mastercam设计说明书
Mastercam 自动编程
设计说明书
班级:机制二班
学号:
姓名:
指导老师:
2012年6月
任务书
课程实训任务如下:
一:实训题目及条件
应用mastercam及数控铣ZJK7532-4进行CAD/CAM的实训
二:实训要求及目的:
1 掌握使用mastercam进行一般零件的CAD操作;
2 掌握使用mastercam进行生成NC代码的方法;
3 掌握用NC代码控制ZJK7532-4机床加工的操作;
4 编制出如下零件的CAD/CAM详细步骤。(1:实体造型;2:刀位轨迹;3:
成程序),不少于6000字。
三实训进度
熟悉软件应用1天
造型:5天;
轨迹生成及仿真,加工:6天;
后置处理:3天;
答辩、测试:1天。
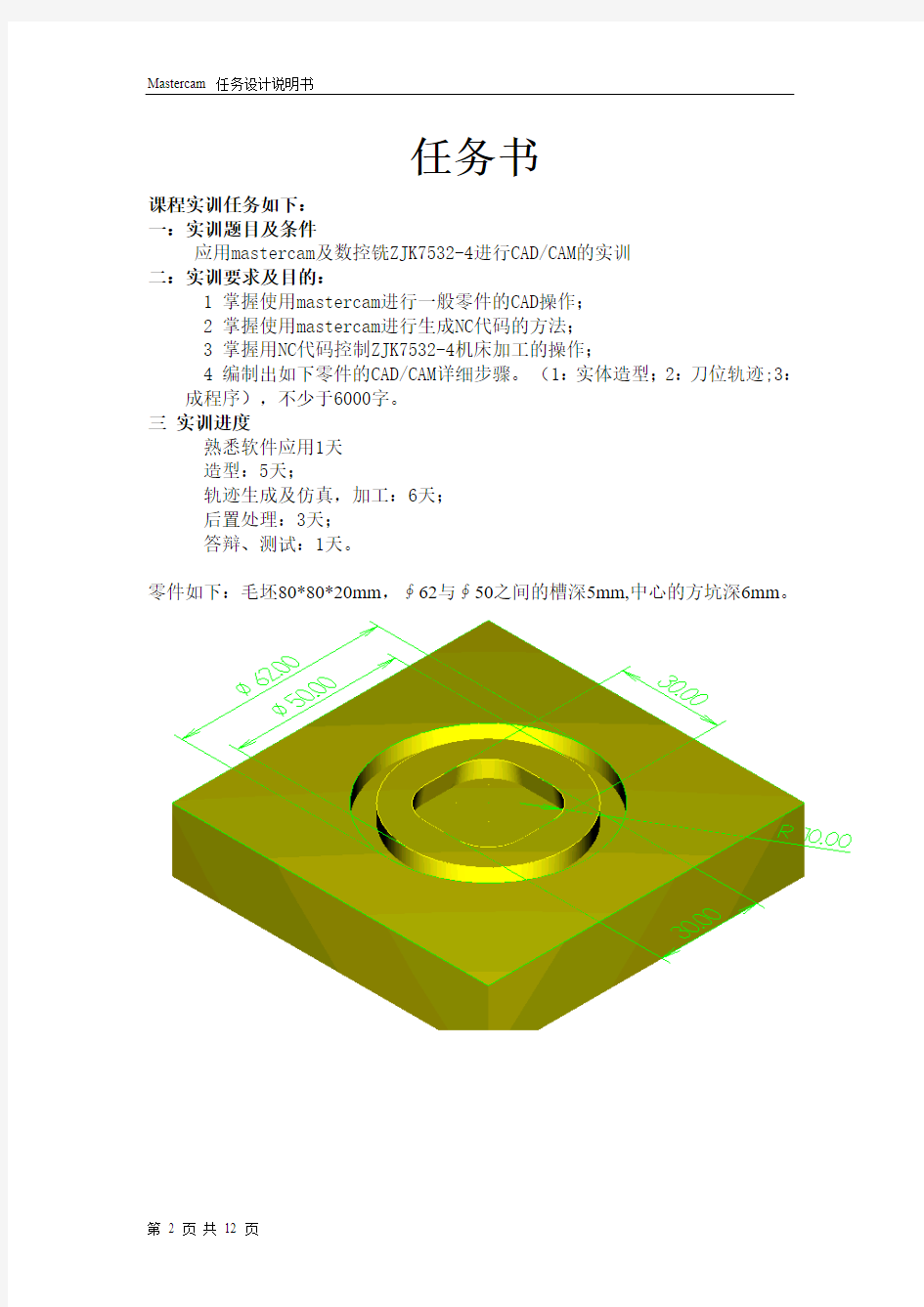
零件如下:毛坯80*80*20mm,∮62与∮50之间的槽深5mm,中心的方坑深6mm。
目录
1.零件分析 (4)
1.1零件特性 (4)
1.2工艺分析 (4)
1.2.1确定装夹方案 (5)
1.2.2确定定位方案 (5)
1.2.3槽加工方案的选择 (5)
1.2.4确定加工顺序及走刀路线 (5)
2实体造型 (6)
2.1画出2v平面图 (6)
2.2.Y向平移 (6)
2.3生成实体 (7)
3. 实体加工 (7)
3.1毛坯设置 (7)
3.2.刀具路径 (8)
3.3.模拟加工 (8)
4.生成数控程序 (9)
4.1.数控程序 (9)
5.Mstercam设计心得 (12)
1.零件分析
1.1零件特性
由图纸可知毛坯为80*80*20mm,在零件上∮62与∮50之间的槽深5mm,中心的方坑深6mm。零件由外轮廓、槽、组成。
1.2工艺分析
毛坯——铣底面——铣外形——铣上平面——铣中心方坑——铣宽6mm的圆槽——摩擦检查——入库
1.2.1确定装夹方案
该零件毛坯的外形比较规则,因此选择精密平口虎钳进行夹紧。
1.2.2确定定位方案
根据基准重合原则和基准统一原则以工件下表面和工件一侧面进行定位,采用合适的垫铁和虎钳固定钳口保证定位。
1.2.3槽加工方案的选择
根据槽的大小及毛坯的大小、加工效率等因素考虑。采用φ10、φ6、φ5的三种平底铣刀,分别以φ10平底铣刀加工外形及上平面,以φ6的平底铣刀加工方坑,以φ5的平底铣刀加工φ62与φ50之间的环槽。
1.2.4确定加工顺序及走刀路线
按照基准先行,先粗后精的原则确定加工顺序。数控机床反向加工间隙很小,并且具有间隙补偿功能,逆铣可以提高工件表面粗糙度,同时对工件有一个向下的作用力,使工件不易松动,同时还可以提高刀具寿命,因此数控机床采用逆铣。并且保证切入切出处
没有接刀痕,最好采用圆弧切入切出,或在工件延长线上切入切出。
2实体造型
2.1画出2v平面图
2.2.Y向平移φ62和φ50的圆以及方坑轮廓,尺寸为20mm。
2.3生成实体:将外形挤出20mm,将φ62和φ50的中间槽向下切割5mm深。方坑切出6mm的坑。
3. 实体加工
3.1毛坯设置X85,Y85,Z25
3.2.刀具路径
选择立式铣床铣削零件,选择φ10平底刀铣削外形,φ6平底刀铣削平面,φ5平底刀铣削环槽。并生成路径。
3.3.模拟加工
4.生成数控程序4.1.数控程序
%
O0000(____________________________1) (DATE=DD-MM-YY - 26-06-06 TIME=HH:MM - 09:54) (MCX FILE - C:\DOCUMENTS AND SETTINGS\AA\桌面\T作业.MCX)
(NC FILE - C:\DOCUMENTS AND SETTINGS\AA\桌面\____________________________1.NC) (MATERIAL - ALUMINUM INCH - 2024)
( T3 | | H0 )
( T1 | | H0 )
( T2 | | H0 )
N100 G20
N102 G0G17G40G49G80G90
/ N104 G91G28Z0.
/ N106 G28X0.Y0.
/ N108 G92X10.Y10.Z10.
N110 T3M6
N112 G0G90X-65.Y-10.S0M5
N114 G43 H0 Z40.
N116 Z35.
N118 G1Z24.5F0.
N120 X-55. F.01
N122 G3X-45.Y0.R10.
N124 G1Y40. N126 G2X-40.Y45.R5. N128 G1X40.
