弯曲波导结构设计

实验三:弯曲波导结构设计
一、实验目的:
1、掌握弯曲波导的结构、工作原理
2、了解弯曲波导的分析方法及其仿真技术 二、实验原理:
在以玻璃为代表的透明介质衬底的表面上,附着上折射率比衬底略高、厚度可以与光波长相比较的薄膜,光就会被封闭于这种高折射率的薄膜层内构成波导。在二维光波导的情况下,只有沿厚度方向对光是封闭的,因此波导中的光可以沿表面自由传播。这么一来光就有可能因为衍射而被全部散失掉。但是,实际上利用光波导组成光调制器和光开关的时候,光沿表面方向也必须是封闭的,光波的分路、弯曲、耦合等也必须都能够控制,这就是三维光波导。
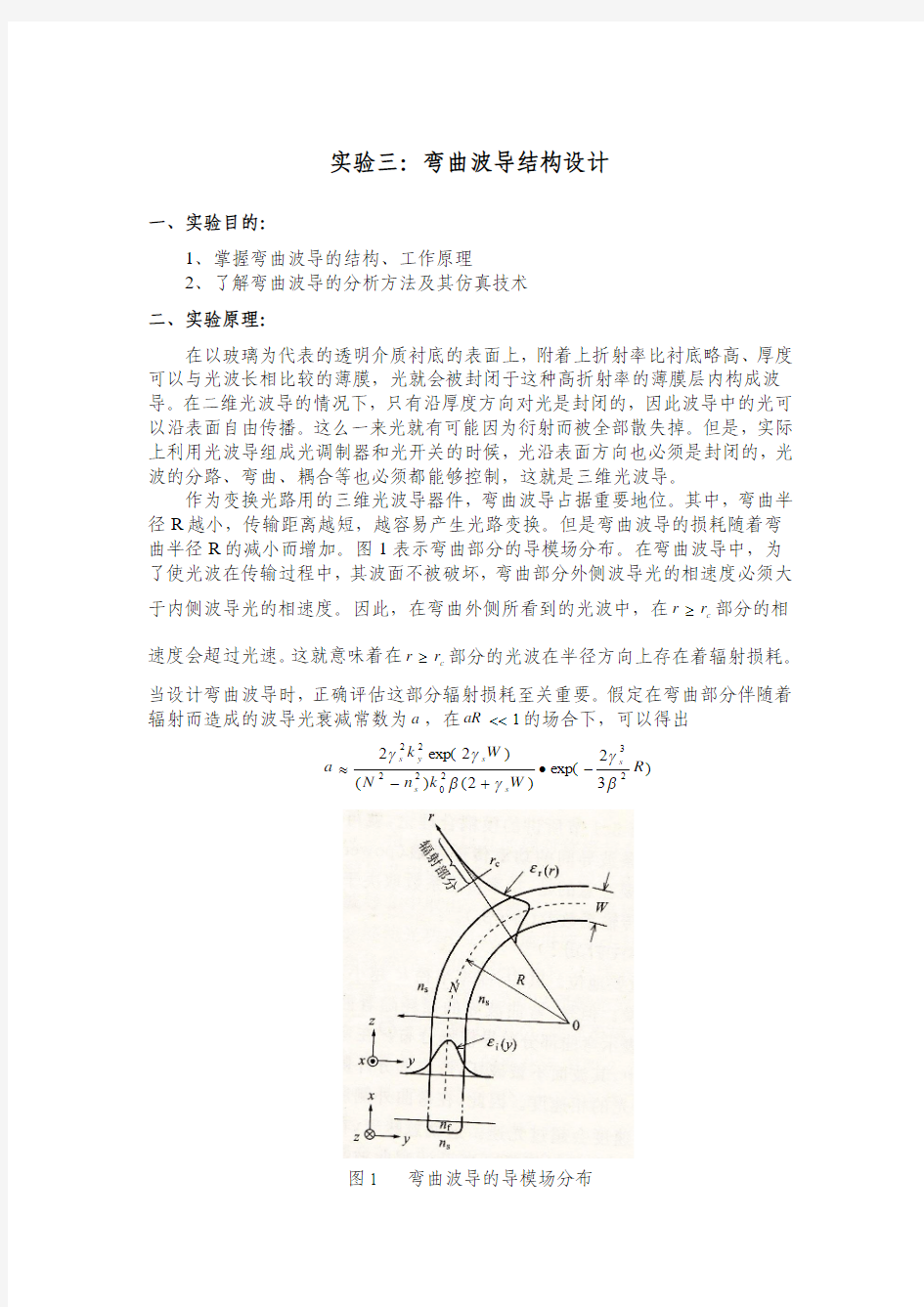
作为变换光路用的三维光波导器件,弯曲波导占据重要地位。其中,弯曲半径R 越小,传输距离越短,越容易产生光路变换。但是弯曲波导的损耗随着弯曲半径R 的减小而增加。图1表示弯曲部分的导模场分布。在弯曲波导中,为了使光波在传输过程中,其波面不被破坏,弯曲部分外侧波导光的相速度必须大于内侧波导光的相速度。因此,在弯曲外侧所看到的光波中,在c r r ≥部分的相速度会超过光速。这就意味着在c r r ≥部分的光波在半径方向上存在着辐射损耗。当设计弯曲波导时,正确评估这部分辐射损耗至关重要。假定在弯曲部分伴随着辐射而造成的波导光衰减常数为a ,在1< )32exp() 2()()2exp(22 320 22 2 2 R W k n N W k a s s s s y s β γγβγγ- ?+-≈ 图1 弯曲波导的导模场分布 再者,由图1可知,弯曲部分导模场分布偏向拐弯的外侧,该现象被称之为边缘模,这种场分布现象与波导的直线部分的场分布是不同的。由此而产生了弯曲部分入口处的场分布不匹配,入射光的部分功率辐射进衬底,这种损耗叫做模变换损耗,它与辐射损耗一起构成了决定弯曲波导损耗的主要原因。 三、实验内容: 利用OptiBPM6.0设计一个弯曲波导并观察并分析相关结果。 四、实验方法: 1、创建材料库: 材料库参数: Materials-Dielectric1: Name: cladding 2D Isotropic Refractive :1.442 3D Isotropic Refractive :1.442 Name: guide 2D Isotropic Refractive :1.45 3D Isotropic Refractive :1.45 Profiles-Channel: Name: channel 2D Profile definition material: guide 晶体参数: Profile:channel Wafer Dimensions参数:Length: 800 Width:50 2D Wafer Properties参数:Material:cladding 2.添加波导和输入平面:(1)波导参数如下表: 波导名称 Start offset End offset Width Waveguide radius Horizontal V ertical Horizontal V ertical Arc waveguide 0 -10 800 -8 4 4000 (2)添加输入平面 (3)输入面的参数中将Z position的值设置为2.0000。 3、仿真并观察仿真结果。 4、设计原程序 SIMULA TION PARAMETERS Simulation Type: 2D Starting Field: Type: Modal Z Position: 2.000000 Label: InputPlane1 Wavelength (祄): 1.550000 Global Reference Index: Type: Modal V alue: (1.44635996937882, 0.00000000000000) User Interface Configuration: Number of