方便,操作简单,无泥渣,可不设沉淀池。缺点是耗电量较大。 3活性炭法 此种方法主要用于氰化镀铜废水处理。基本原理:含有氰化物的废水在有足够的溶解氧和铜离子的条件下,通过活性炭的催化氧化作用,生成NH3及CuCO3·Cu(OH)2等物质,从而破坏氰化物的毒性,同时铜和氰构成的络合离子被活性炭吸附。基本流程:废水→氧化剂
柱→活性炭柱(两级)→排放或回收。活性炭吸附达饱和后,用6%的硫酸铵和含有效氯为8g/L的次氯酸钠再生。此种方法的优点是投资少,操作简单,费用低,水处理效果好。缺点是再生废液难处理,易造成二次污染。 对于含氰废水,除上述处理方法外,还有离子交换法、薄膜蒸发回收法等。离子交换法同样存在再生废液二次污染的问题,且投资大、成本高。而薄膜蒸发回收法设备较复杂,且需消耗蒸气,辅助设备较多,运行管理不易掌握,因此在中小型电镀生产厂中很少使用。
含铬电镀废水处理方案
6T/h含铬电镀废水 设 计 方 案 设计编号:ZH20110829 宜兴市中汇环保设备 联系人:史建忠联系: 地址:省宜兴市屺亭镇 214213 Fax: 00 E-mail:yxzhgs163.
1、总论 1.1项目背景 铬是常见的重金属元素,广泛用于冶金、化工、电镀等工业中,同时也产生了大量的含铬废水,最终排入水体。 铬化合物浓度过高时会有毒性,其毒性与化学价态和用量有关,二价铬一般被认为是无毒的,而铬主要以六价和三价两种形态存在,六价铬更容易被人体吸收,六价铬对人体皮肤有刺激和过敏作用。六价铬经过切口和擦伤处进入皮肤,会因腐蚀作用而引起铬溃疡,六价铬对呼吸系统的损害也很大。 电镀中铬主要以六价铬的形态存在,对我们的环境污染很严重,为发展经济,保护环境,需要将生产废水进行集中处理后才能达标排放。 受建设单位委托,我们在综合比较分析国外电镀废水治理情况的基础上,结合我们在类似企业废水处理过程中的实际经验,采用成熟的化学法处理电镀废水工艺,供专家和领导审查决策。 1.2编制依据 1.2.1《电镀污染物排放标准》GB21900-2008; 1.2.2《污水综合排放标准》(GB8978-1996); 1.2.3《室外排水设计规》GB50101-2005; 1.2.4《电镀废水治理设计规》GBJ136-90; 1.2.5建设单位提出的设计要求和提供的其它基础资料; 1.2.6我公司电镀废水处理工程实例及工程实践经验; 1.2.7国电镀污水处理厂类比调研结果
1.3设计原则 1.3.1工艺设计充分考虑电镀废水成分复杂、管理难度大、分水困难,水量、水质变化大,达标处理难度大,电镀污泥作为危险废物,处理难度大,易造成二次污染的特点,根据我公司对投入运营的电镀污水处理调研结果及处理工艺的对比分析,选用工艺成熟稳妥、适应能力强、达标稳定性高、相对处理成本低、污泥产量低的污水处理工艺。 1.3.2考虑运行管理要求,在设计中加强自动控制,提高污水处理设施的现代化,降低劳动强度并保持污水处理系统连续稳定的运行。 1.4设计围 本方案设计包括从集水池进水口开始到标准排放口出水排放为止的污水处理站的污水处理工艺、总图、电气、自控等的设计;设备选型与非标设备设计;污泥处理工艺设计等。 2、废水来源、废水特点、废水分类 2.1电镀生产工艺及废水来源 电镀是将金属通过电解方法镀到制品表面的过程,常用的镀种有镀镍、镀铜、镀铬、镀锌等,其电镀工艺大体相同,在电镀过程中,除油、酸洗和电镀等操作之后,都用水清洗;电镀废水来源于电镀生产过程中的镀件清洗、镀液过滤、废镀液、渗漏及地面冲洗等,其中镀件清洗水占80%以上。 大多数电镀厂系综合性多镀种作业,涉及铬、镍、锌、铜等多镀
电镀废水处理论文
