计算器外壳模具设计
项目四计算器外壳塑料模具设计
能力目标
1. 分析壳体类塑件模具设计方案
2. 熟悉三板模的结构特点
知识目标
1. 掌握点浇口的设计方法
2. 掌握斜顶杆的设计方法
3. 掌握利用EMX5.0进行三板模具的设计
一项目引入
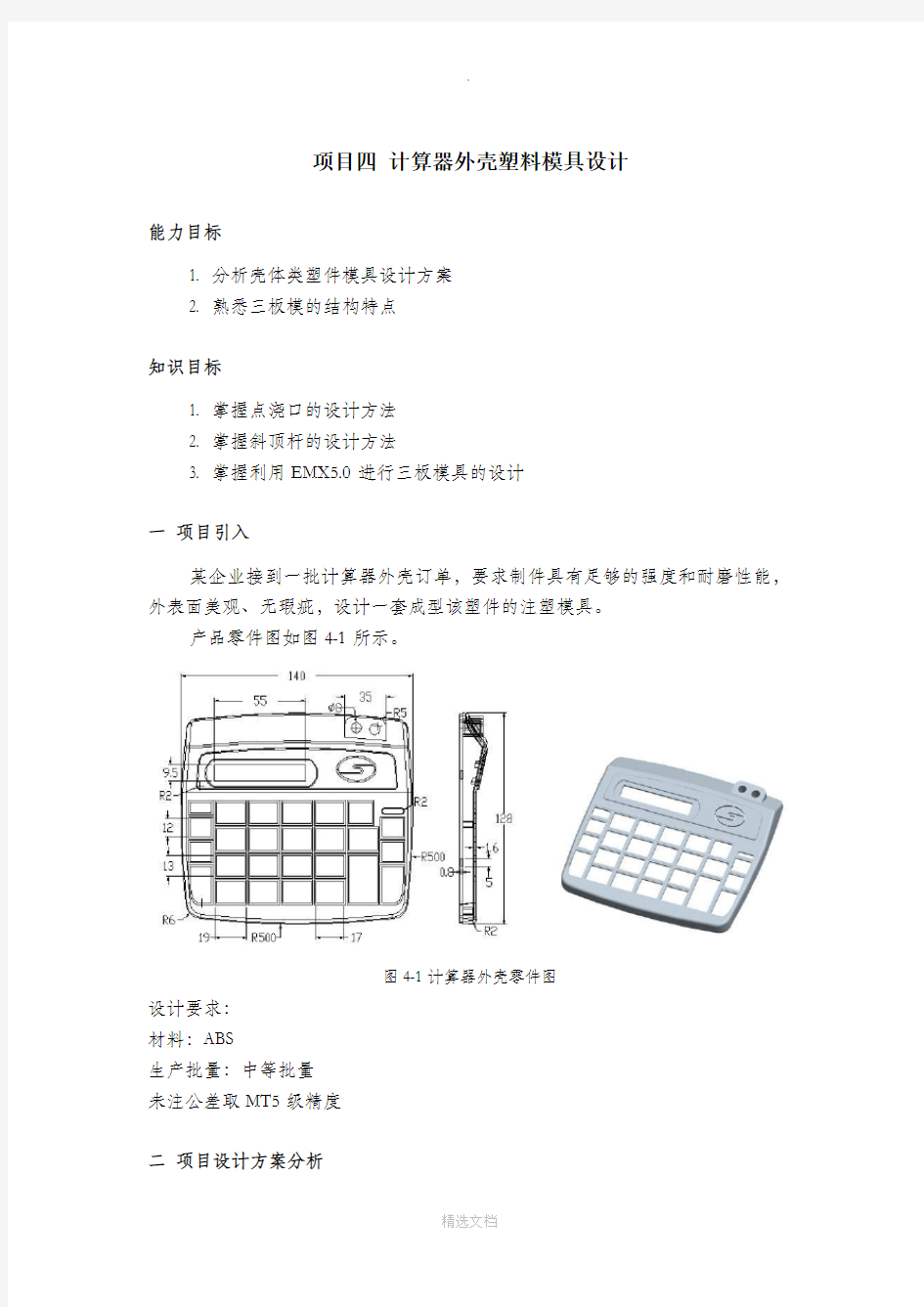
某企业接到一批计算器外壳订单,要求制件具有足够的强度和耐磨性能,外表面美观、无瑕疵,设计一套成型该塑件的注塑模具。
产品零件图如图4-1所示。
图4-1计算器外壳零件图
设计要求:
材料:ABS
生产批量:中等批量
未注公差取MT5级精度
二项目设计方案分析
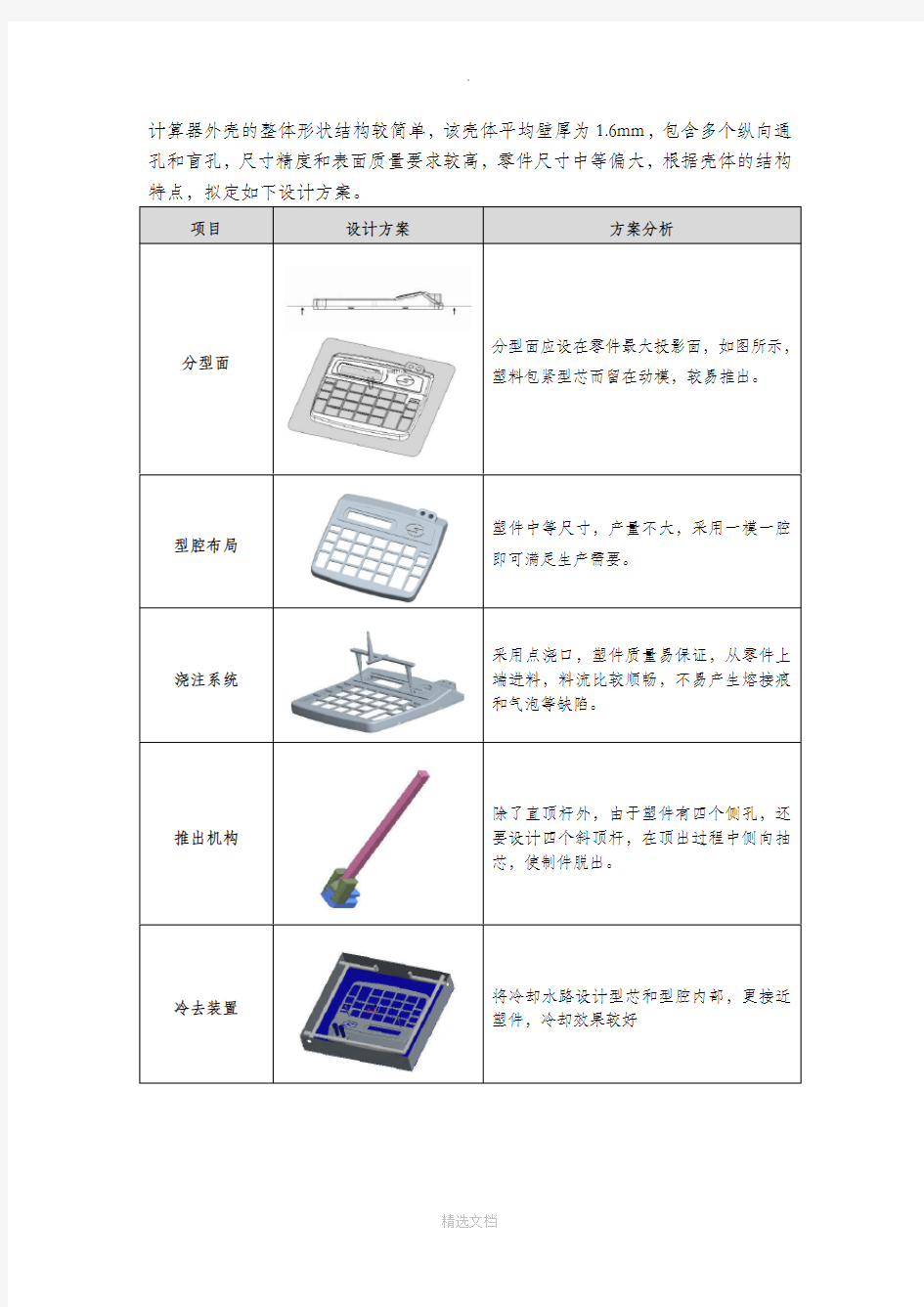
计算器外壳的整体形状结构较简单,该壳体平均壁厚为1.6mm,包含多个纵向通孔和盲孔,尺寸精度和表面质量要求较高,零件尺寸中等偏大,根据壳体的结构
项目设计方案方案分析
分型面分型面应设在零件最大投影面,如图所示,塑料包紧型芯而留在动模,较易推出。
型腔布局塑件中等尺寸,产量不大,采用一模一腔即可满足生产需要。
浇注系统采用点浇口,塑件质量易保证,从零件上端进料,料流比较顺畅,不易产生熔接痕和气泡等缺陷。
推出机构除了直顶杆外,由于塑件有四个侧孔,还要设计四个斜顶杆,在顶出过程中侧向抽芯,使制件脱出。
冷去装置将冷却水路设计型芯和型腔内部,更接近塑件,冷却效果较好
任务二:设计圆外壳的成型零件
要求:将本产品合理分型,并设计出成型零件。
设计参照如下
设计流程1----加载参照模型
步骤01 建立工作目录
打开pro/E软件,接着在菜单栏中依次选择“文件/设置工作目录”选项,弹出“选取工作目录”对话框,然后选择指定一个自已建的目标文件夹,单击确定按钮完成工作目录的设置,并将任务二建立的“jsqwk.prt”模型复制到工作目录中。
步骤02 新建文件
在菜单栏中依次选择“文件/新建”选项或在“文件”工具条中单击“新建”按钮,弹出“新建”对话框。接着选中“制造”单选按钮,在“子类型”选项区中选择“模具型腔”单选按钮,在“名称”文本框中输入“jsqwk_mold”,接着选择mmns-mfg-mold(公制)模板,然后单击按钮进入模具设计界面。
图
步骤03 打开参照零件
在”模具/铸件制造”工具条中单击“选取零件”按钮,弹出”打开”对话框,选取工作目录中的然“jsqwk.prt”文件,单击,打开“布局”对话框,点击“预览”按钮,发现开模方向指向壳体侧边,方向不正确,如图所示。
图
单击“参照模型起点与定向”下方的箭头,打开“菜单管理器”,选择“动态”,打开”参照模型方向”对话框,根据图-所示进行操作。
图
单击“预览”,可以看到开模方向指向壳体上方。
图
步骤04 保存文件
执行菜单栏中的“文件/保存”命令,保存文件。
设计流程2---应用收缩
在“模具/铸件制造”工具栏中单击“按尺寸收缩”按钮,弹出“按尺寸
收缩”对话框,在绘图区域中选取参照模型和坐标系“PRT_CSYS_DEF”,再在弹出的“按比例收缩”对话框中输入收缩比率为“0.005”,单击确定按钮完成设置。如图-所示。
图
设计流程3---创建模具工件
创建自动工件
在工具条中点击“创建工件”按钮,创建模具工件,在绘图区域中选取坐标系“MOLD_CSYS_DEF”,设置工件如图尺寸,单击预览,然后单击确定按钮完成设置。
图- 设置工件尺寸
设计流程4---创建分型曲面
步骤01 创建自动分型线
在”模具/铸件制造”工具栏中单击”创建自动分型线”按钮,弹出“侧面影像曲线”对话框,对话框内的各项参数均已自动定义,点选“环路选择”,再点击“定义”按钮,打开“环选取”对话框,如图所示。
图
可以看到在“环选取”对话框中有43条环线,点击任意一项,对应图形中的环线将变色显示,选取的原则一是最大轮廓线,二是上下通孔。仔细甄别每一条环线,如果不是上下通孔的环线,则点击旁边的“状态”,选择“排除”,本模型要排除环线的编号是:2、3、8、9、20-22、32、41-43,如果是通孔环线,则一般有上下两条环线,点击“链”标签,进入“链”对话框,在对应的环线编号中选取“上部”或“下部”,本模型中一律选择“上部”,如图所示。
图
选择完成后点击“确定”,回到上一个对话框,点击“预览”,可以看到选择的环线,检查无误后点击确定。
图
步骤02 创建主分型面
在“模具/铸件制造”工具栏中单击“分型曲面”按钮,工具条中单击“通过回路和扩展边界产生曲面”按钮,弹出“裙边曲面”对话框,点击“预览”,可以看到如图所示的分型曲面,点击“确定”完成,并点击工具栏中的“”退出分型曲面设置状态。
图
步骤03创建螺钉孔型芯分型面
在菜单栏选择“插入/拉伸”,弹出”拉伸”操控板,点击“曲面”按钮,用工并去掉“去除材料”按钮的选择,再点击“放置”按钮,然后选择工件底部为草绘平面进行草绘,添加一个水平或竖直参照,具栏中的“通过边创建图元”按钮抽取下部三个螺孔柱的外边沿为草绘图形,点击确定回到拉伸操控板,选择拉伸方向指向工件内部,点击“拉伸到指定的”按钮,选择拉伸到零件模型内表面,点击“选项”按钮,勾选“封闭端”,点击“确定”完成,如图所示。
图
再次按上面的方法进行拉伸操作,选择工件底面为草绘平面,用“同心圆”工具,绘制上面四个螺钉孔的同心圆,直径为“6”,向工件内部拉伸,点开“选项”按钮,勾选“封闭端”,拉伸尺寸为“2”,如图所示。
图
按下“ctrl”键选中刚才拉伸的两个曲面,点击主菜单上的“编辑/合并”,打开“合并”操控板,选择合并方向为向上和向外,合并结果如图所示,如果合并错误,可点击模型树上的“设置”按钮,选择“树过滤器”打开“模型树项目”对话框,勾选“特征”,模型树上即列出操作的步骤,右键点击“合并”,选择“编辑定义”,继续选择合并方式。
图
用同样的方法创建另外两个螺钉孔的型芯分型面。
步骤04创建笔插下部的型芯分型面
继续按上面的方法进行拉伸操作,选择工件底部为草绘平面进行草绘,添加参照,用工具栏中的“通过边创建图元”按钮抽取笔插部分的边沿为草绘图形,抽取的线段不一定相交,可用按钮点击线段使之两两相交,从一个端点作一条如图所示直线并垂直于另一边,修剪多余部分,点击确定回到拉伸操控板,点击“拉伸到指定的”按钮,拉伸到零件模型对应的内表面,点开“选项”按钮,勾选“封闭端”,点击“确定”完成,如图所示。
图
继续进行拉伸操作,拉伸设置同上,草绘图形如所示,拉伸尺寸为“4”
图
合并两个封闭曲面,合并结果如图所示。
