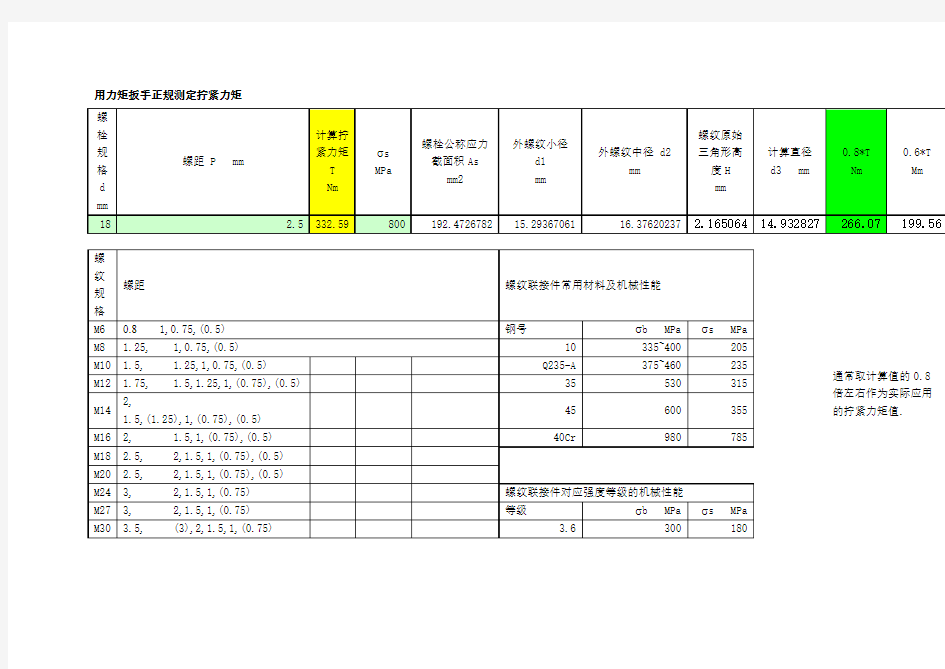
用力矩扳手正规测定拧紧力矩
用力矩扳手正规测定拧紧力矩
通常取计算值的0.8
倍左右作为实际应用
的拧紧力矩值.
?
拧紧力矩的计算方法
拧紧力矩的计算方法 1. 螺栓和螺母组成的螺纹副在紧固时,紧固力是通过旋转螺母或螺栓(通常是螺母)而获得的,紧固力与旋转螺母所用的扭矩(拧紧扭矩)成正比,为了保证达到设计所需的紧固力,就要在工艺文件中规定拧紧扭矩,并在实际施工中贯彻实施。 2. 机械设计中拧紧扭矩计算方法 M = KPD 式中: M — 拧紧扭矩,Nm K — 扭矩系数 P — 设计期望达到的紧固力,KN D — 螺栓公称螺纹直径,mm K 值表(参考) 3. 紧固力P 一般在设计上选取螺栓屈服强度σs 的60~80%,安全系数约为以上。 4. 扭矩系数K 是由内外螺纹之间的摩擦系数和螺栓或螺母支撑面与被紧固零件与紧固件接触的承压面的摩擦系数综合而成。它与紧固件的表面处理、强度、形位公差、螺纹精度、被紧固零件承压面粗糙度、刚度的许多因素有关,其中表面处理是一个关键的因素。不同的表面处理,其扭矩系数相差很大,有时相差近一倍。例如:同螺纹规格,同强度的螺纹副,表面处理为磷化时,扭矩系数约为~,而表面处理为发黑时,扭矩系数可达~。 5. 对于M10~M68的粗牙钢螺栓,当螺纹无润滑时,拧紧力矩粗略计算公式: 0.2M PD = 6.VDI 2230中的拧紧力矩计算方法 22(0.160.58)2 : :::::Km A M G K M G Km K D M F P d F P d D μμμμ=?+??+式中: 装配预紧力螺距 外螺纹基本中径 螺栓螺纹摩擦系数螺栓头部下面的摩擦直径 螺栓头支承面摩擦系数 ()()0s 2s 23310 :/4 :=+/2 /6 :=0.50.7 :s s s s s s P A A A d d d d d d d H H σπσσσ=?=?=-?也可以由下表查出 螺纹部分危险剖面的计算直径螺纹牙的公称工作高度 ~螺栓材料的屈服极限
扳手、管钳安全操作规程
扳手、管钳安全操作规程 (1)扳子钳口和螺轮上准后,不得有油脂,防止滑脱。 (2)钳口与工件要合适,扳手与螺轮要紧密配合,防止使用时打滑。 (3)禁止扳口加垫或扳把接管使用,扳紧时不可用力过猛,施力要均匀适量。 (4)禁止把扳手当手锤、撬棍使用,使用活扳手,应把死面作为着力点,活面作为辅助点。 (5)在使用活扳手扳动大螺母的时候,必须使用比较大的力,且手应握在靠近柄尾的地方防止滑擦。 (6)活扳手与管钳不得反用,因为反用会出现损坏活络扳唇,同时也不能用钢管接长手柄来施加较大的扳拧力矩。 (7)钳口变形或破裂的扳手不准使用。 (8)作业时不准用手锤或大锤击打扳手、管钳手柄。 (9)扳手、管钳高空作业必须用安全绳从后部孔内进行固定,防止坠落伤人。 (10)选用扳手要注意被松紧件的公、英制,不凑合用扳手。 (11)应针对作业情况选择扳手种类,对重负荷作业应选用套筒扳手、梅花扳手,扭力扳手;对中负荷作业应选用开口扳手(呆扳手);对轻负荷和特别尺寸的作业应使用活动扳手。管子钳只能用于拆装管件,不能用于松紧螺母。
(12)合格的扳手在设计尺寸时已考虑了载荷的平衡、作用力大小,切勿在扳手上加接接杆增加扳手的作业负荷,如作业需要增加负荷时,可更换扳手种类,或对作业对象采取减载措施。切勿为提作业负荷而锤击扳手。 (13)在松、紧螺母前首先观察螺纹的旋向,当看不清旋向时可先以一个方向试紧(顺时针),再视感觉进行松紧作业。 (14)无论进行松、紧螺母,以向自己拉的方向作业,尽量不要推,如确需推时,应掌心张开去推。在进行松、紧作业时应摆正作业姿势,站立稳妥,身体位置能运动开,并将扳手完全卡、抓螺母,平衡施力,以防意想不到的打滑、破裂或折断。活动扳手应调至夹紧状态后再施力。 (15)不让扳手接近过高的温度和火焰,以免降低扳手强度。 (16)若扳手手柄上包以塑料,不要误当电绝缘层使用。
(完整word版)力矩扳手操作规程
力矩扳手操作规程 1、力矩扳手为精密工具,操作时要严格遵守操作使用说明,要求专人使用、专人设定力矩值、专人保管。 2、使用前注意扳手的单位是否正确,应设置在设计要求的N.m制式单位。 3、使用前需要了解扳手的最大量程,确保所施加的扭矩值在力矩扳手要求的力矩范围之内,所需要扭矩值不可小于扭力扳手量程的百分之二十。 4、根据需要调节所需要的扭矩,并确认调节机构推至锁定状态,才可开始使用。 5、所选用的套筒尺寸必须与螺栓或螺母的尺寸相符合。 6、保持正确握紧手柄的姿势,一手握在手柄处,一手扶在端部旋转处。用力方向应与扳手保持垂直,水平扳转,切勿向上或向下倾斜扳手的手柄。防止扭矩出现偏差和损坏扳手。 7、施力时应平稳、缓慢、避免冲击力,以免造成过载,导致输出扭矩失准。扳转时应该使用拉力,推转扳手极易发生危险。 8、在听到响声达到预置扭矩后,应停止加载;否则会严重损坏扳手、螺母及零部件。
9、已经设定的力矩值,在工作中严禁随意乱动,工作中需要经常检查当前的力矩值是否正确。 10、每天施工完成后,力矩扳手不用时,应将力矩值及标尺刻度线调节至扭矩最小值;使弹簧充分放松,以延长使用寿命;每天第一次工作前有专人设定所需力矩值。 11、同一把力矩扳手不可长期设定在一个力矩值使用,特别是在力矩扳手的最大值和最小值上严禁长期使用,应经常交换使用力矩值,防止弹簧长期在一个位置产生疲劳,造成力矩偏差。 12、不得在力矩扳手上使用加长杆;不得把力矩扳手当做其它工具用于敲击或其它用处。使用时注意轻拿轻放,防止从高处掉落。 13、力矩扳手必须进行定检、校准,发现力矩不正常时或使用到了5000次时,需要在扭矩测试仪上进行检测。 中铁电化局集团一公司集包增建第二双线项目部 二O一一年三月
HNB-200数显扭力扳手操作规程
ICS Q/HWT 淮南万泰电子股份有限公司企业标准 Q/HWT J08.24—2010 HNB-200 数显扭力扳手操作规程 2014-09-05发布2014-09-10 实施淮南万泰电子股份有限公司发布