前言 据了解,我国的电镀工厂大约有一万多家,每年排放的电镀废水约40亿m2.含Cr(VI)废水是电镀行业的主要废水来源之一。Cr(VI)具有强毒性,是国际抗癌眼睛中心和美国毒理学组织公布的致癌物,具有明显的致癌作用,Cr (VI)化合物在自然界不能被微生物分解,具渗透前移性较强,对人体有强烈的致敏作用。因此,对含Cr(VI)电镀废水的妥善处理,是电镀行业中一个必须解决的环境问题。 电镀行业是通用性强、使用面广、跨行业、跨部门的重要加工工业和工艺性生产技术。由于电镀行业使用了大量强酸、强碱、重金属溶液,甚至包括镉、氰化物、铬酐等有毒有害化学品,在工艺过程中排放了污染环境和危害人类健康的废水、废气和废渣,已成为一个重污染行业。 除了少部分国有大型企业、三资企业及新建的正规专门电镀厂拥有国际先进水平的工艺设施,大多数中小型企业仍然使用简陋而陈旧的设备,操作方式以手工操作为主。我国电镀行业存在的主要问题有: (1)厂点多、规模小,专业化程度低。(2)装备水平低。表现在一方面缺少机械装备,以手工操作为主;另一方面是技术装备水平不高,自动化程度低,可靠性差,产品质量部稳定。(3)管理水平较低,经济效益较差。(4)电镀污染治理水平低,有效治理率低。(5)经营粗放,原材料利用率低。一大部分甚至绝大部分宝贵的原材料流失并变成了污染物。在清洁生产审计中调查的10条电镀加工线中,平均用水量为0.82t/m2,是国外的10倍。 鉴于铬污染的严重危害性,污水综合处理排放标准规定总铬与Cr(VI)的最高允许排放溶度分别为1.5mg/L和0.5mg/L。在控制排放溶度与总量的同时,发展高效、经济的水处理工艺成为研究的热点。 目前,国内外许多研究者对高盐废水作了许多研究,对于含Cr(VI)电镀废水的处理主要采用化学还原法、电解法、微生物法、萃取法等。化学法是当前应用最广泛的一种方法,主要有化学还原法和化学沉淀法。但由于在实际运作中,投料量和PH值较难控制,如果控制不当,可能造成处理效果不佳,如果投料过量,浪费资源,成本不但增加,而且出手COD也会增加,还易形成[Cr2(OH)2SO3]2+络离子,加碱亦难沉淀;如果投料不足,则Cr(VI)还原不充分,出水Cr(VI)还原不充分,出水中Cr(VI)含量不达标。同时,化学法二
电镀综合废水处理工程.
工程项目:电镀综合废水处理工程 施工单位:大连智源伟业科技有限公司 该电镀厂生产废水,主要污染物是六价铬、镍、铜、锌及酸、碱等。由于水量不大,可以考虑采用化学处理工艺及微孔膜过滤(MF)技术,将其处理到一级排放水平。为此我们根据一般电镀生产废水的水质和一级排放标准要求,结合我公司多年来在废水处理方面积累的研究成果和工程经验方面总结的基础上作出设计方案。 废水处理指标 进水水质主要指标 废水处理要求(DB21-60-89)
设备处理能力:3m3/h 废水处理工艺 企业电镀生产废水一般均混合排放,首先排入均化池进行均化混合,然后进入中和反应槽,调整废水的pH值在2~3之间,同时加入还原剂使Cr6+还原成Cr3+,再加入碱调整废水的pH值在8~9之间,然后加入重金属络合剂,使重金属离子生成螯合物沉淀,最后加入絮凝剂和助凝剂使沉淀增大,再通过斜板沉降槽分离出沉淀(泥浆)采用板框压滤机脱水干化后交有关部门处理。上清液通过微孔中空纤维膜(孔径0.22μm)过滤后达标排放或回用。 工艺流程 废水→调节池→反应池→斜板沉降池→中间水池→排放 ↓↓ 污泥排放微孔过滤→回用 工艺流程设计说明 废水首先进入调节池,进行均化。经过调节池后的水,用泵送入反应槽系统,通过仪表控制完成一系列加药反应。废水经加药处理后,自流进入斜板沉降槽。经1.5小时有效水力停留时间后,污泥沉积在底部并定期排出,上
清液流入中间水池。 以上步骤产生的沉淀物或污泥,可以定期送入污泥及沉淀物浓缩罐。浓缩污泥采用板框压滤机进行脱水外运处置即可。中间水池的水通过微孔膜过滤后可达标排放或作为生产用水循环利用。
含铬电镀废水处理技术方案