图
步骤05创建上部笔插部分的型芯分型面
继续按上面的方法进行拉伸操作,注意选择工件上表面为草绘平面进行草绘,添加参照,抽取上部笔插圆形的边沿为草绘图形,点击确定回到拉伸操控板,点开“选项”按钮,勾选“封闭端”,点击“确定”完成,如图所示。
图
继续进行拉伸操作,草绘平面设置同上,草绘圆直径为“8”,如图所示拉伸尺寸为“4”。
图
将两拉伸曲面合并,合并结果如图所示。
图
步骤06创建斜顶杆分型面
在“模型树”中按下“shift”键选择如图所示步骤,点击右键选择“隐藏”,如图所示。
图
在计算器外壳模型内表面选择一个曲面,按下“ctrl”键再选择侧孔所在的内表面,如图所示。
图
先点击工具栏的“复制”按钮,再点击“粘贴”按钮,打开复制曲面对话框,点击“选项”按钮,勾选“排除曲面并填充孔”,选择侧孔的内边沿,按下“确定”完成复制。
图
点击创建基准面按钮,弹出“基准平面”对话框,选择“MOLD_FRONT”平面偏距“26.5”建立一个基准平面“ADTM1”,取消工件的隐藏,点击主菜单上的“插入/拉伸”命令,打开拉伸操控板,点击“曲面”按钮,并去掉“去除材料”按钮的选择,选择刚建立的平面为草绘平面,草绘图形如图所示。
图
点击“选项”,做如下设置,并确定完成拉伸。
图
按住“ctrl”键点选该拉伸曲面和刚才复制得到的曲面,在菜单栏选择“编辑/合并”命令,选择适当的合并方向,将两个曲面合并为一个,即得到斜顶杆分型面,如图所示。
图
用相同的方法创建其余三个斜顶杆分型面。
图
设计流程5---分割体积快
步骤01分割型芯和型腔
取消上面设置的隐藏,在”模具/铸件制造”工具栏中单击”分割体积块”按钮,弹出”分割体积块”菜单管理器,选择“两个体积块”、“所有工件”、“完成”,选择主分型面单击确定,如图所示。
图
在弹出的“属性”对话框中点击“着色”,确定无误后输入名称“201”,然后确定,
图
继续操作,在弹出的”属性”对话框中点击“着色”,确定无误后输入名称“101”,点击确定,如图所示。
图
步骤02分割螺孔柱型芯
单击”分割体积块”按钮,弹出”分割体积块”菜单管理器,选择“一个体积块”、“模具体积块”、“完成”,
图
在弹出的对话框中选择“201”右侧,点击关闭。
图
选择三个螺孔柱型芯分型面,点击确定,在弹出的“岛列表”中,选择“岛2”、“岛3”、“岛4”,点击确定。
图
在弹出的“属性”对话框中点击“着色”,确定无误后输入名称“20101定,
手机外壳(中件)塑料模具设计
前言 塑料是20实际人类的重大发明,它的发明和广泛使用,为人类的物质文明谱写了新的篇章,大大推动了人类社会的进步和繁荣。随着各种性能优越的各种工程塑料的不断开发,注塑工艺越来越多地用于制造领域成形各种性能要求的制品,,在机电、仪表、化工、汽车和航天航空等领域,塑料已成为金属的良好代用材料并得到了广泛的应用,出现了金属材料塑料化的趋势。据最近数据统计,在工业发达国家,日本生产塑料模具和生产冲压模的企业各占40%,韩国模具专业,生产塑料模的占43.9%,新加坡全国有460家模具企业,60%生产塑料模。作为最有效的塑料成型方法之一的注塑成型技术具有一次成型各种结构复杂和尺寸精密的塑料。成型周期短、生产率高、大批生产时成本低廉、易于实现自动化或自动化生产等特点。因此,世界塑料模具成型中约占半数以上是注塑模具。 选题背景:目前,手机的普及速度大大超越了专家的预测与想象。它已从最初的模拟系统发展到目前的数字系统。在此期间手机的功能越来越丰富,体积越来越小,造型越来越美观,充分体现了技术与艺术结合。除了最基本的实用功能外,手机还要考虑美观和舒适,在设计上必须充分考虑使用对象、使用场合、功能要求、人机工效学等因素。应此,能够快速制造出结构合理、外观漂亮、能吸引大众眼球的手机外壳注塑模具已成为生产厂家关注的焦点。本次毕业设计题目是“手机壳键盘部分注塑模具设计”,塑件为手机键盘部分外壳。
目录 前言 (1) 1.概论 (5) 1.1设计前应注意事项 (6) 1.2基本程序 (6) 1.3注射模设计审核要点 (6) 1. 塑件的成形工艺性分析 (9) 1.1塑件材料的选择及其结构分析 (9) 1.2ABS的注射成型工艺 (10) 1.2.1注射成型工艺过程 (10) 1.2.2ABS的注射成型工艺参数 (10) 1.3ABS性能分析 (10) 1.3.1使用性能: (10) 1.3.2成型性能: (11) 1.4ABS成型塑件的主要缺陷及消除措施: (12) 2 模具结构形式的拟定 (13) 2.1确定型腔数量及排列方式 (13) 2.2模具结构形式的确定 (13) 3 注塑机型号的确定 (15) 3.1有关塑件的计算 (15) 3.2注射机型号的确定 (15) 3.3注射机及型腔数量的校核 (16) 3.4注射机及参数量的校核 (16) 4.分型面位置的确定 (19) 4.1分型面的形式 (19) 4.2分型面的设计原则 (19) 4.3分型面的确定 (19) 5.浇注系统的形式和浇口的设计 (20) 5.1主流道的设计 (20) 5.2冷料井的设计 (23) 5.2.1主流道冷料井的设计 (23) 5.2.2分流道冷料井的设计 (24)
(完整版)鼠标外壳模具设计
鼠标外壳注塑模设计学号:0701500120 姓名:刘泓伯
1 绪论 (3) 1.1 塑料模具的现状和发展 (3) 1.2 塑料注射模具的设计步骤 (4) 1.3 课题任务要求................................... 错误!未定义书签。 2 塑件分析及设计方案确定.............. 错误!未定义书签。 2.1 塑件分析....................................... 错误!未定义书签。 2.2 塑料的选材及性能分析........................... 错误!未定义书签。 2.3 设计方案的确定................................. 错误!未定义书签。 3 洗发水瓶盖注射模的详细设计........... 错误!未定义书签。 3.1 塑料注射成型机的选择........................... 错误!未定义书签。 3.2 注射模具分型面的选择........................... 错误!未定义书签。 3.3 注射模具浇注系统的设计......................... 错误!未定义书签。 