前言 本规程由淮南万泰电子股份有限公司品质管理部提出。 本规程由淮南万泰电子股份有限公司品质管理部起草。 本规程由淮南万泰电子股份有限公司品质管理部负责解释。本规程由淮南万泰电子股份有限公司品质管理部归口。
HNB-200数显扭力扳手操作规程 1、仪器使用条件 1.1 由经过培训的质检人员操作。 1.2 测量范围0~200N。 1.3 使用温度:0~40℃,相对湿度:不大于80%R H。 2、开机前的检查 2.1、检查电源 开机前检查电池的状态,如果电量显示过低时,请及时更换电池。 2.2、检查测试头 测试时,可选择安装合适的测试头附件或夹具,注意不要用太大的力敲击测试头,否则会损坏传感器。 3、开机注意事项及自校方法 3.1、参数设定方法 按下开关按钮,待自检测完成后,第一次按下测试设置键,设定自动比较预置值,按单位键或模式键改变当前的设定值,设定值在20-200N.M之间进行整定。当实际采集的值大于该值时,声光报警. 3.2、测试过程 3.2.1、开/关机 按下开/关按钮,仪器自检,通过后发出自检声,然后进入正常工作状态。 3.2.2、清零 开机后,待读数稳定后,按下置零按钮清零。 峰值保持模式下,按下置零按钮可解除峰值。 3.2.3、选择测试模式 本仪器有两种工作模式:实时跟踪模式(Track)、峰值保持模式(Track),按模式按钮键进行切换。一般设置为峰值保持模式。 3.2.4、选择计量单位 本仪器提供“N.M”、“Kgf.cm”、“Lbf.in”三种力值单位,按单位按钮可切换选择。一般设置为“N.M”单位。 3.2.5、测试 将扭矩扳手和测试物连接牢靠,测试过程中保持测试头轴线与扭力成90度关系,读取显示值,并进行记录。 4.关机步骤及注意事项 4.1 关机前要将数据及时的记录下来并将数据进行清零,按下开关键即可关机。 5.仪器的保养方法 5.1 仪器在使用后要将仪器上的辅助器件拆下分开存放,表面处理干净。 6.仪器的正常维护和储存条件 6.1 仪器要定期进行送检,储存温度:0~60℃环境中。
拧紧力矩的计算方法
拧紧力矩的计算方法-CAL-FENGHAI.-(YICAI)-Company One1
拧紧力矩的计算方法 1. 螺栓和螺母组成的螺纹副在紧固时,紧固力是通过旋转螺母或螺栓(通常是螺母)而获得的,紧固力与旋转螺母所用的扭矩(拧紧扭矩)成正比,为了保证达到设计所需的紧固力,就要在工艺文件中规定拧紧扭矩,并在实际施工中贯彻实施。 2. 机械设计中拧紧扭矩计算方法 M = KPD 式中: M — 拧紧扭矩,Nm K — 扭矩系数 P — 设计期望达到的紧固力,KN D — 螺栓公称螺纹直径,mm 3. 紧固力P 一般在设计上选取螺栓屈服强度σs 的60~80%,安全系数约为以上。 4. 扭矩系数K 是由内外螺纹之间的摩擦系数和螺栓或螺母支撑面与被紧固零件与紧固件接触的承压面的摩擦系数综合而成。它与紧固件的表面处理、强度、形位公差、螺纹精度、被紧固零件承压面粗糙度、刚度的许多因素有关,其中表面处理是一个关键的因素。不同的表面处理,其扭矩系数相差很大,有时相差近一倍。例如:同螺纹规格,同强度的螺纹副,表面处理为磷化时,扭矩系数约为~,而表面处理为发黑时,扭矩系数可达~。 5. 对于M10~M68的粗牙钢螺栓,当螺纹无润滑时,拧紧力矩粗略计算公式: 0.2M PD = 6.VDI 2230中的拧紧力矩计算方法 22(0.160.58)2 : :::::Km A M G K M G Km K D M F P d F P d D μμμμ=?+??+式中: 装配预紧力螺距 外螺纹基本中径 螺栓螺纹摩擦系数螺栓头部下面的摩擦直径 螺栓头支承面摩擦系数 ()()0s 2s 23310 :/4 :=+/2 /6 :=0.50.7 :s s s s s s P A A A d d d d d d d H H σπσσσ=?=?=-?也可以由下表查出 螺纹部分危险剖面的计算直径螺纹牙的公称工作高度 ~螺栓材料的屈服极限
螺栓拧紧力矩标准
M6~M24螺钉或螺母的拧紧力矩(操作者参考) 未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩) 未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)
公制螺栓扭紧力矩Q/STB 12.521.5-2000 范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。 ★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩Q/STB B07833-1998 材料HPb63-3Y2 直通式压注油杯Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m。 安全阀Q/STB B07029-1998(螺纹R1/8) 紧固力矩:2.9-4.9Nm。 通气塞Q/STB B07030-1998 (螺纹R1/4) 紧固力矩:2.94-5.88Nm。 螺塞Q/STB B07040-1998(公称直径08-10螺距1.25,12-36螺距1.5) 螺栓(排气)Q/STB B07060-1998(M12*1.5) 紧固力矩:58.8-78.4N.m。 软管(锥形密封)Q/STB B07100-1998
软管(锥形密封)Q/STB B07123-1998 (接头部螺母拧紧力矩) 螺母(球头式管接头用)Q/STB B07201-1998 拧紧力矩:N.m 材料:(Q235) 管接头螺母Q/STB B07202-1998 拧紧力矩(Q235 / HPb 59-1)
铰接螺栓Q/STB B07206-1998 拧紧力矩(Q235) 球头式端直通接头Q/STB B07211-1998 拧紧力矩(Q235 HPb 60-1 ) 表中拧紧力矩适用于钢制接头 管接头Q/STB B07212-1998 紧固力矩(区分代号为5、7的件材料Q235)