含错电镀废水处理技术方秦 项目概况 揭阳市广润五金实业有限公司位于揭东县埔田镇溪南山村月山顶 工业区,主要从事五金类配件电镀、成品制作。废水主要来源于 镀锌、镀钻、钝化、粗化、还原后续清洗等工序废水,废水中主 要含CZ+、总锌、酸、碱。由于在生产过程中,将排放一定量的致 癌、致畸废水,因此,必须认真处理,以减少或消除其对环境的 污染。为贯彻落实国家环境保护方针政策,加强环境污染防治, 严格执行“三同时”的要求,该公司特委托我公司进行生产废水 处理工程设计方案的编制。 受业主委托,我公司经安排工程师、技术人员等现场踏勘并结合我公司在同类废水处理工程设计经验,编制木设计方案,供业主及有关部门领导决策。 2.设计原则与标准 2.1设计原则 (1)按照国家有关环保治理的设计规范、标准、要求进行设计,确保 各种污染物经治理设施处理后执行国家《电镀污染物排放标准》 (GB21900-200S)O ⑵贯彻执行国家现行的经济建设方针、政策,结合实际情况,充分利用现有的设施(设备).水、电供应以及管理、技术、维修与运输 条件,合理选定方案,降低工程造价、减少建设投资,降低后期运行维护费用。 ⑶合理系统选用的设备运行安全可靠,管理、操作方便。 ⑷技术先进,工艺合理,适用性强,有较好的耐冲击性、可操作性。 ⑸治理系统自动化程度高,关键环节实行自动控制。
⑹因地制宜提高土地利用率,总平面布置做到合理.紧凑与周围景观相协调。 (7)处理效果稳定,有害物去除率高,处理后的废水稳定达到国家排 放标准。 本技术方案工作内容:工艺及非标设备设计、提供废水处理工艺设备、电气控制设备,并负责安装、调试及人员培训。工程范围从废水调节池入口至系统末级处理出水达标排放口之间的工艺、设备、电气自动控制的设计及设备制造、安装.调试。 2.3主要规范.标准及依据 《电镀污染物排放标准》(GB21900-200S)。 《电镀废水治理规范》(GBJ136-90)。 厂方提供的一些基础数据。 废水处理产生的污泥执行《中华人民共和国固体废物污染环境防治法》中的有关规定。 3.设计参数 3.1废水进水水质.水量 ⑴根据同类企业的情况,预计木方案进水水质如下表3.1: ⑵废水水量:SOmVdo 3.2出水排放标准 废水排放标准执行《电镀污染物排放标准》(GB21900-2008)即:
含氰电镀废水的处理方法
含氰电镀废水处理的几种方法:一般有碱性氯化法、电解法、活性炭法 1 碱性氯化法 基本原理是在含氰废水中投加氧化剂(如漂白粉),将氰氧化成二氧化碳和氮。氧化分为两个阶段,第一阶段是将氰化物氧化成氰酸盐,第二阶段再将氰酸盐氧化成二氧化碳和氮气。主要水处理构筑物需设氧化反应池两座、沉淀池一座以及相应的投药装置等。反应池中设pH 计及ORP计(氧化还原电位计)控制水质及投药量,并设搅拌装置。第一阶段氧化反应时间控制在10~15min,pH值控制在10~11,第二阶段氧化反应时间控制在10~30min,pH值控制在8左右。 2 电解法 电解法处理含氰废水的实质就是次氯酸氧化法,其原理同样是基于氧化反应,与碱性氯化法不同的是其所投加的氧化剂是通过电解食盐水所产生的次氯酸根。因此需设一套电解食盐水装置。该方法的优点是处理效果稳定可靠,管理方便,操作简单,无泥渣,可不设沉淀池。缺点是耗电量较大。 3 活性炭法
此种方法主要用于氰化镀铜废水处理。基本原理:含有氰化物的废水在有足够的溶解氧和铜离子的条件下,通过活性炭的催化氧化作用,生成NH3及CuCO3·Cu(OH)2等物质,从而破坏氰化物的毒性,同时铜和氰构成的络合离子被活性炭吸附。基本流程:废水→氧化剂柱→活性炭柱(两级)→排放或回收。活性炭吸附达饱和后,用6%的硫酸铵和含有效氯为8g/L的次氯酸钠再生。此种方法的优点是投资少,操作简单,费用低,水处理效果好。缺点是再生废液难处理,易造成二次污染。 对于含氰废水,除上述处理方法外,还有离子交换法、薄膜蒸发回收法等。离子交换法同样存在再生废液二次污染的问题,且投资大、成本高。而薄膜蒸发回收法设备较复杂,且需消耗蒸气,辅助设备较多,运行管理不易掌握,因此在中小型电镀生产厂中很少使用。
含铬废水的特性及处理方法
