盾构刀具材料
盾构刀具材料
北京固本科技有限公司胡建平
机械化盾构机的掘削机构,具有开挖地层、稳定开挖面、搅拌渣土等功能,并承受大扭矩、大推力和冲击载荷的作用,其工作状况非常恶劣。因此,刀盘在盾构推进过程中将会不可避免地出现磨损。然而,由于刀盘不可避免的磨损往往给工程带来干扰和隐患,这就需要在短时间内对盾构修复,从而为盾构机开始新的掘进任务提供良好的设备条件.
1.盾构磨损情况
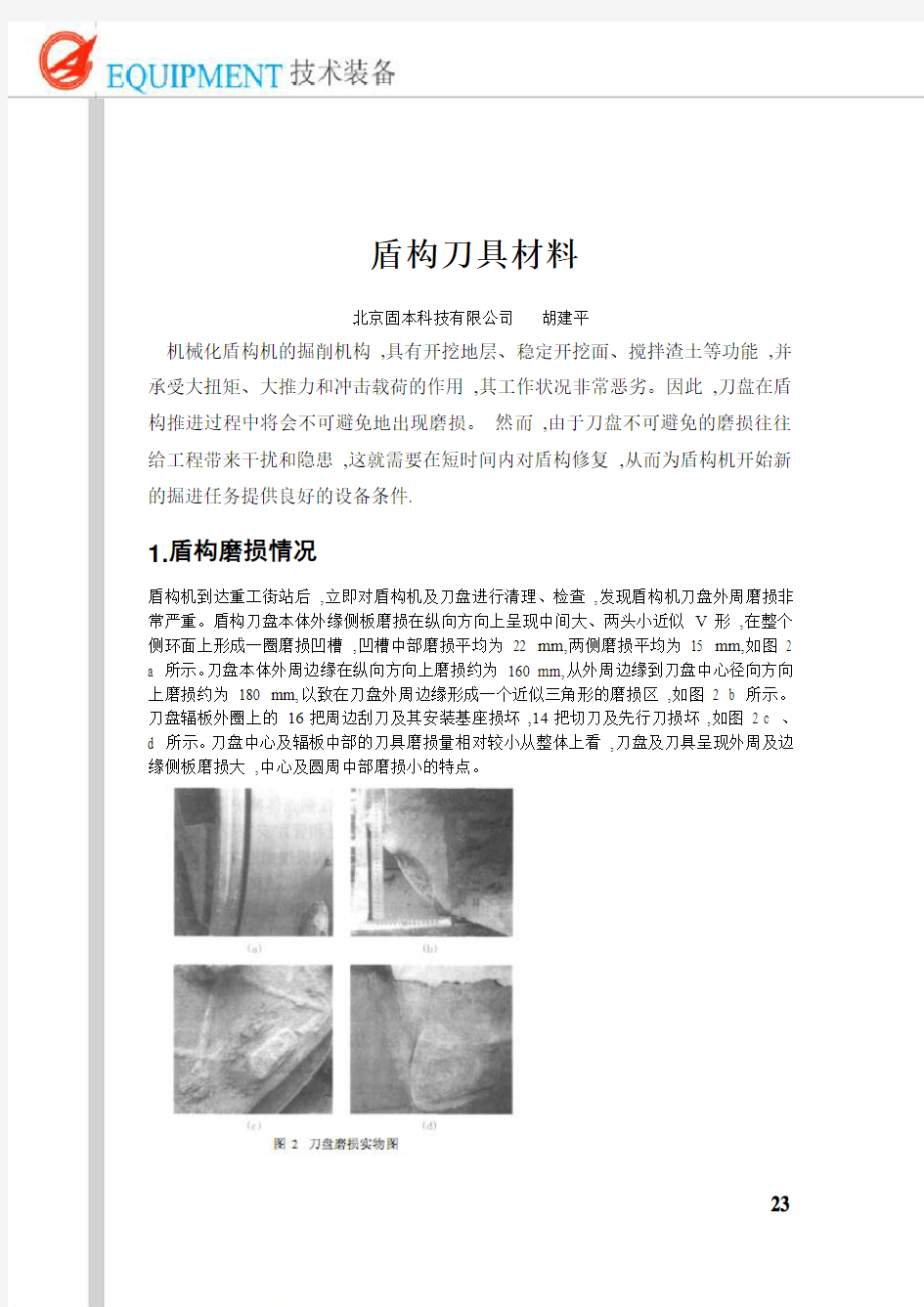
盾构机到达重工街站后,立即对盾构机及刀盘进行清理、检查,发现盾构机刀盘外周磨损非常严重。盾构刀盘本体外缘侧板磨损在纵向方向上呈现中间大、两头小近似V形,在整个侧环面上形成一圈磨损凹槽,凹槽中部磨损平均为22 mm,两侧磨损平均为15 mm,如图 2 a 所示。刀盘本体外周边缘在纵向方向上磨损约为160 mm,从外周边缘到刀盘中心径向方向上磨损约为180 mm,以致在刀盘外周边缘形成一个近似三角形的磨损区,如图 2 b 所示。刀盘辐板外圈上的16把周边刮刀及其安装基座损坏,14把切刀及先行刀损坏,如图2 c 、d 所示。刀盘中心及辐板中部的刀具磨损量相对较小从整体上看,刀盘及刀具呈现外周及边缘侧板磨损大,中心及圆周中部磨损小的特点。
3.盾构刀具材料使用方案
从盾构机刀具磨损情况来看,由于刀具本体基本完好,大部分刀具磨损在容许范围内,剩余刀刃高度能够满足右线掘进任务,没有必要更换整个刀盘或者是全部刀具,只需要对磨损的刀盘本体和刀具进行焊接修复和更换,即可保证盾构机正常进行下阶段的掘进施工。盾构刀具材料修复的原则是保证修复后的刀具本体性能不低于原设计制造的水平,保证更换的刀具与出厂配备的刀具性能相匹配。为此,在深入分析和研究之后,决定采用北京固本耐磨焊丝(焊丝样品图3)堆焊修复具体盾构刀具材料修复方案:
1 对盾构刀具本体外缘侧板环面,采用埋弧堆焊的方式,首先填平一圈凹槽,然后堆焊整个侧板环面,在环面上形成一圈耐磨层,使得刀具本体直径恢复到出厂时的6240 mm。
2 刀具外周边缘的倒角磨损采用加焊一圈耐磨钢板的方式对其进行恢复补强。钢圈外径为6240 mm,内径5920 mm,厚度30 mm。钢圈面与刀盘本体面平齐,钢圈与刀具本体焊接采用二氧化碳保护焊,用埋弧堆焊把钢圈与刀具面板之间的缝隙和钢圈与刀具外缘侧板环面之间的凹槽填平。钢圈表面采用二氧化碳保护焊堆焊栅格状的耐磨堆焊层。
【图3】
3.盾构刀具修复材料参数:
焊丝直径 1.6mm
焊接电流240-280A
焊接电压26-31V
保护气体纯二氧化碳
熔敷金属化学成分:
碳C 锰Mn 硅Si 铌Nb 钨V 其他
1% 1.2% 0.8% 7% 5% 3%
4、结束语
本次修复采用北京固本耐磨焊丝,制定合理的堆焊盾构刀具材料修复工艺,
恢复盾构机原有外型尺寸,有效减少非正常磨损,保证后续正常的施工质量和进度。需要指出的是采用北京固本耐磨焊丝特点:产品焊接在盾构机刀盘上可形成硬度HRC64的耐磨层,延长截齿工作寿命提高工作效率。
投稿日期:2011年10月22日
盾构刀具选择详述
盾构机刀具配置是盾构机刀具设计中是非常重要的内容。本论文着重介绍了刀具的种类和切削原理,同时针对不同的地层情况,提出刀具的具体配置方式。针对盾构机在复合地层隧道掘进,解释了刀具配置的差异性、刀具配置的“矛盾”现象。结合工程实例,在砂卵石地层中(尤其是含大直径漂石)长距离隧道掘进的工况下,提出了盾构机生产厂家关于刀具配置新的设计理念和思路。最后提出了刀具配置设计中应考虑的因素。 1、引言 盾构机刀具的配置是盾构机刀具设计中是非常重要的内容,其配置是否适合应用工程的地质条件,直接影响盾构机的刀盘的使用寿命、切削效果、出土状况、掘进速度和施工效率。 2、刀具种类和切削原理 2.1、切刀(齿刀,刮刀) 切刀是软土刀具,布置在刀盘开口槽的两侧,其切削原理是盾构机向前推进的同时,切刀随刀盘旋转对开挖面土体产生轴向(沿隧道前进方向)剪切力和径向(刀盘旋转切线方向)切削力,在刀盘的转动下,刀刃和刀头部分插入到地层内部,不断将开挖面前方土体切削下来。切削刀一般适用于粒径小于400mm的砂、卵石、粘土等松散体地层。
2.2、先行刀(超前刀) 先行刀是先行切削土体的刀具,超前切刀布置。先行刀在设计中主要考虑与其它刀具组合协同工作。先行刀在切刀切削土体之前先行切削土体,将土体切割分块,为切刀创造良好的切削条件。先行刀的切削宽度一般比切刀窄,切削效率较高。采用先行刀,可显著增加切削土体的流动性,大大降低切刀的扭矩,提高切刀的切削效率,减少切刀的磨耗。在松散体地层,尤其是砂卵石地层先行刀的使用效果十分明显。 2.3、贝型刀
贝型刀实质上是超前刀,盾构机穿越砂卵石地层,特别是大粒径砂卵石地层时,若采用滚刀型刀具,因土体屑松散体,在滚刀掘进挤压下会产生较大变形,大大降低滚刀的切削效果,有时甚至丧失切削破碎能力。将其布置在刀盘盘圈前端面,专用于切削砂卵石。 2.4 、中心刀(鱼尾刀、双刃或三刃滚刀、锥形刀、中心羊角刀) 在软土地层掘进时,因刀盘中心部位不能布置切刀,为改善中心部位土体的切削和搅拌效果,可在中心部位设计一把尺寸较大的鱼尾刀(羊角刀),一般鱼尾刀超前600 mm左右。鱼尾刀的设计和配置方式如下:其一让盾构分两步切削土体,利用鱼尾刀先切削中心部位小圆断面土体,而后扩大到全断面切削土体,即将鱼尾刀设计与其它切刀不在一个平面上,即鱼尾刀超前切刀布置,保证鱼尾刀最先切削土体;其二是将鱼尾刀根部设计成锥形,使刀盘旋转时随鱼尾刀切削下来的土体,在切向、径向运动的基础上,又增加一项翻转运动,这样既可解决中心部分土体的切削问题和改善切削土体的流动性和搅拌效果,又大大提高盾构整体掘进效果。 在纯硬岩地层掘进时,到盘中心位置布置双刃或三刃滚刀。