螺栓紧固作业指导书教学内容
螺栓紧固作业指导书
中国石油乌鲁木齐石化公司设备安装公司螺栓紧固作业指导 1.编制目的 为了规范法兰螺栓定扭矩紧固工作,采用正确的紧固方法,使法兰垫片受力均匀,保证密封不泄露,保证密封的可靠性,编制螺栓紧固指导书实行定扭矩紧固。 2.适用范围 本作业指导书适用于化工装置的压力容器人孔、封头、管箱、管道法兰等螺栓紧固。 3.螺栓扭矩值确定 3.1紧固力矩的计算原则上由设计进行计算或由生产装置提供。 3.2如果设计部门没有给出扭矩计算结果,可以按照GB150-2011标准参照下列步骤进行计算: 3.2.1法兰垫片的受力情况 在现场安装或检修中,密封法兰的几何尺寸和垫片性能参数(m、y)已给定,可以查GB150-2011中给定的表7-2可知。
3.2.2确定垫片接触宽度N与基本密封宽度b o(表7.1从何而来)查下表求得b o
3.2.3确定垫片有效密封宽度b: 当b o≤6.4mm时,b=b o 当b o>6.4mm时,b=2.53√b o 3.2.4确定垫片压紧力作用中心圆直径D G 垫片压紧力作用中心圆直径按下列规定确定: a)对于下图所示活套法兰,垫片压紧力作用中心圆直径D G即是法兰与翻边接触 面的平均直径。 b)对于其它形式的法兰,则按下述规定计算D G: 当b o≤6.4mm时,D G等于垫片接触的平均直径; 当b o>6.4mm时,D G等于垫片接触的外径减去2b c)对筒体端部结构,D G等于密封面平均直径。 3.2.5工作前法兰垫片的压紧力:F1=3.14D G by (N) 3.2.6工作时法兰垫片压紧力:F2=6.28D G bmp c(N) 法兰垫片工作密封比压σt=mp MPa D G---垫片压紧力作用中心圆直径 mm b---垫片有效密封宽度 mm
RT液压扳手扭矩对照表
150060 160064 180071 200079 220087 240095 2600103 2800111 3000119 3200127 3400135 3600143 3800151 4000159 4200167 4400175 4600183 4800191 5000199 5200206 5400214 56002225800230 6000238 6200246 6400254 6600262 6800270 7000278 7200286 7400294 7600302 7800310 8000318 8200326 8400333 8600341 8800349 9000357 9200365 9400373 9600381 9800389 10000397 10481 11086 12497 138108 152118 165129 179140 193151 207161 220172 234183 248194 262205 276215 290226 303237 317248 331258 345269 358280 372291 386301 400312 414323 427334 441344 455355 468366 482377 496388 510398 524409 538420 552431 565441 579452 593463 607474 620484 634495 648506 662517 676527 690538 2Set the pressure on the pump that corresponds to the torque value. 1Find the closest torque value for your application, either in ft-lbs or in Nm. FOOT-POUNDS NEWTON-METERS The above torque values are only applicable when using a calibrated RT-P5 hydraulic torque wrench powered by a 10,000 psi pump
螺钉的拧紧力矩和检验方法
螺钉的拧紧力矩和检验方法 一颗螺钉仅几分钱,但使用不当,会使装配的机器零部件松动、脱落,从而导致功能失常。本文讨论如下几个问题:不同的螺钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。 一、不同的螺钉拧紧力矩参考值 表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。 表1:用于金属的普通螺钉拧紧力矩参考值 注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。 表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
表2:用于塑料的自攻螺钉拧紧力矩参考值 注:表中的螺母材料是塑料 ABS 。 二、装配时螺钉拧紧力矩的确定 螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。螺钉的紧固和防松动的检验常用振动试验来验证。振动试验可以根据不同的产品,依据国家相关的可靠性、环境试验标准来确定。综上所述,合适的螺钉拧紧力矩的确定,应该是依据表中“螺钉拧紧力矩参考值”,装配一批产品,然后实际观察螺钉是否拧到位,有无螺纹滑牙和损伤,以及拧断螺钉的现象;同时按产品标准做振动试验,螺钉连接不能发生松动现象。 三、怎样知道和调整装配时螺钉拧紧力矩的大小 首先,应该用一个力矩测试仪去校验用来装配的电动起子。具体方法是确定螺钉拧紧力矩后,电动起子手工调整大致位置,再用力矩测试仪去校验。 对于一些带负载能力不好的便携式电动起子,充电电池电力不足,引起的力矩变化,开始可以用力矩测试仪去校验,后续可以由有经验的工艺技术人员进行手工调整。这样做的主要目的是提高生产的便利性。 四、影响螺钉连接质量的相关因素 ①螺钉拧紧力矩; ②防松措施; ③螺钉的大小; ④螺钉螺距的大小; ⑤螺钉的材质,性能等级;