3.4 注射模具成型零件和模体的设计................... 错误!未定义书签。 3.5 标准模架的选择................................. 错误!未定义书签。 3.6 导向与定位机构设计............................. 错误!未定义书签。 3.7 脱模推出机构的设计............................. 错误!未定义书签。 3.8 温度调节系统的设计............................. 错误!未定义书签。 4 模具装配....................... 错误!未定义书签。 4.1 模具的装配..................................... 错误!未定义书签。 4.2 模具的安装及加工要点........................... 错误!未定义书签。 结束语 .......................... 错误!未定义书签。致谢............................ 错误!未定义书签。参考文献......................... 错误!未定义书签。
计算器外壳模具设计
项目四计算器外壳塑料模具设计 能力目标 1. 分析壳体类塑件模具设计方案 2. 熟悉三板模的结构特点 知识目标 1. 掌握点浇口的设计方法 2. 掌握斜顶杆的设计方法 3. 掌握利用EMX5.0进行三板模具的设计 一项目引入 某企业接到一批计算器外壳订单,要求制件具有足够的强度和耐磨性能,外表面美观、无瑕疵,设计一套成型该塑件的注塑模具。 产品零件图如图4-1所示。 图4-1计算器外壳零件图 设计要求: 材料:ABS 生产批量:中等批量 未注公差取MT5级精度 二项目设计方案分析 计算器外壳的整体形状结构较简单,该壳体平均壁厚为1.6mm,包含多个纵向通孔和盲孔,尺寸精度和表面质量要求较高,零件尺寸中等偏大,根据壳体的结构特点,拟定如下设计方案。
任务二:设计圆外壳的成型零件 要求:将本产品合理分型,并设计出成型零件。
设计参照如下 设计流程1----加载参照模型 步骤01 建立工作目录 打开pro/E软件,接着在菜单栏中依次选择“文件/设置工作目录”选项,弹出“选取工作目录”对话框,然后选择指定一个自已建的目标文件夹,单击确定按钮完成工作目录的设置,并将任务二建立的“jsqwk.prt”模型复制到工作目录中。 步骤02 新建文件 在菜单栏中依次选择“文件/新建”选项或在“文件”工具条中单击“新建”按钮,弹出“新建”对话框。接着选中“制造”单选按钮,在“子类型”选项区中选择“模具型腔”单选按钮,在“名称”文本框中输入“jsqwk_mold”, 接着选择mmns-mfg-mold(公制)模板,然后单击按钮进入模具设计界面。 图 步骤03 打开参照零件 在”模具/铸件制造”工具条中单击“选取零件”按钮,弹出”打开” 对话框,选取工作目录中的然“jsqwk.prt”文件,单击,打开“布局”对话框,点击“预览”按钮,发现开模方向指向壳体侧边,方向不正确,如图所示。
模具毕业设计题目
模具毕业设计题目 篇一:模具专业毕业设计题目 模具专业毕业设计题目参考 1.落料拉深模具设计 2.油杯复合模设计及典型工作零件工艺分析 3.模具毕业设计:端盖复合模设计 4.底座注塑模设计 5.塑料外罩模具设计 6.香皂盒盖注塑模具设计 7.闹钟后盖塑料成型模具设计 8.塑料线卡模具设计 9.pp塑料碗注射模设计 10.注射器盖塑料模具设计 11.托板冲模毕业设计 12.心型台灯塑料注塑模具设计 13.盖冒垫片模具设计 14.汽车盖板冲裁模设计
15.CD盒注塑模设计 16.摩托车油箱注油口冲压工艺及模具设计 17.鼠标上盖注射模具设计 18.冲压模具毕业设计下载 19.模具毕业设计:止动杠杆冲压模具设计论文下载 20.模具毕业设计:大功率三极管管脚冷冲模毕业设计 21.把手封条模具设计 22.冲压模具毕业设计下载 23.卡板工艺研究及模具设计 24.电风扇上盖注塑成型模具设计 25.线圈骨架轴注塑模设计 26.电器盒注射模具设计 27.油泵壳体模具设计 28. 箱壳落料拉深模设计 29.制动盒外壳冲压件设计 30.密封垫罩冲压工艺与模具设计 31.锁壳冲裁模具设计
32.皂盒上盖注塑模具设计 33. 盖塑料注射模具设计 34.电池后盖塑料模具设计 35.模具设计:板金加强板冲压模具设计 36.毕业设计:Z形件级进模设计 37.塑料外壳注射模的设计 38.酒瓶内盖塑料模具设计 39.模具毕业设计:行星齿轮的注塑模具设计 40.电子钟后盖注塑模具设计 41.高档化妆品瓶盖注射模具设计 42.管架注塑模设计 43.模具毕业设计:旅行餐碗注塑模设计 44.汽车输油管的模具设计 45.旅行餐碗注塑模设计含三维pro/e图纸 46.普通罩壳塑料模设计 47.光驱Cover的模具设计 48.滤油器支架模具设计
手机壳毕业设计
常州信息职业技术学院 学生毕业设计(论文)报告 系别:机电工程学院 专业:模具设计与制造 班号: 134 学生姓名:江正华 学生学号: 1304103426 设计(论文)题目儿童手机上盖注塑模具设计指导教师:刘军华 设计地点:常州信息职业技术学院 起迄日期:2015.6.20—2015.11.20
毕业设计(论文)任务书 专业模具设计与制造班级模具134 姓名江正华 一、课题名称:儿童手机前壳注塑模具设计 二、主要技术指标: 1.依据产品图纸UG造型设计步骤合理,曲面光顺。 2.设计结构合理,保证塑件外表面光滑、无凹痕、熔接痕等可能出现的一些缺陷 3.设计出模具的正常生产使用寿命必须达到30万次。 4.附录图纸输出视图选择合理,符合国家制图标准。 5.模具维护方便、经济性高、简单可靠。 三、工作内容和要求 1.采用CAD和UG软件对儿童手机进行初次造型,实现三维图和二维图的转换。 2.描述工件结构特,分析工件的成型原理并确定其成型方法。 3.依据工件尺寸,计算优化、合理选择模架和注塑机。 4.毕业论文组成应该有分为如下几个部分标题,引言,摘要,正文,结束语,答谢词。 5.毕业论文在1万字以上,毕业设计报告要求0.8万字左右。 四、主要参考文献: 1. 王世刚,郭润兰。工程力学及设计基础。2版国防工业出版社,2014 2. 赖华清.李洪达。塑料模具设计与制造[M].北京:科学出版社,2012 3.于云程,李洪达。模具CAE技术应用机电工程学院,2014 4.叶峰,郭伟。典型模具制作机电工程学院模具教研室,2013 5.周正元,赖华清。机械制造基础,2012 学生(签名)年月日 指导教师(签名)年月日 教研室主任(签名)年月日 系主任(签名)年月日