刀具市场分析
刀具市场分析
————————————————————————————————作者:————————————————————————————————日期: ?
据有关资料显示,去年我国共进口各类刀具产品两万三千三百六十四件,比上年增加64%;进口刀具购置费高达两亿八千五百壹拾六美元,比上年增加87%。这些数字说明,国产刀具还远远赶不上机床主机的发展,所以才造成目前“洋刀"畅销的局面。 在市场经济全球化趋势愈加显著的今天,明确与国际先进水平的差距,找准五金刀具制造界的发展趋势并迎头赶上,便显得尤为重要。我国已经成为“世界制造工厂”,这只是一些乐观人士的估计。目前,我国制造业的主力还是集中在搞来料加工,独立生产高尖端技术型产品的能力还不强,整体竞争力还有待提高。与国际水平相比,我们的差距在哪里??据专家分析,我国的差距是阶段性的。主要表现在,制造业仍以低端制造业为主,产品附加值不高,仅为26.23%。作为出口大国的我国,出口物品主要是劳动密集型产品,技术含量低。与此同时,我国制造业的能耗却高出国际发达水平20%到30%。进入新世纪以来,随着发达国家的制造业大规模向中国转移,同时国内制造业也加快了技术改造的步伐,于是国产数控机床开始大量进入制造领域。随之一个尖锐的矛盾很快浮出了水面,先进的数控机床,配不到先进的国产刀具,不得不配“洋刀”。?中国刀具工业几十年如一日的产品结构,在新的发展时期终于暴露出严重缺陷,拖了制造业现代化的后腿。如何解决差距,加速产业发展? 中国的刀具企业和先进的跨国刀具企业相比,从资金、技术、装备和管理水平等方面都存在很大的差距,似乎找不到什么优势。但是我认为,至少有两大优势是中国刀具工业发展的宝贵条件。那就是:自然资源和人力资源。可惜这两种资源都没有被很好利用和把握,丧失了很多发展机遇。我国刀具材料的资源得天独厚。2003年我国生产高速钢6万吨,硬质合金1.25 万吨,都占到世界总量的40%左右。但是,同年我国刀具的销售额,还不到全球刀具销售额的6%,这个巨大的反差令人震惊。说明我国刀具产品的附加值太低。在人力资源方面,我国刀具工业几十年来培养了一支素质良好的职工队伍。虽然受我国工业基础水平的影响,知识陈旧了一些,需要更新和提高。但这一步是不难赶上去的。许多外资企业从中国刀具企业聘请了大批人员,经过培训都能很快适应现代刀具的生产、营销和服务工作,表现十分出色,证明了这支队伍的能力。但由于我国刀具企业长期生产千篇一律的标准产品,把这支队伍的开发潜力和服务潜能白白地浪费了,这是十分可惜的。那么,怎样才能充分发挥我国的资源优势和人力优势,把刀具工业的发展推向一个新水平呢?专家认为首先要从转变观念强化服务入手。刀具企业要彻底丢掉几十年来养成的千篇一律,有啥卖啥的旧习惯,把满足制造业的需求放在首位。树立了这样的指导思想和发展方针,即使没有大量的现代化装备,也能生产出用户欢迎的好产品。有了这种指导思想,浪费资源的粗制滥造,浪费人才的墨守成规,就会大大减少。?近年来,我国刀具工业开始涌现了一批科技型的民营企业,就是这样发展起来的,其成长速度超过了力量雄厚的国有企业,值得关注。刀具工业要解决现代化的课题,强化服务意识和提高服务水平是重中之重,其紧迫性远远超过装备的改善。我们有过很多沉痛的教训,一些企业花大价钱引进了国外先进装备,但旧观念没有改变,依然生产千篇一律的标准刀具,结果不受市场欢迎。当今发达国家的现代刀具制造业,经过上世纪80年代以来的兼并、重组和提高,呈现出“高起点、大投入、规模化、国际化"的特点和集中化趋势。10家最大的跨国刀具集团,占有国际刀具市场三分之二的份额。我国刀具企业与之相比,不论在产品开发能力、工艺开发能力、装备开发能力和营销服务水平方面都存在很大差距。必须承认,这个差距不是一朝一夕能够赶上去的。刀具工业毕竟是一个传统产业,和高新技术发展规律是不一样的。很多技术和经验,要依靠一个长期积累的过程。我国刀具工业在近年的改革发展中,也开始注意到根据自身条件,准确定位,选择合理发展模式的问题。很多大中型企业,都放弃了“大而全"、“小而全"的发展模式,开始呈现出各自的特色,这是一个十分可喜的现象。但是特色产品和服务的比重还不够大,转型速度还不够快。说明紧迫感不强,没有完全摆脱传统体制的影响,所以改革的步伐还要加快。在市场经济竞争中,企业是竞争的主体,它必须为自身的生存和发展负责。?所以,当前我国刀具工业的发展,不能满足制造业的需要,首先要从企业本身找原因,想出解决的办法。但另一方面,必须看到,我国市场经济的发展历史还很短,市场运作上还有很多不规范不完善的地方,影响了企业的健康发展,有时这种影响还十分严重。必须要政、企沟通,取得共识,由政府出面来解决。例如,多年来阻碍刀具工业健康发展的“劣质低价产品恶性竞争"和“不公平的投资导向"。这两大问题,都和政府行为有直接的关系。世界先进水平就是中国五金刀具制造界努力的方向。我国五金刀具制造业的发展方向,专家总结为四点:一、大力发展节约资源型、环境友好型产业;二、改变产品档次,争取以质取胜,把信息技术嫁接到产品中;三、加快培养以企业为主体的技术创新体系; 四、加速高新技术的产业化。 刀具市场分析
成都地区管片选型技术