Displays: 100 Simulation Technique: Simulate As Is 2D PARAMETERS Polarization: TE Mesh: Number of points/祄: 9.9800 Number of points: 500 BPM Solver: Paraxial Engine: Finite Difference Scheme Parameter: 0.5000 Propagation Step: 1.5500 Wafer Width (祄): 50.0000 Boundary Condition: PML Layers: 6 Theoretical Reflection Coefficient:1.0000e-006 Non-Linear BPM: Using Non-Linear Simulation: FALSE 武汉理工大学华夏学院 课程设计说明书 题目四角弯曲零件冲压工艺与模具设计学院名称机电工程学院 班级机制1071班 学号 10110107115 学生姓名肖一民 指导教师欧阳伟 2010年 12月 29日 目录 1.设计课题1 2.课程设计的目的及要求 2 1.工艺过程的制定 3 1.1 制件的工艺性分析 3 1.1.1冲压件的形状和尺寸应满足的要求 3 1.1.2冲压件的精度与断面粗糙度 3 1.2冲压工艺方案的分析与制定 4-5 2 设计工艺计算 6 2.1弯曲件展开尺寸的计算 6 2.2冲压力的计算及冲压设备的选择 7 2.2.1冲压力的计算 8 2.2.2初选冲压设备 8 2.3材料利用率及弯曲回弹值的计算 8 3.模具工作零件设计 9 3.1 弯曲模具工作零件尺寸的计算 9 3.1.1凸模与凹模的圆角半径 9 3.1.2凹模深度 9 3.1.3弯曲模凸模和凹模的间隙 10 3.2模具工作零件结构的确定 10-12 4. 模具其他零件的设计 13-14 5.设计心得体会15 6.参考文献16 序言 模具做为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点。 设计出正确合理的模具不仅能够提高产品质量、生产率、具使用寿命,还可以提高产品经济效益。在进行模具设计时,必须清楚零件的加工工艺,设计出的零件要能加工、易加工。充分了解模具各部件作用是设计者进行模具设计的前提,新的设计思路必然带来新的模具结构。 本次设计了一套弯曲模具。经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比,通过冲压力、顶件力、卸料力和弯曲力等计算,确定压力机的型号。再分析对冲压件加工的模具适用类型选择所需设计的模具。得出将设计模具类型后将模具的各工作零部件设计过程表达出来。在设计说明书的第一部分,说明了冲压模具的重要性与本次设计的意义,接着是对冲压件的工艺分析,完成了工艺方案的确定。第二部分,对零件排样图的设计,完成了材料利用率的计算。再进行弯曲工艺力的计算和弯曲模工作部分的设计计算,对选择 南昌大学实验报告 学生姓名:刘vv 学号:55023110vv 专业班级:vvvvvv 实验日期:2014/9/24 实验成绩: 光波导传输损耗的测量 波导薄膜中导波光的传输损耗是评价介质平板波导的一个重要参数。传统的测量光波导传输损耗的方法如截断法(Cut-Off Method)和滑动棱镜法(Prism Sliding Method)在测量准确性和方便性方面均存在着较大的问题,难以获得广泛的应用。采用CCD数字成像器件,通过数字成像对光波导内部的传输光强进行测量,可计算得到波导的传输损耗,该方法具有无损、高精度快速测量等优点。 [实验目的] 1.了解CCD数字成像法测量波导传输损耗的原理及实际的测量光路; 2.掌握用于去除散粒噪声的中值滤波图像处理技术; 3.通过传输曲线的拟合计算传输衰减系数。 [实验原理] 1.