N130 G2X45.Y40.R5.
N132 G1Y-40.
N134 G2X40.Y-45.R5. N136 G1X-40.
N138 G2X-45.Y-40.R5. N140 G1Y0.
N142 G3X-55.Y10.R10. N144 G1X-65.
N146 Z34.5F0.
N148 G0Z40.
N150 Y-10.
N152 Z34.5
N154 G1Z24.
N156 X-55. F.01
N158 G3X-45.Y0.R10. N160 G1Y40.
N162 G2X-40.Y45.R5. N164 G1X40.
N166 G2X45.Y40.R5.
N168 G1Y-40.
N170 G2X40.Y-45.R5. N172 G1
X-40.
N174 G2X-45.Y-40.R5. N176 G1Y0.
N178 G3X-55.Y10.R10. N180 G1X-65.
N182 Z34.F0.
N184 G0Z40.
N186 Y-10.
N188 Z34.
N190 G1Z23.5
N192 X-55. F.01
N194 G3X-45.Y0.R10. N196 G1Y40.
N198 G2X-40.Y45.R5. N200 G1X40.
N202 G2X45.Y40.R5.
N204 G1Y-40.
N206 G2X40.Y-45.R5. N208 G1X-40.
N210 G2X-45.Y-40.R5. N212 G1Y0.
N214 G3X-55.Y10.R10. N216 G1X-65.
N218 Z33.5F0.
N220 G0Z40.
N222 Y-10.
N224 Z33.5
N226 G1Z23.
N228 X-55. F.01
N230 G3X-45.Y0.R10. N232 G1Y40.
N234 G2X-40.Y45.R5. N236 G1X40.
N238 G2X45.Y40.R5.
N240 G1Y-40.
N242 G2X40.Y-45.R5. N244 G1X-40.
N246 G2X-45.Y-40.R5. N248 G1Y0.
N250 G3X-55.Y10.R10. N252 G1X-65.
N254 Z33.F0.
N256 G0Z40.
N258 Y-10.
N260 Z33. N262 G1Z22.5
N264 X-55. F.01
N266 G3X-45.Y0.R10. N268 G1Y40.
N270 G2X-40.Y45.R5. N272 G1X40.
N274 G2X45.Y40.R5.
N276 G1Y-40.
N278 G2X40.Y-45.R5. N280 G1X-40.
N282 G2X-45.Y-40.R5. N284 G1Y0.
N286 G3X-55.Y10.R10. N288 G1X-65.
N290 Z32.5F0.
N292 G0Z40.
N294 Y-10.
N296 Z32.5
N298 G1Z22.
N300 X-55. F.01
N302 G3X-45.Y0.R10. N304 G1Y40.
N306 G2X-40.Y45.R5. N308 G1X40.
N310 G2X45.Y40.R5.
N312 G1Y-40.
N314 G2X40.Y-45.R5. N316 G1X-40.
N318 G2X-45.Y-40.R5. N320 G1Y0.
N322 G3X-55.Y10.R10. N324 G1X-65.
N326 Z32.F0.
N328 G0Z40.
N330 Y-10.
N332 Z32.
N334 G1Z21.5
N336 X-55. F.01
N338 G3X-45.Y0.R10. N340 G1Y40.
N342 G2X-40.Y45.R5. N344 G1X40.
N346 G2X45.Y40.R5.
N348 G1Y-40.
N350 G2X40.Y-45.R5.
N352 G1X-40.
N354 G2X-45.Y-40.R5.
N356 G1Y0.
N358 G3X-55.Y10.R10.
N360 G1X-65.
N4276 X13.7928Y-24.9287
N4278 X11.6345
N4280 Z25.5F0.
N4282 G0Z40.
N4284 X28.5Y0.
N4286 Z26.
N4288 G1Z15.5
N4290 G3X-28.5R28.5 F.01
N4292 X28.5R28.5
N4294 G1Z25.5F0.
N4296 G0Z40.