成都地铁管片选型技术 一、成都地铁管片设计参数 1、衬砌环构造 成都地铁采用的衬砌环外径6000mm,内径5400mm。管片幅宽分为1500mm,1200mm,管片厚度300mm。混凝土强度等级C50,抗渗等级P12。每环衬砌环由6块管片组成,其中1块封顶块、2块邻接块、3块标准块。为了满足与曲线段线路的拟合及施工纠偏的需要,设计了标准环、左转弯楔形环和右转弯楔形环,通过合理的组合来拟合不同的曲线。成都地铁采用的楔形环为双面楔形,单面楔形量为19mm,转角为0.1814°,整环楔形总量为38mm,转角为0.363°。 2、管片连接 衬砌环纵、环缝连接采用弯螺栓连接,其中1500mm幅宽的管片每环纵缝采用12根M27螺栓,每个环缝采用10根M27螺栓;1200mm幅宽的管片每环纵缝采用12根M24螺栓,每个环缝采用10根M24螺栓。 二、管片选型的分析 根据设计线路进行掘进,避免产生不必要的偏差。在实际掘进过程中,盾构机因为地质不均、推力不均等原因,盾构机的姿态经常会偏离隧道设计线路,当盾构机偏离设计线路进行纠偏时,要特别注意管片选型,避免因盾尾间隙过小而造成管片破损等事故。 1、管片拼装点位的分析
管片的拼装点位表示每一环管片中封顶块所在的位置。根据成都地区管片的设计构造图,将管片拼装分为10个点位,分别是1点(封顶块右偏18°)、2点(封顶块右偏54°)、3点(封顶块右偏90°)、4点(封顶块右偏126°)、5点(封顶块右偏162°)、6点(封顶块左偏162°)、7点(封顶块左偏126°)、8点(封顶块左偏90°)、9点(封顶块左偏54°)、10点(封顶块左偏18°)。 管片点位的划分是以管片的分块形式和螺栓孔的位置为依据,合适的点位才能确保两环之间所有的纵向螺栓孔的位置能够重合。在成都地铁盾构隧道管片采用错缝拼装,拼环时点位尽量优先选用ABA (1点、10点)形式,其中第一环的封顶块管片从正上方右偏18°,第二环的封顶块管片从正上方左偏18°。根据相邻两环管片不能通缝的原则,对每一环管片的点位进行选择,并优选合理的点位来拟合隧道的线形与盾构机的纠偏。管片的拼装点位有一定的规律性,现为了保证隧道的美观和防水效果,将管片的点位划分为两类:上半区点位(1点、2点、3点、8点、9点、10点),下半区点位(4点、5点、6点、7点)。其中上半区点位位于隧道中线以上(含中线),有利于管片拼装和隧道的防水质量,因此上半区作为管片点位选择的主要区域。从管片拼装点位的位置模拟看出成都地铁的管片点位可分位奇数和偶数点位。相邻的两环管片不能为同类型的点位。即,如果上一环封顶块的位置在奇数点位上,则下一环管片选择时只能选择封顶块位置在偶数点位上,只有这样才可确保拼装的相邻管片不通缝;反之,如果上一环封顶块的位置在偶数点位上,则下一环管片选择时只能选择封顶块位置在奇数点位上。例如:上一环选择3点,则下一环就可优先选择2点、8点、10点。
盾构刀具布置分布形式
盾构机刀具配置 盾构机刀具配置是盾构机刀具设计中是非常重要的内容。本论文着重介绍了刀具的种类和切削原理,同时针对不同的地层情况,提出刀具的具体配置方式。针对盾构机在复合地层隧道掘进,解释了刀具配置的差异性、刀具配置的“矛盾”现象。结合工程实例,在砂卵石地层中(尤其是含大直径漂石)长距离隧道掘进的工况下,提出了盾构机生产厂家关于刀具配置新的设计理念和思路。最后提出了刀具配置设计中应考虑的因素。 1 、引言 盾构机刀具的配置是盾构机刀具设计中是非常重要的内容,其配置是否适合应用工程的地质条件,直接影响盾构机的刀盘的使用寿命、切削效果、出土状况、掘进速度和施工效率。 2 、刀具种类和切削原理 2.1、切刀(齿刀,刮刀) 切刀是软土刀具,布置在刀盘开口槽的两侧,其切削原理是盾构机向前推进的同时,切刀随刀盘旋转对开挖面土体产生轴向(沿隧道前进方向)剪切力和径向(刀盘旋转切线方向)切削力,在刀盘的转动下,刀刃和刀头部分插入到地层内部,不断将开挖
面前方土体切削下来。切削刀一般适用于粒径小于400mm的砂、卵石、粘土等松散体地层。 2.2、先行刀(超前刀) 先行刀是先行切削土体的刀具,超前切刀布置。先行刀在设计中主要考虑与其它刀具组合协同工作。先行刀在切刀切削土体之前先行切削土体,将土体切割分块,为切刀创造良好的切削条件。先行刀的切削宽度一般比切刀窄,切削效率较高。采用先行刀,可显著增加切削土体的流动性,大大降低切刀的扭矩,提高切刀的切削效率,减少切刀的磨耗。在松散体地层,尤其是砂卵石地层先行刀的使用效果十分明显。 2.3、贝型刀
贝型刀实质上是超前刀,盾构机穿越砂卵石地层,特别是大粒径砂卵石地层时,若采用滚刀型刀具,因土体屑松散体,在滚刀掘进挤压下会产生较大变形,大大降低滚刀的切削效果,有时甚至丧失切削破碎能力。将其布置在刀盘盘圈前端面,专用于切削砂卵石。 2.4 、中心刀(鱼尾刀、双刃或三刃滚刀、锥形刀、中心羊角刀) 在软土地层掘进时,因刀盘中心部位不能布置切刀,为改善中心部位土体的切削和搅拌效果,可在中心部位设计一把尺寸较大的鱼尾刀(羊角刀),一般鱼尾刀超前600 mm左右。鱼尾刀的设计和配置方式如下:其一让盾构分两步切削土体,利用鱼尾刀先切削中心部位小圆断面土体,而后扩大到全断面切削土体,即将鱼尾刀设计与其它切刀不在一个平面上,即鱼尾刀超前切刀布置,保证鱼尾刀最先切削土体;其二是将鱼尾刀根部设计成锥形,
盾构刀具简介
盾构刀具简介 吕志峰,刘玉海,刘学红 山东天工岩土工程设备有限公司 ,山东聊城 252000) 摘 要:盾构刀具是盾构机切削岩土的工 具。本文介绍了盾构机用刀具的分 类,扼要叙述了盾构机 的切削 刀 具和滚压刀具的功能 、形状、用材及制造工 艺,对盾构机用刀具的使用者与管理者有借鉴作 用。 