损耗机理 光波导器件传输损耗主要由以下因素产生:波导材料的散射和吸收引起的损耗;基片的表面光洁度受到抛光工艺的限制;界面的不规则导致导模与辐射模间的耦合而引起的损耗;波导表面弯曲,引起能量辐射造成损耗。 2.测量原理 真实波导由于界面不平整以及波导内部杂质散射,使导模转变为辐射模。可以认为:某一位置散射出来的光强主要受到该点的传输光强、界面不平整程度、杂质多少的影响。整块波导是在特定条件下一次性制备,后两个因素的影响可以认为在整块波导中平均分布,即使由于杂质大小有涨落而出现某点散射光特别强,也可以在后期图像处理中采用数字滤波技术加以消除。因此,散射光强将只和该处的实际传输光强成正比。据此,可以采用数字成像器件CCD对传输线上各点的散射光强进行记录,转换成内部传输光强,拟合出传输衰减曲线并计算衰减系数。 CCD摄像头介绍 江西工业工程职业技术学院 毕业论文 题目弯曲成型模具结构 学生姓名李晓峰 指导老师李春玲 院系机电工程系 专业数控 级别中职模数151班 2016 年 6 摘要 随着中国工业不断地发展,模具行业也显得越来越重要。本文针对支架弯曲件的冲裁工艺性和弯曲工艺性,分析比较了成形过程的三种不同冲压工艺(单工序、复合工序和连续工序),确定用一幅级进模完成落料、冲孔和一幅单工序模完成弯曲的工序过程。介绍了支架弯曲件冷冲压成形过程,经过对支架的批量生产、零件质量、零件结构以及使用要求的分析、研究,按照不降低使用性能为前提,将其确定为冲压件,用冲压方法完成零件的加工,且简要分析了坯料形状、尺寸,排样、裁板方案,冲压工序性质、数目和顺序的确定,进行了工艺力、压力中心、模具工作部分尺寸及公差的计算,并设计出模具。还具体分析了模具的主要零部件(如冲孔凸模、落料凸模、卸料装置、弯曲凸模、垫板、凸模固定板等)的设计与制造,冲压设备的选用,凸凹模间隙调整和编制一个重要零件的加工工艺过程。列出了模具所需零件的详细清单,并给出了合理的装配图。通过充分利用现代模具制造技术对传统机械零件进行结构改进、优化设计、优化工艺方法能大幅度提高生产效率,这种方法对类似产品具有一定的借鉴作用。 关键词:支架,模具设计,级进模,冲孔落料,弯曲 前言 弯曲是使材料(板料、棒料、管材等)产生塑性变形,形成具有一定角度或一定曲率零件的冲压工艺。它属于成形工序,是冲压的基本工序之一,各种常见弯曲件如图4-1所示。根据所使用的工具及设备的不同,可以把弯曲工序分为使用模具在普通压力机上进行的压弯及在专门的弯曲设备上进行的折弯、滚弯、拉弯等。虽然各种弯曲方法使用的工具及设备不同,但其变形过程和变形特点有共同规律。 实验二十七、光波导传输损耗的测量 波导薄膜中导波光的传输损耗是评价介质平板波导的一个重要参数。传统的测量光波导传输损耗的方法如截断法(Cut-Off Method )和滑动棱镜法(Prism Sliding Method )在测量准确性和方便性方面均存在着较大的问题,难以获得广泛的应用。采用CCD 数字成像器件,通过数字成像对光波导内部的传输光强进行测量,可计算得到波导的传输损耗,该方法具有无损、高精度快速测量等优点。 [实验目的] 1. 了解CCD 数字成像法测量波导传输损耗的原理及实际的测量光路; 2. 掌握用于去除散粒噪声的中值滤波图像处理技术; 3. 通过传输曲线的拟合计算传输衰减系数。 [实验仪器] 1.半导体激光器(650nm )、偏振棱镜、透镜; 2.待测离子交换光波导片; 3.数字成像器件CCD 和数据采集系统。实验中使用的是自带视频信号输出的CCD 。 [预习提示] 1.光波导的损耗有哪些? 2.什么是数字滤波技术? [实验原理] 损耗机理 光波导器件传输损耗主要由以下因素产生:波导材料的散射和吸收引起的损耗;基片的表面光洁度受到抛光工艺的限制;界面的不规则导致导模与辐射模间的耦合而引起的损耗;波导表面弯曲,引起能量辐射造成损耗。 2.测量原理 真实波导由于界面不平整以及波导内部杂质散射,使导模转变为辐射模。可以认为:某一位置散射出来的光强主要受到该点的传输光强、界面不平整程度、杂质多少的影响。