N4298 X27.5
N4300 Z26.
N4302 G1Z15.5
N4304 G2X-27.5R27.5 F.01
N4306 X27.5R27.5
N4308 G1Z25.5F0.
N4310 G0Z40.
N4312 X-.0755Y-28.4899
N4314 Z25.5
N4316 G1Z15.
N4318 X.0755 F.01
N4320 X-4.2143Y-27.1853
N4322 G2X-11.6345Y-24.9287R27.51 N4324 G1X-13.7928
N4364 X-25.3507
N4366 X-24.6731Y14.2449
N4368 X-23.5347
N4370 X-22.24Y17.8062
N4372 X-20.97
N4402 X23.5347Y14.2449
N4404 X24.6731
N4406 X25.3507Y10.6837
N4408 X26.411
N4410 X26.572Y7.1225
N4412 X27.5853
N4414 G2X28.2665Y3.5612R28.49
N4416 G1X27.2785 N4418 G2X27.51Y0.R27.51
N4420 G1X28.49
N4422 G2X28.2665Y-3.5612R28.49 N4424 G1X27.2785
N4426 G2X26.572Y-7.1225R27.51 N4428 G1X27.5853
N4430 X26.411Y-10.6837
N4432 X25.3507
N4434 X24.6731Y-14.2449
N4436 X23.5347
N4438 X22.24Y-17.8062
N4440 X20.97
N4442 X18.8444Y-21.3674
N4444 X17.3272
N4446 X13.7928Y-24.9287
N4448 X11.6345
N4450 Z25.F0.
N4452 G0Z40.
N4454 X28.5Y0.
N4456 Z25.5
N4458 G1Z15.
N4460 G3X-28.5R28.5 F.01
N4462 X28.5R28.5
N4464 G1Z25.F0.
N4466 G0Z40.
N4468 X27.5
N4470 Z25.5
N4472 G1Z15.
N4474 G2X-27.5R27.5 F.01
N4476 X27.5R27.5
N4478 G1Z25.F0.
N4480 G0Z40.
N4482 M5
N4484 G91G28Z0.
N4486 G28X0.Y0.
N4488 M30
%
5.Mstercam设计心得
短短的三周Mastercam设计时间很快就过去了,在老师您的指导下,我们根据老师的指导和自己的努力终于完成了设计。
两周的设计时间里我和同学们团结一致,共同商讨设计上所遇到的问题,把自己的观点都互相提出并解决,提现了我们同学间的合作精神,让我们的实际得到了双赢的效果,不但能学到很多专业方面的知识,更让我们同学们体会到团结合作的快乐。也让我们体会到写作的重要。
在这两周,很感谢老师您的指导,让我们懂的了很多不曾接触过的知识,我们更加坚定对自己专业的信心。
在本人的设计中也许还有很多不足之处,所以希望老师见谅和加以指正,本人在以后的学习和生活中一定去积累和不断地学习。
在以后的学习中也一定会像这次Mastercam设计一样,做好每一步。
深深感谢老师的指导。
李立朝
2012年6月
ug建模,mastercam加工
《计算机辅助设计与制造》 上机实验 学生: 学号: 课程教师: 专业班级:机自02班 重庆大学机械工程学院 二O一三年十一
一、实践目的 1.熟悉三维建模基本操作; 2.了解数控加工的基本原理及方法; 二、实验过程 (一)零件的三维实体建模造型 选择的零件为一个方台。 零件分析:它包括四个小的通孔,还有一个大的圆柱通孔。通孔外面是八块支撑板。 1、实体建模的步骤 1)在自动判断下设定新草图平面,这里选用X----Y平面。 4)切换至XY草绘平面,打开UG绘图功能条草绘一个方形并绘制好圆角
;5)选中所画的方形;边长90cm 6)对选中的截面轮廓进行拉伸形成体如下图:h=10mm 7)以拉伸圆柱的上表面为草绘平面草绘一圆,并拉伸:直径60mm
8)继续以方台上平面为草图平面,绘制四个大小相同的园,并拉伸求差。d=5mm,h=3mm 9)以小圆柱为草绘平面草绘同心圆,并生成同心圆孔,h=7mm,d=3mm
以原平面为草图 11)以圆柱中间表面为草绘平面绘制八块支撑板。完毕。 步骤:.NX8.0模型文件输出:NX8.0环境下“文件”——> “输出”——>“IGES”——>定义文件名——>保存。 (二)零件CAM及数控加工过程(Mastercam软件的应用) 使用步骤
1)、用MILL9程序打开IGES文件:启动MILL9—>MainMenu—>File—>Converters—>IGES —>Readfile—>选择IGES文件—>打开—>进入IGES Read Parameters设置界面,确认File is in Metric units—>Ok—>按工具栏按钮Screen-Fit—>按工具栏蓝色球按钮(Screen-Surf Disp-Shading)—>出现Shading Settings页面,选择Shading Acti—>Ok。 删除多余的非Surface构图元素:MainMenu—>主菜单Delete—>All—>Color—>选择要删除的颜色(通常为绿色)—>Ok—>按工具栏按钮Gview-Isometric—>按工具栏按钮Screen-Fit。 3)、根据需要可在MILL9环境下旋转、移动或比例缩放模型。 旋转模型直至零件的主要加工面朝向Z轴的正向,并让零件尺寸最大的方向与X轴一致。旋转模型步骤如下:按工具栏按钮Gview-Top或Gview-Front或Gview-side,选择旋转模型的视图平面—>MainMenu—>Xform—>Rotate—>All—>Surfaces—>Done—>Origin—>出现Rotate提示页面,输入旋转角度—>选中Operation的Move,确认Number of Steps为1—>Ok。 移动模型,直至工件的顶面中心点的坐标为(X0,Y0,Z0)。移动模型步骤如下:按工具栏按钮Gview-Top或Gview-Front或Gview-side,改变视图平面—>MainMenu—>Xform —>Translate—>All—>Surfaces—>Done—>Polar—>输入移动距离—>输入移动方向的角度—>出现Translate提示页面,选中Operation的Move,确认Number of Steps为1—>Ok。
MasterCAM 后置处理设置方法详细说明