遥控器外壳模具设计
遥控器外壳模具设计 一塑料件设计部分 1塑料的工艺分析 1.1塑料成型工艺分析 遥控器盖的形状较复杂,带有很多不同形状的孔,在保证孔间距和孔的形状是给模具的加工带了很大的难度。遥控器盖的注塑材料首先选用ABS,遥控器盖绝大部分的决定了遥控器的重心的位臵的所在。所以我们必须很好多处理遥控器盖壁厚的均匀,譬如在注塑成型过程中因为壁厚的不均匀造成了收缩率的不一致,这样就只能通过有效的控制模具温度来调节收缩率。由于遥控器盖的主体作用是起固定作用,它的内部结构就相应的给注塑带来了一定的难度。主要是它螺钉孔的壁厚相对壁厚有一定的差距,势必会在注塑的时候到来很大的牛顿减力,造成塑件填充不满的缺陷,而且遥控器在外观上有一定的光洁度要求,最后我选择采用侧浇口对其进行浇注。同时因为考虑到凹凸模形状的不是很复杂,才用用整体形式即可,这样不但经济而且强度与刚度可以得到保证。 1.2遥控器壳的成型特性与工艺参数 丙烯腈-丁二烯-苯乙烯共聚物ABS树脂微黄色或白色不透明,是丙烯腈-丁二烯-苯乙烯共聚物。丙烯腈使聚合物耐油,耐热,耐化学腐蚀,丁二烯使聚合物具有优越的柔性,韧性;苯乙烯赋予聚合物良好的刚性和加工流动性。因此ABS树脂具有突出的力学性能和良好的综合性能。同时具有吸湿性强,但原料要干燥,它的塑件尺寸稳定性好,塑件尽可能偏大的脱模斜度。 1.2.1 ABS塑料主要的性能指标:火回火——钳工修正、装配. 1.2.2 ABS的注射成型工艺参数: 注塑机类型螺杆式 喷嘴形式通用式 料筒一区150——170 料筒二区180——190 料筒三区200——210 喷嘴温度180——190 模具温度50——70 注射压60——100 保压40——60 注塑时间2——5 保压时间5——10 冷却时间5——15 周期15——30 后处理红外线烘箱 温度70 时间0.3——1 2注塑设备的选择
手机充电器外壳注塑模具设计毕业论文
四川理工学院成人教育学院 毕业设计(论文) 题目―手机充电器外壳注塑模设计― 教学点重庆科创职业学院 专业机械模具BK311101 年级2011级 姓名彭军 指导教师王新
四川理工学院成人教育学院毕业设计(论文)任务书
充电器外壳注塑模设计 摘要 本文主要介绍的是充电器外壳注塑模具的设计方法。首先分析了充电器外 壳制件的工艺特点,包括材料性能、成型特性与条件、结构工艺性等,并选择 了成型设备。接着介绍了充电器外壳注塑模的分型面的选择、型腔数目的确定 及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构、定距分 型机构以及冷却系统的设计。然后选择标准模架和模具材料,并对注射机的工 艺参数进行相关校核。最后对模具的工作原理进行阐述,以及在安装调试过程 中可能出现的问题进行总结、分析,并给出了相应的解决方法。 本文论述的充电器外壳注塑模具采用三板式结构,即浇注系统凝料和制件在不同的分型面脱出,采用一模四腔的型腔布置,最后利用推板将制件推出。 关键词:充电器外壳;注塑模;三板模;浇注系统;脱模机构;定距分型机构。
目录 摘要................................................................................................................................ I Abstract .......................................................................................... 错误!未定义书签。第一章绪论 (1) 1.1 选题的依据及意义 (1) 1.2 国内外研究现状及发展趋势 (1) 第二章充电器外壳工艺性分析 (4) 2.1 材料性能 (4) 第三章充电器外壳注塑模具的结构设计 (7) 3.4.2 分流道截面设计及布局 (9) 3.4.3 浇口设计及位置选择 (10) 3.4.4 冷料穴设计 (11) 3.4.5 浇口套的设计 (11) 3.5.1 型腔、型芯结构设计 (12) 3.5.2 成型零件工作尺寸计算 (14) 3.7.1 脱模力计算 (17) 3.7.2 浇注系统凝料脱出机构 (17) 第四章注射机相关参数校核 (21) 第五章模具的工作原理及安装、调试 (24) 5.3 试模 (25) 总结 (27) 参考文献 (26)
电脑显示器后壳模具设计
摘要 模具是现代工业的重要装备,随着工业生产的飞速发展,新产品更新速度不断加快,对模具设计与制造业提出了更高的标准,即要求在保证生产质量的同时,缩短研发周期、降低生产成本。 Pro/MOLDESIGN是Pro/ENGINEER的一个选用模块,提供给使用者仿真模具设计过程所需的工具。这个模块接受实体模型来创建模具组件,且这些模具组件必然是实体零件,可以应用在许多其它的Pro/ENGINEER模块,例如零件,装配,出图及制造等模块。由于系统的参数化特性,当设计模型被修改时系统将迅速更新,将修改反映到相关的模具组件上。 本文对电脑显示器后壳模具的技术要求和工艺结构进行了分析,根据分析结果选用注塑机和注塑工艺,从而确定显示器后壳注塑模设计思路及方案,最后进行注塑模结构设计与计算。在设计过程中运用Pro/E、AutoCAD软件,首先在Pro/E 模具设计模块中做出分型面,利用分型面得出动、定模,再将型腔及所选的标准模架导入装配模块,从总体到个体的设计思路,设计出每个单一零件,最后导入工程图中并转化到AutoCAD软件中进行标注,从而得出完整的设计结果。 关键词注射模;模具设计;分型面;模架