螺栓拧紧力矩表
螺栓拧紧力矩标准 M6~M24螺钉或螺母的拧紧力矩(操作者参考) 未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩) 未注明拧紧力矩要求时,参考下表(普通螺栓拧紧力矩)
公制螺栓扭紧力矩Q/STB 12.521.5-2000 范围:本标准适用于机械性能10.9级,规格从M6-M39的螺栓的扭紧力矩,对于使用尼龙垫圈、密封垫圈、其它非金属垫圈的螺栓,本标准不适用。 ★对于设计图纸有明确力矩要求的,应按图纸要求执行。
套管螺母紧固力矩Q/STB B07833-1998 材料HPb63-3Y2 直通式压注油杯Q/STB B07020-1998(螺纹M6、M8*1、M10*1)紧固力矩:0.3-0.5Kg.m。 安全阀Q/STB B07029-1998(螺纹R1/8) 紧固力矩:2.9-4.9Nm。 通气塞Q/STB B07030-1998 (螺纹R1/4) 紧固力矩:2.94-5.88Nm。 螺塞Q/STB B07040-1998(公称直径08-10螺距1.25,12-36螺距1.5) 螺栓(排气)Q/STB B07060-1998(M12*1.5) 紧固力矩:58.8-78.4N.m。 软管(锥形密封)Q/STB B07100-1998
软管(锥形密封)Q/STB B07123-1998 (接头部螺母拧紧力矩) 螺母(球头式管接头用)Q/STB B07201-1998 拧紧力矩:N.m 材料:(Q235)
管接头螺母Q/STB B07202-1998 拧紧力矩(Q235 / HPb 59-1) 铰接螺栓Q/STB B07206-1998 拧紧力矩(Q235) 球头式端直通接头Q/STB B07211-1998 拧紧力矩(Q235 HPb 60-1 ) 表中拧紧力矩适用于钢制接头
拧紧力矩的计算方法
拧紧力矩的计算方法 1.螺栓和螺母组成的螺纹副在紧固时,紧固力是通过旋转螺母或螺栓(通常是螺母)而获得的,紧 固力与旋转螺母所用的 扭矩(拧紧扭矩)成正比,为了保证达到设计所需的紧固力,就要在工艺文 件中规定拧紧扭矩,并在实际施工中贯彻实施。 2. 机械设计中拧紧扭矩计算方法 M = KPD 式中: M —拧紧扭矩,Nm K —扭矩系数 P —设计期望达到的紧固力, KN D —螺栓公称螺纹直径, mm 代:也可以由下表查岀 d s :螺纹部分危险剖面的计算直径 d 3 =d i -H /6 H :螺纹牙的公称工作高度 0 ?:螺栓材料的屈服极限 3. 紧固力P —般在设计上选取螺栓屈服强度 (T s 的60?80%,安全系数约为 1.2以上。 4. 扭矩系数K 是由内外螺纹之间的摩擦系数和螺栓或螺母支撑面与被紧固零件与紧固件接触的承压 面的摩擦系数综合而成。它与紧固件的表面处理、强度、形位公差、螺纹精度、被紧固零件承压面 粗糙度、刚度的许多因素有关,其中表面处理是一个关键的因素。不同的表面处理,其扭矩系数相 差很大,有时相差近一倍。例如:同螺纹规格,同强度的螺纹副,表面处理为磷化时,扭矩系数约 为0.13?0.18,而表面处理为发黑时,扭矩系数可达 0.26? 0.3。 5. 对于M10~M68的粗牙钢螺栓,当螺纹无润滑时,拧紧力矩粗略计算公式: M =0.2 PD 6. VDI 2230中的拧紧力矩计算方法 M A =F M (0.16 卩 +0.58 d 2 '甩 + P = A s A s =兀 Xd ;/4 d s = (d 2+d 3 y 2 G 0 = (0.5?0.7 ¥ b s 式中: F M :装配预紧力 d 2:外螺纹基本中 径 D Km :螺栓头部下面的摩擦直径 P:螺距 巴:螺栓螺纹摩擦系数 比:螺栓头支承面摩擦系数
联接螺栓强度计算方法
联接螺栓的强度计算方法
一.连接螺栓的选用及预紧力: 1、已知条件: 螺栓的s=730MPa 螺栓的拧紧力矩T= 2、拧紧力矩: 为了增强螺纹连接的刚性、防松能力及防止受载螺栓的滑动,装配时需要预紧。 其拧紧扳手力矩T用于克服螺纹副的阻力矩T1及螺母与被连接件支撑面间的摩 擦力矩T2。装配时可用力矩扳手法控制力矩。 公式:T=T1+T2=K* F* d 拧紧扳手力矩T= 其中K为拧紧力矩系数, F为预紧力N d为螺纹公称直径mm 其中K为拧紧力矩系数, F为预紧力N d为螺纹公称直径mm 摩擦表面状态K值 有润滑无润滑 精加工表面 一般工表面 表面氧化 镀锌 粗加工表面- 取K=,则预紧力 F=T/*10*10-3=17500N 3、承受预紧力螺栓的强度计算: 螺栓公称应力截面面积As(mm)=58mm2 外螺纹小径d1=8.38mm 外螺纹中径d2=9.03mm
计算直径d3=8.16mm 螺纹原始三角形高度h=1.29mm 螺纹原始三角形根部厚度b=1.12mm 紧螺栓连接装配时,螺母需要拧紧,在拧紧力矩的作用下,螺栓除受预紧力F0的拉伸而产生拉伸应力外,还受螺纹摩擦力矩T1的扭转而产生扭切应力,使螺栓处于拉伸和扭转的复合应力状态下。 螺栓的最大拉伸应力σ1(MPa)。 1s F A σ= =17500N/58*10-6m 2=302MPa 剪切应力: =1σ=151 MPa 根据第四强度理论,螺栓在预紧状态下的计算应力: =*302= MPa 强度条件: =≤*=584 预紧力的确定原则: 拧紧后螺纹连接件的预紧应力不得超过其材料的屈服极限s σ的80%。 4、 倾覆力矩 倾覆力矩 M 作用在连接接合面的一个对称面内,底板在承受倾覆力矩之前,螺栓已拧紧并承受预紧力F 0。作用在底板两侧的合力矩与倾覆力矩M 平衡。 已知条件:电机及支架总重W1=190Kg ,叶轮组总重W2=36Kg ,假定机壳固定, () 2031 tan 2 16 v T d F T W d ?ρτπ += = 1.31ca σσ≈[] 02 11.34F ca d σσ π =≤
