注塑模具外文翻译DOC

塑料注塑模具关于凸轮衬套与潜伏式浇口的设计与分析
摘要
本文重点研究生产的凸轮衬套自动塑料注射模的设计与分析,衬套用作分度装置的开/关负载点击开关设备的高电压互感器和作为分度头和功率变换齿轮之间的连接器。注射模是一种工具,用于生产的塑料部件大量在很短的时间。通过使用UG(NX7.5)建模和autodesk moldflow软件观察模流对衬套的填充速率,冷却系统位置和潜伏式浇口位置的分析。造型工具包括顶板、凹模,凸模,垫块,顶针板和底板。注塑模具上的6个型芯针和6个顶针是因为所需的凸轮衬套上有6个分度孔。型芯和型腔选用的材料是油淬硬化不收缩钢(OHNS),EN353是对于拉杆,导向衬套、芯针、顶针、定位环和浇口套的材料选择,以及低碳钢是对于其他板块的选择。注塑模具工具的要素主要是设计与分析。潜伏式浇口和挡板以及循环孔冷却系统提供在成型工具,以提高效率和良好的表面光洁度。需要尼龙66原料的凸轮衬套组件将由具有成型工具以及各种参数的注塑机生成。
关键词:塑料注射模,凸轮衬套,模流分析
1.介绍
现在一天的塑料在日常生活中占据着重要的作用。这根本不是夸张地说,如果我们说没有塑料领域的存在,就不会有正确的方向从制造业向航天事业跨进。在19世纪中期,塑料开始在材料和我们生活中起着重要作用。抗腐蚀性能是塑料在某些方面优越于金属,同时获得优先使用,提高其提升率在制造业的每个分支。塑料他们正在经历激烈的如塑料产品设计,生产加工的各个方面,以及测试领域,现在,由于卓有成效的努力,在最后的工作通过大多数人的体力劳动完成,但在人工智能的帮助下,紧急状态是,与像CAD/CAM软件程序包,由于高强度重量比,提高化学及耐高温性、热浴、耐腐蚀、透明度的固有性质使其选择了这样的材料。塑料在形成过程中的能耗较低,可获利回收。今天塑料代替像黄铜、铜、铸铁、不锈钢等金属。塑料可以按制造方法中的主要群体加热时软化和冷却凝固的那些分类。这些被称为"热塑"和那些硬化时加热后因化学物质的变化。这些被称为热固或硬质塑料材料"产品特定材料的选择是另一个重要因素。这尤其是很有必要对产品进行测定。
它应该能够承受应力以及有所行动。每一种材料有其自身的属性和属性。有些材料是在较高的环境和极端耐磨性更好。困难的部分是找到一种材料,将接近符合整个要求。所以材料应该是通用的,它适合所有的考虑和我们要求的产品。在考虑所有这些点的材料,必须选择合适的足以满足所有这些条件。
2.塑料凸轮衬套变压器
本文的目标是设计和分析凸轮布什的注射模具的高电压变压器。凸轮衬套用作分度装置的开/关负载点击开关设备的高电压互感器和充当分度头和功率变换齿轮之间的连接器。分度头连接到齿轮的轴与凸轮衬套附有方式。凸轮衬套有两个尾部末端,一侧是安装于分度的曲柄圈的压力机和另一侧安装的驱动机构。每一个孔都有不同的驱动机构,当分度圆旋转和曲柄销从事第一空的第一驱动机构将打开。不同类型的电力被通过改变的分度位置获得。凸轮衬套充当曲柄圆与齿轮之间的连接器。
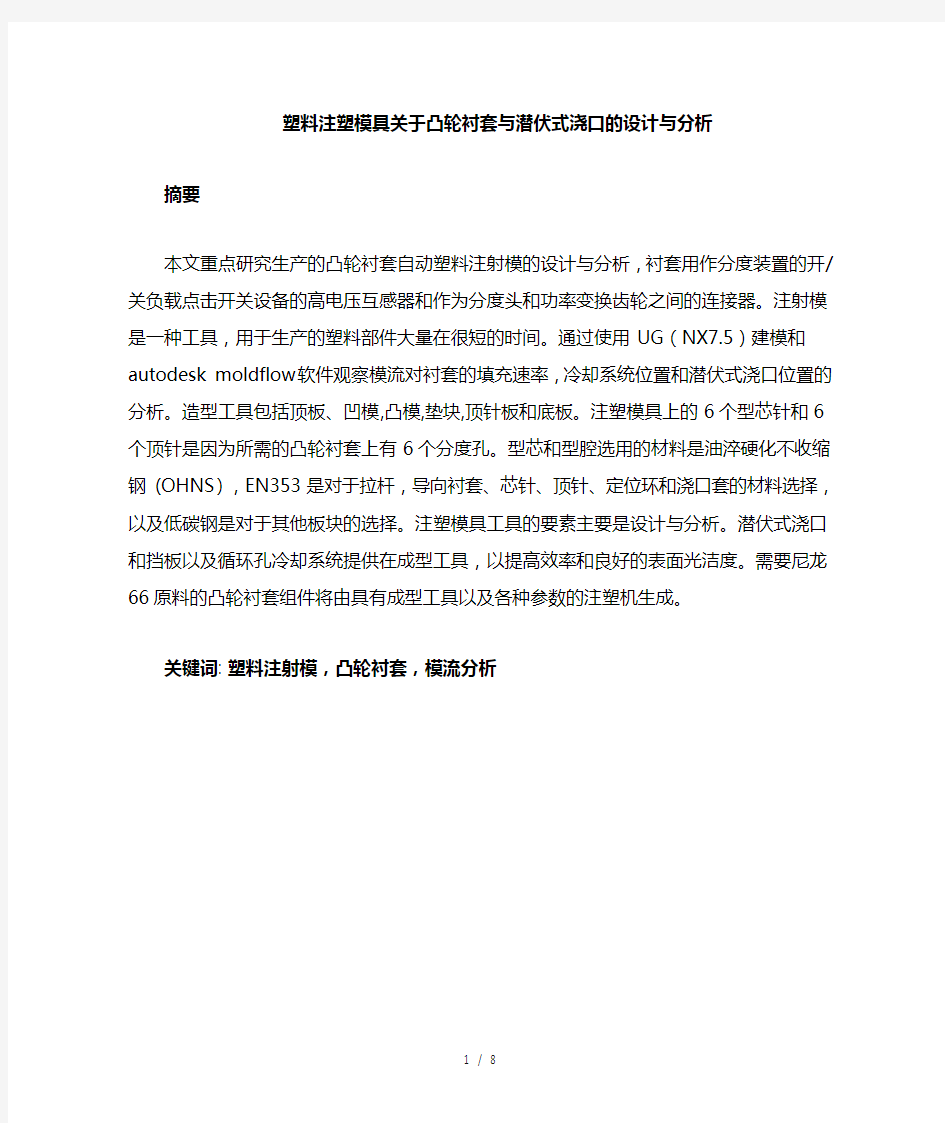
它被提供改变分度机构的力量。分度的曲柄圆有很多的分度小孔,但机构有6个传动部分,所以在曲柄圆、速度指示器轮和轴相交的中心,连接到齿轮之间提供了凸轮衬套的6个孔。此凸轮衬套通常是聚苯乙烯、尼龙6与PVC。由于高电压调节应用此凸轮衬套变得加热和磨掉。由于多次施加压力,通过调节它,使它受到损伤。
图 1凸轮衬套实体模型和装配
塑料的人造材料,他们不如玻璃易碎,然而他们可以同样透明,光滑。他们重量轻,同时具有良好的强度和刚度。他们具有抵抗腐蚀和化学物质的作用。他们可以很容易地塑造成不同的形状。常用的热塑性材料是聚苯乙烯、尼龙6、PVC、聚丙烯等。模具在塑料行业是一个重要的角色,因为相关产品构成中70%以上的组件的消费产品是来源于模具。注射成型是一种复杂但高效的手段,生产大量的各种热塑性塑料产品和具有许多优点,如短的生产周期,优良的产品,表面和复杂形状的成型有没有二次操作,较好的效果。设计和制作复杂的塑料制品的注射成型工具发挥着更大的作用,以满足工业的需求,特别是在塑料行业。因此,塑料注射成型技术在生产塑料零件行业有需求。文献综述表明,缺乏研究设计和制造复杂的塑料注塑工具组件。因此,这个项目专注于注塑设计与分析工具与挡板式冷却通道和凸轮衬套
潜伏式浇口。
3.注塑成型工艺
这是一个生产过程生产部分通过将液体熔料注入模具,注射成型可以执行大量的材料,包括金属、玻璃、弹性塑料、糖果剂和最常用的热塑性塑料和热固性聚合物。部分材料送入加热桶,混合,被迫进入模腔,在腔内结构中内冷却、硬化。设计产品,通常由一个工业设计师或工程师进行设计,模具的制造是由模具制造商(或工具)使用金属,通常是钢或铝,经过精密机械加工,形成所需要的部件的特征。
注射成型技术广泛用于制造各种零件,从汽车的车身面板的最小组件。零件,所需的形状和功能的部分,模具的材料,成型机的属性都必须被考虑。注塑成型的多功能性被通过此宽度的设计注意事项和可能性注塑成型,利用劳莫尔螺纹型柱塞,使熔融的塑料材料进入模具型腔;凝固成具有符合模具轮廓的形状。它最常用来处理热塑性和热固性聚合物,就每年的材料加工而言,前者要丰富的多。
图2:模型的注射成型工艺
注塑成型包括高压原料注入模具的形状的聚合物成所需形状。模具有单型腔或多型腔。多型腔模具,在每个型腔可以是相同形成的相同部分或独特和可在单个周期内形成多个不同的几何。模具一般都是来自于工具钢,但不锈钢和铝模具适合特定的应用程序。铝模具通常
是不适合大批量生产或部分与缩小尺寸公差,因为他们有机械性能较差,而是更易于磨损,损伤和变形期间注射和夹紧周期;但在低体积产品运用中,符合成本效益作为模具制造的成本和时间大大减少。许多钢模具设计过程一生中超过一百万部分,花费数十万美元制造。当热塑性塑料成型时,通常颗粒的原料被送入料斗通过往复螺杆加热桶。
在入口桶热能增加和范德瓦尔斯力,抵制个别链相对流动削弱,由于分子之间的空间增加更高的热能。使成为聚合物流动注射装置的驱动力。螺杆提供原料,混合和同质化热粘性聚合物的分布,并减少所需加热时间通过机械剪切材料和添加大量的聚合物摩擦加热。材料正向输送通过一个单向阀并且迫使其聚集成一定的体积称为一次注射。注射是一定体积的材料用于填充模具型腔、补偿收缩,并提供一个缓冲(约占总注射体积的10%遗留在桶内,防止螺丝触底),使螺杆的压力转移到模具型腔。当聚集了足够的填充物时,材料填充物被被迫在高压力和速度进入工件成形腔。为了防止压力激增过程通常利用对应螺丝从以恒定的速度转移,恒压控制到95-98%全腔转移位置。经常注射时间是低于1秒。一旦螺丝到达填充物压力应用的转移位置,完成充模和弥补热收缩,相对于许多其他材料的热塑性塑料这是很高。填充物的压力实施直到浇口(腔入口)变凝固。浇口通常是首先要巩固通过其整个厚度小的体积。一旦浇口变硬,没有更多的材料可以因此进入腔、螺杆往复运动和获得材料为下一个周期,而在模具内的材料冷却以便它可以弹出,尺寸稳定。这个冷却的时间大大减