关键词:盾构刀具;切削刀分类;滚刀结构;刀具焊接 中图 分类号:TD421.2+5 文献标志码:B In troductio nto Shield Machi neCutter LU Zhi-feng, LIU Yu-hai, LIU Xue-hong (Shandong Techgongeotechnica Engineering Equipment Co., Ltd, Liaocheng 252000 Shandong ProvincChina) Abstract: The shield machine cutter is a type of tool employed by a shield machine to cut n&cSoil. The paper describes the category of shieldmachinecutters and focuses on the function, shape, material, and manufacturing process of cutters and rolling cutters used on the shieldachine. It can function as a referencfor the usersand keepers of shield machinecutters. Key words: shield machine cutterthe category of shield machine cutters; the structure of rollingutters;the cutter welding 经历了从依赖进口到平分国内市场 ,到部分产品 出口的过程。 本文简要介绍盾构刀具的分类和组成 。 1盾构刀具的分类 收稿日期:201 3-05-08 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 自钻式锚固钻具是集钻进 、注浆、锚固为一 体的岩土锚固工具 ,在国外地下工程施工、隧道 锚固、采矿巷道和建筑基坑加固 、公路、铁路山体 边坡治理、大型水电工程地下厂房整体支护 、以 及地质灾害救助等众多工程项目中大量使用 。 近年来,随着我国基础建设工程项目中对施 工周期和质量要 求的提高,使用自钻式锚固钻具 的数量在持续增 加。目前,国内对自钻式锚固钻 具的生产尚属于初期发展阶段 ,仅有的几家生产 企业集中在四川成都和陕西汉中一带 ,且产量和 品种规格都 很有限,有条件的钎钢钎具生产企业 应该关注这种 产品的国内 外市场发展趋 势和 需 求动向。 参考文献: [1] AtlasCopco.MA SDA self drillin g anchors[Z].AtlasCopco Geotechnics Drillin gand Exploration. [2] Atlas Copco .Micropiles for geotechnics engineering [Z]. Atlas Copco Ground Engineering^roducts. [3] Atlas Copco .Rock reinforcementcatalogue [Z].Atlas Copco Rock ReinforcementProducts. 2013年第3期 住 1^4-2014 China Academic Jaunial Electronic Publishing House. All rights reserved, htrp: Avww xnkid] 盾构刀具是盾构法施工不可缺少的工具 。近 年来,随着盾构法施工在我国 城市轨道、城市管 网、公路、铁路、水利等隧道建设中的广泛应用和 在煤矿巷道挖掘中 的推广试用,盾构设备及刀具 的发展空间和需求将会越来越大 。我国盾构刀具
我国刀具市场发展调研报告
我国刀具市场发展调研报告以下提供一篇调研报告给大家参考! 做好文化产业发展,以完美的精神面貌,以高素质的文化品牌推动精神文明建设快速发展。下面为大家搜集的一篇“关于文化产业发展调研报告”,供大家参考借鉴,希望可以帮助到有需要的朋友! 我国目前年刀具销售额为145亿元,其中硬质合金刀具所占比例不足25%,不仅与国际市场刀具产品结构相去甚远,也不能满足国内制造业对硬质合金刀具日益增长的需求。国内制造业消费的刀具中,硬质合金刀具比重已达50%以上,供需结构脱节的问题已十分严重,其后果是大量过剩的高速钢刀具以低价出口或内销,同时高效硬质合金刀具却不得不依靠大量进口,进口量已从XX年的亿美元上升到XX 年的亿美元。 在发达国家,目前硬质合金刀具已占刀具的主导地位,比重达70%。而高速钢刀具正以每年1%-2%的速度缩减,目前所占比例已降至30%以下。金刚石、立方氮化硼等超硬刀具的比重为3%左右。
我国目前年产高速钢材8万吨左右,约占全球总产量的40%,消耗了大量宝贵的钨、钼等稀有资源。这种盲目扩张和低水平重复,使得生产的高速钢刀具大量过剩,不得不以低价销售,导致大量刀具生产企业效益低下。年产硬质合金万吨,也占全球总产量的40%左右。但是,硬质合金制品中附加值最高的切削刀片产量只有3千余吨,只占20%。这种状况,一方面造成国内急需的硬质合金刀具供给不足,另一方面也使宝贵的硬质合金资源未得到充分利用。 从经济效益方面比较,我国硬质合金年销售收入约亿美元;日本仅为我国产量的40%,但销售收入高达亿美元,其中刀片的比重高达72%,使资源得到了充分利用,企业也获得了良好效益。我国工具工业应该从中得到一些有益的启示。 对枣园村村民小组的入组道路逐步进行维修改造、改善村容村貌。由于资金问题我们村的入组道路一直没有统一硬化,村民随便在房前屋后堆积家畜粪便、乱倒垃圾、存放柴火,显得比较凌乱;道路两边也没有种植树木,进行绿化,每到下雨天,村民行走在泥泞的路上,走进院落,都会留下两排带有泥土的鞋印,使干净整洁的院落略显凌乱。因此,我们对入组的道路准备进行硬化整治,以改变脏乱差现象和村民下雨天出行难的局面。
盾构机结构详解