风炮安全操作规程
风炮安全操作规程 一、在供气压力超过工具额定使用压力时应使用调压阀,操作人和维修人应按规定不要穿戴宽大的衣服,严禁手动扳手出气口指向人。 二、供气软管应选用耐压并具有耐油内表面和耐磨外表面的软管,软管应牢固地固定于接头上。并应远离油、热表面和化学品场所使用。 三、气动扳手、供气软管、接头、卡箍(喉码)应定期进行安全检查,发现有异常时,要及时进行维修或更换。 四、风炮维修后的试运转,应在有防护封闭区域内进行,并只允许短时间(小于1分钟)高速试运转;任何时候切勿长时间高速空转。 五、启动前,首先检查工具及其防护装置完好,夹紧正常,无松脱,工具部分无裂纹;还检查气路密封良好,气管应无老化、腐蚀,压力源处安全装置完好,风管联结处牢固 六、启动时,首先试运转。开动后应平稳无剧烈振动,动态进行检查无误,再行工作。 七、风炮应保持自动关闭阀完好,保证在操作时,只有用力启动开动,才能工作。 八、使用风炮时,须扶住抓紧,手上不能湿滑或有油污,注意力要集中,以防脱落砸伤作业人。 九、工作面附近进行敲帮问顶,即检查作业区域附近有无作业障
碍、杂物,并进行清除,避免因拌倒等引起的意外伤害。 十、使用风炮时,要注意站立姿势和位置,绝不能靠身体加压,硬打、死打,以防风炮整体逆转伤人。 十一、拆、装轮胎螺母作业时,应先行将套筒套入待拆卸螺母,清洁作业轮胎螺丝表面油污,防止打滑或移位并根据车轮螺母旋向要求,轻点开关试动,确认旋转方向正确;开机工作时,应给风炮施加一定的轴向推力,确保工作时螺母套筒不易甩出;在正式运行,套筒没有套住螺母,严禁按动开关,工作时,身体(手)应勿接触气动扳手旋转部件,避免造成工作伤害;切勿鲁莽操作,严禁重力碰撞。 十二、按维修车辆车轮螺母规格,选用合适的螺母拧紧力矩。开机拆卸螺母前,应观察待拆螺母及螺栓是否有严重锈蚀或形状严重变形情况,必要时可采取油渗润滑或修整措施处理,不要盲目强行开机拆卸螺母。 十三、合理拆装,在螺丝快下来时,松开或减小其转动力,以避免损伤螺纹。 十四、作业中发现不正常声音,应停机检查,找出原因并消除后,才能继续需作业。 十五、严禁重力丢撞风炮,工作完毕,应及时关闭供气管路阀门,清洁机具,将气管盘旋放回原位(不允许将气管散放在走道或工作区域内)。 十六、风炮应有专人负责检查,保管,定期维修。
扭力扳手校准仪操作规程
安徽江淮安驰汽车有限公司管理文件编号JAC-MC-ZL-05 文件名称校准扭力扳手操作规程管理部门质量管理部编制审核批准 会签 颁布日期2012年 11 月10 日共4页版本号:A 修改号:0 1 目的 为规范扭力扳手校准的操作,特制定本办法。 2 范围 本规程适用于安徽江淮安驰汽车有限公司的2NJ-300扭矩板子检定仪的规范操作和公司内预置式、指针式、数字式扭力扳手的后续校准和使用中校准。 3 职责 3.1 质量管理部为扭矩扳子日常使用、维护保养的监督管理部门,负责扭矩板子的后续校准工作; 3.2 生产管理部为扭矩板子的日常使用及维护保养部门,负责扭矩扳子的使用中校准工作。 4 引用标准 JJG707-2003 《扭矩扳子检定规程》 GB/T15729-2008 《手用扭力扳手通用技术条件》 ISO6789-1992 《螺纹紧固件(螺栓、螺钉及螺母)装配工具——手动扭矩工具——要求与测试方法》 5 工作程序 5.1 校准项目 校准项目一览表 校准项目后续校准使用中校准 外观++ 示值回零+﹣ 示值++ 注:上表中,“+”表示应检项目,“﹣”表示不检,使用中校准可只计算示值相对误差, 后续校准每3个月校准1次,使用中校准每1天校准1次。 5.2校准规程 5.2.1 开启检定仪上的电源开关,通电预热30min; 5.2.2 校准开始前,以检定仪满量程的80%扭矩对其进行预加载,即对检定仪加载而后卸载的操作,此操作应重复3次;
5.2.3 未加载前,在“跟踪”方式下,触按“复位”键,检定仪自检好显示“-531-”,而后显示零; 5.2.4 将检定仪设定为“保持”方式,根据被校准扭矩扳子制式选择单位; 5.2.5 装上被校准的扭矩扳子或其它待测样件,施力前触按“复位”键清零,而后缓慢平稳地转动手轮或转动装在卡盘上的待测样件,同时观察检定仪上显示窗示值读数; 5.2.6 当扭矩扳子发出“咔”的声响或示值瞬间停顿时停止施力,显示数值即为校准值;5.2.7 反向回转手轮或将手脱离卡盘上待测样件,直至被校准扭矩扳子或其它待测样件彻底卸力,而后触按“复位”键清零,准备后续操作直至校准结束; 5.2.8 如量程变化可旋转显示面板上的量程开关进行转换,并对“A”或“B”座接头进行转换; 5.2.9校准左旋扭矩板子时,可对扭矩板子头旋转1800后再进行校准; 5.2.10扭矩板子校准点可在扭矩板子量程的25%、50%、75%三个点进行校准,每点校准3次,取平均值后计算示值误差是否符合要求; 5.3 校准结果的判定 5.3.1 校准结果合格判定依据扭矩板子准确度级别按下表进行判定: 准确度级别示值相对误差(e/%)示值重复性(R/%) 1 ±1.0 1.0 2 ±2.0 2.0 3 ±3.0 3.0 4 ±4.0 4.0 5 ±5.0 5.0 6 ±6.0 6.0 10 ±10.0 10.0 5.3.2 示值相对误差和示值重复性的计算 本规程采用以标准装置的标准值为依据的计算方法,在扭矩扳子检定仪上读出示值时,按公式(1)和(2)计算示值的相对误差和示值重复性误差,并记录计算结果: 1.示值相对误差 2. 示值重复性误差 式中: M--每一校准点标准装置的标准扭矩值(Nm)--每一校准点中扭矩扳子3次示值的算术平均值(Nm );M imax、M imin----检定中扭矩扳子第i点的3次示值中的最大值和最小值,Nm。
扭力扳手使用规程