整块波导是在特定条件下一次性制备,后两个因素的影响可以认为在整块波导中平均分布,即使由于杂质大小有涨落而出现某点散射光特别强,也可以在后期图像处理中采用数字滤波技术加以消除。因此,散射光强将只和该处的实际传输光强成正比。据此,可以采用数字成像器件CCD 对传输线上各点的散射光强进行记录,转换成内部传输光强,拟合出传输衰减曲线并计算衰减系数。 3.图像噪声的消除 在波导传输线静态数字照片上,对传输光强分布进行研究,发现波导杂散光十分明显,如图1,杂散光相当于噪声必须消除,否则将给传输衰减系数的计算带来很大的误差。 消除数字图像噪声的方法有很多种,本文采用的是均值滤波算法。该算法相当于一个低通滤波器,图像上的每一点均被周围点的加权平均值来代替。即: R e l a t i v e I n t e n s i t y 弯曲模具设计说明书--保持架异向弯曲工序模具设计 姓名:*** 学号:*** 班级:*** 指导老师:*** 日期:2014/12/27 目录 1. 设计的目的和意义 (2) 2. 弯曲零件图及工艺 (3) 2.1. 弯曲零件图 (3) 2.2. 工艺分析 (3) 2.3. 材料分析 (4) 2.4. 模具简图 (4) 3. 弯曲力的计算 (9) 4. 校正弯曲力的计算 (9) 5. 弹顶器的计算 (10) 6. 回弹量的计算 (10) 7. 弯曲模结构设计和装配图总图 (11) 8. 弯曲模凸模、凹模设计 (12) 9. 结论 (13) 10. 参考文献 (13) 1.设计的目的和意义 本设计书旨在设计出保持架中间工序的弯曲模,保持架为多部位弯曲结构,采用冲压弯曲工艺可以方便快捷高效地进行生产,且品质益于保证,节省成本。保持架采用单工序模冲压,需要三道工序,工艺简单,生产效率高。此模具是保持架三道工序(a 落料 b 异向弯曲 c 最终弯曲)三步中的第二步,是成型最关键的一步。 2.弯曲零件图及工艺 2.1.弯曲零件图 零件名称:保持架 生产批量:中批量 材料: 20钢,厚0.5mm 零件图:如图1 图1 保持架零件图 2.2.工艺分析 保持架采用单工序模冲压,需要三道工序,分别为落料、异向弯曲、最终弯曲。每道工序各用一套模具。本设计书主要介绍了中间工序-异向弯曲工序模具的设计。异向弯曲工序的工件如图2所示。工件左右对称,共有8条弯曲线。其中字母a, b, c, d, e为此弯曲工序的弯曲线。 图2 异向弯曲工序工件 2.3.材料分析 此工件材料为20钢(GB/T 699-1999),冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工切削加工性冷拔或正火状态较退火状态好、一般用于制造受力不大而韧性要求高的。 该钢属于优质低碳碳素钢,冷挤压、渗碳淬硬钢。该钢强度低,韧性、塑性和焊接性均好。抗拉强度为355~500MPa,伸长率≥24%。 2.4.模具简图 图3是保持架零件图,图4是此弯曲工序的成品图,图5为此工序模具的设计装配图,图6是保持架模具凹模零件图,图7是保持架模具凸模零件图,图8是凹模垫板工程图,图9是凹模固定板工程图,图10是凸模垫板工程图,图11是凸模固定板工程图。 1 绪论 目前,我国冲压技术与工业发达国家相比还相当的落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计快速化等程度不高的原因。 1.1国内外发展概况 改革开放20多年来,我国的模具工业获得了飞速的发展,设计、制造加工能力和水平、都有一了很大的提高。据中国模具工业协会统计,1995年中国模具总产值为145亿元,而2003年已达450亿元左了,年均增长14%。另据统计2004年中国(不包括台湾、香港、澳门地区)共有模具专业生产厂、产品厂配套的模具车问(分厂)近20000家,约60万从业人员,年模具总产值达1亿元人民币以上的有十多家。但是,我国模具工业现有能力只能满足需求最的60%左右,还不能适应国民经济发展的需要。据有关部门统计,1997年进口模具价值6-3亿美元,这还不包括随设备一起进口的模具;1997年出口模具仅为7800万美元。