Abstract The mould is one of the most important technology accoutrement in the modern industry, the new products which are end to end emerging are calling for the mould research needs to improve the speed and manufacturing quality, or in other words the preparation work is finished by minimum cyclic and lowest final cost. The Pro/MOLDESGN,which is the module of Pro/ENGINEER offers the user the designing process. The module can accept entity mold to create the molding part, far more the entity mold is component naturalism, and The component can also be used in many other Pro/ENGINEER module in many other Pro/ENGINEER module. For example, the component, assemblage, drawing practice, manufacture and so on. When the design mold is modified, the system is updating rapidly, and adding the modified mold to the mold mould, which is contacted to original mould. Most of the time should be put on technical requirement and construction in this thesis. After all, We selected the model numbered the injection mold of machine as inspected by the analysis result, and studied out the injection technology, and most of all defining the design programming of the injection mold of the back cover of the computer’ indicator. Finally, designing and calculating the construction of injection mold. We use many tools such as Pro/E software and AutoCAD software in all the entire process. The moving mould and solid mould be obtained by the mould joint, and then decanting the impression with standard die carrier into the assembly section. With the consciousness by designing from population to individual, and then drew out all the unity components and decanted the component into the schedule drawing and inverted into Auto CAD in the end. So we can get out the perfect designing theory. Keywords injection mould mould design parting surface die carrier
DVD遥控器外壳上半部分塑料模具设计
CHANGZHOU INSTITUTE OF TECHNOLOGY 毕业设计说明书题目:DVD遥控器外壳上半部分塑料模具设计 二级学院(直属学部): 专业:班级: 学生姓名:学号: 指导教师姓名:职称: 评阅教师姓名:职称: 2014 年月
摘要 随着工业的发展,注塑成型工艺在机械工业、电子工业、航天航空工业、生物领域及日用品的生产中占的比例越来越大。而PRO/ENGINEER2001自1988年问世以来,十多年来已成为全世界最普及的3D CAD/CAM系统。广泛应用与机械、电子、模具等行业。 本次我设计的是遥控器外壳,整体设计是现代先进的模具加工制造方法和强大的PRO/ENGINEER20001模具设计的结合,设计思路与要求符合当代模具设计的潮流和未来的发展方向。 关键词:注塑成型模具 CAD CAM
Abstract With the development of industry, The Mould plastics shapings covers more and more in mechanical industy, electronics industry, spaceflight industry, biological field and production of daily necessities. For more than ten years, the PRO/ENGINEER2001 has become the most common 3 D CAD/CAM systems since 1988 it come out. And it extensively use in machinery, election and mould fields. The very remote controuer out cover what I designed is the intergration of modern advanced mould proess manufacturing approach and strong PRO/ENGINEER 2001.mold design. The thought and requirement of this design accord with the trend of contemporary mold design and its future of development direction. Keyword:Mould plastics shaping mould CAD CAM
手机壳注塑模具设计说明书