少冷却循环水或油从调温器的线路的使用。一旦实现了所需的温度,模具打开和排列的针脚、套筒、脱模机等推动德模具到这篇文章。然后在此基础上,模具关闭,重复分型线、浇口注入,浇口残痕和推杆残痕通常出现在最后一部分。这些特征都不是想要的,但由于这个过程的本质是不可避免的。浇口痕迹出现在浇口的熔体交付渠道(浇口和流道)加入部分形成凹模。分型面和推杆痕迹是由于微小的偏差,磨损,气体喷口,相邻零件的间隙的相对运动,或者(和)尺寸差异的配合面注入的聚合物造成的。
模具或凹模是常用的术语来描述用于生产塑料零件成型的工具。由于制造的模具非常的昂贵,他们通常只用于大规模成千上万个零件的生产。典型的模具用构造的淬硬钢、预硬型钢、铝、铜铍合金。选择一种材料来制造模具,主要是从一个经济学的角度来分析;一般来说,钢模具的成本花费很高,但他们更长的使用寿命将抵消高的初始成本,许许多多的零件被制造出来在钢模具受到磨损之前。预硬型的模具钢材是不耐磨损和被用于低量需求或更大的组件的生产。其典型的钢硬度是38-45洛氏 C规模。淬硬钢模具的热处理后加工;到目前为止,这些钢具有优越的耐磨性能和使用寿命。典型的硬度范围在50到60(HRC)。铝模具成本大大减少,当设计和加工与现代计算机设备可以节约数万甚至数十万零件成型。铍铜的模具被用于需要快速散热或看到大多数的剪切热生成的领域,模具的生产可以通过数控加工或使用电火花加工过程。
配合及公差
序号类型配合公差
1 导柱-导套紧密转动配合 H7/g6
2 浇口套-凹模中等传动配合 H7/m6
3 芯杆-凹模滑动配合 H7/h6
4 复位杆-凹模紧密转动配合 H7/g6
5 推杆-凹模紧密转动配合 H7/g6
6 推板导柱-推板导套紧密转动配合 H7/g6
7 转动配合 H7/f6
注塑过程可以分为三个阶段,(1)填充阶段:在填充阶段塑料注入腔填满。在设计部分由注塑过程中,最重要的阶段是塑料流入腔,与模具壁迅速冻结。这将创造一个凝固层在塑料模具和熔融的塑料之间。流体首先将会接触到模具并凝固。在冻层分子并不是高度取向,因此一旦冻结,方向不会改变。由于更多的絮状熔融塑料通过腔并且失去热量到达模具,使得凝固层获得热量。冻层达到一定厚度时,达到平衡。在初期这通常发生在注塑过程中,十分之几秒后。(2)增压阶段,在充满型腔后加压阶段开始了。虽然所有的流动路径,应由这一阶段,边缘和角落的腔可能不包含塑料。为了完全的填满形状的轮廓,在加压阶段额外的塑料将被推入腔内。聚合物注射的位置我用黄色表示,塑料我用绿色表示。有些时候填充的很充足并且注射时间也不短,但仍指出不能塑造出一个质量好的零件。这是因为在填充阶段结束的条
件下,在增压阶段并不适合零件充分填满。(3)补偿阶段: 塑料有高的体积收缩率,大约25%从平均熔体温度到固体。因此更多的材料必须注入型腔来弥补塑性收缩,当它冷却时进行补偿。
模具毕业设计外文翻译(英文+译文)
Injection Molding The basic concept of injection molding revolves around the ability of a thermoplastic material to be softened by heat and to harden when cooled .In most operations ,granular material (the plastic resin) is fed into one end of the cylinder (usually through a feeding device known as a hopper ),heated, and softened(plasticized or plasticized),forced out the other end of the cylinder, while it is still in the form of a melt, through a nozzle into a relatively cool mold held closed under pressure.Here,the melt cools and hardens until fully set-up. The mold is then opened, the piece ejected, and the sequence repeated. Thus, the significant elements of an injection molding machine become: 1) the way in which the melt is plasticized (softened) and forced into the mold (called the injection unit); 2) the system for opening the mold and closing it under pressure (called the clamping unit);3) the type of mold used;4) the machine controls. The part of an injection-molding machine, which converts a plastic material from a sold phase to homogeneous seni-liguid phase by raising its temperature .This unit maintains the material at a present temperature and force it through the injection unit nozzle into a mold .The plunger is a combination of the injection and plasticizing device in which a heating chamber is mounted between the plunger and mold. This chamber heats the plastic material by conduction .The plunger, on each stroke; pushes unbelted plastic material into the chamber, which in turn forces plastic melt at the front of the chamber out through the nozzle The part of an injection molding machine in which the mold is mounted, and which provides the motion and force to open and close the mold and to hold the mold close with force during injection .This unit can also provide other features necessary for the effective functioning of the molding operation .Moving