盾构机技术讲座 一.盾构机结构(EPB总体结构图) 盾构是一个具备多种功能于一体的综合性隧洞开挖设备,它集和了盾构施工过程中的开挖、出土、支护、注浆、导向等全部的功能,目前,盾构机已成为地下交通工程及隧道建设施工的首选设备被广泛使用。其优点如下: 1. 不受地面交通、河道、航运、季节、气候等条件的影响。 2. 能够经济合理地保证隧道安全施工。 3. 盾构的掘进、出土、衬砌、拼装等可实行自动化、智能化和施工运输控制信息化。 4. 掘进速度较快,效率较高,施工劳动强度较低。 5. 地面环境不受盾构施工的干扰。 其缺点为: 1. 盾构机械造价较高。 2. 在饱和含水的松软地层中施工地表沉陷风险大。 3. 隧道曲线半径过小或埋深较浅时难度较大。 4. 设备的转移、运输、安装及场地布置等较复杂。 盾构作为一种保护人体和设备的护体,其外形(断面形状)随所建的工程要求不同有圆形、双圆形、三圆形、矩形、马蹄形、半圆形等。(如:人行道方形能最大限度的利用空间、过水洞马蹄形符合流体力学、公路隧道半圆形利用下玄跑车)。而因圆形断面受力好、圆形盾构设备制造相对简单及成本相对低廉,绝大部分盾构还是采用传统的圆形。 为适应各种不同类型土质及盾构机工作方式的不同,盾构机可分为三种类型、四种模式:
三种类型: (1)软土盾构机; (2)硬岩盾构机; (3)混合型盾构机。 四种模式: (4)开胸式; (5)半开胸式(半闭胸式、欠土压平衡式); (6)闭胸式(土压平衡式); (7)气压式。 软土盾构机适应于未固结成岩的软土、某些半固结成岩及全风化和强风化围岩。刀盘只安装刮刀,无需滚刀。 硬岩盾构机适应于硬岩且围岩层较致密完整,只安装滚刀,不需要刮刀。 混合盾构机适应于以上两种情况,适应更为复杂多变的复合地层。可同时安装滚刀和刮刀。 气压盾构是在加气压状态下的施工模式,即可用于泥水加压式盾构机,也可用于土压平衡式盾构机。
管片选型方法
管片选型方法 1、引言 管片选型的目的就是按照设计线路的要求,选择适宜的点位将管片拼装成型,尽可能得符合设计线路。管片选型的基本思路是根据设计线路和盾构机姿态,计算已成型管片与设计线路的相对趋向,选择下一环管片的安装点位,以拟合成型管片与设计线路的相对误差,同时管片选型还需兼顾盾尾间隙。 2、趋向 趋向的定义 趋向,实际是角度,只是代表的含义不同,趋向表示以此角度的方向上前进1米而在该角度上变化多少毫米,故趋向的单位是mm/m。例如盾构机与设计线路的相对趋向,实为盾构机轴向与设计线路中线的夹角,若VMT上显示盾构机的水平趋向为4,其意义为盾构机按目前的方向每往前推进1米,则盾构机水平方向要偏离设计线路中线+4毫米。垂直方向上的趋向理解同上。
盾构机与设计线路的相对趋向为α,后续管片与盾构机的相对趋向为β,则后续管片与设计线路之间相对趋向为α+β。 趋向的计算 现以海瑞克盾构机(刀盘米)为例,进行趋向的计算。按常规操作
规定水平方向右为正,左为负;垂直方向上为正,下为负。 海瑞克盾构机VMT测量系统前点位于切口换处,后点位于中盾内,前点和后点的距离为米,为计算方便取4米;盾构机推进油缸位置处于中心对称半径为米的圆上,相邻油缸距离约4米。 根据VMT测量系统的显示能得知盾构机前点为(x1,y1),后点为(x2,y2),故盾构机相对设计线路的水平趋向为α1=(x1-x2 )/4 ,垂直趋向为α2=(y1- y2 )/4。 同理,管片相对盾构机的趋向可以根据推进油缸的行程计算得出。设四组油缸行程分别为L A、L B、 L C、L D,根据推进油缸中心对称的原理得知,水平方向油缸行程差为L A- L D = L B - L C,垂直方向油缸行程差为L A- L B = L D - L C,故管片相对盾构机的水平趋向为β1=(L A- L D)/4 ,垂直趋向为β2=(L A- L B)/4。 所以管片与设计线路的水平趋向为α1+β1=(x1-x2 )/4+(L A- L D)/4,垂直趋向为α2+β2 =(y1- y2 )/4+(L A- L B)/4;管片选型的目标是尽量使管片与设计线路的趋向接近于零,故下环管片应尽量选取管片自身水平趋向为-(α1+β1),垂直趋向为-(α2+β2)的点位。 当盾构机正常掘进时,|α1+β1|、|α2+β2 |均应控制在0~3之间,在4~6之间应该调整,绝对不允许大于6。在纠偏线路上,应根据纠偏线路,|α1+β1|、|α2+β2 |可略增加,增加幅度与盾构机实际纠偏线路的趋向一致。 3、管片选型实例计算 直线段管片选型
2015-2020年中国切削刀具制造行业研究报告
2015-2020年中国切削刀具制造行业研究及市场投资决策报告 中国产业信息网
什么是行业研究报告 行业研究是通过深入研究某一行业发展动态、规模结构、竞争格局以及综合经济信息等,为企业自身发展或行业投资者等相关客户提供重要的参考依据。 企业通常通过自身的营销网络了解到所在行业的微观市场,但微观市场中的假象经常误导管理者对行业发展全局的判断和把握。一个全面竞争的时代,不但要了解自己现状,还要了解对手动向,更需要将整个行业系统的运行规律了然于胸。 行业研究报告的构成 一般来说,行业研究报告的核心内容包括以下五方面:
行业研究的目的及主要任务 行业研究是进行资源整合的前提和基础。 对企业而言,发展战略的制定通常由三部分构成:外部的行业研究、内部的企业资源评估以及基于两者之上的战略制定和设计。 行业与企业之间的关系是面和点的关系,行业的规模和发展趋势决定了企业的成长空间;企业的发展永远必须遵循行业的经营特征和规律。 行业研究的主要任务: 解释行业本身所处的发展阶段及其在国民经济中的地位 分析影响行业的各种因素以及判断对行业影响的力度 预测并引导行业的未来发展趋势 判断行业投资价值 揭示行业投资风险 为投资者提供依据