1 范围 本文件规定了扭力扳手使用规程。 本文件适用于成都天威现场扭力扳手使用,且经过培训的有经验的特气管理操作人员。该扭力扳手为力宜得的E0961型扭力扳手。 2 操作规程 2.1 扭力扳手使用注意事项 2.1.1 扭力扳手是精密机械仪器,操作时应小心慎重,不可突然施加作用力而导致内部机械失灵 2.1.2 不能将扭力扳手当铁锤使用,应轻拿轻放,不可乱丢。 2.1.3 不能随意拆卸,更换部件后应送校验部门校准,确认其功能是否满足要求。 2.1.4 不能超量程工作,当达到设定值和听到咯嗒声后,应停止加力。 2.1.5 不可用异物堵塞,粘接,固定扭矩调节筒或把手,任何不正确的使用都会引起误差,甚至可能损坏扳手。 2.1.6 在使用时应按 PIE 或 IPQC 指示进行扭矩调整,操作者调整扭矩值后应得到确认后方可用于生产。 2.1.7 在使用扭力扳手前,应确认扭矩值是否正确,扭力单位是否正确。 2.1.8 扭力扳手在使用前,应交由仪校检定部门校验并记录入档案,贴允许使用的合格标签,一定时期后必须由校验部门进行校验和维护。 2.1.9 在使用过程中发现扭力扳手失效,立即交仪校检定部门进行确认。 2.1.10 对于有问题的扭力扳手由仪校检定部门或仪校检定部门指定的机构和人员进行维修,任何人不得私自拆卸。 2.1.11 使用的扭力扳手必须贴有仪校检定部门的合格证且在合格证有效期内。 2.1.12 不使用时,将扳手调至最小扭力值,并装入指定的盒子内。 2.1.13 除了棘轮机构之外不要润滑扳手的其他地方。需要时可以滴入棘轮机构少许的机油。 2.1.14 不要用丙酮或其他溶剂去清洗扳手。用干净的抹布醺取少量酒精清洗。 2.2 扭力值的设置
AVANTI-3液压扳手力矩对照表
AVANTI 3压力扭矩对照表 TORQUE PRESSURE IN PSI FT. LBS. NM PRESSURE IN BAR IN KGM 150044562603104 160047566644110 180053674727124 200059783809138 220065891893152 2400720100976165 26007811081059179 28008431171142193 30009041251225207 32009651331308220 340010261421391234 360010881501474248 380011491591557262 400012101671640276 420012701761722290 440013301841803303 460013911921885317 480014512011967331
500015112092048345 520015712172130358 540016312262211372 560016912342292386 580017512422374400 6000 1811 250 2455 414 6200 1869 259 2534 427 6400 1928 267 2613 441 6600 1986 275 2692 455 6800 2045 283 2772 468 7000 2103 291 2851 482 7200 2161 299 2929 496 7400 2219 307 3008 510 7600 2277 315 3087 524 7800 2335 323 3165 538 8000 2393 331 3244 552 8200 2451 339 3322 565 8400 2508 347 3400 579 8600 2566 355 3478 593 8800 2623 363 3556 607 9000 2681 371 3634 620 9200 2739 379 3712 634
螺纹拧紧力矩计算
螺纹联接的拧紧力矩计算 M t=K×P0×d×10-3 N.m K:拧紧力系数d:螺纹公称直径 P0:预紧力 P0=σ0×A s A s也可由下面表查出 A s=π×d s2/4 d s:螺纹部分危险剖面的计算直径 d s=(d2+d3)/2 d3= d1-H/6 H:螺纹牙的公称工作高度 σ0=(0.5~0.7)σs σs――――螺栓材料的屈服极限N/mm2(与强度等级相关,材质决定)K值查表:(K值计算公式略) K值 摩擦表面状况 有润滑无润滑 精加工表面0.10 0.12 一般加工表面0.13~0.15 0.18~0.21 表面氧化0.20 0.24 镀锌0.18 0.22 干燥的粗加工表面 0.26~0.3 σs查表: 螺纹性能等级 3.6 4.6 4.8 5.6 5.8 6.88.89.810.912.9 σs 或σ0.2N/mm21802403203004004806407209001080 As查表: 螺纹公称直径d/mm3 3.545678101214161820222427303336公称应力截面积As/mm2 5.036.788.7814.220.128.936.65884.3115157192245303353459561694817通过计算得到螺栓联接拧紧力矩如下表所示:
表面被氧化(无润滑)的螺纹联接的拧紧力矩值(单位:N.m) 性能 等级 3.6 4.6 4.8 5.6 5.8 6.88.89.810.912.9 螺纹 直径 d/mm min max min max min max min max min max min max min max min max min max min max 30.330.460.430.610.580.810.540.760.72 1.010.87 1.22 1.16 1.62 1.30 1.83 1.63 2.28 1.96 2.74 3.50.510.720.680.960.91 1.280.85 1.20 1.14 1.59 1.37 1.91 1.82 2.55 2.05 2.87 2.56 3.59 3.08 4.31 40.76 1.06 1.01 1.42 1.35 1.89 1.26 1.77 1.69 2.36 2.02 2.83 2.70 3.78 3.03 4.25 3.79 