产品热处理检验表模版
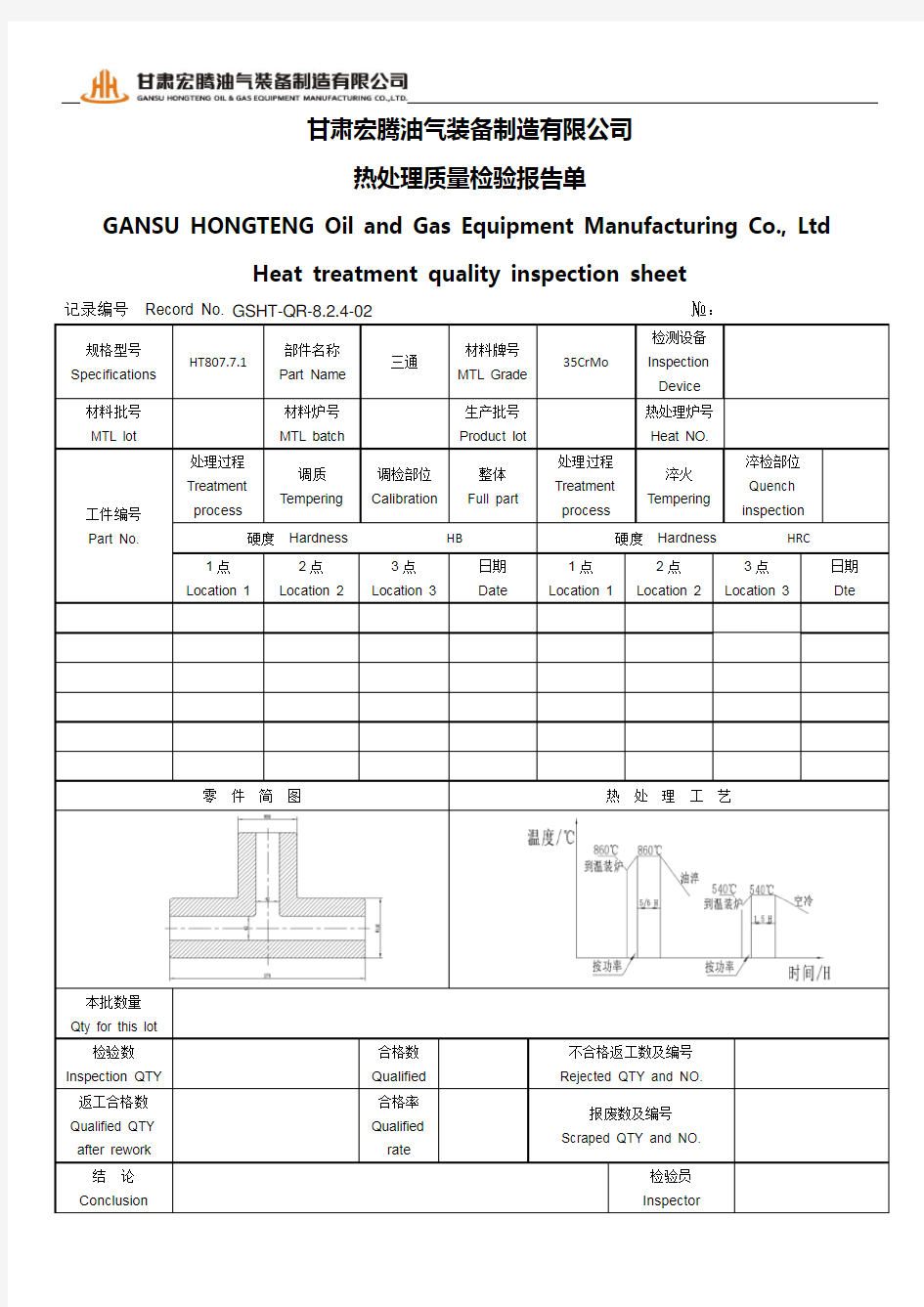
热处理质量检验报告单
GANSU HONGTENG Oil and Gas Equipment Manufacturing Co., Ltd
Heat treatment quality inspection sheet
记录编号Record No. GSHT-QR-8.2.4-02№:
规格型号
Specifications
HT807.7.1
部件名称
Part Name
三通
材料牌号
MTL Grade
35CrMo
检测设备
Inspection
Device 材料批号
MTL lot
材料炉号
MTL batch
生产批号
Product lot
热处理炉号
Heat NO.