铬元素被美国环保署(USEPA)列为最具毒性的污染物之一,含铬废水中的铬主要来源于电镀、制革、化工、颜料、冶金、耐火材料等行业,它以三价和六价化合物的形式存在。由于六价铬的高溶解性,它比三价铬更具有生物毒性。铬化物可以通过消化道、呼吸道、皮肤和粘膜侵人人体,主要积聚在肝、肾、内分泌系统和肺部。那么,含铬废水的特性有哪些?要如何处理那?下面海普就为大家详细的介绍下: 铬化合物具有致癌作用。铬化合物以蒸汽和粉尘的方式进入人体组织中,代谢和被清除的速度缓慢,会引起鼻中隔穿孔、肠胃疾患、白血球下降、类似哮喘的肺部病变。 水中的铬可在鱼的骨骼中积累,此时Cr3+比Cr6+的毒性还大。浓度为3.0mg/L即对淡水鱼有致死作用。浓度为0.01 mg/L,便可使一些水生生物致死,使水体的自净作用受到抑制]。若用含铬的污水灌溉农田,铬便在植物体内积聚,土壤中有机质的消化作用受到抑制,造成农业减产。 铬的污染主要是由工业引起。我国对排放的废水、渔业水域水质、农田灌溉水质、地面水以及饮用水的铬含量,均有严格规定。我国已把六价铬规定为实施总量控制的指标之一,并规定工业排放的废水中六价铬最高浓度为0.5 mg/L,总铬的最高浓度为1.5 mg/L,且不得用稀释法代替必要的处理,生活饮用水中铬含量不得超过0.05 mg/L。 1、含铬废水处理现状 电镀含铬废水的铬的存在形式有Cr6+和Cr3+两种,其中以Cr6+的毒性最大。含铬废水的处理方法较多,常用的有化学法、电解法、离子交换法等。 1、化学法 电镀废水中的六价铬主要以CrO42-和Cr2O72-两种形式存在,在酸性条件下,六价铬主要以Cr2O72-形式存在,碱性条件下则以CrO42-形式存在。六价铬的还原在酸性条件下反应较快,一般要求pH<4,通常控制pH2.5~3。常用的还原剂有:焦亚硫酸钠、亚硫酸
电解法处理模拟含铬电镀废水
目录 摘要 (2) Abstract (3) 1 前言 (4) 1.1 电镀废水的危害 (4) 1.2 铬对人体的作用 (5) 1.3 含铬电镀废水的处理发展和现状 (5) 1.4 实验原理 (6) 1.5 本论文研究的意义 (7) 2 实验过程 (7) 2.1药品与仪器 (7) 2.2 溶液配制 (8) 2.3实验内容 (8) 2.3.1标准曲线绘制 (9) 2.3.2单因素试验 (9) 2.3.3 正交试验 (10) 3 结果与分析 (10) 3.1 绘制标准曲线 (10) 3.2 单因素数据分析 (11) 3.2.1 处理时间与去除率的关系 (11) 3.2.2 溶液温度与去除率的关系 (12) 3.2.3 电解电压与去除率的关系 (13) 3.2.4 加入硫酸钾的的量与去除率的关系 (14) 4 结论 (16) 参考文献 (16) 致谢....................................................... 错误!未定义书签。
电解法处理模拟含铬电镀废水 摘要:本文简述电镀污水以及Cr(Ⅵ)的危害,通过电解的方法处理模拟含铬的电镀污水。先以单因素实验来观察不同条件下Cr(Ⅵ)的去除率,再通过正交试验优化参数。实验结果表明:处理时间为1.25h,加入硫酸钾的量为0.8g,电解电压为15v,溶液温度为50℃时,可以把Cr(Ⅵ)的浓度处理到小于0.5mg/l,达到国家排放标准(≤0.2mg/l)。 关键词:含铬废水;电解法;正交试验
Electrolysis treatment of simulated chromium electroplating wastewater Abstract:This paper describes the electroplating wastewater , as well as the hazards of Cr (Ⅵ) , chromium plating wastewater treatment simulation through electrolysis . First single factor experiment to observe the removal rate of Cr (Ⅵ) under different conditions , and optimize the parameters by orthogonal experiment . The experimental results show that : the processing time of 1.25h, adding potassium sulfate 0.8 g the electrolysis voltage to 15v , the solution temperature is 50 ℃, the concentration of Cr ( VI ) of the processing to less than 0.5 mg / l , up to the national emission standards ( ≤0.2 mg / l ) . Keywords:Wastewater containing Cr(Ⅵ);Electrolysis;Orthogonal test
