鞋用聚氨酯胶粘剂的粘接工艺(鞋用PU胶)
鞋用聚氨酯胶粘剂的粘接工艺(鞋用PU胶)
字体: 小中大| 打印发表于: 2008-8-27 15:59 作者: weking 来源: 电子胶水●中国
粘接技术是制鞋生产中的关键技术之一,粘接技术的成败直接影响到鞋的质量及其穿着寿命。粘接质量的好坏主要决定于胶粘剂的组成与配制,同时亦不容忽视其粘接工艺。1.胶液的配制
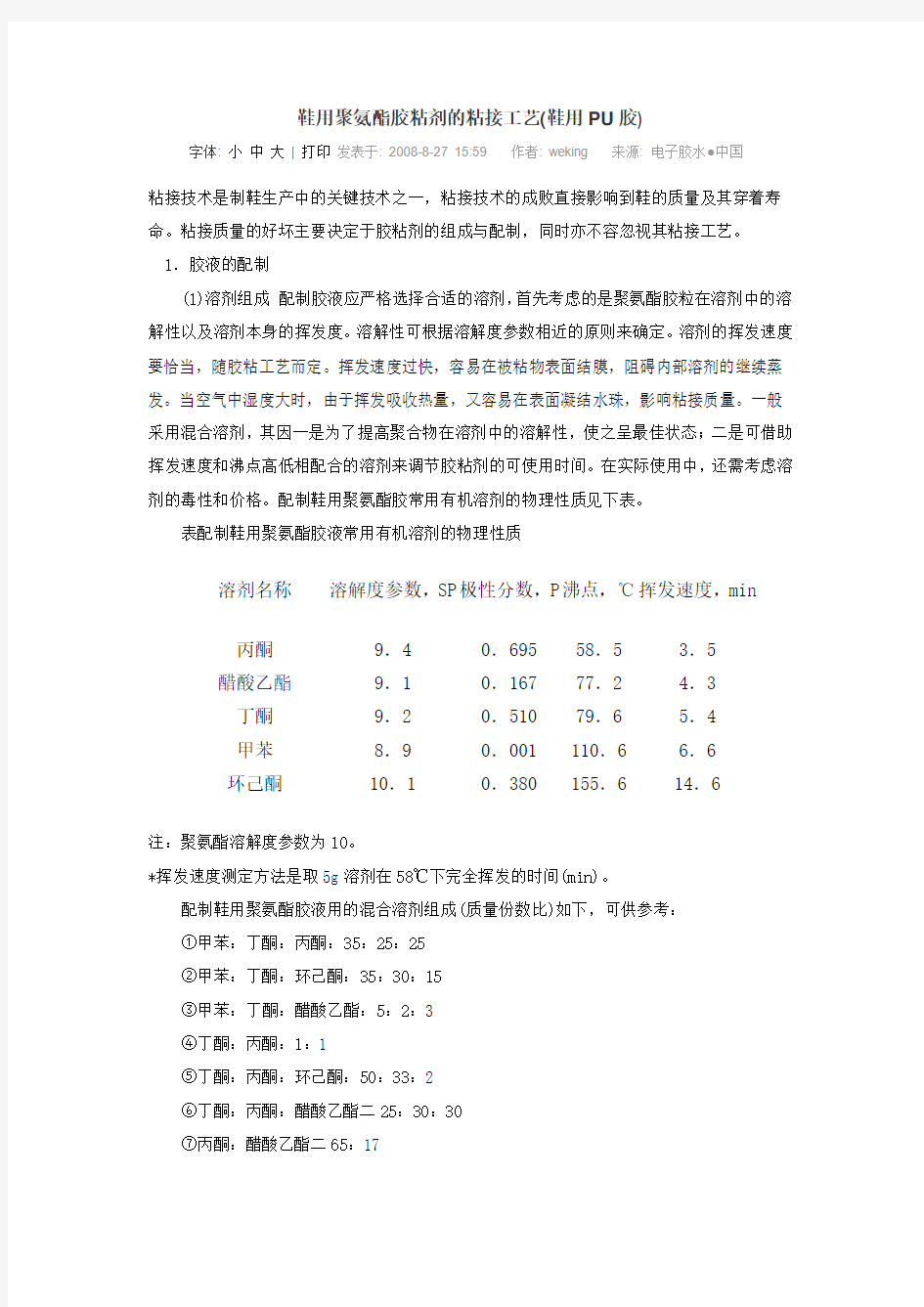
(1)溶剂组成配制胶液应严格选择合适的溶剂,首先考虑的是聚氨酯胶粒在溶剂中的溶解性以及溶剂本身的挥发度。溶解性可根据溶解度参数相近的原则来确定。溶剂的挥发速度要恰当,随胶粘工艺而定。挥发速度过快,容易在被粘物表面结膜,阻碍内部溶剂的继续蒸发。当空气中湿度大时,由于挥发吸收热量,又容易在表面凝结水珠,影响粘接质量。一般采用混合溶剂,其因一是为了提高聚合物在溶剂中的溶解性,使之呈最佳状态;二是可借助挥发速度和沸点高低相配合的溶剂来调节胶粘剂的可使用时间。在实际使用中,还需考虑溶剂的毒性和价格。配制鞋用聚氨酯胶常用有机溶剂的物理性质见下表。
表配制鞋用聚氨酯胶液常用有机溶剂的物理性质
溶剂名称溶解度参数,SP极性分数,P沸点,℃挥发速度,min
丙酮醋酸乙酯丁酮甲苯环己酮
9.4
9.1
9.2
8.9
10.1
0.695
0.167
0.510
0.001
0.380
58.5
77.2
79.6
110.6
155.6
3.5
4.3
5.4
6.6
14.6
注:聚氨酯溶解度参数为10。
*挥发速度测定方法是取5g溶剂在58℃下完全挥发的时间(min)。
配制鞋用聚氨酯胶液用的混合溶剂组成(质量份数比)如下,可供参考:
①甲苯:丁酮:丙酮:35:25:25
②甲苯:丁酮:环己酮:35:30:15
③甲苯:丁酮:醋酸乙酯:5:2:3
④丁酮:丙酮:l:1
⑤丁酮:丙酮:环己酮:50:33:2
⑥丁酮:丙酮:醋酸乙酯二25:30:30
⑦丙酮:醋酸乙酯二65:17
(2)固含量关于胶液中的固含量(%),我国生产鞋用聚氨酯胶粘剂的厂家,一般控制在15%左右,而国外厂家一般控制在18%左右。胶液中的固体,主要是聚氨酯弹性胶粒,之外还加入的其他助剂,如配方中加1%的纳米二氧化硅(VK-SP15),不仅可以提高鞋用聚氨酯(PU)胶粘剂的粘结强度,还可以使胶水的储存稳定性大大延长。因为纳米二氧化硅(VK-SP15)在胶粘剂和密封剂体系中均匀分散后,可以形成一个二氧化硅聚集体网络,聚集体通过表面的硅醇基(Si-OH)与聚合物分子形成氢键,使体系的流动性受到限制,体系的粘度增加,从而起到增稠的作用,同时,在剪切力的作用下,氢键和二氧化硅网络受到破坏,导致体系粘度下降,即发生触变效应,便于施工,一旦剪切力消除,二氧化硅网络和氢键又重新形成。从而有效防止PU胶储存期间的沉降和使用过程中的流挂。
(3)粘度鞋用聚氨酯胶粘剂的粘度一般为1200-2000mPa·s(25℃)。
2.粘接工艺
(1)鞋帮和鞋底处理鞋帮(鞋面)如为皮革要机械打毛,PVC人造革和PU合成革可用处理剂涂刷,待干后涂胶。鞋底(大底)若为橡胶、TPR、仿皮底、肉皮底等可采用TCCA氯化处理,也可用底涂剂处理。PU、PVC、EVA鞋底则用底涂剂处理。
(2)涂胶鞋帮面和鞋底涂PU胶必须涂刷均匀,一般涂层为0.2—0.5mm较适宜。每双鞋的涂胶量为18-26g(鞋底18-26g/双、鞋帮10-14g/双)。涂胶后要让其自然干燥30min或红外灯于50℃于燥20min,再经70-80℃热活化几分种(胶层呈透明状)即可加压贴合,气压(皮鞋要求0.5—0.6MPa的压力)20秒钟,经修整、检验后入库。
鞋子样品制作标准流程
鞋子样品制做流程 一.备料 1.收到样品材料,先根据来料清单,核对数量/配件是否齐全,有没有在运输途中损坏或者丢 失,再和样鞋仔细对照。 2.材料颜色车线颜色加工方法 大底颜色拉链饰扣松紧织带 包边条喇叭布标印刷网板 3.有些特殊材料不能挤压,不能褶皱,如镜面PU/贴膜金属PU等,存放的时候要注意 二.开料 1. 样品材料要单独存放,不要和大货放在一起,以免用错材料。 2.有些特殊材料不能挤压,不能褶皱,如镜面PU/贴膜金属PU等,裁断的时候要注意 3. 样品材料都比较少,特别是有些特殊材料或小配件,材料可能只有一点点。有些材料是样 品室用剩下的部分,材料会不规则。裁断冲裁的时候不要浪费材料,不规则或有瑕疵的材料要单片冲裁,剩下的样品材料要按指令装好写上标签,方便下次再用。(有瑕疵的材料也不能扔掉) 4. 样品没有刀模的时候要手工开料,手工开料的时候要先比对纸板和样鞋,不要用错纸板, 也不要用错材料 常用纸板名称 开料板和刀模纸板一样大的纸板,包含有折边位置,组合位置,反车位置 实板和折完边的部件一样大,不包含折边位置(比开料板少了一个折边位) 比板有些小部件会有比板,即不包含折边位置,也不包含组合和反车位置(像组合好鞋头剩下的鞋头中片大小,鞋身饰片大小,条带宽度比对等)组合板像凉鞋和有扣带组合的鞋子,一般都会有组合板,用来比对扣带组合的角度翘度板有需要定型的鞋子,用来比对部件定型后的翘度 5.做到鞋头要定型的鞋子,鞋头要先定一片看效果,再定剩下的鞋头。如果是手工开料,要 先剪一片鞋头试定型效果,和翘度板比对,没有问题再开剩下的鞋头,避免有鞋头定型后太小,鞋子做不起来的现象。 三.针车 1.按照样鞋组合位/折边位削皮,削皮要顺薄,不能有痕迹。港薄削10MM宽,顺薄到0.1MM
简介接枝氯丁胶