工件编号
Part No.
处理过程
Treatment
process
调质
Tempering
调检部位
Calibration
整体
Full part
处理过程
Treatment
process
淬火
Tempering
淬检部位
Quench
inspection
硬度Hardness HB硬度Hardness HRC 1点
Location 1
2点
Location 2
3点
Location 3
日期
Date
1点
Location 1
2点
Location 2
3点
Location 3
日期
Dte 零件简图热处理工艺
本批数量
Qty for this lot
检验数
Inspection QTY
合格数
Qualified
不合格返工数及编号
Rejected QTY and NO.
返工合格数
Qualified QTY
after rework
合格率
Qualified
rate
报废数及编号
Scraped QTY and NO.
结论检验员
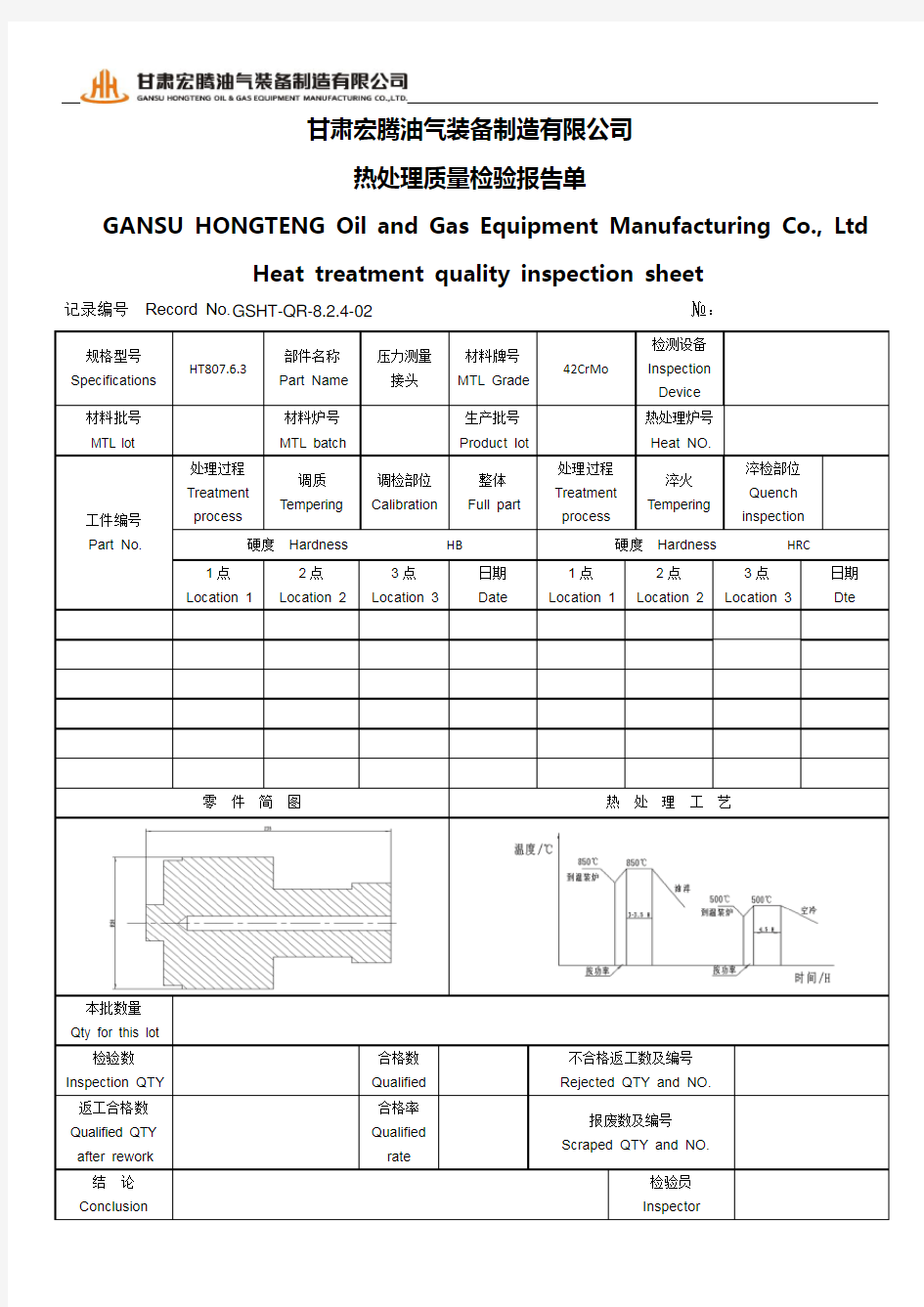
热处理质量检验报告单
GANSU HONGTENG Oil and Gas Equipment Manufacturing Co., Ltd
Heat treatment quality inspection sheet
记录编号Record No. GSHT-QR-8.2.4-02№:
规格型号
Specifications
HT807.6.3
部件名称
Part Name
压力测量
接头
材料牌号
MTL Grade
42CrMo
检测设备
Inspection
Device 材料批号
MTL lot
材料炉号
MTL batch
生产批号
Product lot
热处理炉号
Heat NO.
工件编号
Part No.
处理过程
Treatment
process
调质
Tempering
调检部位
Calibration
整体
Full part
处理过程
Treatment
process
淬火
Tempering
淬检部位
Quench
inspection
硬度Hardness HB硬度Hardness HRC 1点
Location 1
2点
Location 2
3点
Location 3
日期
Date
1点
Location 1
2点
Location 2
3点
Location 3
日期
Dte 零件简图热处理工艺
本批数量
Qty for this lot
检验数
Inspection QTY
合格数
Qualified
不合格返工数及编号
Rejected QTY and NO.
返工合格数
Qualified QTY
after rework
合格率
Qualified
rate
报废数及编号
Scraped QTY and NO.
结论检验员
热处理质量检验报告单
GANSU HONGTENG Oil and Gas Equipment Manufacturing Co., Ltd