电镀废水处理课程设计说明书
绪论 1设计说明书 1.1工程概况 (1)电镀工艺及废水的产生 电镀是将金属通过电解方法镀到制品表面的过程.电镀是工业上通用性强、使用面广的行业之一。常用的镀种有镀镍、镀铜、镀铬、镀锌、镀镉、镀铅、镀银、镀金和镀锡.无论哪种镀种或镀件,电镀工艺大体上相同。在电镀过程中,除油、酸洗和电镀等操作以后,都要用水清洗电镀废水来源于电镀生产过程中的镀件清洗、镀件过滤、镀件液以及由于操作或管理不善引起的“跑、冒、滴、漏”;另外还有地面冲洗、通风冷凝等。 (2)电镀废水的性质及危害 电镀废水的水质、水量与电镀生产的工艺条件、生产负荷、操作管理与用水方式等因素有关.电镀废水的水质复杂,成分不易控制,其中有毒有害的物质有镉、铬、镍、铅、氰化物、氟化物、铜、锌、锰、碱、酸、悬浮物、石油类物质、含氮化合物、表面活性剂及磷酸盐等。这些废水进入水体,会危及水生动植物生长,影响水产养殖,造成大幅度减产甚至鱼虾绝迹;或是破坏农田土壤,毁坏庄稼,并通过食物链危害人类健康;或是进入饮用水源,在人体内积累,轻者引起慢性中毒,重者导致死亡。 1.2企业简介 东莞市市区污水处理厂位于南城区石鼓村王洲,是东莞市目前采用二级处理、日处理生活污水设计能力20万吨的一家最大的国有污水处理厂。占地面积15.42万平方米,截污主干管总长度为14.77Km,管径为D1400mm至D2600mm;收水范围:莞城区、南城区、万江区南面组团、东城区(牛山片区、桑园、周屋、温塘片区除外)的全部生活污水;服务面积62.95平方公里,服务范围现状人口49.96万人。外管辖新基污水泵站、珊洲河污水泵站两座和管网的维护。两期工程建成,一期采用厌氧—氧化沟工艺(A/O工艺),处理能力为10万吨/日;二期采用缺氧、厌氧—氧化沟工艺(A2/O工艺),处理能力为10万吨/日。经该厂处理后的尾水,由市环保监测站常规抽样检验,水质符合国家《城镇污水处理污染物排放标准》(GB18918-2002)一级B标准。 1.3自然状况 (1)东莞市属亚热带季风气候,长夏无冬,日照充足,雨量充沛,温差振幅小,季风明显。 (2)各地的年日照时数在1288.5~1780.0小时之间,年平均气温在22.7℃~23.6℃之间。(3)各区的总降水量在1547.4~2074.0毫米之间。一年中2~3月份日照最少,7月份日照最多。雨量集中在4~9月份,其中4~6月为前汛期,以锋面低槽降水为多。7~9月为后汛期,台风降水活跃。 (4)东莞市主要河流有、、寒溪水。市境96%属东江流域。 (5)东莞市地质构造上,位于北东东向罗浮山断裂带南部边缘的北东向大断裂南西部、东莞断凹盆地中。地势东南高、西北低。地貌以丘陵台地、冲积平原为主,丘陵台地占44.5%,冲积平原占43.3%,山地占6.2%。东南部多山,尤以东部为最,山体庞大,分割强烈,集中成片,起伏较大,海拔多在200~600米,坡度30℃左右,中南部低山丘陵成片,为丘陵台地区;东北部接近东江河滨,陆地和河谷平原分布其中,海拔30~
含铬、氰电镀废水的处理