目前我国模具工业的技术水平和制造能力,是我国国民经济建设中的薄弱环节和制约经济持续发展的瓶颈。国内已经认识到了模具在制造业中的重要基础地位,许多模具企业十分重视技术发展,增大了用于模具技术进步的投资。 1.2我国未来模具的研发探讨 ——模具设计的标准化、网络化、智能化、三维化、集成化1、标准化 标准化是实现模具专业化生产的基本前提,是系统提高整个模具行业技术水平和经济效益的重要手段,是机械制造业向深层次发展必由之路。国际上工业发达的国家和公司都极为重视模具的标准化,我国的模具标准化程度不足30%,而且标准品种少、质量低、交货期长,严重阻碍模具的合理流向和效能发挥。 CAD/CAM系统可建立标准零件数据库,非标准零件数据库和模具参数数据库。标准零件库中的零件在CAD设计中可以随时调用,并采用GT(成组技术)生产。非标准零件库中存放的零件,虽然与设计所需结构不尽相同,但利用系 实验三:弯曲波导结构设计 一、实验目的: 1、 掌握弯曲波导的结构、工作原理 2、 了解弯曲波导的分析方法及其仿真技术 二、实验原理: 在以玻璃为代表的透明介质衬底的表面上,附着上折射率比衬底略高、厚度可以与光波长相比较的薄膜,光就会被封闭于这种高折射率的薄膜层内构成波导。在二维光波导的情况下,只有沿厚度方向对光是封闭的,因此波导中的光可以沿表面自由传播。这么一来光就有可能因为衍射而被全部散失掉。但是,实际上利用光波导组成光调制器和光开关的时候,光沿表面方向也必须是封闭的,光波的分路、弯曲、耦合等也必须都能够控制,这就是三维光波导。 作为变换光路用的三维光波导器件,弯曲波导占据重要地位。其中,弯曲半径R 越小,传输距离越短,越容易产生光路变换。但是弯曲波导的损耗随着弯曲半径R 的减小而增加。图1表示弯曲部分的导模场分布。在弯曲波导中,为了使光波在传输过程中,其波面不被破坏,弯曲部分外侧波导光的相速度必须大于内侧波导光的相速度。因此,在弯曲外侧所看到的光波中,在c r r ≥部分的相速度会超过光速。这就意味着在c r r ≥部分的光波在半径方向上存在着辐射损耗。当设计弯曲波导时,正确评估这部分辐射损耗至关重要。假定在弯曲部分伴随着辐射而造成的波导光衰减常数为a ,在1< 模,这种场分布现象与波导的直线部分的场分布是不同的。由此而产生了弯曲部分入口处的场分布不匹配,入射光的部分功率辐射进衬底,这种损耗叫做模变换损耗,它与辐射损耗一起构成了决定弯曲波导损耗的主要原因。 三、实验内容: 利用设计一个弯曲波导并观察并分析相关结果。 四、实验方法: 1、创建材料库: 材料库参数: Materials-Dielectric1: Name: cladding 2D Isotropic Refractive : 3D Isotropic Refractive : Name: guide 2D Isotropic Refractive : 3D Isotropic Refractive : Profiles-Channel: Name: channel 2D Profile definition material: guide 第32卷 第8期光 学 学 报 Vol.32,No.8 2012年8月 ACTA OPTICA SINICA Aug ust,2012用于光互连的聚硅氧烷波导弯曲损耗 冯向华1,2 季家镕1 窦文华 3 1 国防科学技术大学光电科学与工程学院,湖南长沙410073 2解放军信息工程大学理学院,河南郑州450001 3 国防科学技术大学计算机学院,湖南长沙烄烆 烌烎 410073 摘要 研究了用于光互连的聚硅氧烷多模光波导直接弯曲时弯曲损耗与圆弧曲率半径的关系。用Marcuse的直波导近似法理论计算了其弯曲损耗,理论计算表明弯曲损耗随模阶数的增加而变大,随半径的减少而变大;光在波导中传输时,总弯曲损耗出现阶跃式变化,并且曲率半径大于4mm时,波导的弯曲损耗小于1dB/cm。