MasterCAM X版本后置处理及其修改方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,用户根据数控 机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数 控机床的专用后置处理程序。 mastercam系统默认发那科后置处理文件的扩展名为pst,称为pst文件。(一般该文件在共享文档\shared mcamx5\MILL\Posts\MPFAN.pst)根据本人多年使用经验,初次安装后后处理有以下几点要修改。 (1)默认后处理去掉第四轴A0的输出 用记事本或任意文本编辑器打开MPFAN.pst,然后搜索Rotary Axis Settings,找到rot_on_x:1#SET_BY_MD Default Rotary Axis Orientation #0=Off,1=About X,2=About Y,3=About Z 改成rot_on_x:0#SET_BY_MD Default Rotary Axis Orientation #0=Off,1=About X,2=About Y,3=About Z 就可以关闭四轴,没有A0输出。 (2)去掉程序开头的注释输出 用记事本或任意文本编辑器打开MPFAN.pst,然后搜索"%",找到 "%",e$ sav_spc=spaces$ spaces$=0 中间略掉 spaces$=sav_spc 改成 "%",e$ sav_spc=spaces$ spaces$=0 *progno$,sopen_prn,sprogname$,sclose_prn,e$ #sopen_prn,"PROGRAM NAME-",sprogname$,sclose_prn,e$ #sopen_prn,"DATE=DD-MM-YY-",date$,"TIME=HH:MM-",time$, sclose_prn,e$#Date and time output Ex.12-02-0515:52 #sopen_prn,"DATE-",month$,"-",day$,"-",year$,sclose_prn, e$#Date output as month,day,year-Ex.02-12-05 #sopen_prn,"DATE-",*smonth,"",day$,"",*year2,sclose_prn, e$#Date output as month,day,year-Ex.Feb.122005 #sopen_prn,"TIME-",time$,sclose_prn,e$#24hour time output-Ex.15:52 #sopen_prn,"TIME-",ptime sclose_prn,e$#12hour time output 3:52PM spathnc$=ucase(spathnc$) smcname$=ucase(smcname$) stck_matl$=ucase(stck_matl$)
MasterCAM X5后处理编辑
MasterCAM X5后处理编辑 更改IJK格式: 打开X5 选择设置——机床器定义——选择要更改的后处理程序——选择圆弧选项——把 XY,XZ,YZ平面设置成(开始至中心的间距)。 更改行号输出: 打开X5 选择设置——机床器定义——选择要更改的后处理程序——选择NC输出——行 号一栏取消即可。 %号修改: 用记事本打开后处理MPFAN文件——查找Start of File and Toolchange Setup——在下方"%", e$——改成我们需要的就可以了,如不需要%号,可在本行最前方加一个#就可以去掉%号 了。 去掉程序中的空格: 用记事本打开后处理MPFAN文件——查找sav_spc = spaces$——可在本行最前方加一个# 就可以去掉空格了。 更改O0000(程序名): 用记事本打开后处理MPFAN文件——查找*progno$, sopen_prn, sprogname$, sclose_prn, e$——如果想删除O0000——就把开头的*progno$,这一段删除,
有些机台不认O0000可能认O0001我们只需更改第一句*progno$,更改成 "O0001",就可以 了 想把O0000和程序序名分开就可以把*progno$,更改为*progno$, e$这样就分 开了格式如下: O0000 (COR01) 去掉程序路径和时间信息: sopen_prn, "DATE=DD-MM-YY - ", date$, " TIME=HH:MM - ", time$, sclose_prn, e$ #Date and time output Ex. 12-02-05 15:52 sopen_prn, "MCX FILE - ", *smcpath$, *smcname$, *smcext$, sclose_prn, e$ sopen_prn, "NC FILE - ", *spathnc$, *snamenc$, *sextnc$, sclose_prn, e$ sopen_prn, "MATERIAL - ", *stck_matl$, sclose_prn, e$ spaces$ = sav_spc 这些段落全部开头加# 去掉换刀程序: 用记事本打开后处理MPFAN文件——查找pbld, n$, *t$, sm06, e$改为#pbld, n$, *t$, sm06, e$ 删除高度补偿: 用记事本打开后处理MPFAN文件——查找pbld, n$, sg43, *tlngno$, pfzout, scoolant, pstagetool, e$改为#pbld, n$, sg43, *tlngno$, pfzout, scoolant, pstagetool, e$如果要保留安全高
MasterCAM铣削编程综合实例
综合实例 10.1 MasterCAM编程步骤 学习MasterCAM的最终目的是要在数控铣床或数控加工中心上,加工出实际的工件。一般有工厂的固定产品,也有用户来料加工等方式,可按如下步骤进行。 1.绘制零件图纸 如果是一般的机械工程图,要使用图纸上的尺寸绘出二维或三维线框模型图,然后在线框模型图上绘制曲面模型或实体。 如果加工件给的是实物,则要用测量实物的尺寸,或由三坐标测量机测量,找出相应尺寸,根据测量尺寸绘制出线框模型或曲面模型。 2.编制刀具路径 根据加工工件的类型选取相应的加工功能项生成刀具路径。如果是加工一个二维工件,就选用二维刀具轨迹生成模块;如果工件外形是一个圆弧齿轮,选用外形铣削;如果工件的内腔是一复杂曲线,就选用挖槽铣削;若内腔中还有岛屿,就要用挖槽和岛屿相结合的方法加工;如果工件是一个圆柱形凸轮,就要用三维多轴铣削;如果工件是钻孔、锪孔、攻丝、镗孔,就使用钻削加工,钻孔有一般钻孔、深钻孔等,需选用相应方式;如果工件表面是各种曲面,则要用三维曲面加工。 曲面加工有粗加工和精加工两大类多种加工方法,要根据不同的形状和要求去选用曲面加工方法,然后生成相应的刀具路径。 3.模拟刀具路径 将编制的刀具路径在计算机上进行模拟显示,检验刀具路径的正确性,多余的刀具路径可通过过滤器删除,以除去多余的加工程序,减少加工时间。系统提供加工时间,同时可帮助估算加工时间和费用。 4.检验刀具路径 生成的刀具路径,可以在计算机中形象地铣削,可真正看出铣出的工件,在加工中看出刀具在什么地方发生干涉,发现问题及时修改。 5.编制后处理程序 将NCI(刀位文件)转换成NC(加工程序),可编辑该加工程序,利用系统的通讯功能传送给数控系统,完成零件的加工。 10.3 电风扇绘制与加工 10.3.1 线框及曲面造型 1.绘制电风扇线框图形 步骤1:进入MasterCAM系统,设置初始辅助菜单项 在辅助菜单中选择并设置Z:0.000(Z向深度) Cplane:F(构图平面) Gview:F(视角平面)
cam说明书
专业综合实践 说明书 学院名称:机械工程学院 专业:机械设计制造及其自动化 班级: 1 姓名: 学号: 12321107 指导教师:施晓芳 2016 年 2 月
目录 第1章太阳花造型训练 (1) 1.1 造型软件AutoCAM简介 (1) 1.2零件造型过程 (2) 第2章太阳花数控加工仿真训练 (5) 2.1 MasterCAM软件特点简介 (5) 2.2 加工工艺方案确定 (5) 2.3 加工造型、加工参数设计及其加工刀具选择 (6) 2.3.1 工序1 (6) 2.3.2 工序2 (9) 2.4 太阳花图标加工轨迹仿真 (100) 第3章太阳花图标的数控加工 (13) 3.1 加工程序生成 (13) 3.2 手工对刀 (16) 3.3 程序传输及加工图形 (17) 参考文献 (18)