简介接枝氯丁胶胶黏剂 专业:应用化工技术学号:1119100116 姓名:郭建南摘要:本文主要简述了接枝氯丁胶胶黏剂的一些基本信息如定义、优点;并详细介绍了制备方法及研究近展。 关键字:接枝氯丁胶胶黏剂的定义、优点、制备方法、配方、反应机理、研究近展 1、前言 随着科技的发展,合成材料的种类越来越丰富。其中鞋用材料也是日益丰富。鞋用材料越多也就要求鞋用胶黏剂的性能越优异。就现在而言世界各国的制鞋业都是以胶粘工艺为主要制鞋工艺(70~80%的鞋用胶粘工艺将各种材料胶粘在一起),而鞋子每个地方的要求不同,因此每个地方所使用的胶是不一样的。鞋的外底用的胶黏剂主要为氯丁胶粘剂和聚氨酯胶粘剂,其中至少80%以上是氯丁胶粘剂。而胶黏剂的极性越强则对于强极性被粘物而言其粘接强度越大。低极性被粘物则要先用表面处理剂处理然后用胶黏剂进行胶接。可是由于普通氯丁橡胶胶粘剂的粘接强度不够,不适合在高分子合成材料的粘接中使用。因此对氯丁橡胶的接枝改性提高其极性已经成为了制鞋业的一个重要的研究方向。 2、正文 2.1接枝氯丁胶胶黏剂基本信息 最普遍的接枝氯丁胶是用甲基丙烯酸甲酯等单体和氯丁橡胶进行接枝 聚合其目的是提高氯丁橡胶的性能。由于使用的单体不同所以接枝氯丁胶的性能有一定的差异,故在此不作介绍。 这种接枝氯丁胶的优点是 ①甲基丙烯酸甲酯(MMA)中的甲酯基团可与迁移到PVC表面的增塑剂DOP进行酯交换(前提是有过氧化苯甲酰(BPo)引发剂存在),可以生成高级聚酯,从而使增塑剂DOP相对稳定,以减少它的迁移速率。 ②由于接枝改性使其在主链上引入了聚甲基丙烯酸甲酯(PMMA)支链,从而导致氯丁胶结构不对称而结构不对称又将使极性增强,对强极性的制鞋材料有较好的粘性。
接枝氯丁橡胶胶粘剂研究概况
接枝氯丁橡胶胶粘剂研究概况Ξ 王利亚 (湖北省化学研究所,湖北省武汉市430074) 摘要:介绍了氯丁橡胶(CR)二元及多元接枝改性胶粘剂研究进展,并对其性能用途及合成工艺作了概述。关键词:氯丁橡胶(CR);接枝改性;胶粘剂 中图分类号:T Q433.42 文献标识码:A 文章编号:1004-2849(2002)05-0046-04 随着鞋用材料的日趋复杂多样化,制作胶粘鞋的原料已突破了单纯天然材料的界限,各种合成材料不断被开发利用。目前,大多胶粘鞋底都混有各种填料及高分子改性材料,如仿皮底、聚乙烯-醋酸乙烯酯发泡底(E VA)、聚丁二烯-苯乙烯嵌段聚合物(S BS)、聚氯乙烯(PVC)改性底等。鞋面材料也发生了很大变化。如各种合成革、人造革等已被广泛应用。而传统的氯丁橡胶(CR)粘合剂,已不能满足鞋材变化的需要。因此采用甲基丙烯酸酯类、丙烯酸(AA)、丙烯酰胺(AM)及高氯聚合物(HCCP)、S BS 对CR接枝改性,以适应各种鞋材的变化。下面对CR接枝胶粘剂研究概况予以介绍。 1 CR-M MA二元接枝共聚 传统的CR胶粘剂主要缺点是无法解决PVC人造革渗移出的酯类增塑剂浸入胶粘层或在其界面上积聚形成弱界面层而导致粘合强度下降的问题。而聚甲基丙烯酸甲酯(PM M A)与PVC的溶解度参数(δ)均在9.4左右,并且具有相同的表面自由能(39×10-7J/m2)即表面张力相同,因此二者的相容性好,易形成相容扩散层,致使PM M A对PVC人造革具有较好的粘附力。同时,PM M A对PVC人造革表面渗出的增塑剂有吸收作用,从而促进了胶粘剂的接触浸润。分子间产生的范德华力和氢键力,使分子作微布郎运动,提高了CR-M M A胶粘剂的粘接性能。CR-M M A二元接枝胶基本配方(份):CR(国产LD J-240或日本A-90)100;甲基丙烯酸甲酯(M M A)75-100;过氧化二苯甲酰(BPO)1-1.5;萜烯酚醛树脂70~120;防老剂D1~1.5;对苯二酚(H Q) 1;甲苯600~700份。制备工艺:CR于甲苯中溶解完全后,搅拌下加入BPO和M M A,升温至90℃,恒温反应3~5h,粘度适中时加入阻聚剂H Q,胶液冷却过程中,加入增粘剂萜烯酚醛树脂,防老剂D。所制备的CR-M M A接枝胶为棕黄色半透明粘稠液体,其粘度1~1.5Pa.s,固含量15~25%,剥离强度3.2kN?m-1(PVC人造革/PVC人造革)[1]。使用CR -M M A二元接枝胶时,可临时配用20%的三苯基甲烷三异氰酸酯二氯乙烷溶液(JQ-1胶、俗名列克钠)作固化剂,其用量为5~10%。多异氰酸酯中的-NC O基团与CR中活泼氢反应,形成化学键,可进一步提高粘接强度[2]。 CR-M M A接枝胶粘剂的反应机理是按自由基链锁反应历程进行。M M A对CR的接枝共聚和均聚反应同时存在,而PM M A接枝率直接影响CR-M M A胶粘剂性能的优劣,而控制PM M A均聚物的生成则是关系到该粘合剂质量好坏的关键。在引发剂BPO存在下的共聚反应体系中,CR的反应活性小于M M A,因而CR?链活性中心数目小于链自由基PM2 M A?数目。在CR-M M A?链增长和链自由基PM M A?向CR链转移过程中,多数通过链自由基PM M A?间双基偶合或歧化,生成均聚物PM M A,导致CR-M M A接枝聚合率偏低。若投料前,先将CR在炼胶辊上进行塑炼。然后在惰气保护下投料溶解后,加入BPO和M M A接枝共聚反应。结果表明:CR塑炼后与未塑炼比较,M M A聚合率、接枝率、接枝效率(%)分别由28;0.66;2.34提高到35.8;22.6;63. 4[3]。这是因CR在塑炼过程中受到剪切力的作用,大分子链断裂产生一定量的链自由基CR?,在BPO 作用下,单体M M A便可直接在CR?上进行链增长反应或链自由基PM M A?同CR?偶联上生成接枝物,有利于接枝率的提高。投料方式对接枝率也有较大影响,BPO在单体M M A加入前30min一次加入,单体 Ξ收稿日期:2001-09-24 作者简介:王利亚(1954-),女,副研究员,主要从事有机及高分子方面的研究。
制作鞋的工艺流程介绍