5.31 4.55 6.37 5 1.53 2.15 2.04 2.8 6 2.73 3.82 2.56 3.58 3.41 4.7 7 4.09 5.73 5.457.63 6.138.597.6710.749.2012.88 6 2.60 3.65 3.4 7 4.86 4.63 6.4 8 4.34 6.08 5.798.10 6.959.739.2612.9710.4214.5913.0218.2315.6321.88 7 4.37 6.12 5.838.167.7710.887.2810.209.7113.5911.6516.3115.5421.7517.4824.4721.8530.5926.2236.71 8 6.328.858.4311.8111.2415.7410.5414.7614.0519.6816.8723.6122.4931.4825.3035.4231.6244.2737.9553.13 1012.5317.5416.7023.3922.2731.1820.8829.2327.8438.9833.4146.7744.5462.3650.1170.1662.6487.7075.17105.24 1221.8530.5929.1340.7938.8554.3836.4250.9848.5667.9858.2781.5877.69108.7787.40122.36109.25152.95131.10183.54 1434.7848.6946.3764.9261.8286.5557.9681.1477.28108.1992.74129.83123.65173.11139.10194.75173.88243.43208.66292.12 1654.2675.9672.35101.2896.46135.0590.43126.60120.58168.81144.69202.57192.92270.09217.04303.85271.30379.81325.56455.78 1874.65104.5199.53139.35132.71185.79124.42174.18165.89232.24199.07278.69265.42371.59298.60418.04373.25522.55447.90627.06 20105.84148.18141.12197.57188.16263.42176.40246.96235.20329.28282.24395.14376.32526.85423.36592.70529.20740.88635.04889.06 22143.99201.58191.98268.77255.97358.36239.98335.97319.97447.96383.96537.55511.95716.73575.94806.32719.931007.90863.911209.48 24183.00256.19243.99341.59325.32455.45304.99426.99406.66569.32487.99683.18650.65910.91731.981024.77914.981280.971097.971537.16 27267.69374.76356.92499.69475.89666.25446.15624.61594.86832.81713.84999.37951.781332.501070.761499.061338.441873.821606.132248.59 30363.53508.94484.70678.59646.27904.78605.88848.23807.841130.98969.411357.171292.541809.561454.112035.761817.642544.702181.173053.64 33494.68692.56659.58923.41879.441231.21824.471154.261099.301539.011319.161846.821758.872462.421978.732770.232473.423462.782968.104155.34 36635.30889.42847.071185.891129.421581.191058.831482.361411.781976.491694.132371.782258.843162.382541.203557.683176.504447.093811.805336.51
扭力扳手操作规程
扭力扳手操作规程 原理:.采用杠杆原理,管身是杠杆,支点是在驱动点上;阻力点在旋盖头与瓶盖的接触处,动力点在扳手手柄与手接触位置。 扭力扳手各部位的作用: 驱动头----用于连接外部测力装置(旋盖头)的接口 杠杆支点----用于支称施加的力矩 刻度表----显示测量时所受的力值 定位指针旋钮----用于在测量前改变定位指针的位置 定位指针----当卸除测量时的力矩后,显示出测量时的最大扭力,使该值不会马上消失 数值指针----在施力时驱动定位指针使显示出所测物体的扭力。 把手----操作时的施力处 操作规程: 1. 在使用扭力扳手时,先将旋盖头固定在待测瓶盖上,确保加固稳定 2. 将驱动头连接好旋盖头,确保连接已经没问题. 3. 施加扭力之前, 拨动定位旋钮使定位指针旋转到数值指针的右侧 4. 测量时,手要把握住把手的有效范围,沿垂直于管身方向慢慢地向逆时针的方向加力直至使瓶盖旋动. 5. 在施力过程中操作人员应保证其上下左右施力范围均不超过15度 6. 扭力扳手的读数: 直接读取定位指针所指示的数据为测量数据值 使用注意事项: 1.扭力扳手是精密机械仪器.操作时应小心谨慎, 不可突然施加作用力而导致内部机构失灵. 2.不能把扭力扳手当铁锤使用, 应轻拿轻放, 不可乱丢. 3.不能随意拆卸, 更换部件后应送校验组校准, 确认其功能是否满足要求. 4.不能超量程工作, 当达到最大数值时应停止加力. 5.不可用异物堵塞, 粘接, 固定扭矩调节套筒或把手.