2015-2020年中国切削刀具制造行业研究及市场投资 决策报告 【出版日期】2015年 【交付方式】Email电子版/特快专递 【价格】纸介版:7000元电子版:7200元纸介+电子:7500元【报告编号】R350914 报告目录: 第1章:中国切削刀具制造行业发展综述14 1.1 切削刀具制造行业定义及分类14 1.1.1 行业概念及定义14 1.1.2 行业主要产品大类14 1.1.3 行业在国民经济中的地位14 1.2 切削刀具制造行业统计标准15 1.2.1 切削刀具制造行业统计部门和统计口径15 1.2.2 切削刀具制造行业统计方法15 1.2.3 切削刀具制造行业数据种类16 1.3 切削刀具制造行业原材料市场分析17 1.3.1 切削刀具制造行业产业链简介17 1.3.2 刀具材料市场发展状况分析18 (1)工具钢行业发展状况分析18 1)工具钢行业总体状况18
最全最详细的盾构机词汇
最全最详细的盾构机词汇 Tunnel Glossary English Chinese German 英语/中文/德语 Adaptability 适应性 ANPASSUNGSF?HIGKEIT Advance Speed 掘进速度VORTRIEBSGESCHWINDIGKEIT Air Bubble 压缩空气 LUFTBLASE, LUFTPOLSTER Air Scrubber 除尘器(仅用于硬岩掘进机)STAUBABSCHEIDER, ENTSTAUBER Anchor Bolt 锚杆 ANKERSCHRAUBE Annular Space 背后注浆间隙 RINGSPALT Anti Roll Jack 防旋转千斤顶VERROLLKORREKTURZYLINDER Anti-Rotation Fin 防旋转用的姿势定位板VERROLLUNGSFLüGEL Aperture 孔径、开口 ?FFNUNG Articulated Cutterhead 铰接式刀盘GELENKIGER BOHRKOPF Articulation Cylinders 铰接油缸GELENKZYLINDER Back Grouting 壁后注浆 HINTERFüLLUNG Back-up Equipment 后配套设备 NACHL?UFER
Back-up Train 后配套台车 NACHL?UFER Band Conveyor 带式传输机 BANDF?RDERER Belt Conveyor 皮带运输机 BANDF?RDERER Blade Shield 叶片式盾构 VERBAUSCHILD Blinding 闭塞 VERKLEBUNG,VERSTOPFUNG Block Catcher 石块回收装置(砾石清除装置)STEINF?NGER Bob Point Bit 圆锥形刀具ZYLINDRISCHER SCHR?MMEISSEL Boom Head Shield 钻臂式掘进盾构 SCHR?MMASCHINE Bull Gear 驱动齿轮 ANTRIEBSKRANZ Cake Cake 泥饼 BENTONITKUCHEN Carbide Cutter 合金刀具 SCHNEIDROLLE MIT HARTMETAL LEINS?TZEN Center Shaft Drive 中轴驱动ZENTRALWELLENANTRIEB Center Tool 中心刀具ZENTRUMSWERKZEUG Centrifugal Separator 离心式泥水分离器ZENTRIFUGE Clamping Jack 夹紧千斤顶 STüTZZYLINDER
盾构管片的选型和拼装2018.6
管片的选型和拼装(2018年6月) 一、管片的选型原则 1、管片选型符合隧道设计线路; 2、管片选型要适合盾构机的姿态; 3、管片选型尽量采用ABA的拼装型式; 说明: 1、管片选型如何符合隧道设计线路 根据隧道中线的平曲线和竖曲线的走向,管片分为标准环、左转弯、右转弯三类。直线上选标准环,左转曲线上选左转环,右转曲线上选右转环。其中转弯环数量的计算公式如下: θ=2γ=2*arctg(δ/D) 式中: θ——转弯环的偏转角 δ——转弯环的最大楔型量的一半 D——管片直径 每条曲线上的转弯环个数为 N=(α0+β)/θ 式中: α0——曲线上切线的转角 β——缓和曲线偏角 经计算本标段所需左转弯环131环,右转弯环131环。 根据圆心角的计算公式
α=180L/(πR) 式中: L——段线路中心线的长度 R——曲线半径 而θ=α,将之代入的到L=6.33m,所以在圆曲线上每隔6.33m一个转弯环(N=6.33/1.5=4.2环,即平均4.2环一个转弯环)。经过实际计算,在缓和曲线上,也近似于6m一个转弯环。 2、管片选型要符合盾构机的姿态 管片是在盾尾内拼装,所以不可避免的受到盾构机姿态的约制。管片平面尽量垂直于盾构机轴线,让盾构机的推进油缸能垂直地推在管片上,这样使管片受力均匀,掘进时不会产生管片破损。同时也要兼顾管片与盾尾之间的间隙,避免盾构机与管片发生碰撞而破损管片。当因地质不均、推力不均等原因,使盾构机偏离线路设计轴线时,管片的选型要适宜盾构机的姿态,尤其在曲线段掘进时更要注意。 3、根据现有的管模数量和类型,及生产能力 现有管模四套,两套标准环管模,一套左转环管模,一套右转环管模,每套管模每天能生产两环管片。为了满足每天掘进8~9环的进度要求,用转弯环代替标准环,例如用一套左转环和一套右转环来代替两个标准环。 二、影响管片选型的因素 1、盾构机的盾尾间隙的影响 盾尾与管片之间的间隙叫盾尾间隙。 盾尾间隙是管片选型的一个重要的一个重要依据。如果盾尾间隙过
国内刀具市场分析