第1章太阳花造型训练 1.1 MasterCAM软件简介 MasterCAM软件已被广泛的应用于通用机械、航空、船舶、军工等行业的设计与NC加工,从80年代末起,我国就引进了这一款著名的CAD/CAM软件,为我国的制造业迅速崛起作出了巨大贡献。MasterCAM具有强劲的曲面粗加工及灵活的曲面精加工功能。MasterCAM提供了多种先进的粗加工技术,以提高零件加工的效率和质量。MasterCAM还具有丰富的曲面精加工功能,可以从中选择最好的方法,加工最复杂的零件。MasterCAM的多轴加工功能,为零件的加工提供了更多的灵活性。 MasterCAM不但具有强大稳定的造型功能,可设计出复杂的曲线、曲面零件,而且具有强大的曲面粗加工及灵活的曲面精加工功能。其可靠刀具路径效验功能使MasterCAM可模拟零件加工的整个过程,模拟中不但能显示刀具和夹具,还能检查出刀具和夹具与被加工零件的干涉、碰撞情况,真实反映加工过程中的实际情况,不愧为一优秀的CAD/CAM软件。同时MasterCAM对系统运行环境要求较低,使用户无论是在造型设计、CNC铣床、CNC车床或CNC线切割等加工操作中,都能获得最佳效果。 MasterCAM提供400种以上的后置处理文件以适用于各种类型的数控系统,比如常用的FANUC系统,根据机床的实际结构,编制专门的后置处理文件,编译NCI文件经后置处理后便可生成加工程序。MasterCAM X2是与微软公司的Windows 技术紧密结合,用户界面更为友好,设计更加高效的版本。借助于MasterCAM软件,用户可以方便快捷地完成从产品2D/3D外形设计、CNC编程到自动生成NC代码的整个工作流程,因此被广泛应用于模具制造、模型手板、机械加工、电子、汽车和航空等行业。MasterCAM基于PC平台,易学易用,具有较高性价比,是广大中小企业的理想选择,也是CNC编程初学者在入门时的首选软件。 MasterCAM包括CAD和CAM两个部分,Master cam的CAD部分可以构建2D平面图形、构建曲线、3D曲面和3D实体。CAM包括5大模块:Mill、
对FANUC 0i的MasterCAM后处理修改
对FANUC 0i的MasterCAM后处理修改 2010-07-16 16:17 FANUC 0i MA系统配MasterCAM软件仍然是当今数控机床加工的主流搭配,因此本文对广大数控机床的编程与操作人员来讲,很有参考价值。文中所表述的思路、方法与程序都是作者在长期的工作实践中总结出来的,我们也欢迎广大读者在欣赏本文的同时,将你们有实用价值的技巧与心得写出来与大家共分享。 我们在利用MasterCAM为FANUC 0iMA系统做计算机编程的过程中发现,应用软件默认的FANUC后处理程序(Mpfan.pst)输出的刀路文件,需要大量的手工修改才能满足实际加工的需要。为了使CAM软件得到进一步推广应用,我们对MasterCAM9.0后置处理程序进行了编辑,使之应用得到了成功,大大提高了编程效率和程序质量,缩短了产品的制造周期,提高了产品的市场竞争力。『::好就好::中国权威模具网』 1. MasterCAM生成的后处理程序 在图1所示中,主要完成:(1)φ12立铣刀铣外形;(2)φ2中心钻打中心孔;(3)φ10钻头钻2-φ10孔的加工。 采用MasterCAM软件完成该零件的数控加工仿真后,应用后处理程序Mpfan.pst,生成的NC加工代码如下。 % O0000 (PROGRAM NAME-EXAMPLE1) (DATE=DD-MM-YY-11-07-04 TIME=HH:MM-08:41) N100G21 N102G0G17G40G49G80G90
(TOOL-1DIA.OFF.-1LEN.-1DIA.-12.) N104T1M6(φ12立铣刀铣外形) N106G0G90X-62.Y10.A0.S1000M3 N108G43H1Z50.M8 N110Z10. N112G1Z-10.F1000. N114G41D1X-50.F100. N116Y60. N118X-20. N120Y51. N122G3X-14.Y45.R6. N124G1X14. N126G3X20.Y51.R6. N128G1Y60. N130X50. N132Y10. N134X40.Y0. N136X-40. N138X-49.661Y9.661 N140G40X-58.146Y1.175 N142G0Z50. N144M5 N146G91G28Z0.M9 N148G28X0.Y0.A0. N150M01 (TOOL-2DIA.OFF.-2LEN.-2DIA.-2.) N152T2M6(φ2中心钻) N154G0G90G55X15.Y20.A0.S1500M3 N156G43H2Z3.M8 N158G1Z-3.F50. N160G0Z3. N162X65. N164G1Z-3. N166G0Z3. N168M5 N170G91G28Z0.M9 N172G28X0.Y0.A0. N174M01 (TOOL-3DIA.OFF.-3LEN.-3DIA.-10.) N176T3M6(φ10钻头钻2-φ10孔) N178G0G90G54X-25.Y20.A0.S1000M3
mastercam加工说明书
MASTERCAM加工技术说明书 题目:卡通小狗头部凸模零件的计算机辅助设计与制造 班级 学生 学号 XXX大学XXX学院 2012年5月20日
目录 序言 (2) 一、设计方案 (3) 二、加工工艺分析及规划 (3) 三、三维实体建模 (3) 四、三维模拟加工 (5) 所用刀具及参数 (5) 模拟加工过程 (6) 1.材料设置 (6) 2.粗加工轮廓、去毛坯 (6) 3.二次外形粗加工 (8) 4.初步精加工 (10) 5.三维曲面精加工 (12) 6.三维曲面铣削精加工 (14) 7.清根加工 (15) 五、后处理 (17) 1.曲面粗加工挖槽G代码 (17) 2.曲面粗加工等高外形G代码 (18) 3.曲面精加工等高外形G代码 (19) 4.曲面精加工流线G代码 (20) 5.曲面精加工流线G代码 (21) 6.曲面精加工平行铣削G代码 (22)
序言 狭义CAM指计算机辅助编制数控机床加工指令,广义的CAM指应用计算机进行辅助生产的全过程,它包括用计算机辅助生产前的准备工作,如工艺过程规划、工装清单、数控编程、车间作业计划编制、生产过程控制和质量控制等。 本次设计时间是三天,要求同学们在前面学过CAD/CAM课程的基础,利用有限的时间完成这次三维建模和模拟加工,从而熟悉设计使用的软件、零件造型、机械加工流程以及生成加工程序和代码。这一系列的程序动作是综合学科知识的联系、融合与运用,能独立、认真的完成这次设计将对能力的提高、知识的掌握及灵活的运用起到很大的促进作用。 本次设计将使同学们全面、系统地了解和掌握CAD/CAM技术的基本内容和基本知识,了解数控技术的发展趋势;掌握数控加工的编程方法,并能灵活使用目前使用比较普遍的CAD/CAM软件对较复杂零件进行编程,为以后的工作打下坚实的基础。同时能够极大培养大家的逻辑思维、创新意识、工程意识和实践能力。 本次课程设计的主要目的: 1.学习使用先进的CAD软件对零件进行三维实体建模; 2.学习使用CAM软件对所设计的零件进行数控编程并进行加工仿真; 3.能够根据模拟加工数据生成实际加工程序。
Mastercam课程设计说明书样稿