本科毕业论文(设计) 题目手机壳模具设计与结构设计作者 机械工程学院 学院 专业料成型与控制工程 学号 指导教师 二〇一六年二月二十二日
摘要 本次设计就是将手机壳作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。 该毕业设计的内容是手机壳的注塑模具,材料为PC,根据其结构形状特点以及通过对手机壳成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。 关键词:注塑模具;注射成型;分型面
Abstract This design is the air refreshing agent box as a design model, the injection mold related knowledge as the basis, elaborated the whole design process of plastic injectio n mould. The content of graduation design is the injection mold of air refreshing agent box, the material is PC, according to the structure characteristics and the correct analysis of the air refreshing agent box molding process, to determine the overall layout of the cavity, the choice of parting surface, gating system design to determine the stripping method, etc.; at the same time this paper gives a brief introduction about the injection mould, the main parts of injection mold design and calculation, in the design process focuses on the actual production in the economy and rationality. Keywords:The plastic mold;the parametrization;;divides the profile
浅析拉伸包装技术
浅析拉伸包装技术 拉伸包装是20世纪70年代开始采用的一种新包装技术,它是由收缩包装发展而来的。拉伸包装是依靠机械装置在常温下将弹性薄膜围绕被包装件拉伸、紧裹,并在其末端进行封合的一种包装方法。由于拉伸包装不需进行加热,所以消耗的能源只有收缩包装的1/20。拉伸包装可以捆包单件物品,也可用于托盘包装之类的集合包装,代替小型集装箱。由于它可降低批量货物运输包装成本30%以上,因而被广泛用于五金、矿产、化工、医药、食品、机械等多种产品的整集包装上;在仓库储存领域,国外也较多地利用拉伸缠绕膜托盘包装进行立体储运,以节省空间和占地。 1 拉伸薄膜 拉伸薄膜(也叫缠绕膜)在包装过程中不需要进行热收缩处理,适用于某些不能受热的产品的包装,有利于节省能源,便于集装运输,降低运输费用。 1)拉伸包装的性能指标 用于拉伸的塑料薄膜必须具有一定的自粘性、韧性、拉伸率、应力滞留和需用拉伸范围以及光学性能和热封性能等。 ①自粘性 薄膜之间接触后的粘附性,在拉伸缠绕过程中和包裹之后,能使包装产品紧固而不会松散。自粘性受外界多种因素影响。如湿度、灰尘和污染物等。获得自粘性薄膜的方法主要有两种。一是加工表面光滑具有光泽的薄膜;二是使用增加粘附性的填加剂,使薄膜的表面产生湿润的效果,从而提高粘附性。 ②韧性 韧性是薄膜抗戳穿和抗撕裂的综合性质。抗撕裂能力只指薄膜在受张力后并被戳穿时的抗撕裂程度。抗撕裂程度的危险值必须取横向的,即与机器操作方向垂直,因为在这个方向撕裂将使包装件松散,即使纵向发生撕裂,包装件仍能保持牢固。
③拉伸 拉伸是薄膜受拉力后产生弹性伸长的能力。纵向拉伸增加,最终将使薄膜变薄,宽度缩短。虽然纵向拉伸是有益的,但过度拉伸常常是不可取的。因为这将使薄膜变薄,易撕裂,同时增加了施加于包装件的张力。 ④应力滞留 应力滞留是指在拉伸包裹过程中,对薄膜施加的张力能保持的程度。 ⑤许用拉伸 许用拉伸是指在一定用途的情况下,能保持各种必须的特性所能施加的最大拉伸。许用拉伸随不同用途而变化。许用拉伸越大薄膜用量越少,包装成本也越低。 除上述指标外,光学性能和热封性能,对某些特殊包装件是重要的。 选用什么样的缠绕膜,用多大厚度的拉伸膜要根据商品的类型、形状来决定。商品结实、强度高、重量大,应选择强度尤其是拉伸强度和耐撕裂强度高的塑料薄膜和厚度较大的薄膜(如50μm厚的)拉伸率也可大一点,如可达到150%~170%。对于易碎品、食品、重量轻的则相反,应选用厚度15~30μm,拉伸率130%的普通拉伸膜。 2)常用的拉伸薄膜 常用的拉伸薄膜材料有PVC(聚氯乙烯)、LDPE(低密度聚乙烯)、EVA(乙烯- 醋酸乙烯共聚物)和LLDPE(线性低密度聚乙烯)。 聚氯乙烯薄膜成本最低,使用最早,自粘性较好,拉伸性和韧性均好,但应力滞留性差。低密度聚乙烯拉伸率较低,自粘性和抗戳穿强度较差。乙烯-醋酸乙烯共聚物薄膜自粘性、拉伸性和韧性、应力滞留性均好。线型低密度聚乙烯薄膜综合特性最好。 3)托盘机构包装的拉伸形式
手机壳注塑模具设计
摘要 本次设计就是将手机壳作为设计模型,将注塑模具的相关知识作为依据,阐述塑料注塑模具的整体设计过程。 该毕业设计的内容是手机壳的注塑模具,材料为PC,根据其结构形状特点以及通过对手机壳成型工艺的正确分析,确定型腔的总体布局,选择分型面,确定脱模方式,设计浇注系统等;同时本文对注塑模具进行简要介绍,对注塑模具中的主要零件进行设计计算,在设计过程中着重考虑其生产实际中的经济性和合理性。 关键词:注塑模具;注射成型;分型面