制作鞋的工艺流程介绍 一、原辅材料仓库管理1、每日原辅材料进出库须做好材料帐及库存帐,并用微机管理;2、进料和发料须专人管理,以免出错;3、进料时须有质检人员在场,检验品质是否正确,颜色是否正确。二、裁断车间管理1、领料须由专人负责,由组长统一分配给员工; 2、真皮类裁切时,因只能单层裁切,用GSB-2C液压摆臂式下料机或XCLP2-250液压平面下料机较好; 3、裁切尼龙布、特多龙布、帆布及较薄PVC革时,因材料较软,同时可一次多层裁切,故应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。 4、裁切中底板时,因材料较硬,同时可一次多层裁切,应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。 5、任何裁出的部件、特别是有色皮料、布类应同时做质检、配色、配双及数量清点等工作,以免到针车部门时做重复工作; 6、裁切主管人员应辅导员工做好机器及刀模的日常保养工作; 7、管理人员须随时巡视员工使用斩是否按指令单的刀号操作并教导员工如何自我检验。 8、教导员工对材料的认识,须适材适用,并注意斩刀排列方式,减少不必要的材料浪费。三、调配中心管理1、调配中心依据订单情况,将裁切好的部件排列整齐,等待加工;
2、已裁切好的部件如需印刷、削皮、贴内里、烫印等,均由调配中心负责; 3、加工好的材料交付给中仓备料组,由中仓备料组发料至针车车间加工。 4、裁切好的部件如中底板、鞋垫等,如果不需要特别车缝加工的,可在完成必要处理后送半成品仓库 5、在调配中心,待所有部件完成后,一定要将鞋面所有部件质量及统计数字妥善整理,准备交付给针车车间;四、针车车间管理1、针车车间的车帮及做帮的工艺流程和员工配置,依据鞋面设计的不同而变化,一般一条针车流水线,如果每8小时能生产1500双时,须各种针车约70-80台,手工人员约10-15人,共计80-95人;2、车缝时必须注意车线边距,针距是否控制良好,与要求的标准是否相符;3、车缝时必须注意鞋面部件上各记号点的正确性,如车缝时未按正确的记号,鞋面完成后将会不正,造成夹帮困难,影响成品鞋的品质。4、针车车间必须配备小剪刀等工具,鞋厂要自行采购5、做好的鞋帮必须经过质管部检验,再依每张订单所需鞋号适当整理后送半成品库,由半成品库再发给夹帮成型车间。 6、教导操作人员定时保养机台,以免机台故障率高,影响品质及产量五、鞋底车间管理1、成型底制作:应注意精密度以确保成品的美观;模具成本高,设计底纹时应配合流行,使其淘汰时间延长,降低成本;注射材料(PVC,TPR,PU或EVA)应注意其物理性
鞋子的制作流程和设计介绍
鞋子的制作流程和设计介绍 一、鞋的知识 1、外销的鞋鞋长进退8厘,鞋围进退4厘,内销的鞋鞋长进退6厘,鞋围进退3.75厘。 2、人脚的内外围度是不一样长的,内侧短点,外侧长点,所以在做鞋的时候如果面版上鞋饰是左右对称的图案则要让内围的鞋饰短于外围鞋饰2-3厘,在视觉上才会觉得对称。另外鞋内围面版要做得宽而短一些,外围面版要做得长而窄点,特别是夹脚鞋。 3、制好一双鞋要用到三种胶水,贴中底用粉胶,粘合面版和中底用万能胶,粘大底用耐热胶且要中底和大底双面刷胶。 4、凉鞋鞋头露出的脚趾一般为4个半脚趾,位置为拇指露出第一关节而小指只露出一点点最为舒服 5、凉鞋面版中线长(即面版最短的地方)约4-4.5公分最为舒服。 6、甲苯可以擦除印在鞋面上的印刷 7、凉鞋后带在脚跟处与中底之间的高度比脚跟到后带与中底粘合处之间的长度相差0.5-1公分。而从后脚跟到后带与中底粘合处的长度约为3.5-4公分。 8、凉鞋后带高度要内高外低,因为脚踝关节内高外低。 9、鞋的面版压于中底下面的接口一般大约为2.2公分 10、人脚一般右脚比左脚的围长和脚长长 二、制鞋流程 1、制鞋流水线流程: 冲压中底--制作中底--制作面板--拉帮--上流水线刷胶贴鞋--定型 压鞋--风干--验货--清洁鞋面--包装2,板房制鞋流程 a、纸样 用胶纸贴鞋材--在贴有胶纸的鞋材上绘制鞋样并定好花头位置--裁 样--把胶纸上的鞋样复制在纸板上制成纸样 b、制面版 借助纸样剪出面版雏形--修整--车线--贴花头 c、制中底 绘制中底纸样--借助纸样裁出中底--用手按压制作中底弧度--刷胶 贴中底面料 d、借助鞋材粘合面版和中底 e、贴大底 三、小技巧 1、鞋脱胶的原因 a、贴完底后压机的压力不够; b、鞋面和鞋底包风; c、胶水干掉了,没有粘性;
溶剂对氯丁橡胶胶粘剂的影响
溶剂对氯丁橡胶胶粘剂的影响 ①溶剂对氯丁胶粘剂溶解性的影响 溶剂的首要作用是能使氯丁橡胶完全溶解,并保持胶液的粘度稳定性,这都决定于溶剂的溶解能力。溶剂溶解能力大小取决于溶解度参数和氢键指数及二者的配合。溶解度参数定义为内聚能密度的平方根,常用符号为δ,δ值的大小可衡量极性的强弱。一般规律是溶解度参数相近者则相溶,溶解度参数可以计算出来或从有关手册中查得。氢键指数是表示分子间氢键结合的强弱常用γ表示。这种氢键结合力对溶解影响很大,故在考虑溶解参数的同时,不可忽视氢键指数。酯类、酮类溶剂氢键指数较大;芳香族、脂肪族溶剂氢键指数较小。 根据对氯丁橡胶的溶解能力,可将溶剂分为良溶剂、不良溶剂和非溶剂。氯丁橡胶的良溶剂有苯、甲苯、二甲苯、二氯乙烷、二氯乙烯、三氯甲烷、三氯乙烯、四氯化碳等,不良溶剂有环已烷、醋酸乙酯、丁酮等,非溶剂有正已烷、丙酮、正庚烷、溶剂汽油等,虽然单种溶剂也可以配制氯丁胶粘剂,但很难满足胶粘剂的多种要求,因此,真正性能综合的氯丁胶粘剂都是采用混合剂体系,因为它能够增强溶解能力、调节干燥速度、降低胶液粘度、减少胶液毒、增加阻燃性、防止低温凝胶、降低成本等。 根据单一溶剂的溶解度参数和氢键指数计算出混合剂的溶解度参数和氢键参数,其计算公式如下: δM = δ1φ1 +δ2φ2+δ3φ3+…..+ δnφn δM 混合溶剂的溶解参数,φ1各溶剂的体积分数 γM =γ1φ1+γ2φ2+γ3φ3+……..+γnφn φ= Va / V Va 各溶剂的体积V 混合溶剂的总体积。 混合溶剂的溶解度参数与氢键指数之和为10.7~14.0时都能很好地溶解氯丁橡胶。 在配制混合溶剂时必须保证良溶剂总的挥发速度慢于非溶剂,否则最后残留非溶剂,不溶解氯丁橡胶,使胶膜表面粗糙而失去粘接能力。 溶剂对氯丁胶粘剂的性能影响最大,通过调整溶剂的品种和配比,可以改善氯丁胶粘剂的性能。芳香族和氯化溶剂对氯丁橡胶溶解性最好,丁酮和环已酮也可溶解CR,而丙酮则不能溶解。醋酸丁酯勉强可CR,但醋酸乙酯仅能溶胀。脂肪族溶剂,如正已烷、溶剂汽油等完全不能溶解氯丁橡胶。环已烷单独也不能使CR溶解。如:环已烷/正已烷/丁酮=1:1:1。