冲压模具技术外文翻译(含外文文献)
前言 在目前激烈的市场竞争中,产品投入市场的迟早往往是成败的关键。模具是高质量、高效率的产品生产工具,模具开发周期占整个产品开发周期的主要部分。因此客户对模具开发周期要求越来越短,不少客户把模具的交货期放在第一位置,然后才是质量和价格。因此,如何在保证质量、控制成本的前提下加工模具是值得认真考虑的问题。模具加工工艺是一项先进的制造工艺,已成为重要发展方向,在航空航天、汽车、机械等各行业得到越来越广泛的应用。模具加工技术,可以提高制造业的综合效益和竞争力。研究和建立模具工艺数据库,为生产企业提供迫切需要的高速切削加工数据,对推广高速切削加工技术具有非常重要的意义。本文的主要目标就是构建一个冲压模具工艺过程,将模具制造企业在实际生产中结合刀具、工件、机床与企业自身的实际情况积累得高速切削加工实例、工艺参数和经验等数据有选择地存储到高速切削数据库中,不但可以节省大量的人力、物力、财力,而且可以指导高速加工生产实践,达到提高加工效率,降低刀具费用,获得更高的经济效益。 1.冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点,主要表现如下; (1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是
机械设计设计外文文献翻译、中英文翻译、外文翻译
机械设计 摘要:机器是由机械装置和其它组件组成的。它是一种用来转换或传递能量的装置,例如:发动机、涡轮机、车辆、起重机、印刷机、洗衣机、照相机和摄影机等。许多原则和设计方法不但适用于机器的设计,也适用于非机器的设计。术语中的“机械装置设计”的含义要比“机械设计”的含义更为广泛一些,机械装置设计包括机械设计。在分析运动及设计结构时,要把产品外型以及以后的保养也要考虑在机械设计中。在机械工程领域中,以及其它工程领域中,所有这些都需要机械设备,比如:开关、凸轮、阀门、船舶以及搅拌机等。 关键词:设计流程设计规则机械设计 设计流程 设计开始之前就要想到机器的实际性,现存的机器需要在耐用性、效率、重量、速度,或者成本上得到改善。新的机器必需具有以前机器所能执行的功能。 在设计的初始阶段,应该允许设计人员充分发挥创造性,不要受到任何约束。即使产生了许多不切实际的想法,也会在设计的早期,即在绘制图纸之前被改正掉。只有这样,才不致于阻断创新的思路。通常,还要提出几套设计方案,然后加以比较。很有可能在这个计划最后决定中,使用了某些不在计划之内的一些设想。 一般的当外型特点和组件部分的尺寸特点分析得透彻时,就可以全面的设计和分析。接着还要客观的分析机器性能的优越性,以及它的安全、重量、耐用性,并且竞争力的成本也要考虑在分析结果之内。每一个至关重要的部分要优化它的比例和尺寸,同时也要保持与其它组成部分相协调。 也要选择原材料和处理原材料的方法。通过力学原理来分析和实现这些重要的特性,如那些静态反应的能量和摩擦力的最佳利用,像动力惯性、加速动力和能量;包括弹性材料的强度、应力和刚度等材料的物理特性,以及流体润滑和驱动器的流体力学。设计的过程是重复和合作的过程,无论是正式或非正式的进行,对设计者来说每个阶段都很重要。 最后,以图样为设计的标准,并建立将来的模型。如果它的测试是符合事先要
外文翻译 - 英文
The smart grid Smart grid is the grid intelligent (electric power), also known as the "grid" 2.0, it is based on the integration, high-speed bidirectional communication network, on the basis of through the use of advanced sensor and measuring technology, advanced equipme nt technology, the advanced control method, and the application of advanced technology of decision support system, realize the power grid reliability, security, economic, efficient, environmental friendly and use the security target, its main features include self-healing, incentives and include user, against attacks, provide meet user requirements of power quality in the 21st century, allow all sorts of different power generation in the form of access, start the electric power market and asset optimizatio n run efficiently. The U.S. department of energy (doe) "the Grid of 2030" : a fully automated power transmission network, able to monitor and control each user and power Grid nodes, guarantee from power plants to end users among all the nodes in the whole process of transmission and distribution of information and energy bi-directional flow. China iot alliance between colleges: smart grid is