用BeamPROP仿真软件仿真了5、10、20mm三种曲率半径下的传输光场情况。利用数字化散射法测量了其弯曲损耗,实验结果显示曲率半径在5~6mm时弯曲损耗值在0.55~0.8dB/cm之间,考虑所制备的聚硅氧烷直波导固有的传输损耗,实验值与理论值基本相符。 关键词 光纤光学;光互连;聚硅氧烷波导;弯曲损耗;数字化散射法 中图分类号 TN252 文献标识码 A doi:10.3788/AOS201232.0823003 Bending Loss of Polysiloxane Optical Waveguides forOp tical InterconnectionFeng Xianghua1, 2 Ji Jiarong1 Dou Wenhua3 1 College of Optoelectronic Science and Engineering,National University of Defense Technology,Chang sha,Hunan410073,China2 College of Science,Information Engineering University,Zhengzhou,Henan450001,China3 College of Computer,National University of Defense Technology,Changsha,Hunan410073,烄 烆烌 烎 ChinaAbstract The relation between bending loss and curvature radius of the directly curved polysiloxane multimodeoptical waveguide for optical interconnection is analyzed.The bending loss is computed by using the Marcuse straightwaveguide approximation method.The theoretical analysis indicates that the bending loss increases with the order ofthe mode and decrease-with the radius;the total bending loss transmitting in waveguide exhibits step changes.Whenthe radius is larger than 4 mm,the bending loss is less than 1 dB/cm.The transmitting optical field is simulated byusing the BeamPROP software under three different radius 5 mm,10 mm and 20 mm,respectively.The bending lossis also measured by using digital scattering method.Experimental results indicate that the optical bending loss isbetween 0.55~0.8 dB/cm when curvature radius is between 5~6 mm,which agree with the theory in view ofinherent propagation loss of the prepared polysiloxane straight waveguide.Key words fiber optics;optical interconnection;polysiloxane waveguide;bend loss;digital scattering methodOCIS codes 2 30.7370;130.5460;200.4650;310.2790 收稿日期:2012-03-06;收到修改稿日期:2012-03- 28基金项目:国家973计划(2012CB933504 )资助课题。