Heat treatment quality inspection sheet
记录编号Record No. GSHT-QR-8.2.4-02№:
规格型号
Specifications
HT807.7.7
部件名称
Part Name
三通
材料牌号
MTL Grade
35CrMoA
检测设备
Inspection
Device 材料批号
MTL lot
材料炉号
MTL batch
生产批号
Product lot
热处理炉号
Heat NO.
工件编号
Part No.
处理过程
Treatment
process
调质
Tempering
调检部位
Calibration
整体
Full part
处理过程
Treatment
process
淬火
Tempering
淬检部位
Quench
inspection
硬度Hardness HB硬度Hardness HRC 1点
Location 1
2点
Location 2
3点
Location 3
日期
Date
1点
Location 1
2点
Location 2
3点
Location 3
日期
Dte 零件简图热处理工艺
本批数量
Qty for this lot
检验数
Inspection QTY
合格数
Qualified
不合格返工数及编号
Rejected QTY and NO.
返工合格数
Qualified QTY
after rework
合格率
Qualified
rate
报废数及编号
Scraped QTY and NO.
结论检验员
热处理质量检验报告单
GANSU HONGTENG Oil and Gas Equipment Manufacturing Co., Ltd
Heat treatment quality inspection sheet
记录编号Record No. GSHT-QR-8.2.4-02№:
规格型号
Specifications
HT807.7.8
部件名称
Part Name
L型接头材料牌号
MTL Grade
35CrMo
检测设备
Inspection
Device 材料批号
MTL lot
材料炉号
MTL batch
生产批号
Product lot
热处理炉号
Heat NO.
工件编号
Part No.
处理过程
Treatment
process
调质
Tempering
调检部位
Calibration
整体
Full part
处理过程
Treatment
process
淬火
Tempering
淬检部位
Quench
inspection
硬度Hardness HB硬度Hardness HRC 1点
Location 1
2点
Location 2
3点
Location 3
日期
Date
1点
Location 1
2点
Location 2
3点
Location 3
日期
Dte 零件简图热处理工艺
本批数量
Qty for this lot
检验数
Inspection QTY
合格数
Qualified
不合格返工数及编号
Rejected QTY and NO.