鞋子工艺流程
一、物料采购 采购根据确认样的色卡联系厂商,让他们确认是否能生产该物料,若可以即下单。 二、裁断 1、刀管:负责从开发部领取纸板开刀模,及管理所有的模具。 2、冲裁:分为大冲和小冲。 大冲:可以几张物料合裁,主要冲革料、里料及辅料。 小冲:不能合裁,主要冲皮料。 3、点检:点数并检验所冲出来的材料。 4、画线及削边。 5、配料:负责将物料配套,避免色差。 三、车缝帮面 不同款式的鞋子,车缝流程不一样,但有以下几个共同点: 1、首先,头里拼缝,边里后方处拼缝,头、边里拼缝; 2、贴补强。一般用切片、热熔胶或富荣布做补强; 3、包鞋舌海棉,订鞋舌; 4、面料有反接的位置要捶平; 5、按由里到外的顺序车缝鞋面;
6、贴后衬,包后方海棉; 7、非防水鞋:只车后里; 防水鞋:需要舌里、后上里及防水里反接; 8、冲孔,压鞋扣。 ★帮面品检主要注意是否有以下问题: 1、清洁度; 2、掉针、跳针、掉线、浮线; 3、车错线; 4、鞋头、后方偏歪; 5、鼻子车歪、鞋舌上歪; 6、皮料暗伤; 7、鞋舌、海棉断裂; 8、边距过大、路线不圆滑; 9、左右部件不对称;9、皮料色差;10、绣花图案绣歪;11、高频压不到位;12、前后衬不到位、掉衬;13、后方海棉松紧不一;14、后方海棉不到位;15、冲孔高低。 四、成型 成型的工艺流程: 1.前段:领料下料套鞋楦刷港宝水穿鞋带车网脚刷帮面白胶刷中底白胶攀前帮拉腰帮攀后 帮定点、画线磨粗修鞋上加硫 2、中段:领料放底面破底破一次面胶、一次底 胶二次面胶、二次底胶贴底压机补胶压边上冷冻箱解鞋带拔楦 3.后段:领料放面衬塞纸烘线头穿鞋带鞋面清 洁大底清洁修鞋贴标挂吊牌配内盒小包装以下为具体各个工艺的操作说明:
防水鞋的制作工艺步骤详解参考资料
防水鞋的制作工艺步骤详解 一:防水袜套所用的防水膜要达到0.03MM舌表材料贴合方式;防水牛津布+防水膜0.03厚+4MM泡棉+28GT/C或使用网布照膜工艺. 二:防水膜贴合要平顺不可有皱折或破损现象,防水内里材料测试要达到1万水压. 三:防水内里在裁制时要注意裁向(直刀)冲裁过程中应注意保护防水膜,不被斩刀刮破. 四:车防水条时热气缝合机必需调整正确,温度调整依防水条材质而定,温度360-375,压力2.5KG,转速200-400转(依操作的熟练程度设定)风嘴压力0.6KG.特别注意热气缝合机气筒的气量,不可太大以防损坏防水膜(需先调式). 五:防水内里车缝须用40#防水线车缝时不可接线或积线及万能,不可有重叠现象,万能线针距8针/英寸,宽度 5-6MM. 六:防水条车缝不可有皱折或汽泡特别注意防水条两边要压实压到位,不可有松或皱,特别是转弯或孤度比较大的地方压防水条应压正,应压在万能线中间不可偏位及重叠太多. 七:袜套;车防水条测试合格后方可跟鞋面组合. 八:针车指甲不宜太长或不圆顺,否则会割损防水袜套. 九:如有用PVC补强,针车PVC补强应正面贴,PVC补强先正面刷上PVC处理剂,要刷均匀到位等干后再刷上防水胶,过烘箱待干后再与面贴合. 十:针车后鞋面各部件的车缝背面都要用毛笔轻轻刷上防水剂,防水剂不能刷太多以免浸透到外面.待干后再刷上防水胶把接合位贴牢,鞋面下半部测试时有泡到水部件接合位置都要刷防水胶,贴上防水雨伞布条,要贴牢贴顺,特别注意鞋头,口门,和鞋舌结合的位置一定要刷防水剂,待干后再刷防水胶并贴上雨伞布. 十一:舌棉,邻口棉,要轻喷防水剂. 十二:鞋面打扣眼的背面要加贴楼软材料(1.2)以免刮破防水膜. 十三:成型操作过程中胶水,港宝水不可刷太多.成型贴中底板要用无苯胶或防不胶.成型入楦力求一次完成,不可碰到尖锐物品或用力太大造成防水膜破裂. 十四:成型钳帮时袜套里要喷胶或点胶完以后方可钳帮,钳帮时鞋头要贴上油纸或PE纸以免钳帮时磨破防水膜. 十五:鞋子成型过冷冻脱楦后整只鞋子的面部都要喷一遍防水剂,特别注意鞋舌,网布的位置要喷到位。
氯丁橡胶胶粘剂的研究进展
氯丁橡胶胶粘剂的研究进展 随着现代工业和科学技术的发展,以高分子材料为基础的胶粘剂已得到广泛的应用。其中氯丁橡胶(CR)胶粘剂占着极其重要的地位。由于 CR价格较便宜,在制鞋业,装饰业和汽车工业上,其需求量以较高速度增长,我国粘接用 CR年均增长率高达 16.65 %(1990~1 998 年) 。就制鞋业而言,95 %的鞋厂使用CR胶粘剂,占鞋用胶的 90%以上。 1 普通氯丁橡胶胶粘剂的概况 氯丁橡胶胶粘剂适用于柔软性物体的粘合,能够缓解由于膨胀或收缩而引起的应力集中。但传统的氯丁橡胶胶粘剂不能粘接聚氯乙烯(PVC)人造革、聚氨酯(PU)合成革、乙烯-醋酸乙烯酯共聚物(EVA)发泡底、丁苯橡胶(SBS)底、含 EVA及 PU的合成橡胶仿皮底、热塑性橡胶(TPR)等材料1,是因为为了增加上述材料的柔软性,需加入小分子量的增塑剂,这类增塑剂可渗入胶粘剂层或在其界面上积聚而形成弱边界层,这样氯丁橡胶良好的耐油性使得其粘接强度大大降低。 为了适应新型材料的要求,同时也为了提高胶粘剂的质量、简化使用工艺,许多学者进行了 CR 胶粘剂的改性研究,取得了明显的效果。 2 氯丁橡胶胶粘剂的改性 王强等用增粘树脂对 CR胶粘剂进行改性得出如下结论1)为了改善 CR胶粘剂的初粘强度,必须使用增粘剂;(2)在 CR胶粘剂中掺入增粘剂可大大提高其应用性;(3)选用高软化点的增粘剂可提高 CR 胶粘剂的粘接强度及胶膜的耐热性;(4)为了兼顾 CR 胶粘剂的粘合性和工艺性,采用混合增粘剂可达到较好的效果。 