一、概述 电镀废水中含有铬、镍、铁等重金属以及含氰物质,这些物质毒性较强,危害较大,因此,电镀废水排放必须严格控制,妥善处理和处置,否则引起的后果较严重。电镀工业因镀层不同,生产工艺各异,因此电镀废水的组成也各不相同。对于不同生产工序排出的废水应分别处理才能达到较理想的效果。 电镀废水处量技术较成熟,一般采用物化法处理,包括电解气浮,氧化还原絮凝沉淀、过滤吸附、离子交换法等处理方法。针对水质的差异及污水排放要求可采用相应的处理方法,一般都可达标排放。 该公司生产车间排出的污水,根据生产工序的不同分成两股,分别收集。含铬废水、含氰废水先经过预处理再与酸碱废水混合,拟采用氧化还原、絮凝沉淀处理,再经过砂滤、活性碳吸附一般可达标排放。 二、设计参数 1.总水量300 m3/日 A.含Cr6+废水 水量:80 m3/日 水质:Cr6+ =30-60 mg/L B.含CN-废水 水量:60 m3/日 水质:CN- = 100 mg/L C.酸碱废水 水量:160 m3/日 水质: 2.工艺运作 每日三班次运作, 每次运作24小时13 m3/h ×24h/d = 312 m3/d 操作工4名。 3.设计处理进、出水水质 根据实际监测水质数据,废水参数取值如下表;废水经处后,出水水质达到国标《污水综合排放标准GB8978-1996》一级标准,具体参数如下表: 表1:进、出水水质参数(单位:mg/L,PH值除外) 指标pH CODcr 总Cr Cr6+ 总Ni CN- oil SS 进水数据3-7 100-150 80 30-60 30 100 20 150 出水数据6~9 ≤100 ≤1.5 ≤0.5 ≤1.0 ≤0.5 ≤10 ≤70 三、设计污水处理工艺流程 1 污水处理工艺流程框图(见下页) 2 流程说明 各生产车间里的污水按水质成份的不同分流排出汇集于相应的污水收集池内,根据水质成份的不同采取不同的处理工艺. 含氰废水每日排出60m3,采取成套处理设备,每天处理24小时,每小时处理2.5m3。泵把含氰废水提升至成套处理设备中,投加NaOH溶液调节PH值,在适宜的PH条件下投加入氧化剂NaClO溶液,NaClO 作氧化剂与氰根反应达到破氰的目的,破氰反应分为两级,一级破氰控制反应罐内ORP在350-400mV,PH 值为10.0-11.5,搅拌反应20-30分钟;二级破氰控制反应罐内ORP在600-650mV,PH值为8.5-9.5,搅拌反应20-30分钟,可把氰根氧化分解至要求以下。反应液排入酸碱废水收集槽内,再进一步处理。 含铬废水每日排出80m3,采取成套处理设备,每天处理24小时,每小时处理3.5m3。泵把含铬废水提升
含铬电镀废水处理技术方案
含铬电镀废水处理技术方案 1. 项目概况 揭阳市广润五金实业有限公司位于揭东县埔田镇溪南山村月山顶工业区,主要从事五金类配件电镀、成品制作。 废水主要来源于镀锌、镀铬、钝化、粗化、还原后续清洗等 工序废水,废水中主要含Cr3+、Cr6+、总锌、酸、碱。由于在 生产过程中,将排放一定量的致癌、致畸废水,因此,必须 认真处理,以减少或消除其对环境的污染。为贯彻落实国家 环境保护方针政策,加强环境污染防治,严格执行“三同时” 的要求,该公司特委托我公司进行生产废水处理工程设计方 案的编制。 受业主委托,我公司经安排工程师、技术人员等现场踏勘并结合我公司在同类废水处理工程设计经验,编制本设计方案,供业主及有关部门领导决策。 2. 设计原则与标准 2.1 设计原则 ⑴按照国家有关环保治理的设计规范、标准、要求进行设计,确保各种污染物经治理设施处理后执行国家《电镀污染物排放标准》(GB21900-2008)。 ⑵贯彻执行国家现行的经济建设方针、政策,结合实际情况,充分利用现有的设施(设备)、水、电供应以及管理、技术、维修与
运输条件,合理选定方案,降低工程造价、减少建设投资,降低后期运行维护费用。 ⑶合理系统选用的设备运行安全可靠,管理、操作方便。 ⑷技术先进,工艺合理,适用性强,有较好的耐冲击性、可操作性。 ⑸治理系统自动化程度高,关键环节实行自动控制。 ⑹因地制宜提高土地利用率,总平面布置做到合理、紧凑与周围景观相协调。 ⑺处理效果稳定,有害物去除率高,处理后的废水稳定达到国家排放标准。 2.2 设计范围 本技术方案工作内容:工艺及非标设备设计、提供废水处理工艺设备、电气控制设备,并负责安装、调试及人员培训。工程范围从废水调节池入口至系统末级处理出水达标排放口之间的工艺、设备、电气自动控制的设计及设备制造、安装、调试。 2.3 主要规范、标准及依据 ⑴《电镀污染物排放标准》(GB21900-2008)。 ⑵《电镀废水治理规范》(GBJ136-90)。 ⑶厂方提供的一些基础数据。 ⑷废水处理产生的污泥执行《中华人民共和国固体废物污染环境防治法》中的有关规定。 3. 设计参数