目录 1. 零件分析.............................................. 错误!未定义书签。 1.1零件特性.......................................... 错误!未定义书签。 1.2工艺分析.......................................... 错误!未定义书签。 1.2.1确定装夹方案................................ 错误!未定义书签。 1.2.2确定定位方案................................ 错误!未定义书签。 1.2.3孔加工方案的选择............................ 错误!未定义书签。 1.2.4确定加工顺序及走刀路线...................... 错误!未定义书签。 第一次数控加工....................................... 错误!未定义书签。 第二次数控加工....................................... 错误!未定义书签。 1.3技术要求.......................................... 错误!未定义书签。 2.实体造型 (3) 2.1绘制矩形 (3) 2.2绘制角上三个突台和中间半圆形突台 (4) 2.3绘制左上角凹槽 (8) 2.4绘制中间花形槽 (10) 2.5绘制孔和球面 (11) 2.5.3绘制球面 (12) 3.零件加工 (15) 3.1设定毛坯 (15) 3.2对刀建立工件坐标系 (15) 3.3粗铣轮廓和挖槽加工 (16) 3.4钻孔加工 (20) 3.4.1直径36的孔加工 (20) 3.4.2 SR30曲面加工 (22) 3.4.3倒圆角为R3的半圆形突台 (23) 3.4.4孔螺纹加工 (24) 3.4.5铰孔 (24)
mastercam二维加工综合实例2
第6章二维加工综合实例 本章通过一个典型零件,说明MasterCAM中轮廓加工与挖槽加工的综合应用,各种孔的加工、整圆的加工及图素组的应用方法。 图6-1a为零件的立体图,图6-1b为此零件加工过程仿真后的结果。 a) b) 图6-1 6.1 轮廓与挖槽加工方法的应用 步骤一读入文件 文件名为:Ch6_1_1、MC9 该文件中存储的零件图形如图6-2所示。 图6-2 步骤二毛坯尺寸设置 选择主菜单(Main Menu)-刀具路径(Toolpaths)-毛坯设置(Job setup) 进入“毛坯设置”对话框,设置完毕后,如图6-3所示,用鼠标单击图6-3中的“0K”按钮。
图6-3 改变视图方式为: 视图面(Gview):轴侧图(I) 则得到图6-4,图中的虚线为毛坯的线框轴测图。 步骤三零件外形轮廓加工 按照2、2节的轮廓加工步骤进行操作,其中需要设置的主要内容如下: 1、串接的图形如图6-5所示,箭头的方向为串接的方向,箭头的尾端为串接的起始点 ◎◎ ◎ _气 图6-4 图6-5 2、选择直径为25mm端铳刀; 3、“轮廓加工参数”对话框的设置如图6-6所示; 4、轮廓方向“分层深度切削”对话框设置如图6-7所示;
Coutou- - C. 1E2 -时F胡 f7 心b£Gl?2 广Trinr_sfftap,l *1 K^tract... Fi 0 sp ?£ xtjck.. 5 U HDl.D 二 [ZJAbsolMt-s 柠 IrLtr eiMritil B^id r*triel J F purim*t*T5 | CLeai Mice.. Ififird te lock dh亡准 & ulhi a.sse=. P町th.…| 育ftbsolit* 广IncrerMsDt al 一 D&itlh cits . I I WE 图6-6 图6-7 图6-8
mastercam加工说明书
mastercam加工说明书
MASTERCAM加工技术说明书 题目:卡通小狗头部凸模零件的计算机辅助设计与制造 班级 学生 学号
XXX大学XXX学院 2012年5月20日 目录 序言 (2) 一、设计方案 (3) 二、加工工艺分析及规划 (3) 三、三维实体建模 (3) 四、三维模拟加工 (5) 所用刀具及参数 (5) 模拟加工过程 (6) 1.材料设置 (6) 2.粗加工轮廓、去毛坯 (6) 3.二次外形粗加工 (8)
4.初步精加工 (10) 5.三维曲面精加工 (12) 6.三维曲面铣削精加工 (14) 7.清根加工........................................................................15五、后处理 (17) 1.曲面粗加工挖槽G代码 (17) 2.曲面粗加工等高外形G代码 (18) 3.曲面精加工等高外形G代码 (19) 4.曲面精加工流线G代码 (20) 5.曲面精加工流线G代码 (21) 6.曲面精加工平行铣削G代码 (22) 序言 狭义CAM指计算机辅助编制数控机床加工指令,广义的CAM指应用计算机进行辅助生产的全过程,它包括用计算机辅助生产前的准备工作,如工艺过程规划、工装清单、数控编程、车间作业计划编制、生产过程控制和质量控制等。 本次设计时间是三天,要求同学们在前面学过CAD/CAM课程的基础,利用有限的时间完成这次三维建模和模拟加工,从而熟悉设计使用的软件、零件造型、机械加工流程以及生成加工程序和代码。这一系列的程序动作是综合学科知识的联系、融合与运用,能独立、认真的完成这次设计将对能力的提高、知识的掌握及灵活的运用起到很大的促进作用。
MASTERCAM后处理教程 修改后处理文件加工语句命令代码
出处:科达模具视频教程网(
介绍.此部分内容一般都不用更改. 以下是截取的部分注释注释前都带#号,系统在执行代码处理时是不会读取前面带#号的语句的.) # Post Name : MPFAN # Product : MILL # Machine Name : GENERIC FANUC # Control Name : GENERIC FANUC # Description : GENERIC FANUC MILL POST # Associated Post : NONE # Mill/Turn : NO # 4-axis/Axis subs. : YES # 5-axis : NO # Subprograms : YES # Executable : MP v9.0 # # WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO # THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE. 2) Debugging and Factory Set Program Switches (系统程序规划).此部分是MASTERCAM版本的后处理系统规划,每个版本都大同小异,一般不需更改.以下截取的是9.0版的) m_one : -1 #Define constant zero : 0 #Define constant
one : 1 #Define constant two : 2 #Define constant three : 3 #Define constant four : 4 #Define constant five : 5 #Define constant c9k : 999 #Define constant fastmode : yes #Enable Quick Post Processing, (set to no for debug) bug1 : 2 #0=No display, 1=Generic list box, 2=Editor bug2 : 40 #Append postline labels, non-zero is column position? bug3 : 0 #Append whatline no. to each NC line? bug4 : 1 #Append NCI line no. to each NC line? whatno : yes #Do not perform whatline branches? (leave as yes) get_1004 : 1 #Find gcode 1004 with getnextop? rpd_typ_v7 : 0 #Use Version 7 style contour flags/processing? strtool_v7 : 2 #Use Version 7+ toolname? tlchng_aft : 2 #Delay call to toolchange until move line cant_tlchng : 1 #Ignore cantext entry on move with tlchng_aft newglobal : 1 #Error checking for global variables getnextop : 0 #Build the next variable table 3)General Output Settings(常规后处理设定).此部分可视情况更改,以适合机台或个人使用.以下截取的是9.0版的一些常规设定.冒号前面的是变量,冒号后面的是设定值,#号后面是注解(一般是说明0