made up of many parts, can be divided into:intelligent substation, intelligent power distribution network, intelli gent watt-hourmeter,intelligent interactive terminals, intelligent scheduling, smart appliances, intelligent building electricity, smart city power grid, smart power generation system, the new type of energy storage system.Now a part of it to do a simple i ntroduction. European technology BBS: an integration of all users connected to the power grid all the behavior of the power transmission network, to provide sustained and effective economic and security of power. Chinese academy of sciences, institute of electrical: smart grid is including all kinds of power generation equipment, power transmission and distribution network, power equipment and storage equipment, on the basis of the physical power grid will be modern advanced sensor measurement technology, network technology, communication
模具毕业设计外文翻译7081204
(此文档为word格式,下载后您可任意编辑修改!) 冷冲模具使用寿命的影响及对策 冲压模具概述 冲压模具--在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压--是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。 冲压模具的形式很多,一般可按以下几个主要特征分类: 1?根据工艺性质分类 (1)冲裁模沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。 (2)弯曲模使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。 (3)拉深模是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。 (4)成形模是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。2?根据工序组合程度分类 (1)单工序模在压力机的一次行程中,只完成一道冲压工序的模具。 (2)复合模只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。 (3)级进模(也称连续模) 在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。 冲冷冲模全称为冷冲压模具。 冷冲压模具是一种应用于模具行业冷冲压模具及其配件所需高性能结构陶瓷材料的制备方法,高性能陶瓷模具及其配件材料由氧化锆、氧化钇粉中加铝、错元素构成,制备工艺是将氧化锆溶液、氧化钇溶液、氧化错溶液、氧化铝溶液按一定比例混合配成母液,滴入碳酸氢铵,采用共沉淀方法合成模具及其配件陶瓷材料所需的原材料,反应生成的沉淀经滤水、干燥,煅烧得到高性能陶瓷模具及其配件材料超微粉,再经过成型、烧结、精加工,便得到高性能陶瓷模具及其配件材料。本发明的优点是本发明制成的冷冲压模具及其配件使用寿命长,在冲压过程中未出现模具及其配件与冲压件产生粘结现象,冲压件表面光滑、无毛刺,完全可以替代传统高速钢、钨钢材料。 冷冲模具主要零件冷冲模具是冲压加工的主要工艺装备,冲压制件就是靠上、下模具的相对运动来完成的。 加工时由于上、下模具之间不断地分合,如果操作工人的手指不断进入或停留在模具闭合区,便会对其人身安全带来严重威胁。 1
机械设计外文翻译(中英文)
机械设计理论 机械设计是一门通过设计新产品或者改进老产品来满足人类需求的应用技术科学。它涉及工程技术的各个领域,主要研究产品的尺寸、形状和详细结构的基本构思,还要研究产品在制造、销售和使用等方面的问题。 进行各种机械设计工作的人员通常被称为设计人员或者机械设计工程师。机械设计是一项创造性的工作。设计工程师不仅在工作上要有创造性,还必须在机械制图、运动学、工程材料、材料力学和机械制造工艺学等方面具有深厚的基础知识。如前所诉,机械设计的目的是生产能够满足人类需求的产品。发明、发现和科技知识本身并不一定能给人类带来好处,只有当它们被应用在产品上才能产生效益。因而,应该认识到在一个特定的产品进行设计之前,必须先确定人们是否需要这种产品。 应当把机械设计看成是机械设计人员运用创造性的才能进行产品设计、系统分析和制定产品的制造工艺学的一个良机。掌握工程基础知识要比熟记一些数据和公式更为重要。仅仅使用数据和公式是不足以在一个好的设计中做出所需的全部决定的。另一方面,应该认真精确的进行所有运算。例如,即使将一个小数点的位置放错,也会使正确的设计变成错误的。 一个好的设计人员应该勇于提出新的想法,而且愿意承担一定的风险,当新的方法不适用时,就使用原来的方法。因此,设计人员必须要有耐心,因为所花费的时间和努力并不能保证带来成功。一个全新的设计,要求屏弃许多陈旧的,为人们所熟知的方法。由于许多人墨守成规,这样做并不是一件容易的事。一位机械设计师应该不断地探索改进现有的产品的方法,在此过程中应该认真选择原有的、经过验证的设计原理,将其与未经过验证的新观念结合起来。 新设计本身会有许多缺陷和未能预料的问题发生,只有当这些缺陷和问题被解决之后,才能体现出新产品的优越性。因此,一个性能优越的产品诞生的同时,也伴随着较高的风险。应该强调的是,如果设计本身不要求采用全新的方法,就没有必要仅仅为了变革的目的而采用新方法。 在设计的初始阶段,应该允许设计人员充分发挥创造性,不受各种约束。即使产生了许多不切实际的想法,也会在设计的早期,即绘制图纸之前被改正掉。只有这样,才不致于堵塞创新的思路。通常,要提出几套设计方案,然后加以比较。很有可能在最后选定的方案中,采用了某些未被接受的方案中的一些想法。