Abstract This design is the air refreshing agent box as a design model, the injection mold related knowledge as the basis, elaborated the whole design process of plastic injectio n mould. The content of graduation design is the injection mold of air refreshing agent box, the material is PC, according to the structure characteristics and the correct analysis of the air refreshing agent box molding process, to determine the overall layout of the cavity, the choice of parting surface, gating system design to determine the stripping method, etc.; at the same time this paper gives a brief introduction about the injection mould, the main parts of injection mold design and calculation, in the design process focuses on the actual production in the economy and rationality. Keywords:The plastic mold;the parametrization;;divides the profile
收缩包装技术概述
收缩包装技术概述 2008-10-03 23:14 第二章收缩与拉伸包装技术 第二章收缩与拉伸包装技术 第一节收缩包装技术概述 一、收缩包装的定义 高商品的外观装潢效果和促销功能。 ④包装工艺简单且通用性强,便于实现机械化包装操作,方便与生产线1套,包装效率大大提高,且包装设备简单,工作稳定,通用性好。节省人力、!力,可部分地代替纸箱和木箱包装。 ⑤利用收缩薄膜加热收缩的这一特点可将收缩薄膜作为封缄材料,无需黏剂,又不污染,就能贴在被包装物上。用其做成的收缩标签及防盗用的瓶VIi缄具有防水性和耐药性,且可在材料里面进行印刷,兼作封缄与商标,使包装的商品具有独特个件:叉因紧紧龇向寡存商品外而.所可僳栌商品伟罟实收缩薄膜的热收缩性能收缩薄膜的热收缩性能是表示其在加热时各方向尺寸收缩的能力,一般用Il5缩率、总收缩率和定向比力指标来表征。 (1)收缩率 指薄膜试样单位原长在一定加热条件下的尺寸收缩量的百分数,即 收缩率(%)一半×100% 式中L1--收缩前薄膜试样长度,ITl;边封合的收缩包装。 ④均衡定向收缩薄膜定向比一45/55~55/45,这种薄膜适用于盘、盆食品罩盖收缩包装,它可满足这类包装形式薄膜沿盘、盆边缘收缩,同时顶部方向也加热均匀达到收缩的要求。 (4)收缩张力 收缩张力是指薄膜收缩后施加在包装物上的张力。在收缩温度下产生收缩力的大小与其对产品的保护性关系密切。包装金属罐等刚性产品允许较大的收浆了l.而对千一此易碎或易褶皱的产品。收缩张力讨大,就会峦形其至损坏。 不能像PVC那样使用热稳定剂来提高其热稳定性,因而常使用其同丙烯酸或氯乙烯的共聚物用于成型加工。即使如此,由于PVC的加工温度范围狭窄,加工过程中温度控制严格,目前国内生产的PVC热收缩薄膜皆用于香肠包装,设备和材料均需进口。 PVC共聚物收缩膜是在170~200℃下挤出吹出厚膜,于0~20℃的冷却水中骤冷,在20~50℃下吹胀,横向拉伸,同时牵引辊快速牵引,纵向拉伸,收卷后成为PVC收缩膜。PVC 膜由于熔接温度范围狭窄,一般均采用脉冲、高频热合方法热封。其性能列于表2-3中。 ②常温下与一般酸、碱不起作用,在有机溶剂中不溶解。但可溶胀,耐油性差。 ③有一定的抗拉强度和撕裂强度,柔韧性能优良。 ④耐低温性能很好,能适应食品冷藏、冷冻需要。但熔点低,耐高温性能差,不能随食品进行蒸煮。 ⑤光泽度、透明度不高。 ⑥热封性能和安全性能高。PE热收缩薄膜的包装适应性PE热收缩薄膜同PP一样,由挤出机挤出厚膜,在水中骤冷,成为无定形 分子,然后加热到高弹态下进行横向吹胀,同时纵向牵引辊快速牵引,冷却后收卷。对于PE薄膜而言,在70~90℃下拉伸,拉伸倍率3~5倍,纵、横向有30%~80%的热收缩率。为了提高PE热收缩薄膜的机械强度,常采用交联改性。由于化学交联要在粒子中添加有机过氧化物,而且添加有机过氧化物需使用特殊结构的挤出机。在挤出机的计量段用压力压入熔融了的PE中,不能受热时间过长,若过长,有机过氧化物会分解尽,在挤出吹膜时不能再起到交联作用。为此,交链PE热收缩膜还使用电子束辐照或7射线辐照交联的方法来交
仪表外壳模具设计
**************职业学院 毕业论文(设计) 题目仪表外壳模具设计 姓名 系别机电工程系 专业 **************** 年级 ****** 指导老师 2011年月日
毕业论文(设计)成绩评定表
摘要 仪表外壳设计为塑料为仪表外壳模具制作,它系统的介绍了塑料仪表外壳模具中的各个零件的加工工艺过程及整套模具的装配和使用。其中,涉及到注射机各种参数的选取,零部件的加工方法、注射模的结构及相关的计算问题、特种加工等方面内容。在改模具设计中,利用计算机绘图软件绘制了零件图和装配图,以及确定模具加工工艺卡。 将外壳的设计在保证加工质量的前提下,尽量做到在提高生产效率的同时把生产成本降到最低。 关键词:CAD/CAM,塑料,注射机,模具
目录 引言 (6) 第一章塑料的工艺分析 (8) 1.1 制件产品要求 (8) 1.2 塑料制件分析 (8) 1.2.1 原材性能分析 (8) 1.2.2 制件精度要求 (9) 1.2.3 制件的表面质量分析 (9) 1.2.4 制件结构工艺分析 (9) 第二章注塑机的选用 (10) 2.1选用注射机 (10) 2.2计算制件的体积和质量 (10) 2.3有查阅资料初步确定制件注射成型工艺参数 (10) 2.4 ABS的工艺参数 (11) 第三章模具结构设计 (12) 3.1分型面的选择 (12) 3.2浇注系统设计 (13) 3.3型芯和型腔结构的确定 (13) 3.4推出方式的选择 (15) 3.5温度控制的选择 (15) 3.6标准模架选用 (15) 第四章模具设计校对 (17) 4.1工作尺寸计算 (17) 4.5注射机的参数校核 (18) 第五章模具加工 (19) 5.1模具加工 (19) 结论 (20) 致谢 (21)
DVD遥控器外壳注塑模具设计