国内刀具市场分析 “大决战”前的中国刀具市场 汽车作为一种体现一个企业甚至一个国家综合实力的高端机械产品,对十年前并不发达和富裕的中国来说还是一件奢侈品。但是,随着中国人均GDP 迈入一千美金门槛,近五年来在中国汽车市场上汽车的产销量是按让人眼红心跳的两位数在增长。2003 年全国汽车产销已达到440 万辆,成为继美国、日本和德国之后的全球第四大汽车生产国和第三大汽车销售市场,全新而充满巨大潜力的市场吸引了世界各大汽车企业以各种形式争相进入,红了眼的巨头们喊出了“决战中国”的响亮口号。 汽车的决战是建立在中国庞大的人口数量和人们日益富裕的生活基础之上,而数控机床与刀具的迅猛发展则是在中国国民经济持续向上发展和世界各主要工业大国将生产基地陆续迁入中国的大环境下发生的。2004 年1-7 月我国进口机床和刀具是33 亿美金,同比去年增长58%,根据国际金属加工研究中心调查报告指出,2003 年世界工具 市场销售额在130 亿美元左右,而全球年增长率却仅仅大约是3%。欧美市场普遍疲软 之时,在中国有如此令人眩目的增速和市场前景同样令国外“大鳄”眼馋,相信在未来的3-5年内,“大鳄”们“决战中国”的口号将同样响彻在中国机械制造领域的上空。 刀具在制造业中所占比重较少但却是一个非常活跃的领域。刀具的新材料.新技术层出不穷,生产、销售、服务的方式丰富多彩。 伴随着中国制造业的腾飞,刀具市场必将上演一场令人惊心动魄的“大决战”。 在中国现今的刀具市场上,国外各厂家通常按年销售额的概念分成三个集团,分别是3 个亿以上、1-3 个亿和1 个亿以下(指人民币)。 全球刀具行业的“巨无霸”瑞典山特维克集团的可乐满(Sandvik Coromant)当仁不让地处在第一集团,可乐满2001 年在华销售额是2.2 亿人民币,2002 年是2.8 个亿,而2003 全年在华销售了3.5亿人民币刀具。可乐满Coromant 拥有全系列超过25000 种各类刀具产品,并且还以每年开发超过1500 种新产品的速度在持续着它的“王朝霸业”;全球销量第二的肯纳集团(KennametaI)在华年销售额1.8亿人民币,处于第二集团领头羊的位置,紧随其后处在第二集团的是台湾兴合上海公司(主要代理德国KOMET 、MAPAL 以及日本三菱、NT 等进口刀具品牌),年销售额1.6 个亿;瓦尔特(WaIter)通过出色的造势和营销管理,加上工具磨床在内大约有 1.2个亿;伊斯卡(ISCAR )在 成功收购了美国英格索尔(In gersoll )的切削刀具部后在华也达到了 1.1亿的良好销售 业绩;同样,山高(Seco)携收购的法国EPB、荷兰Jabro —同也把在中国的销售额做过了亿元门槛从而挤入第二集团。
刀具市场产量现状分析研究报告目录图文稿
刀具市场产量现状分析研究报告目录 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
2018-2024年中国刀具市场产量现状分析研究报告(目录) 公司介绍 北京智研科信咨询有限公司成立于2008年,是一家从事市场调研、产业研究的专业咨询机构,拥有强大的调研团队和数据资源,主要产品有多用户报告、可行性分析、市场调研、IPO咨询等,公司高覆盖、高效率的服务获得多家公司和机构的认可。公司将以最专业的精神为您提供安全、经济、专业的服务。 中国产业信息网()是由北京智研科信咨询有限公司开通运营的一家大型行业研究咨询网站,主要致力于为各行业提供最全最新的深度研究报告,提供客观、理性、简便的决策参考,提供降低投资风险,提高投资收益的有效工具,也是一个帮助咨询行业人员交流成果、交流报告、交流观点、交流经验的平台。 依托于各行业协会、政府机构独特的资源优势,致力于发展中国机械电子、电力家电、能源矿产、钢铁冶金、服装纺织、食品烟酒、医药保健、石油化工、建筑房产、建材家具、轻工纸业、出版传媒、交通物流、IT通讯、零售服务等行业信息咨询、市场研究的专业服务机构。 我们的服务领域
2018-2024年中国刀具市场产量现状分析及发展风险研究报告(目录)【出版日期】2018年 【交付方式】Email电子版/特快专递 【价格】纸介版:8000元电子版:8000元纸介+电子:8200元 【报告编号】R656703 【报告链接】 报告目录: 进入21世纪以来,随着我国制造业现代化步伐的加速,我国现代高效工具也获得了快速的发展,然而,在我国工具市场上,以现代高效刀具为代表的高端领域,进口产品仍占绝对优势,国产产品市场占有率仍然较低。
盾构机管片选型和安装
盾构管片选型和安装 林建平 在盾构法施工中,管片的选型和安装好坏直接影响着隧道的质量和使用寿命。本文根据广州地铁三号线客~大区间的实际施工情况,就盾构管片选型和安装技术做总结分析。 一、工程概况 客~大盾构区间分为两条平行的分离式单线圆形盾构隧道,总长度为3016.933米,管片生产与安装2011环。管片外径6000mm,内径5400mm,宽度1500mm,防渗等级S10,砼C50。依据配筋将管片分为A、B、C三类,C类配筋最高、B类配筋最低;管片的楔形量38mm,分左转、右转、标准三类。 二、管片的特征 1、管片的拼装点位 本区间的管片拼装分10个点位,和钟表的点位相近,分别是1、2、3、4、5、7、8、 9、10、11。 管片划分点位的依据有两个:管片的分块形式和螺栓孔的布置。拼环时点位尽量要求ABA(1点、11点)形式。在广州盾构隧道管片要求错缝拼装,相邻两环管片不能通缝。管片拼装点位有很强的规律,管片的点位可划分为两类,一类为1点、3点、5点、8点、10点;二类为11点、2点、4点、7点、9点。同一类管片不能相连,例如1点后不能跟3、5、8、10这四个点位,只能跟11、2、4、7、9五个点位。在成型隧道里两联络通道之间的奇数管片是同一类,偶数管片是同一类。 选管片的规律如下图1:图1 (竖列表示拼装好的管片,横向:√-表示可选后续的管片;×-表示不可选后续的管片)