外文翻译中文
运作整合 供应链协作的首要问题是提高运作整合的程度。供应链协作课达到的好处,直接关系到捕捉效率之间的职能的企业,以及全国的企业,构成了国内或国际供应链。本章重点阐述的挑战,一体化管理,由研究为什么一体化创造价值,并通过详列的挑战,双方的企业集成和供应链整合。必不可少的供应链流程是确定的。注意的是,然后向信息技术提供,以方便集成化供应链规划。本章最后审查了定价。在最后的分析,定价的做法和政府是至关重要的供应链的连续性。 为什么整合创造价值 基本的优点与挑战的综合管理介绍了在第1章。进一步解释整合管理的重要性,有用的指出客户都至少有三个角度的价值。 传统的角度来看,价值是经济价值。第二个价值的角度来看,是市场价值。 实现双方经济和市场价值是很重要的客户。然而,越来越多的企业认识到商业上的成功也取决于第三个角度来看,价值,被称为关联性。 物流一体化目标 为实现物流一体化的供应链背景下,6个业务目标必须同时取得:( 1 )响应,( 2 )差额减少,( 3 )库存减少,( 4 )托运巩固,( 5 )质量,( 6 )生命周期支持。的相对重要性,每个直接关系到公司的物流战略。 响应 一公司的工作能力,以满足客户的要求,及时被称为反应。作为一再指出,信息技术是促进反应为基础的战略,允许业务的承诺被推迟到最后可能时间,其次是加速投放。实施对应策略服务,以减少库存承诺或部署在预期客户的需求。响应服务转向业务重点从预测未来的需求,以容纳顾客对快速订单到出货的基础上。理想的情况是,在一个负责任的系统中,库存是没有部署,直到客户承诺。支持这样的承诺,公司必须有物流的属性,库存的可用性和及时交付,一旦客户订单收到。 差异减少 所有经营领域的物流系统很容易受到差额。方差结果从未能履行任何预期的层面后勤业务不如预期。举例来说,毫不拖延地在客户订单处理,意想不到的干扰,以便选择,抵港货物损坏,在客户的位置,和/或未能提供在适当的位置上的时间,所有创造无计划的差异,在订单到交货周期。一个共同的解决办法,以保障对不利的差异是使用库存安全库存,以缓冲行动。这亦是共同使用的首选运输,以克服意想不到的差异延误交货计划。这种做法,鉴于其相关的成本高,可以尽量减少使用资讯科技,以维持积极的物流控制。向程度的差异是最小化,物流的生产力将提高。因此,差异减少,消除系统中断,是一个基本的目标,综合物流管理。 库存减少 要达到的目标,库存减少,一个综合物流系统必须控制资产的承诺,并把速度。资产的承诺,是财政的价值部署清单。把速度,反映了利率,这是充实库存随着时间的推移。高转率,再加上预期的库存供货,平均资产用于库存正在迅速而有效利用,这就是整体资产承诺支持一个综合运作减至最低。 库存能够而且确实方便可取的好处这是很重要的要请记住。库存是至关重要的实现规模经济,在制造业和采购。目的是要减少和管理存货,以尽可能最低的水平,同时实现整体供应链绩效的目标。
模具专业外文文献最新
济南大学泉城学院 毕业设计外文资料翻译 题目现代快速经济制造模具技术 专业机械制造及其自动化 班级专升本1302班 学生刘计良 学号2013040156 指导教师刘彦 二〇一五年三月十六日
Int J Adv Manuf Technol ,(2011) 53:1–10DOI 10.1007/s00170-010-2796-y Modular design applied to beverage-container injection molds Ming-Shyan Huang & Ming-Kai Hsu Received: 16 March 2010 / Accepted: 15 June 2010 / Published online: 25 June 2010 # Springer-Verlag London Limited 2010 Modular design applied to beverage-container injection molds The Abstract: This work applies modular design concepts to designating beverage-container injection molds. This study aims to develop a method of controlling costs and time in relation to mold development, and also to improve product design. This investigation comprises two parts: functional-ity coding, and establishing a standard operation procedure, specifically designed for beverage-container injection mold design and manufacturing. First, the injection mold is divided into several modules, each with a specific function. Each module is further divided into several structural units possessing sub-function or sub-sub-function. Next, dimen-sions and specifications of each unit are standardized and a compatible interface is constructed linking relevant units. This work employs a cup-shaped beverage container to experimentally assess the performance of the modular design approach. The experimental results indicate that the modular design approach to manufacturing injection molds shortens development time by 36% and reduces costs by 19 23% compared with the conventional ap-proach. Meanwhile, the information on
机械类外文翻译