刘金华等人选用 CR01及树脂 RE01,RE04得到了综合性能良好的胶粘剂。 王翠珠等对氯丁橡胶胶粘剂与聚氨酯胶粘剂两种不同体系的性能进行了研究,发现两种胶粘剂配合使用,因交联程度较高,粘附性和耐热性均有改善,适用于铝合金和棉织物的粘接。 杨仕灿发现在实际生产中,为了改善胶粘剂的工艺性能,降低生产成本,可适当掺用部分通用型氯丁橡胶,如LDJ2121 氯丁橡胶或LDJ2120 氯丁橡胶等,对氯丁橡胶胶粘剂的质量没有太大的影响,在某些方面对质量有所改善,提高了胶粘剂对粘接面的湿润作用及其涂覆均匀性。 唐有根等以粘接型氯丁橡胶为主体成分,采用叔丁酚醛树脂改性,以甲苯,汽油,乙酸乙酯为混合溶剂,并辅以适当添加剂制得具有优异性能的氯丁强力胶粘剂。该产品粘接强度高,抗低温性能突出,在 - 20C时不冻结,特别适合北方地区使用1此外,该产品还克服了普通产品常见的胶液分层,低温凝胶,储存期短等缺点。 另外还有许多工作是直接针对 CR橡胶本身质量的改善。 Du Pont 公司推出一系列可直接溶解的粘接型 CR胶。这种胶的高温粘接性能优于传统品种,其喷涂性和刷涂性也比较好。由于不必预先素炼,该橡胶可使胶粘剂配制时间缩短4
鞋子的制作过程
鞋子的制作过程 Prepared on 22 November 2020
鞋子的制作过程 一双鞋子的制造,需要各种重要的步骤,以下介绍一下制鞋的步骤1、出格:在设计一款鞋之前,设计师会根本他自己的想象,画出鞋的型状,再按型状分开鞋面的各部份,然后用特定的一种硬纸版做成格。鞋面,的型状态,就完全受出格的影响。 在生产过程中,出格,分两种,一种是广义的出格,包括以上所讲和鞋楦的选型,就是鞋子的脚的型状。鞋面的设计,鞋底的选择,和各种主要用皮及其他配料的选择,全部都是由出格这道关完成的。广义的出格,就是完整意义上讲的鞋的设计,整个鞋的款式和风格,都由这个工艺完成的。 另一种,就是仅仅说的鞋面的设计,一般鞋的设计会按一个标准码设计,比如40码,设计完成以后再按照这款风格,放大或缩小成35-45码数,这就是出格。 1、放好的革样,给专门放革的工厂或加工店制造成马口铁的或塑料的革模,开料师傅,就用这两种革模中的一种来开料。仅仅负责鞋面设计和工艺的是狭义上的出格。 2、开料:开料师傅按放好的马口铁革或塑料革把整张皮料用刀划开,一双鞋子开好料以后,看上去是一小块一小块,完全不象鞋子。除了开皮以外,还有鞋子的内里,配布等都在这道工序完成。 3、折面:收到开料部的皮以后,把一小块一小块的皮,用胶水拼接好,然后在拼接处按需要用木锤或铁锤打紧。完成以后,整个鞋面就差不多是整块了。 4、铲皮:收到折面好的产品之后,为了准备把鞋面装在鞋底上,必须把皮与鞋底接合部份用铲刀削薄一点,以便接合更牢靠和美观。这道工序是由人手操作机器来完成,整双鞋以后是否容易开帮,这道工序很关键。虽然是由人操作机器,但人的操作技术和熟练程序决定产品的质量好坏。 5、车面:把折好面,车好皮的一小块一小块的鞋子车成一块。车面也是很关键的一道工序,车的是否美观,车位,针位是否到位,就决定了鞋子的美观和耐用程度。 6、猛鞋:把车好的鞋面皮,放在鞋楦上,然后用鞋钉在鞋面皮边上钉上钉子将其固定在鞋楦上,鞋面的型状,一般就由这道工序决定,是否光滑,穿上脚后是否正,有没有歪歪斜斜很多时候就是由这道工序决定的。 7、底落:把猛好的鞋面,连同鞋楦头一起固定在鞋底上,然后在把鞋底要跟皮料粘合处用清洗药水清洗,吹干以后,再上胶水固定。 8、成型:把上好底的鞋子放在成型机上压,以便于胶水更好沾住底部,然后皮料经过成型制以后,会更稳定,不会变型。喷漆:许多鞋子是需要喷漆的,喷漆以后,特别是黑色会更漂亮,更深,更黑。 9、烘干:将喷漆之后的皮鞋放进烘炉进行烘干,一般烘干的设备是强光灯,就象洗燥用的浴霸那样的灯,不过有很多个。也有用发热丝进行烘干的,不过发热丝散热不均匀,而且鞋子的吸热效率不高。 10、抛光:这是鞋子后部中最最关键的工序。抛光这道工序决定了鞋子的颜色是否符合客户的要求。抛光是分为抛光和烧焦,上腊等处理全部在抛光这一道工序。 商务正装皮鞋之类的分为本色,和“改色”。本色,就象黑色,白色之类的到抛光,就按原来的颜色进行打磨,抛光,上腊。改色就是象许多深棕色或深啡色之类的打腊皮,经过底部处理之后,到了抛光,它本来皮的颜色是黄棕色的,经过改色工艺,比如“烧焦”之后颜色就跟过去完全不同了。烧焦:是在抛光工序里,把鞋放到抛光机上,对抛光
氯丁橡胶胶粘剂制备方法
氯丁橡胶胶粘剂制备方法的探讨 前 言 氯丁橡胶胶粘剂的制备在我国已有几十年的历史,大大小小的氯丁橡胶胶粘剂生产企业有近千家,年产量近20万吨。怎样把氯丁橡胶胶粘剂的质量作得更好、成本做得更低,是每个氯丁橡胶胶粘剂生产企业在这几十年中追求的工作目标。氯丁橡胶胶粘剂制备的方法及过程对其使用性能和生产成本影响很大,是氯丁橡胶胶粘剂生产技术的关键之一。现将各方法作概要介绍供大家参考和讨论。 1氯丁橡胶胶粘剂制备方法 1.1 混炼法 这是现在最常用的方法。该法是在冷开炼机上将氯丁橡胶塑炼,通过剪切力将聚合物的高分子链降解。再根据氯丁橡胶的三种相态特点在弹性态时(温度>93℃),在炼胶机上将配合物混入生胶中。加料次序:先是氧化镁,然后是防老剂、最后是氧化锌。为了提高溶胶速度,混炼胶常常需切成小块状后加入溶胶釜。溶胶釜的搅拌器为框式或锚式搅拌、转速在60~80r/min时,16~20h混炼胶溶解于溶剂中,即制得胶粘剂。 根据工艺需要,也可将氧化镁与2402树脂进行螯合预反应,然后在搅拌下将混炼胶溶于其中。根据季节变化,溶胶釜可进行加热或冷却。 1.2 直接溶胶法 也是现今较多厂家采用的方法。该法是将小块氯丁橡胶原料和配合剂直接在溶胶釜(搅拌器为框式或锚式搅拌、转速为60~80r/min)中溶解和混合搅拌24~32h得产品。此法与前述方法相比无需混炼设备的投入以及无混炼设备的运行费用和人工操作等费用,较为经济。但是干的配合剂直接加到溶剂或胶液中的作法是不合适的,会导致部份填充物不被溶剂润湿而分散不好。一方面在胶粘剂中会出现小团小团的填充物颗粒;另一方面在胶粘剂贮存中,较短时间内就会出现沉淀分层现象。此时,应将干的配合剂与溶剂在一个特定的设备中(如球磨机中)进行良好分散处理,然后加入胶液中,因此该法也叫作“浆液法”。氧化镁与树脂也可进行螯合预反应,然后混合。 1.3 高剪切直接溶胶法 该法在广州等沿海局部地区被采用,但在其它地区未被人们理解、认识和推广。该法的