6.在使用扭力仪器前应确认数值指针是否归零. 正常的情况下的常见故障及产生原因: 由于扭力仪器是机械原理,内部结构相对简单但精度比较高,如果操作不当很容易造成其仪器的自身损伤,并且甚至可能威胁到操作者的安全. 1.扭力接头打滑: 产生原因:连接头未装到位 2.超出量值未作声响: 产生原因:方向调整钮拔错位. 3.测量数值偏大: 产生原因: 1.加力速度过快 2.扭力表数值指针未归零
2018扭力测试仪图文操作规程
扭力扳手校准操作规程 一.目的 1.避免内螺纹碰焊柱及外螺纹碰焊柱焊接的破坏 2.确保装配中螺钉、螺母或碰焊柱的紧固 二.适用范围 本规范适用于本公司的电动枪校准 三.标准 箱盖螺钉拧紧及破坏扭矩参照表一(N.M) 接地螺母拧紧及破坏扭矩参照表二(N.M) 固定脚螺母拧紧及破坏扭矩参照表三(N.M) 四、操作手法 1.校准准备工作 1.1使用前先将扭矩仪固定在墙壁上或固定在水平台上; 1.2将扭矩仪的电源线接上220V电源,打开电源开关,预热20分钟; 2.定期校准 2.1各类扭力扳手的校准时间为6个月; 2.2指针式扭力扳手 2.2.1根据被检扳手的联接方头尺寸,选择合适的联接头插入传感器的方孔内,将扭矩仪的常态、峰值开关打至常态,此时扭矩仪具有跟踪显示功能,旋转调零电位器调至零点,装上被检扳手(能调零的扳手插入前应先对零)。注意:插入扳手后,在没有加力前扭矩仪会显示一定值,此值是由扳手的自重产生的,不能再消除; 2.2.2手握扳手的手柄部位,沿垂直方向缓慢扳动扳手,均匀检测三个点,逐点观察扭矩仪所显示的扭矩值,并重复3遍。按下列公式计算出示值相对误差(Q)和示值相对变动值(B),并将结果填写在《扭力扳手校准记录表》中:
Q=(M―M 均)×100% B=(Mmax―Mmin )×100% 式中:M-----检测点的扭矩值 M 均---三次显示扭矩的算术平均值 Mmax----检测三次显示扭矩的最大值 Mmin----检测三次显示扭矩的最小值 2.2.3校准判定 2.2. 3.1在Q 的绝对值≤10%且B 值≤10%时,扭力可正常使用; 2.2. 3.2在Q 的绝对>10%或B 值>10%的情况下应对扭力扳手进行维修调整;调整后仍达不到要求的扭力扳手应给予报废处理; 2.3定力 (咔嚓)扳手 2.3.1根据被检扳手的联接方头尺寸,选择合适的联接头插入传感器的方孔内,将扭矩仪的常力仪具有峰值保持功能,此后按下复位健(清除前一次的峰值),旋转调零电位器调至零点,装上被检扳手; 2.3.2手握扳手的手柄垂直缓慢加力,均匀检测三个点,待听到咔嚓声响停止加力,此时扭矩仪显示的数值即为测得值,并重复三遍(每次重复检测前,必须将扳手拿下来,再按复位键),按2.2.2中的方法计算出示值相对误差(Q)和示值相对变动值(B)。注意:检定力扳手时,加力一定要均匀缓慢,否则扳手的力矩相差很大; 2.3.3校准判定按2.2.3条款执行; 3.作业验证校准 3.1作业验证频次按相关作业指导书执行; 3.2校准操作方法按以上条款执行; 3.3根据图纸或作业指导书扭矩要求规范上下限的中间值设置扭力扳手的检测点,观察扭矩仪示的值(重复三遍)是否在扭矩要求规范内,如果不在规范内,调整扭力扳手的检测点,直至扭矩仪显示的值(重复三遍)在扭矩要求规范内,此时的检测点值即为拧紧螺母时扭力扳手所需达到(或设定)值,并在作业准备验证记录表中记录检测点值和扭矩仪对应的显示值。 接通电源→调零→复位→选择校准电动枪档位→按照螺钉规格选择套筒→按上表测试扭矩选择电动枪合适档位。最后确定的档位就是对应螺钉扭矩校准档位