机械类外文翻译 塑料注塑模具浇口优化 摘要:用单注塑模具浇口位置的优化方法,本文论述。该闸门优化设计的目的是最大限度地减少注塑件翘曲变形,翘曲,是因为对大多数注塑成型质量问题的关键,而这是受了很大的部分浇口位置。特征翘曲定义为最大位移的功能表面到表面的特征描述零件翘曲预测长度比。结合的优化与数值模拟技术,以找出最佳浇口位置,其中模拟armealing算法用于搜索最优。最后,通过实例讨论的文件,它可以得出结论,该方法是有效的。 注塑模具、浇口位臵、优化、特征翘曲变形关键词: 简介 塑料注射成型是一种广泛使用的,但非常复杂的生产的塑料产品,尤其是具有高生产的要求,严密性,以及大量的各种复杂形状的有效方法。质量ofinjection 成型零件是塑料材料,零件几何形状,模具结构和工艺条件的函数。注塑模具的一个最重要的部分主要是以下三个组件集:蛀牙,盖茨和亚军,和冷却系统。拉米夫定、Seow(2000)、金和拉米夫定(2002) 通过改变部分的尼斯达到平衡的腔壁厚度。在平衡型腔充填过程提供了一种均匀分布压力和透射电镜,可以极大地减少高温的翘曲变形的部分~但仅仅是腔平衡的一个重要影响因素的一部分。cially Espe,部分有其功能上的要求,其厚度通常不应该变化。 pointview注塑模具设计的重点是一门的大小和位臵,以及流道系统的大小和布局。大门的大小和转轮布局通常被认定为常量。相对而言,浇口位臵与水口大小布局也更加灵活,可以根据不同的零件的质量。 李和吉姆(姚开屏,1996a)称利用优化流道和尺寸来平衡多流道系统为multiple 注射系统。转轮平衡被形容为入口压力的差异为一多型腔模具用相同的蛀牙,也存
ABS塑件的注射成型工艺分析及模具设计外文翻译
毕业设计(论文)外文资料翻译 学生姓名: 学号: 专业: 指导教师: 学院: 日期:
外文资料翻译要求 一、译文内容须与课题研究或调研内容高度一致。 二、译文翻译得当、语句通顺,不少于4000字。 三、译文格式要求:译文题目(即一级标题)采用小三黑体、二级 标题采用四号黑体、三级标题采用13磅黑体;图题和表题采用五号宋体,外文和符号采用五号Times New Roman;正文采用小四宋体,外文和符号采用小四Times New Roman,行间距为20磅;A4纸双面打印。 四、原文及译文一起装订,顺序依次为封面(背面为外文资料翻译 要求)、译文评阅(单面打印)、译文、外文原文。
译文评阅 评分:___________________(百分制)指导教师(签名):___________________ 年月日
原文 Treating and the modern mould make high speed One, summarizes 1 the present situation that the mould makes at present and trend The mould is important handicraft equipment , occupies decisive position in industrid departments such as consumer goods , electrical equipment electron , automobile , aircraft fabrication. The mould is important handicraft equipment , occupies decisive position in industrid departments such as consumer goods , electrical equipment electron , automobile , aircraft fabrication. Industrial product part rough process 75%, the finish machining 50% and plastic part 90% will be completed from the mould. The Chinese mould market demand already reaches scale of 500 hundred million yuan at present. The automobile mould , the annual growth rate covering piece of mould especially will exceed 20 %; Also prompt building material mould development , various heterotype material the mould , wall surface and floor mould become new mould growth point , plastic doors and windows and plastic drain-pipe increase to exceeding 30 by in the upcoming several years %; The home appliance mould annual growth rate will exceed 10 %; The IT industry year increases % speed equally exceeding 20 , the need to the mould accounts for 20 of mould marketplace %.2004 annual Chinese machine tools implements industry output value will continue to increase. Our country mould fabrication market potential is enormous. The basis data counts , in recent years, our country mould year gross output value reaches 3 billion U. S. dollar , entrance exceeds 1 billion U. S. dollar, exceed 100 million U. S. dollar outlet. Increase by from 25% to increase to 2005 50% of 1995. The expert foretells that abroad: Asia portion being occupied by in mould fabrication in the whole world, will from 25% to increase to 2005 50% of 1995.