[整理版]鞋子的制作流程和设计介绍
[整理版]鞋子的制作流程和设计介绍鞋子的制作流程和设计介绍 一、鞋的知识 1、外销的鞋鞋长进退8厘,鞋围进退4厘,内销的鞋鞋长进退6厘,鞋围进退3.75厘。 2、人脚的内外围度是不一样长的,内侧短点,外侧长点,所以在做鞋的时候如果面版上鞋饰是左右对称的图案 则要让内围的鞋饰短于外围鞋饰2-3厘,在视觉上才会觉得对称。另外鞋内围面版要做得宽而短一些,外围面版 要做得长而窄点,特别是夹脚鞋。 3、制好一双鞋要用到三种胶水,贴中底用粉胶,粘合面版和中底用万能胶,粘大底用耐热胶且要中底和大底双 面刷胶。 4、凉鞋鞋头露出的脚趾一般为4个半脚趾,位置为拇指露出第一关节而小指只露出一点点最为舒服 5、凉鞋面版中线长(即面版最短的地方)约4-4.5公分最为舒服。 6、甲苯可以擦除印在鞋面上的印刷 7、凉鞋后带在脚跟处与中底之间的高度比脚跟到后带与中底粘合处之间的长度相差0.5-1公分。而从后脚跟到后 带与中底粘合处的长度约为3.5-4公分。 8、凉鞋后带高度要内高外低,因为脚踝关节内高外低。 9、鞋的面版压于中底下面的接口一般大约为2.2公分 10、人脚一般右脚比左脚的围长和脚长长
二、制鞋流程 1、制鞋流水线流程: 冲压中底--制作中底--制作面板--拉帮--上流水线刷胶贴鞋--定型 压鞋--风干--验货--清洁鞋面--包装2,板房制鞋流程 a、纸样 用胶纸贴鞋材--在贴有胶纸的鞋材上绘制鞋样并定好花头位置--裁 样--把胶纸上的鞋样复制在纸板上制成纸样 b、制面版 借助纸样剪出面版雏形--修整--车线--贴花头 c、制中底 绘制中底纸样--借助纸样裁出中底--用手按压制作中底弧度--刷胶 贴中底面料 d、借助鞋材粘合面版和中底 e、贴大底 三、小技巧 1、鞋脱胶的原因 a、贴完底后压机的压力不够; b、鞋面和鞋底包风; c、胶水干掉了,没有粘性; d、在贴合时,风扇吹到鞋底底正面导致不粘 2、如何辨别胶水是否完全干燥: a、擦的是水性胶,那么底或面从烘箱里面出来后,如果胶表面有白点说明胶水没有干;
鞋的制作流程
鞋的制作流程 一、运动鞋结构Gym shoes structure ●鞋邦shoes bond 邦面nations face: 前邦nations before 后邦nations after 邦里bond in ●鞋底sole 中底insole 外底outsole 二、鞋身外形shoes bady shap 整片式the whole chip 两片式two chip 两截式Two parts-style 三、鞋底结构sole structure ●中底middle sole 软soft: 帆布canvas+无纺布non-wovens+帆布canvas 硬hard: 纸板paperboard ●大底oustsole: 工艺craft 缝制tailor 硫化vulcanization 模压moulding 注射injection 胶粘glue 类型style 成型底Forming sole 组装底assembling sole ●鞋垫shoe-pad 四、鞋号shoes size ●中国China 1 鞋号范围shoes size range 90-305size 2 男鞋man shoes 235-275size 3 女鞋中间号women shoes middle size 235size 4 童鞋大中小号分别为big medium and small number of children’s shoes is 225 190 150 ●外国鞋号foreign shoes size 1 法码(EUR)16-48 size 2 英码(uk)
3.美国码US 五.鞋常用材料Shoes commonly used materials ●鞋邦常用材料shoes bond commonly used material 1.天然革材料natural leather material: 牛皮cow leather,羊皮 sheepskin 2.人工革材料artificial leather material: 人造革leather 合成革synthetic leather 超细纤维革microfiber leather 3 网布材料mesh material 4.其他others ●鞋里常用材料shoes inside materials commonly used 1.丽新布(无纺布)non-woven 2.单面绒布single side flannel 3.特立可得T/C 4.泡棉foam 5.港宝KP 6.其他材料other materials:织带ribbon,鞋带shoelace,松紧带elastic ●鞋底材料sole material 1.外底材料outsole material 橡胶RB,热塑性橡胶TPR聚氨酯PU, 依稀醋酸乙烯脂EVA 热塑性的聚氨酯TPU 2中底材料middle sole material 软soft:帆布canvas+无纺布non-wovens+ 帆布canvas 硬hard:纸板paperboard 3 鞋垫insole :EVA材料经过压膜定型处理EVA material through membrance stereotypes processing 六.