作者简介:冯向华(1965—),女,副教授,主要从事非线性光学和光互联器件应用等方面的研究。E-mail:fengxiang hua2002@hotmail.com1 引 言 有机聚合物光波导具有易集成、响应快速和成本低廉等一系列优点而成为近年来研究的热点,聚硅氧烷光波导高度的温度稳定性及其在850nm的 互联波长窗口具有的高透明性,使其成为光互连的 首选之一[1~4] 。在光互连中,光路方向的改变不可避免, 如光波导延迟线[5,6] 、层与层之间的垂直耦合[7] 等,而光路方向的改变往往涉及到波导的弯曲。 0823003- 1 第一章 塑性成形(塑性加工、压力加工):金属材料在一定的外力作用下,利用金属的塑性而使其成形为具有一定形状及一定力学性能的加工方法。 塑性成形工艺与其他加工工艺相比,特点: 1、材料利用率高 2、力学性能好 3、尺寸精度高 4、生产效率高 塑性成形工艺的分类 按加工对象的属性:一次塑性加工(轧制、挤压、拉拔等)、二次塑性加工 按塑性成形毛坯特点:体积成形(块形成形)、板料成形 轧制:纵轧、横轧、斜轧 挤压(坯料后端施加压力):正挤压、反挤压、复合挤压 拉拔(坯料前端施加压力) 板料成形(冲压、冷冲压、板料冲压),按性质分为:分离工序(落料、冲孔、切断、切边、剖切等)、成形工序(弯曲、拉深、翻边、胀形、扩口、缩口、旋压等) 体积成形,分为锻造(自由锻、模锻)、挤压(开式模锻、闭式模锻) 自由锻,主要用于单件、小批量生产、大锻件生产或冶金厂开坯。 冲压工艺分类 按变形性质分类: 1、分离工序 2、成形工序 *按基本变形方式分类: 1、冲裁 2、弯曲 3、拉深 4、成形 *按工序组合形式分类 1、简单工序 2、组合工序(1、复合冲压2、连续冲压 3、连续-复合冲压) 板料成形的失稳现象: 拉伸失稳(板料在拉应力作用下局部出现缩颈或断裂) 压缩失稳(板料在压应力作用下出现起皱) *板料冲压成形性能影响较大的力学性能指标: 1、屈服强度σs(小好) 2、屈强比σs/σb(小好) 3、伸长率 4、硬化指数n 硬化指数:单向拉伸硬化曲线可写成σ=cε^n,其中指数n即为硬化指数,表示在塑性变形中材料的硬化程度。 *Q:什么叫加工硬化和硬化指数?加工硬化对冲压成形有有利和不利的影响? A:加工硬化:指随着冷变形程度的增加,金属材料的强度和硬度指标都有所提高,但塑性、韧性有所下降的现象。 优:由于加工过硬化使变形抗力提高,又提高了材料承载能力。 缺:加工硬化变形越大,会使断面在局部地方易形成缩颈,容易被拉断不利于成形。 5、厚向异性系数γ(大好) 厚向异性系数越大,表示板料越不易在厚度方向上产生变形,不易出现变薄和增厚。 6、塑性成型基本规律: ①加工硬化规律;②卸载弹性恢复规律;③最小阻力定律;④塑性变形体积不变定律 第二章 *冲裁过程: 1、弹性变形阶段 2、塑性变形阶段 3、断裂分离阶段 *冲裁件质量指标 1、断面质量 2、尺寸精度(模具制造精度的影响、模具间隙的影响、材料性质厚度与轧制方向的影响、 零件形状尺寸的影响) 3、形状误差 *冲裁断面的组成 1、圆角带(小好) 2、光亮带(宽好)措施:减小间隙 3、断裂带(窄好) 4、毛刺(小好) *影响断面质量的因素: 1、材料性能的影响 2、模具间隙的影响 3、模具刃口钝利情况的影响 4、模具和设备的导向情况(影响最大) *间隙对模具寿命的影响(零件质量、冲裁力、模具寿命) 间隙小:引起冲裁力、侧压力、摩擦力、卸料力、推件力增大,甚至会使材料粘连刃口,这四角件弯曲模具设计
光波导传输损耗的测量
弯曲成型模具结构
实验二十七、光波导传输损耗的测量
弯曲模具设计说明
弯板冲压成型工艺与模具的设计
弯曲波导结构设计
用于光互连的聚硅氧烷波导弯曲损耗
塑性成形工艺与模具设计(最简明)