机械图纸中英文翻译汇总
近几年,我厂和英国、西班牙的几个公司有业务往来,外商传真发来的图纸都是英文标注,平时阅看有一定的困难。下面把我们积累的几点看英文图纸的经验与同行们交流。 1标题栏 英文工程图纸的右下边是标题栏(相当于我们的标题栏和部分技术要求),其中有图纸名称(TILE)、设计者(DRAWN)、审查者(CHECKED)、材料(MATERIAL)、日期(DATE)、比例(SCALE)、热处理(HEAT TREATMENT)和其它一些要求,如: 1)TOLERANCES UNLESS OTHERWISE SPECIFIAL 未注公差。 2)DIMS IN mm UNLESS STATED 如不做特殊要求以毫米为单位。 3)ANGULAR TOLERANCE±1°角度公差±1°。 4)DIMS TOLERANCE±0.1未注尺寸公差±0.1。 5)SURFACE FINISH 3.2 UNLESS STATED未注粗糙度3.2。 2常见尺寸的标注及要求 2.1孔(HOLE)如: (1)毛坯孔:3"DIAO+1CORE 芯子3"0+1; (2)加工孔:1"DIA1"; (3)锪孔:锪孔(注C'BORE=COUNTER BORE锪底面孔); (4)铰孔:1"/4 DIA REAM铰孔1"/4; (5)螺纹孔的标注一般要表示出螺纹的直径,每英寸牙数(螺矩)、螺纹种类、精度等级、钻深、攻深,方向等。如: 例1.6 HOLES EQUI-SPACED ON 5"DIA (6孔均布在5圆周上(EQUI-SPACED=EQUALLY SPACED均布) DRILL 1"DIATHRO' 钻1"通孔(THRO'=THROUGH通) C/SINK22×6DEEP 沉孔22×6 例2.TAP7"/8-14UNF-3BTHRO' 攻统一标准细牙螺纹,每英寸14牙,精度等级3B级 (注UNF=UNIFIED FINE THREAD美国标准细牙螺纹) 1"DRILL 1"/4-20 UNC-3 THD7"/8 DEEP 4HOLES NOT BREAK THRO钻 1"孔,攻1"/4美国粗牙螺纹,每英寸20牙,攻深7"/8,4孔不准钻通(UNC=UCIFIED COARSE THREAD 美国标准粗牙螺纹)
外文翻译中文版(完整版)
毕业论文外文文献翻译 毕业设计(论文)题目关于企业内部环境绩效审计的研究翻译题目最高审计机关的环境审计活动 学院会计学院 专业会计学 姓名张军芳 班级09020615 学号09027927 指导教师何瑞雄
最高审计机关的环境审计活动 1最高审计机关越来越多的活跃在环境审计领域。特别是1993-1996年期间,工作组已检测到环境审计活动坚定的数量增长。首先,越来越多的最高审计机关已经活跃在这个领域。其次是积极的最高审计机关,甚至变得更加活跃:他们分配较大部分的审计资源给这类工作,同时出版更多环保审计报告。表1显示了平均数字。然而,这里是机构间差异较大。例如,环境报告的数量变化,每个审计机关从1到36份报告不等。 1996-1999年期间,结果是不那么容易诠释。第一,活跃在环境审计领域的最高审计机关数量并没有太大变化。“活性基团”的组成没有保持相同的:一些最高审计机关进入,而其他最高审计机关离开了团队。环境审计花费的时间量略有增加。二,但是,审计报告数量略有下降,1996年和1999年之间。这些数字可能反映了从量到质的转变。这个信号解释了在过去三年从规律性审计到绩效审计的转变(1994-1996年,20%的规律性审计和44%绩效审计;1997-1999:16%规律性审计和绩效审计54%)。在一般情况下,绩效审计需要更多的资源。我们必须认识到审计的范围可能急剧变化。在将来,再将来开发一些其他方式去测算人们工作量而不是计算通过花费的时间和发表的报告会是很有趣的。 在2000年,有62个响应了最高审计机关并向工作组提供了更详细的关于他们自1997年以来公布的工作信息。在1997-1999年,这62个最高审计机关公布的560个环境审计报告。当然,这些报告反映了一个庞大的身躯,可用于其他机构的经验。环境审计报告的参考书目可在网站上的最高审计机关国际组织的工作组看到。这里这个信息是用来给最高审计机关的审计工作的内容更多一些洞察。 自1997年以来,少数环境审计是规律性审计(560篇报告中有87篇,占16%)。大多数审计绩效审计(560篇报告中有304篇,占54%),或组合的规律性和绩效审计(560篇报告中有169篇,占30%)。如前文所述,绩效审计是一个广泛的概念。在实践中,绩效审计往往集中于环保计划的实施(560篇报告中有264篇,占47%),符合国家环保法律,法规的,由政府部门,部委和/或其他机构的任务给访问(560篇报告中有212篇,占38%)。此外,审计经常被列入政府的环境管理系统(560篇报告中有156篇,占28%)。下面的元素得到了关注审计报告:影响或影响现有的国家环境计划非环保项目对环境的影响;环境政策;由政府遵守国际义务和承诺的10%至20%。许多绩效审计包括以上提到的要素之一。 1本文译自:S. Van Leeuwen.(2004).’’Developments in Environmental Auditing by Supreme Audit Institutions’’ Environmental Management Vol. 33, No. 2, pp. 163–1721
最新外文翻译模板精编版
2020年外文翻译模板 精编版
精品好文档,推荐学习交流 华北电力大学 毕业设计(论文)附件 外文文献翻译 学号:201001000826姓名:郑蓓 所在院系:电力工程系专业班级:电力1002 指导教师:刘英培 原文标题:Simulation of PMSM Vector Control System based on Non-linear PID and Its Easy DSP Realization 2014年4月10日