MASTERCAM后处理修改方法必看
进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 1、增加G54指令(方法一): 采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择Mpfan.PST文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示: 单击FIND NEXT按钮,查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90 修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行: pbld, n, *smetric, e 将其整行删除,或加上“#”成为注释行:
基于mastercam建模与仿真加工本科学位论文
毕业设计(论文) 题目:组合装配体的CAD/CAM建模与 数控加工 学院:机电工程学院 专业班级:机械工程及自动化08级(3)班 指导教师:职称: 学生姓名: 学号:
摘要 Master CAM就是其中之一。MastermCAM是集于CAD与CAM于一体,是一套完整的CAD/CAM交互型图形集成系统,自诞生以来,得到了广泛应用,是目前世界上安装套数最多的CAD/CAM软件之一。目前在我国机械加工行业也是使用较普遍的一种软件,它可用于数控机床,数控铣床,数控镗床,加工中心,数控线切割机床等,而且能数用于多种数控装置的机床。可实现产品的设计,工程图绘制,2-5坐标的镗铣加工,车削加工。2-4坐标的切割加工,钣金下料等,该软件使用方便,容易掌握,被广泛用于机械制造业和模具行业的零件二维绘图三维设计,数控自动编程与加工。 本设计从实际出发,通过Mastercam X设计一个组合装配体零件,然后对整体零件凸模与凹模进行详细的工艺分析,走刀路径模拟和仿真加工过程。在完成此加工仿真典型实例的基础上,本文总结了基于MasterCAM软件进行模具加工仿真的一般方法,并对其进行了进一步的研究与探索。 CAM加工方案包括机床类型选择、刀具路径选择和加工参数设置;数控加工工艺包括加工方案的选择、毛坯材料的选择、毛坯结构尺寸与建模、工装夹具的设计和装配、刀具卡、切削用量的计算、量具选择与检验方法、热处理等。在仿真加工中对比了粗加工、半精加工和精加工的加工效果。 关键词:组合装配体,数控铣床,仿真加工,CAM,MastercamX
ABSTRACT MastermCAM is set in CAD and CAM at an organic whole, is a complete set of CAD/CAM interactive graphics integrated system, since its birth, to a wide range of applications, the world's most cycle of installed one of CAD/CAM software. In our country at present is mechanical processing industry is a more common use of a software, it can be used for numerical controlled machine, CNC milling machine, CNC and boring machine, processing center, nc wedm etc, and can count for a variety of numerical control device of machine tools. Can realize the design of the product, engineering chart drawing, 2-5 coordinates of boring and milling, turning processing. 2-4 coordinates of cutting processing, metal materials, the software is convenient to use, easy to master, is widely used in mechanical manufacturing and mould industry part 2 d graphics 3 d design, CNC automatic programming and processing. This design from reality, through the Mastercam X to design a combination of assembly parts, and then the whole part of convex die and the concave die for detailed process analysis, tool path simulation and Simulation of machining process. Upon completion of the machining simulation based on typical examples, this article summarized based on the MasterCAM software for mold processing general simulation method, and has carried on the further research and exploration. CAM processing scheme including machine type selection, the tool path selection and processing parameters Settings; Numerical control processing technology including processing scheme selection, blank material choice, the blank structure size and modeling, tooling/fixture design and assembly, cutting tools, cutting the amount of calculation card, measuring choice and inspection method, heat treatment, etc. In the simulation processing in contrast the rough machining, half finishing and finish machining processing effect.