2、隧道管片排序 鉴于管片拼装的规律性,所以盾构施工前必须对隧道管片做好排序,并根据设计,模拟出联络通道和泵房位置,管片拼到联络通道处时,点位要正好和设计点位符合,否则联络通道位置会被改变。在本工程中,是从左线始发,第325、326环处是联络通道,此处拼装点位是11点,将标准块A3块拼到洞门位置。盾构始发时的负环是6环,1环零环。从负环到325环共332环,第325环是11点,相当于第332环是11点,那么负环第一环点位应该是1点,或3点、5点、8点、10点。 管片排序时,要优化洞门的长度,在广州洞门长度要求在400mm以上,一环管片的长度是1500mm,在条件允许的条件下,通过调整始发负环的位置,把每节隧道两端的洞门长度之和控制在1500mm以内,当隧道长度除以管片长度的余数大于两倍最小洞门宽
2020年切削刀具行业分析调研报告
2020年切削刀具行业分 析调研报告 2019年12月
目录 1.切削刀具行业概况及市场分析 (5) 1.1切削刀具市场规模分析 (5) 1.2切削刀具行业结构分析 (5) 1.3切削刀具行业PEST分析 (6) 1.4切削刀具行业特征分析 (7) 1.5切削刀具行业国内外对比分析 (8) 2.切削刀具行业存在的问题分析 (10) 2.1政策体系不健全 (10) 2.2基础工作薄弱 (10) 2.3地方认识不足,激励作用有限 (10) 2.4产业结构调整进展缓慢 (10) 2.5技术相对落后 (11) 2.6隐私安全问题 (11) 2.7与用户的互动需不断增强 (12) 2.8管理效率低 (13) 2.9盈利点单一 (13) 2.10过于依赖政府,缺乏主观能动性 (14) 2.11法律风险 (14) 2.12供给不足,产业化程度较低 (14) 2.13人才问题 (15) 2.14产品质量问题 (15)
3.切削刀具行业政策环境 (16) 3.1行业政策体系趋于完善 (16) 3.2一级市场火热,国内专利不断攀升 (16) 3.3“十三五”期间切削刀具建设取得显著业绩 (17) 4.切削刀具产业发展前景 (18) 4.1中国切削刀具行业市场驱动因素分析 (18) 4.2中国切削刀具行业市场规模前景预测 (18) 4.3切削刀具进入大面积推广应用阶段 (18) 4.4政策将会持续利好行业发展 (19) 4.5细分化产品将会最具优势 (19) 4.6切削刀具产业与互联网等产业融合发展机遇 (20) 4.7切削刀具人才培养市场大、国际合作前景广阔 (21) 4.8巨头合纵连横,行业集中趋势将更加显著 (22) 4.9建设上升空间较大,需不断注入活力 (22) 4.10行业发展需突破创新瓶颈 (22) 5.切削刀具行业发展趋势 (24) 5.1宏观机制升级 (24) 5.2服务模式多元化 (24) 5.3新的价格战将不可避免 (24) 5.4社会化特征增强 (24) 5.5信息化实施力度加大 (25) 5.6生态化建设进一步开放 (25)
盾构机刀具材料
盾构机刀具材料 北京固本科技有限公司胡建平 机械化盾构机的掘削机构,具有开挖地层、稳定开挖面、搅拌渣土等功能,并承受大扭矩、大推力和冲击载荷的作用,其工作状况非常恶劣。盾构机刀具磨损主要原因为隧道穿越的地层主要为粘土沙,其中夹杂中粗砂、砾砂、卵石,砂性土摩擦阻力大,渗透性强,在盾构的推进挤压下水分很快排出,土体强度提高,故不仅盾构推进摩擦阻力大,而且开挖面土压力也较大,对刀具的磨损会比较严重。再者外缘刮刀基体耐磨性不够,磨损后造成硬质合金脱落,从而使刀具承受直接磨损,另外绞龙的耐磨性对刀盘和轴承止水密封面的磨损有间接影响。转场后将要面临更为严峻的地质构造。本次修复需要综合考虑以上问题,制定合理的堆焊修复盾构机刀具材料,恢复刀具原有外型尺寸,有效减少非正常磨损,保证后续正常的施工质量和进度。 1.盾构机刀具磨损情况 盾构机到达重工街站后,立即对盾构机及刀盘进行清理、检查,发现盾构机刀盘外周磨损非常严重。盾构刀盘本体外缘侧板磨损在纵向方向上呈现中间大、两头小近似V形,在整个侧环面上形成一圈磨损凹槽,凹槽中部磨损平均为22 mm,两侧磨损平均为15 mm,如图 2 a 所示。刀盘本体外周边缘在纵向方向上磨损约为160 mm,从外周边缘到刀盘中心径向方向上磨损约为180 mm,以致在刀盘外周边缘形成一个近似三角形的磨损区,如图 2 b 所示。刀盘辐板外圈上的16把周边刮刀及其安装基座损坏,14把切刀及先行刀损坏,如图2 c 、d 所示。刀盘中心及辐板中部的刀具磨损量相对较小从整体上看,刀盘及刀具呈现外周及边缘侧板磨损大,中心及圆周中部磨损小的特点。
3.盾构机刀具材料使用方案 从盾构机刀具磨损情况来看,由于刀具本体基本完好,大部分刀具磨损在容许范围内,剩余刀刃高度能够满足右线掘进任务,没有必要更换整个刀盘或者是全部刀具,只需要对磨损的刀盘本体和刀具进行焊接修复和更换,即可保证盾构机正常进行下阶段的掘进施工。盾构刀具材料修复的原则是保证修复后的刀具本体性能不低于原设计制造的水平,保证更换的刀具与出厂配备的刀具性能相匹配。为此,在深入分析和研究之后,决定采用北京固本耐磨焊丝(焊丝样品图3)堆焊修复具体盾构刀具材料修复方案: 1 对盾构刀具本体外缘侧板环面,采用埋弧堆焊的方式,首先填平一圈凹槽,然后堆焊整个侧板环面,在环面上形成一圈耐磨层,使得刀具本体直径恢复到出厂时的6240 mm。 2 刀具外周边缘的倒角磨损采用加焊一圈耐磨钢板的方式对其进行恢复补强。钢圈外径为6240 mm,内径5920 mm,厚度30 mm。钢圈面与刀盘本体面平齐,钢圈与刀具本体焊接采用二氧化碳保护焊,用埋弧堆焊把钢圈与刀具面板之间的缝隙和钢圈与刀具外缘侧板环面之间的凹槽填平。钢圈表面采用二氧化碳保护焊堆焊栅格状的耐磨堆焊层。 【图3】 3.盾构机刀具材料耐磨焊丝参数: 焊丝直径 1.6mm 焊接电流240-280A