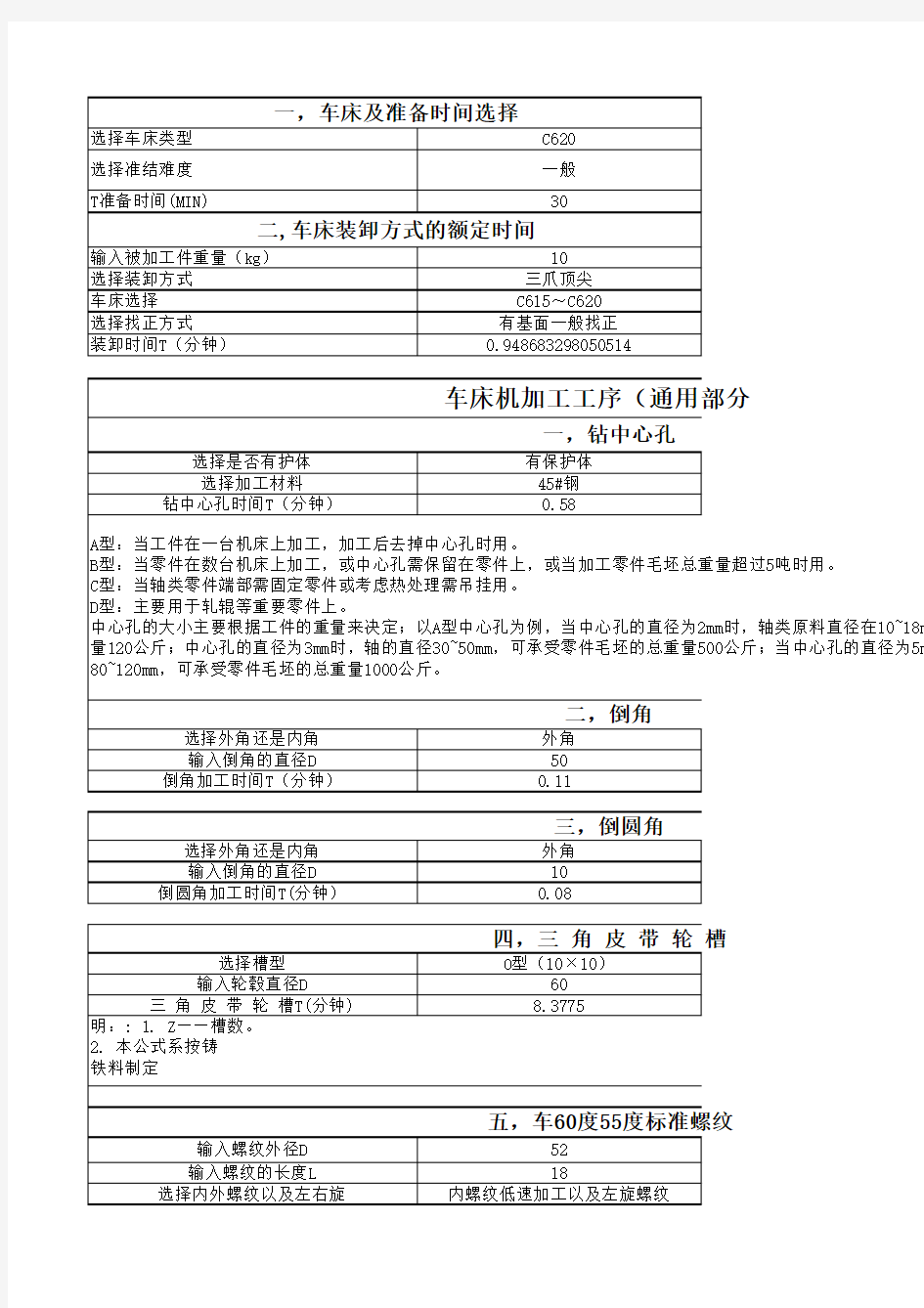
机加工计算公式(实用)
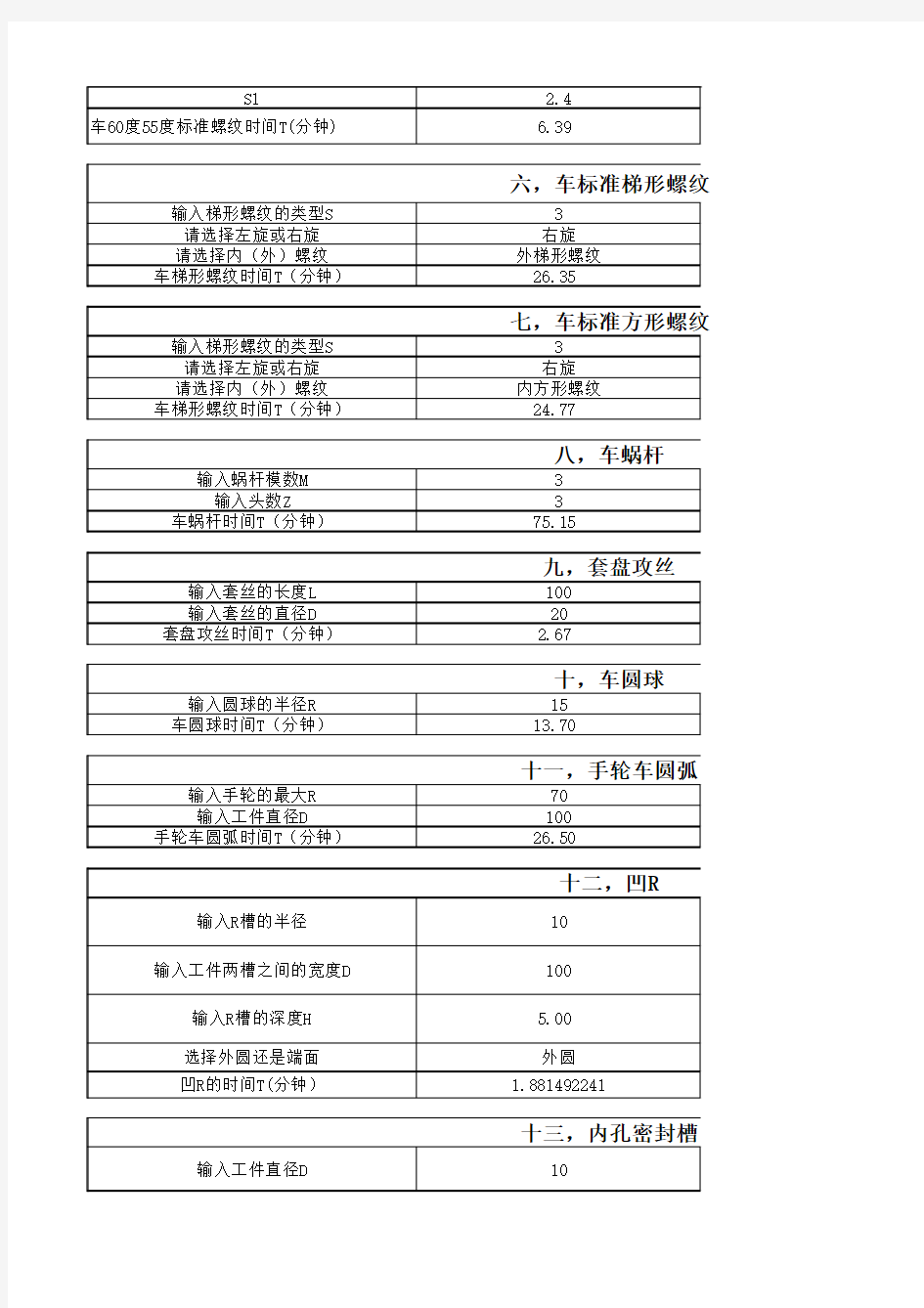
S1 2.4
车60度55度标准螺纹时间T(分钟) 6.39
六,车标准梯形螺纹输入梯形螺纹的类型S3
请选择左旋或右旋右旋
请选择内(外)螺纹外梯形螺纹
车梯形螺纹时间T(分钟)26.35
七,车标准方形螺纹输入梯形螺纹的类型S3
请选择左旋或右旋右旋
请选择内(外)螺纹内方形螺纹
车梯形螺纹时间T(分钟)24.77
八,车蜗杆输入蜗杆模数M3
输入头数Z3
车蜗杆时间T(分钟)75.15
九,套盘攻丝输入套丝的长度L100
输入套丝的直径D20
套盘攻丝时间T(分钟) 2.67
十,车圆球输入圆球的半径R15
车圆球时间T(分钟)13.70
十一,手轮车圆弧输入手轮的最大R70
输入工件直径D100
手轮车圆弧时间T(分钟)26.50
十二,凹R
输入R槽的半径10
输入工件两槽之间的宽度D100
输入R槽的深度H 5.00
选择外圆还是端面外圆
凹R的时间T(分钟) 1.881492241
十三,内孔密封槽输入工件直径D10
输入密封圈宽度B100
输入密封圈深度T 5.00
内孔密封槽的时间T(分钟) 1.713388348
十四,端面密封槽输入工件直径D 100
输入密封圈宽度B10
输入密封圈深度T 5.00
输入槽数Z 1.00
凹R的时间T(分钟) 1.4931
十五,端面T型槽选择T型顶槽宽B22
底宽b36
t32~44
输入工件直径D10.00
凹R的时间T(分钟) 6.12
十六,车外圆输入直径D50
长径比系数K11
选择综合还是单刀综 合
表面粗糙度系数与刀数系数K 2.05车外圆的时间T(分钟) 6.56
十七,车内孔
S2 4.1
输入梯形螺纹的加工长度L
100旋向系数K11内外螺纹系数K2
1
输入梯形螺纹的加工长度L
100
旋向系数K11内外螺纹系数K2
1.5
头数系数K 2.4
输入套丝的牙形S 1.5
外圆或者是端面系数K 1
螺纹
螺纹
本公式系按铸铁制订,并包括砂布砂光。
R——以手轮最大R代入
槽数系数K 1
输入加工长度L
250
选择表面粗糙度
Ra6.3
槽