鞋子开板Making the shoes model ●材料material:白卡纸white cardboard.美纹纸masking tape.鞋楦shose tree ●步骤step 1.鞋楦用美纹纸贴起来(只贴一半)tap the shoes tree with the masking tape onle half 2.画出鞋楦的背中线Draw the dorsal midline of the shoe tree 3.画出鞋头和后跟的凸点Draw the tow and heel bump 4.测量鞋头到后跟凸点外侧距离measure from front shoes to heel bump 5将样板撕下贴在白卡纸上tear off the sample plate stick the white card paper 6展平样板后再次测量鞋头凸点到后跟凸点距离,与步骤四比较看是否有 误差after flattening model measure again toe to heel bump diatance,compare with step four see if there are errors. 7.把样板裁下,就是鞋楦板cut the model ,it is shoes tree board. 8.测量鞋头凸点到口纹距离,后跟高度,口纹处长度measure frot shoes
氯丁橡胶胶粘剂的研究应用
氯丁橡胶胶粘剂的研究应用 摘要:介绍了近来国内氯丁橡胶胶粘剂的工业应用和研究概况,评价了各种氯丁橡胶胶粘剂的粘接性能,预测了氯丁橡胶胶粘剂的未来发展走势. 关键词:氯丁橡胶;胶粘剂 Review on Adhesives of Chloroprene Rubber Abstract : In this study , the recent application and research about the adhesives based on chloroprene rubber were reviewed , the adhesion performance was evaluated , and the development and tendency were forecasted and 33 references were involved. Keywords : chloroprene rubber ; adhesives ; review 随着现代工业和科学技术的发展,以高分子材料为基础的胶粘剂已得到广泛的应用。其中氯丁橡胶(CR) 胶粘剂占着极其重要的地位。由于CR 价格较便宜,在制鞋业,装饰业和汽车工业上,其需求量以较高速度增长,我国粘接用CR 年均增长率高达16. 65 %(1990~1998 年)。就制鞋业而言,95 %的鞋厂使用CR 胶粘剂,占鞋用胶的90 %以上。 1普通氯丁橡胶胶粘剂的概况 氯丁橡胶胶粘剂适用于柔软性物体的粘合,能够缓解由于膨胀或收缩而引起的应力集中. 但传统的氯丁橡胶胶粘剂不能粘接聚氯乙烯(PVC) 人造革、聚氨酯(PU) 合成革、乙烯2醋酸乙烯酯共聚物( EVA) 发泡底、丁苯橡胶(SBS) 底、含EVA 及PU 的合成橡胶仿皮底、热塑性橡胶(TPR) 等材料1 这是因为为了增加上述材料的柔软性,需加入小分子量的增塑剂,这类增塑剂可渗入胶粘剂层或在其界面上积聚而形成弱边界层,这样氯丁橡胶良好的耐油性使得其粘接强度大大降低. 为了适应新型材料的要求,同时也为了提高胶粘剂的质量、简化使用工艺,许多学者进行了CR 胶粘剂的改性研究,取得了明显的效果. 2氯丁橡胶胶粘剂的改性 王强等用增粘树脂对CR 胶粘剂进行改性得出如下结论: (1) 为了改善CR 胶粘剂的初粘强度,必须使用增粘剂; (2) 在CR 胶粘剂中掺入增粘剂可大大提高其应用性; (3) 选用高软化点的增粘剂可提高CR 胶粘剂的粘接强度及胶膜的耐热性; (4) 为了兼顾CR 胶粘剂的粘合性和工艺性,采用混合增粘剂可达到较好的效果。刘金华等人选用CR01 及树脂RE01 ,RE04 得到了综合性能良好的胶粘剂。王翠珠等对氯丁橡胶胶粘剂与聚氨酯胶粘剂两种不同体系的性能进行了研究,发现两种胶粘剂配合使用,因交联程度较高,粘附性和耐热性均有改善,适用于铝合金和、棉织物的粘接杨仕灿发现在实际生产中,为了改善胶粘剂的工艺性能,降低生产成本,可适当掺用部分通用型氯丁橡胶,如LDJ2121 氯丁橡胶或LDJ2120 氯丁橡胶等,对氯丁橡胶胶粘剂的质量没有太大的影响,在某些方面对质量有所改善,提高了胶粘剂对粘接面的湿润作用及其涂覆。唐有根等以粘接型氯丁橡胶为主体成分,采用叔丁酚醛树脂改性,以甲苯,汽油,乙酸乙酯为混合溶剂,并辅以适当添加剂制得具有优异性能的氯丁强力胶粘剂. 该产品粘接强度高,抗低温性能突出,在- 20°C 时不冻结,特别适合北方地区使用1 此外,该产品还克服了普通产品常见 的胶液分层,低温凝胶,储存期短等缺点。 Du Pont 公司推出一系列可直接溶解的粘接型CR 胶. 这种胶的高温粘接性能优于传统品种,其喷涂性和刷涂性也比较好. 由于不必预先素炼,该橡胶可使胶
氯丁橡胶
氯丁橡胶 氯丁橡胶(Neoprene)。由氯丁二烯(即2-氯-1,3-丁二烯)为主要原料进行α-聚合而生产的合成橡胶,被广泛应用于用于抗风化产品、粘胶鞋底、涂料和火箭燃料。 1简介 氯丁橡胶(CR) 英文全称:Chloroprene Rubber 分子量:88.5365 氯丁橡胶分子结构图 密度:1.15-1.25(g/cm3) 分子结构式: 又称氯丁二烯橡胶,是氯丁二烯(即2-氯-1,3-丁二烯)为主要原料进行α-聚合生成的弹性体。 它由杜邦公司的华莱士·卡罗瑟斯于1930年4月17日首先制得,杜邦于1931年11月公开宣布已经发明氯丁橡胶,并于1937年正式推向市场,使氯丁橡胶成为第一个实行工业化生产的合成橡胶品种。 氯丁橡胶均以乳液聚合法生产,生产工艺流程多为单釜间歇聚合。聚合温度多控制在40~60℃,转化率则在90%左右。聚合温度、最终转化率过高或聚合过程中进入空气(氧气)均会导致产品质量下降。生产中用硫磺-秋兰姆(四烷基甲氨基硫羰二硫化物)体系调节分子量。硫磺-秋兰姆体系的主要缺点在于硫键不够稳定,这是影响贮存性的重要原因之一。若用硫醇调节分子量,则可改善此种性能。氯丁橡胶与一般合成橡胶不同,它不用硫磺硫化,而是用氧化锌、氧化镁等硫化。氯丁橡胶的品种和牌号较多,是合成橡胶中牌号最多的一个胶种。氯丁橡胶的品种和牌号可按如下几种情况划分:
①按分子量调节方式分为硫黄调节型、非硫黄调节型、混合调节型。 ②按结晶速度和程度大小分为快速结晶型、中等结晶型和慢结晶型。 ③按结晶速度和程度大小分为快速结晶型、中等结晶型和慢结晶型。 ④按门尼粘度高低分为高门尼型、中门尼型和低门尼型。 ⑤按所用防老剂种类分为污染型和非污染型。 美国杜邦(DuPont)公司Neoprene系列氯丁橡胶;日本电气化学公司Denka系列氯丁橡胶的;德国拜耳(Bayer)公司Bay pren系列氯丁橡胶;法国迪斯狄吉尔(Distugil)公司Butaehlor系列氯丁橡胶;俄罗斯Nairit系列氯丁橡胶;日本东洋曹达(Soda)公司Skyprene 系列氯丁橡胶;美国Petro-Tex化学公司Neoprere系列氯丁橡胶 氯丁橡胶在压敏胶制备中单独使用得不多,一般是与天然橡胶配合使用。 氯丁橡胶宜贮存于阴凉、通风、干燥的库房内,切勿重压,以防结团。贮存期1年。 我国有三套氯丁橡胶生产装置,总能力5万t/a以上。这三套装置分别位于重庆长寿化工厂、山西省化工厂和青岛化工厂。 2性能 外观为乳白色、米黄色或浅棕色的片状或块状物,密度1.23-1.25g/cm3,玻璃化温度?40-50°C,碎化点?35°C,软化点约80°C,230-260°C下分解。氯丁橡胶溶解度参数占δ=9.2~9.41。溶于甲苯、二甲苯、,二氯乙烷、三钒乙烯,微溶于丙酮、甲乙酮、醋酸乙酯、环己烷,不溶于正己烷、溶剂汽油,但可溶于由适当比例的良溶剂和不良溶剂及非溶剂或不良溶剂和非溶剂组成的混合溶剂,在植物油和矿物油中溶胀而不溶解。 有良好的物理机械性能,耐油,耐热,耐燃,耐日光,耐臭氧,耐酸碱,耐化学试剂。缺点是耐寒性和贮存稳定性较差。具有较高的拉伸强度、伸长率和可逆的结晶性,粘接性好。耐老化、耐热。耐油、耐化学腐蚀性优异。耐候性和耐臭氧老化仅次于乙丙橡胶和丁基橡胶。耐热性与丁腈橡胶相当,分解温度230~260℃,短期可耐120~150℃,在80~100℃可长期使用,具有一定的阻燃性。耐油性仅次于丁腈橡胶。耐无机酸、碱腐蚀性良好。耐寒性稍差,电绝缘性不佳。生胶储存稳定性差,会产生“自硫”现象,门尼黏度增大,生胶变硬。国外牌号有,AD一30(美国)、A-90(日本)、320(德国)、MA40S(法国)。
做鞋的工序及流程
做鞋的工序及流程 一、原辅材料仓库 1、每日原辅材料进出库须做好材料帐及库存帐,并用微机管理; 2、进料和发料须专人管理,以免出错; 3、进料时须有质检人员在场,检验品质是否正确,颜色是否正确。 二、裁断车间 1、领料须由专人负责,由组长统一分配给员工; 2、真皮类裁切时,因只能单层裁切,用GSB-2C液压摆臂式下料机或XCLP2-250液压平面下料机较好; 3、裁切尼龙布、特多龙布、帆布及较薄PVC革时,因材料较软,同时可一次多层裁切,故应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。 4、裁切中底板时,因材料较硬,同时可一次多层裁切,应用XCLP2-250液压平面下料机或XCLL2-250液压龙门下料机。 5、任何裁出的部件、特别是有色皮料、布类应同时做质检、配色、配双及数量清点等工作,以免到针车部门时做重复工作; 6、裁切主管人员应辅导员工做好机器及刀模的日常保养工作; 7、管理人员须随时巡视员工使用斩是否按指令单的刀号操作并教导员工如何自我检验。 8、教导员工对材料的认识,须适材适用,并注意斩刀排列方式,减少不必要的材料浪费。 裁料,选料原则是鞋头最好料,鞋头不能有皮伤,傻眼等等,外帮次之,再内帮,以及一些不起眼的小位置。 三、准备课 1、配料室依据订单情况,将裁切好的部件排列整齐,等待加工; 2、已裁切好的部件如需印刷、削皮、贴内里、烫印等,均由准备课负责; 3、加工好的材料交付给中仓备料组,由中仓备料组发料至针车车间加工。 4、裁切好的部件如中底板、鞋垫等,如果不需要特别车缝加工的,可在完成必要处理后送半成品仓库 5、在准备课,待所有部件完成后,一定要将鞋面所有部件质量及统计数字妥善整理,准备交付给针车车间;6 、手工,比如,折边是否该圆则圆,该方则方,二只鞋同一位置是否大小一致,饰扣位置是否一致,内里是否清洁,不能到买家手上还有污渍,拉链鞋的拉链装得是否平顺,拉动是否顺畅。内里是否平顺,手伸进鞋里是否有凹凸不平的感觉等等。 四、针车车间 1、针车车间的车帮及做帮的工艺流程和员工配置,依据鞋面设计的不同而变化,一般一条针车流水线,如果每8小时能生产1500双时,须各种针车约70-80台,手工人员约10-15人,共计80-95人; 2、车缝时必须注意车线边距,针距是否控制良好,与要求的标准是否相符; 3、车缝时必须注意鞋面部件上各记号点的正确性,如车缝时未按正确的记号,鞋面完成后将会不正,造成夹帮困难,影响成品鞋的品质。鞋子线路边距正常是1MM~1.5mm,休闲鞋例外,那么鞋子线路边距过大、过小、车烂边、线路弯曲不顺畅都是做工不好的表现,针距1厘米4.5~5.5 针正常,过稀过密都是品质问题,休闲鞋例外。男正装鞋一般情况下鞋头不允许接线或重针,更不会有线头了。成品鞋不管在哪位置留下线头都是品质超差的表现。鞋口有剪坏现象,内里没车到或留有针孔都是品质不好。4、针车车间必须配备小剪刀等工具,鞋厂要自行采购 5、做好的