基于非线性PID永磁同步电机矢量控制系统仿真及其DSP实现 摘要 本文给出空间矢量脉宽调制(SVPWM)的基本原理,以及构建两条闭合回路矢量控制永磁同步电机(PMSM)的仿真模型方法。同时,在速度闭环对于新型非线性PID控制器进行了研究。仿真结果表明它具有无超调和小速度脉动良好的动态和静态性能。此外,利用在MATLAB中嵌入式目标为TI C2000(C2000 ETTI)的工具,我们将SVPWM仿真模型转换成可执行代码,并下载到TMS320F2812,实现基于DSP永磁同步电机的开环控制。这种方法避免了繁琐的编程工作,缩短了系统开发周期,实现了同步模拟和DSP实现永磁同步电机矢量控制系统的目标。 1 引言 永磁同步电机被广泛使用在交流伺服系统,因为它有如快速响应,出色的操控性能,尺寸小和重量轻等优点。最近,SVPWM技术逐渐取代了传统的SPWM。SVPWM的目的是产生磁通矢量来接近交流电机实际气隙磁通圆,通过在逆变器装置调整切换时间和控制电功率的通断模式。相较于SPWM,SVPWM 技术降低了谐波含量和开关损耗,其直流电压利用率也提高了很多。此外,它很容易被数字化。因此,我们在本文应用SVPWM技术。 原文出处及作者:Wang Song; Shi Shuang-shuang; Chen Chao, "Simulation of PMSM vector control system based on non-linear PID and its easy DSP realization," Control and Decision Conference, 2009. CCDC '09. Chinese , vol., no., pp.949,953, 17-19 June 2009
外文翻译中文版
铝、钙对熔融铁的复合脱氧平衡 天鸷田口,秀ONO-NAKAZATO,Tateo USUI,Katsukiyo MARUKAWA,肯KATOGI和Hiroaki KOSAKA。 研究生和JSPS研究员, 工程研究院,大阪大学,2-1山田丘, 吹田,大阪565 - 0871日本。 1)材料科学与工程课程,材料科学和制造分支,工程研究院,大阪大学, 2-1山田丘, 吹田, 大阪565 - 0871日本。 2)高端科技创新中心、大阪大学,2-1山田丘,吹田,大阪565 - 0871日本。 3)Electro-Nite贺利日本,有限公司,1-7-40三岛江,高槻,大阪569 - 0835日本。 4)TOYO工程研究中心有限公司,2-2-1春日,茨城,大阪567 - 0031日本。 (发表2005年6月17日,刊发于2005年7月20日) 氧夹杂对钢液的炼钢反应的影响是很显著的,例如脱硫。控制钢液氧含量是很重要的。使用良好的脱氧剂(如铝、钙),有效减少钢液的氧含量。研究者已经在复合脱氧方面做了一些探究。然而,实验数据不完全符合热力学数据计算值。因为没有具体可以利用的熔融铁钙脱氧的确切热力学数据。在本研究中,铝、钙对熔融铁的复合脱氧平衡控制在1873K。Al-Ca在熔铁脱氧中氧活度通过测量电动势(EMF)的方法求得。Al-Ca复合脱氧平衡实验的有效性由过去的和现在的研究结果共同综合判断的,本实验的Al-Ca脱氧平衡能够比过去的研究更好地反应Fe-Al-Ca-O系的关系。 关键词:复合脱氧,铝合金,钙,氧活度,电动势方法,炼钢,生石灰,氧化铝。 1前言 近年来,随着对超洁净钢的要求越来越高,需要更严格地控制钢中夹杂物。降低和控制钢中夹杂物含量在几个ppm以内。特别地,氧夹杂在钢液炼钢反应中的影响(例如脱硫)是非常大的,控制钢液中氧含量是非常重要的。使用强脱氧剂(如铝、钙)有效降低钢液的氧含量。Al-Ca复合脱氧是更有效的,已经做了一些关于复合脱氧的实验。然而,实验结果不完全符合热力学计算值,因为钙在熔铁脱氧平衡的热力学数据被认为由于测量困难是不可靠的。基于这个
毕业论文外文翻译模板
农村社会养老保险的现状、问题与对策研究社会保障对国家安定和经济发展具有重要作用,“城乡二元经济”现象日益凸现,农村社会保障问题客观上成为社会保障体系中极为重要的部分。建立和完善农村社会保障制度关系到农村乃至整个社会的经济发展,并且对我国和谐社会的构建至关重要。我国农村社会保障制度尚不完善,因此有必要加强对农村独立社会保障制度的构建,尤其对农村养老制度的改革,建立健全我国社会保障体系。从户籍制度上看,我国居民养老问题可分为城市居民养老和农村居民养老两部分。对于城市居民我国政府已有比较充足的政策与资金投人,使他们在物质和精神方面都能得到较好地照顾,基本实现了社会化养老。而农村居民的养老问题却日益突出,成为摆在我国政府面前的一个紧迫而又棘手的问题。 一、我国农村社会养老保险的现状 关于农村养老,许多地区还没有建立农村社会养老体系,已建立的地区也存在很多缺陷,运行中出现了很多问题,所以完善农村社会养老保险体系的必要性与紧迫性日益体现出来。 (一)人口老龄化加快 随着城市化步伐的加快和农村劳动力的输出,越来越多的农村青壮年人口进入城市,年龄结构出现“两头大,中间小”的局面。中国农村进入老龄社会的步伐日渐加快。第五次人口普查显示:中国65岁以上的人中农村为5938万,占老龄总人口的67.4%.在这种严峻的现实面前,农村社会养老保险的徘徊显得极其不协调。 (二)农村社会养老保险覆盖面太小 中国拥有世界上数量最多的老年人口,且大多在农村。据统计,未纳入社会保障的农村人口还很多,截止2000年底,全国7400多万农村居民参加了保险,占全部农村居民的11.18%,占成年农村居民的11.59%.另外,据国家统计局统计,我国进城务工者已从改革开放之初的不到200万人增加到2003年的1.14亿人。而基本方案中没有体现出对留在农村的农民和进城务工的农民给予区别对待。进城务工的农民既没被纳入到农村养老保险体系中,也没被纳入到城市养老保险体系中,处于法律保护的空白地带。所以很有必要考虑这个特殊群体的养老保险问题。