含铬废水处理工艺
含铬废水处理工艺 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
含铬废水处理工艺 电镀含铬废水的铬的存在形式有Cr6+和Cr3+两种,其中以Cr6+的毒性最大。含铬废水的处理方法较多,常用的有化学法、电解法、离子交换法等。 1、化学法 电镀废水中的六价铬主要以CrO42-和Cr2O72--两种形式存在,在酸性条件下,六价铬主要以Cr2O72形式存在,碱性条件下则以CrO42-形式存在。六价铬的还原在酸性条件下反应较快,一般要求pH<4,通常控制pH2.5~3。常用的还原剂有:焦亚硫酸钠、亚硫酸钠、亚硫酸氢钠、连二亚硫酸钠、硫代硫酸钠、硫酸亚铁、二氧化硫、水合肼、铁屑铁粉等。还原后Cr3+以Cr(OH)3沉淀的最佳pH为7~9,所以铬还原以后的废水应进行中和。 (1)亚硫酸盐还原法 目前电镀厂含铬废水化学还原处理常用亚硫酸氢钠或亚硫酸钠作为还原剂,有时也用焦磷酸钠,六价铬与还原剂亚硫酸氢钠发生反应: 4H2CrO4+6NaHSO3+3H2SO4=2Cr2(SO4)3+3Na2SO4+10H2O 2H2CrO4+3Na2SO3+3H2SO4= Cr2(SO4)3+3Na2SO4+5H2O 还原后用NaOH中和至pH=7~8,使Cr3+生成Cr(OH)3沉淀。 采用亚硫酸盐还原法的工艺参数控制如下: ①废水中六价铬浓度一般控制在100~1000mg/L; ②废水pH为2.5~3 ③还原剂的理论用量为(重量比):亚硫酸氢钠∶六价铬=4∶1 焦亚硫酸钠∶六价铬=3∶1 亚硫酸钠∶六价铬=4∶1 投料比不应过大,否则既浪费药剂,也可能生成[Cr2(OH)2SO3]2-而沉淀不下来; ④还原反应时间约为30min; ⑤氢氧化铬沉淀pH控制在7~8,沉淀剂可用石灰、碳酸钠或氢氧化钠,可根据实际情况选用。 (2)硫酸亚铁还原法 硫酸亚铁还原法处理含铬废水是一种成熟的较老的处理方法。由于药剂来源容易,若使用钢铁酸洗废液的硫酸亚铁时,成本较低,除铬效果也很好。硫酸亚铁中主要是亚铁离子起还原作用,在酸性条件下(pH=2~3),其还原反应为:H2Cr2O7+6FeSO4+6H2SO4=Cr2(SO4)3+3Fe 2(SO4)3+7H2O 用硫酸亚铁还原六价铬,最终废水中同时含有Cr3+和Fe3+,所以中和沉淀时Cr3+和Fe3+一起沉淀,所得到的污泥是铬与铁氢氧化物的混合污泥,产生的污泥量大,且没有回收价值,这是本法的最大缺点。其主要工艺参数为: ①废水的六价铬浓度为50~100mg/L; ②还原时废水的pH=1~3; ③还原剂用量一般控制在Cr6+∶FeSO4·7H2O=1∶25~30 ④反应时间不小于30min ⑤中和沉淀的pH控制在7~9 (3)铁氧体法 铁氧体法实质上是硫酸亚铁法的演变与发展,其特点是投加亚铁盐还原六价铬,调节pH沉淀后,需要加热至60~80℃,并较长时间的曝气充氧。形成的铬铁氧体沉淀属尖晶石结构,Cr3+占据部分Fe3+位置,其他二价金属阳离子占据了部分Fe2+的位置,即进入铁氧体的晶格中。进入晶格的三价铬离子极为稳定,在自然条件或酸性和碱性条件都不为水所浸出,因而不会造成二次污染,从而便于污泥的处置。铁氧体法的工艺条件为:①硫酸亚铁投加量FeSO4·7H2O∶CrO3=16∶1; ②加NaOH沉淀pH=8~9; ③加热温度控制在60~80℃之内,不宜超过80℃; ④压缩空气曝气,既充氧又搅拌。 (4)化学还原气浮分离法 气浮法处理含铬废水实际是化学还原法在固液分离方法上的发展,硫酸亚铁还原气浮法主要是利用Fe(OH)3凝胶体的强吸附能力,吸附废水中包括Cr(OH)3在内的其它氢氧化物沉淀,形成共絮体,这种共絮体能有效地被气泡拈着并浮上去除。气浮法固
电镀废水处理