MASTERCAM后处理修改方法必看
M A S T E R C A M后处理修改方法必看 集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是 G54。 部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~ G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 1、增加G54指令(方法一): 采用其他后处理文件(如)可正常输出G54指令。由于后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示: 单击FIND NEXT按钮,查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90
修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行: pbld, n, *smetric, e 将其整行删除,或加上“#”成为注释行: # pbld, n, *smetric, e 修改后G21指令不再出现,某些控制器可不用此指令。注意修改时保持格式一致。G21指令为选择公制单位输入,对应的英制单位输入指令为G20。 2、增加G54指令(方法二):? 单击"查找"按钮,系统弹出查找对话框,输入“force_wcs”,单击"FIND NEXT" 按钮,查找结果所在行为:? force_wcs : no #Force WCS output at every toolchange? 将no改为yes,修改结果为:? force_wcs : yes #Force WCS output at every toolchange? 输出的NC文件修改前对应位置指令为:? 修改后变为:? 前一方法为强制输出固定指令代码,如需使用G55~G59指令时,有所不便。多刀路同时输出时,只在整个程序中出现一次G54指令。后一方法同其他后处理文件产生G54指令的原理相同,多刀路同时输出时,每次换刀都会出现G54指令,也可根据参数自动转换成G55~G59指令。? 输出三轴加工中心程序的FANUC后处理文件为,输出4轴加工中心程序的三菱控制器后处理文件为。? ⑵后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。?
MastercamX5中文版实例教程
第1章Mastercam X5基础知识 Mastercam作为一款专业的CAD/CAM一体化软件,自问世以来,一直以其独有的特点在专业领域享有很高的声誉。目前它已培育了一群专业人员,拥有了一批忠实的用户。 本章学习目标 ●了解软件的基本情况以及软件模块的主要功能和特点 ●了解软件的安装和运行过程 ●掌握工作界面的各个部分的功能 ●掌握文件操作的各种功能 ●掌握系统的常用设置 ●熟练掌握软件的一些基本操作 1.1 Mastercam X5简介 1.1.1 Mastercam X5的基本情况 Mastercam是由美国CNC Software NC公司开发的基于PC平台的CAD/CAM一体化软件,是最经济、最有效的全方位的软件系统。自Mastercam 5.0版本后,Mastercam的操作平台转变成了Windows操作系统风格。作为标准的Windows应用程序,Mastercam的操作符合广大用户的使用习惯。 在不断的改进中,Mastercam的功能不断得到加强和完善,在业界赢得了越来越多的用户,并被广泛应用于机械、汽车和航空等领域,特别是在模具制造业中应用最广。随着应用的不断深入,很多高校和培训机构都开设了各种形式的Mastercam课程。 目前Mastercam的最新版本为Mastercam X5。本书将以Mastercam X5为基础,向读者介绍该软件的主要功能和使用方法。Mastercam X5在Mastercam X4的基础上继承了Mastercam的一贯风格和绝大多数的传统设置,并辅以新的功能。 利用Mastercam系统进行设计工作的主要程序一般分为3个基本步骤:CAD——产品模型设计;CAM——计算机辅助制造生产;后处理阶段——最终生成加工文件。 1.1.2 Mastercam X5的主要功能模块 Mastercam作为CAD和CAM的集成开发系统,它主要包括以下功能模块:
mastercam后处理修改
MasterCAM 后处理修改特殊技巧一.1 MasterCAM 后处理修改特殊技巧: Scrollex EDIT 另外:输出字母的大小写修改方式不知如何更改。注:若要修改下述相应功能则直接查找红色下划线语句即可。 ①、 MasterCAM 后处理输出文件格式设置 sextnc MIN #NC Program Extension for Okuma 上述语句表示输出格式为 MIN 格式。若没有可以新建。“.Trun”格式表示车床专用。需要的格式修改 MIN 即可,如MPF,NC,H,TXT 等这样就不必每次为输出什么样的格式费神了。我就经常用 MPF 和NC、H 几种格式,为每种格式编制一个后处理或通用一个均比较方便。 ②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK” 格式;若设置值为“1”则输出圆弧格式为“R”。 “ arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center), 2=St-Ctr;若为“3”表示由圆心指向起点, 3=Ctr-St;若为“4”表示非增量。 arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc. ③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不 输出,若设置值为“No”则不忽略即输出序列号。 ④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。 ⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。一般输出语句的格式为: pbld, n, "M6", e(其中pbld 为输出开头,n 为序列号,“”引号内为直接输出字符,e 为结束语句。 下面语句为程序号输出格式: fmt O 4 progno #Program number #fmt ":" 4 progno #Program number #表示注释语句的开始,fmt 是格式定义,O 表示输出程序开头为 O,若开头为 PR 或 P 时只需要改 O 为需要的程序开头即可。这里的 4 表示程序号长度为 4 个字节。其它用 fmt 格式定义的语句也一样,可用此法修改想改的部分即可得到需要的输出结果。比如要求输出的G01变为L格式(即从ISO格式转化为Heidenhain 格式)数据的读入: *progno:从 MasterCAM 图形中读入程序号 scomm:从 MasterCAM 图形中读入注释文本 *t:从MasterCAM 图形中读入刀具号 *tnote, *toffnote, *tlngnote, *tldia:从 MasterCAM 图形中读入刀具直径 date:从 MasterCAM 图形中读入日期