目录 前言 (1) 第1章设计题目与要求 (4) 第2章注射模可行性分析 (5) 2.1注射模设计的特点 (5) 2.2注射模组成 (5) 2.2.1成型零件 (5) 2.2.2浇注系统 (5) 2.2.3导向与定位机构 (6) 2.2.4脱模机构 (6) 2.2.5侧向分型抽芯机构 (6) 2.2.6温度调节系统 (6) 2.2.7排气系统 (6) 2.3注射性能分析 (6) 2.3.1 注射成型工艺的可行性分析 (6) 2.3.2 表面粗糙度 (7) 2.3.3尺寸精度 (7) 2.3.4 脱模斜度 (7) 2.3.5 壁厚 (7) 2.3.6加强筋 (8) 2.3.7圆角 (8) 2.3.8质量和体积 (8) 2.4 材料选择 (8) 2.4.1 塑料介绍 (8) 2.4.2 分析塑料零件材料 (8) 2.4.3 材料选择 (10) 2.5塑件分析 (13) 2.5.1 拔模斜角分析 (13) 2.5.2 法向量分析 (13) 2.5.3 高斯曲率分析 (14)
2.5.4 曲面上最小半径分析 (14) 2.5.5 上下方向上的斜率分布分析。 (14) 第3章拟定模具结构形式 (17) 3.1 型腔数目的决定 (17) 3.1.1 塑件尺寸精度 (17) 3.1.2 模具制造成本 (17) 3.1.3 注塑成型的生产效益 (17) 3.1.4 制造难度 (17) 3.2 分模面的选择 (18) 第4章注射机型号的确定 (20) 4.1 锁模力计算 (20) 4.2 注射容量计算 (21) 4.3 注射机的选用 (21) 第5章浇注系统和排气的设计 (23) 5.1 浇注系统的设计原则 (23) 5.2 浇注系统布置 (23) 5.3 流道系统设计 (23) 5.3.1 主流道 (23) 5.3.2 分流道截面形状 (24) 5.3.3 冷料井及拉料杆 (25) 5.4 浇口设计 (26) 5.4.1 浇口类型的选用 (26) 5.4.2 浇口尺寸计算 (27) 5.5 浇注系统的平衡 (28) 5.6 排气系统的设计 (28) 5.6.1排气系统的设计方法 (29) 第6章成型零件设计 (30) 6.1 成型零件结构设计 (30) 6.1.2 动模结构设计 (33) 6.2 成型零件钢材选用 (35) 6.2.1 选用要求 (35)
手机壳设计要求
手机壳注塑模具设计摘要:塑料工业是当今世界上曾长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解注塑产品的生产过程,提高产品质量和降低产品成本都具有重大意义。本设计为手机壳注塑模具设计,它介绍了注塑成型的基本原理,系统的阐明塑料件模具中的各个零部件的加工工艺过程及整套模具的装配和使用。其中,涉及到注射机各种参数的选取、零部件的加工方法、注射模的结构及相关的计算问题及特种加工工艺。详细介绍了冷流道注塑模具浇注系统、温度控制、定出装置设计过程。在该模具设计中,充分利用计算机绘图软件绘制了零件图和装配图,对模具参数进行了设计。通过本设计,可以对注塑模具有一个初步的认识,注意到细节问题,请多指教。关键词:塑料模具;注射机;塑料; 1 前言模具技术水平的高低,是衡量制造业水平高低的重要标志。在日本,模具被称为“进入富裕社会的原动力”;在德国,模具则被称为“金属加工业中的帝王”。在中国模具一直被称为“百业之母|”。模具所形成的最终商品的产值是模具自身产值的上百倍。用模具生产制件所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。因而,模具又被称为“效益放大器”。有人还把模具比作“印钞机”。在这次塑料模具设计的过程中,我们对塑料模有了一个整体的认识与理解,并在设计过程中,对塑料模的性能,塑料结构的工艺性,以及注射模设计,塑料模制造工艺及装配,此外,由于近一二十年来电子技术和计算机科学的迅猛发展,促使模具制造业发生着深刻的变化。目前,数控机床已成为模具加工的主要设备,继而,CAD/CAM技术在模具领域也得到应用。 2 简介本设计为一个简单的塑料模具,此设计是将为我两年的学习做鉴定。其中还有很多不足的地方,希望各位评委老师多多指点,使我从中能更多的学习,改正设计中不足的地方。 2 模具是利用其特定的形状成型具有一定形状的制成品的工具。注射塑料模具的结构构成、包括: 1.成型零件 2.浇注系统零件 3.脱模系统零件 4.冷却、加热机构 5.导向零件 6.分型抽芯机构7.紧固零件模具一般为单件生产,制造技术要求较高。模具精度是影响塑料成型件的重要因素之一。为了保证模具精度,制造时应达到如下技术要求: 1. 组成塑料模具的所有零件,在材料、加工精度和热处理质量等方面均应符合相应图样的要求。 2. 组成模架的零件应达到规定的加工要求,装配成套的模架应活动自如,并且达到规定的平行度和垂直度要求。 3. 模具的功能必须达到设计要求。 4. 为了鉴别塑料成型件的质量,装配好的模具必须在生产条件下或用试模机试模,并根据试模存在的问题进行修整,直至试出合格的零件为止。 3 化的塑料。)PC的性能:综合性能较好,无毒,化学稳定性好,耐水、油等;吸水性较小,透光率很高,介电性能良好。PC的用途:适于制作传递中、小负荷的零部件;因PC无毒无味,可以制造医疗器械,小型日常用品等;因透光率较高,可制造大型灯罩、门窗玻璃等等透明制品。PC是非结晶型的线型结构的高聚物。PC的塑件脱模斜度:型腔35ˊ~1o型芯30ˊ~50ˊ综合上述条件,又根据常用热塑性塑料的成型条件,可知PC材料的特性如下1:表1:PC材料的特性缩写密度(g/mm3 )计算收缩率(%)注射压力(Mpa) 适用注射机类型PC 1.19~1.22 0.5~0.6 60~100 螺杆、柱塞式均可 4 注射机的选择塑料的种类很多,其成形的方法也很多,有注射成形、压缩成形、压注成形、挤出成形、气动与液压成形、泡沫塑料的成形等,其中前四种方法最为常用。其中,注射成形所用模具称为注射成形模具,简称注射模。注射模主要应用于成形热塑性塑料,因此根据对零件的分析,该PC材料的塑料手机壳用注射成形为最佳。另外,注射模区别于其他塑料模的特点是:模具先由注射机合模机构合紧密,然后,由注射机注射装置将高温高压的塑料熔体注入模腔内,经冷却或固化定型后,开模取出塑件。因此,注射模可一次成形出外形复杂、尺寸精确或带有嵌件的塑料制件,对手机壳的外观有精美、无明显毛刺等要求的情况下,应用注射成形可以很好的达到工艺要求。注射