电镀废水处理 电镀工厂(或车间)排出的废水和废液,如镀件漂洗水、废槽液、设备冷却水和冲洗地面水等,其水质因生产工艺而异,有的含铬,有的含镍或含镉、含氰、含酸、含碱等。废水中的金属离子有的以简单的阳离子形态存在(如Ni2+、Cu2+等),有的以酸根阴离子形式存在(如CrO厈等),有的则以复杂的络合阴离子形式存在【如Au(CN)娱、Cd(CN)厈、Cu(P2O7)愹等】。一种废水中常含有一种以上的有害成分,如氰化镀镉废水中既有氰又有镉。此外,一般镀液中常含有机添加剂。 目录 1简介 2电镀工艺 2.1 物理法 2.2 吸附法 2.3 生物法
2.4 化学法 3危害 4历史 5废水来源 6交换液膜 7工艺流程1简介 电镀和金属加工业废水中锌的主要来源是电镀或酸洗的拖 带液。污染物经金属漂洗过程又转移到漂洗水中。酸洗工序包括将金属(锌或铜)先浸在强酸中以去除表面的氧化物,随后再浸入含强铬酸的光亮剂中进行增光处理。该废水中含有大量的盐酸和锌、铜等重金属离子及有机光亮剂等,毒性较大,有些还含致癌、致畸、致突变的剧毒物质,对人类危害极大。因此,对电镀废水必须认真进行回收处理,做到消除或减少其对环境的污染。 电镀废水处理设备由调节池、加药箱、还原池、中和反应池、pH调节池、絮凝池、斜管沉淀池、厢式压滤机、清水池、气浮反应、活性炭过滤器等组成。
电镀废水处理采用铁屑内电解处理工艺,该技术主要是利用经过活化的工业废铁屑净化废水,当废水与填料接触时,发生电化学反应、化学反应和物理作用,包括催化、氧化、还原、置换、共沉、絮凝、吸附等综合作用,将废水中的各种金属离子去除,使废水得到净化。 2电镀工艺 电镀工艺是将金属通过电解方法镀到制品表面的过程,常用的镀种有镀镍、镀铜、镀铬、镀锌、镀镉、镀铅、镀银、镀锡、镀金。[1] 物理法 一般使用下述方法处理电镀废水,可高效去除COD、色度的同时,脱除重金属、六价铬、氰化物等特有物质,物理法包括: 催化微电解处理技术 微电解技术是处理高浓度有机废水的一种理想工艺,该工艺用于高盐、难降解、高色度废水的处理不但能大幅度地降低cod和色度,还可大大提高废水的可生化性。 该技术是在不通电的情况下,利用微电解设备中填充的微电 解填料产生“原电池”效应对废水进行处理。当通水后,在设备内会形成无数的电位差达1.2V 的“原电池”。“原电池”以废水做电解质,通过放电形成电流对废水进行电解氧化和还原处理,以达到降解有机污染物的目的。在处理过程中产
含氰电镀废水的处理方法
含氰电镀废水的处理方法 1碱性氯化法基本原理是在含氰废水中投加氧化剂(如漂白粉),将氰氧化成二氧化碳和氮。氧化分为两个阶段,第一阶段是将氰化物氧化成氰酸盐,第二阶段再将氰酸盐氧化成二氧化碳和氮气。主要水处理构筑物需设氧化反应池两座、沉淀池一座以及相应的投药装置等。反应池中设pH计及ORP计(氧化还原电位计)控制水质及投药量,并设搅拌装置。第一阶段氧化反应时间控制在10~15min,pH值控制在10~11,第二阶段氧化反应时间控制在10~30min,pH值控制在8左右。 2电解法电解法处理含氰废水的实质就是次氯酸氧化法,其原理同样是基于氧化反应,与碱性氯化法不同的是其所投加的氧化剂是通过电解食盐水所产生的次氯酸根。因此需设一套电解食盐水装置。该方法的优点是处理效果稳定可靠,管理方便,操作简单,无泥渣,可不设沉淀池。缺点是耗电量较大。 3活性炭法此种方法主要用于氰化镀铜废水处理。基本原理:含有氰化物的废水在有足够的溶解氧和铜离子的条件下,通过活性炭的催化氧化作用,生成NH3及CuCO3Cu(OH)2等物质,从而破坏氰化物的毒性,同时铜和氰构成的络合离子被活性炭吸附。基本流程:废水→氧化剂柱→活性炭柱(两级)→排放或回收。活性炭吸附达饱和后,用6%的硫酸铵和含有效氯为8g/L的次
氯酸钠再生。此种方法的优点是投资少,操作简单,费用低,水处理效果好。缺点是再生废液难处理,易造成二次污染。 对于含氰废水,除上述处理方法外,还有离子交换法、薄膜蒸发回收法等。离子交换法同样存在再生废液二次污染的问题,且投资大、成本高。而薄膜蒸发回收法设备较复杂,且需消耗蒸气,辅助设备较多,运行管理不易掌握,因此在中小型电镀生产厂中很少使用。