返工合格数
Qualified QTY
after rework
合格率
Qualified
rate
报废数及编号
Scraped QTY and NO.
结论检验员
热处理质量检验报告单
GANSU HONGTENG Oil and Gas Equipment Manufacturing Co., Ltd
Heat treatment quality inspection sheet
记录编号Record No. GSHT-QR-8.2.4-02№:
规格型号
Specifications
HT807.7.10
部件名称
Part Name
三通
材料牌号
MTL Grade
35CrMo
检测设备
Inspection
Device 材料批号
MTL lot
材料炉号
MTL batch
生产批号
Product lot
热处理炉号
Heat NO.
工件编号
Part No.
处理过程
Treatment
process
调质
Tempering
调检部位
Calibration
整体
Full part
处理过程
Treatment
process
淬火
Tempering
淬检部位
Quench
inspection
硬度Hardness HB硬度Hardness HRC 1点
Location 1
2点
Location 2
3点
Location 3
日期
Date
1点
Location 1
2点
Location 2
3点
Location 3
日期
Dte 零件简图热处理工艺
本批数量
Qty for this lot
检验数
Inspection QTY
合格数
Qualified
不合格返工数及编号
Rejected QTY and NO.
返工合格数
Qualified QTY
after rework
合格率
Qualified
rate
报废数及编号
Scraped QTY and NO.
结论检验员
热处理质量检验报告单
GANSU HONGTENG Oil and Gas Equipment Manufacturing Co., Ltd
Heat treatment quality inspection sheet
记录编号Record No. GSHT-QR-8.2.4-02№:
规格型号
Specifications
HT807.7.6
部件名称
Part Name
2”公由
壬接头
材料牌号
MTL Grade
35CrMo
检测设备
Inspection
Device 材料批号
MTL lot
材料炉号
MTL batch
生产批号
Product lot
热处理炉号
Heat NO.
工件编号
Part No.
处理过程
Treatment
process
调质
Tempering
调检部位
Calibration
整体
Full part
处理过程
Treatment
process
淬火
Tempering
淬检部位
Quench
inspection
硬度Hardness HB硬度Hardness HRC 1点
Location 1
2点
Location 2
3点
Location 3
日期
Date
1点
Location 1
2点
Location 2
3点
Location 3
日期
Dte 零件简图热处理工艺
本批数量
Qty for this lot
检验数
Inspection QTY
合格数
Qualified
不合格返工数及编号
Rejected QTY and NO.
返工合格数
Qualified QTY
after rework
合格率
Qualified
rate
报废数及编号
Scraped QTY and NO.
结论检验员
热处理实习报告2篇_工作报告
热处理实习报告2篇 昨天参观了工具加工的车削、磨、铣的精加工车间,今天我们开始了,热处理的学习。到底在精加工和刃磨角度之前或者在冷拔、冲压之前,工具经过了怎样的热处理呢?今天工具厂的老厂长,为我们做了详细的介绍。 热处理是指将钢在固态下加热、保温和冷却,以改变钢的组织结构,从而获得所需要性能的一种工艺。世界工业发展表明,制造技术的先进性是产品竞争能力的保证,而热处理技术的先进程度,则是保证机械产品质量的关键性因素。老师提到了美国历经数年形成并制订的“美国热处理2020年技术发展路线图”,这是目前国际上最先进的热处理技术发展路线,资料显示,美国对于热处理技术设想目标是能源消耗减少80%,工艺周期缩短50%,生产成本降低75%,热处理实现零畸变和最低的质量分散度,加热炉使用提高到原先的10倍(增加9倍),加热炉价格降低50%,实现生产零污染。而我国的热处理相对于制造业发达的美国仍然存在20年的差距。 在上工具厂,主要的产品有:齿轮刀具、螺纹刀具、拉销刀具、孔加工刀具、硬质合金刀具、铣刀、铰刀类刀具、量具类刀具、非标准特殊刀具。而每一种产品在加工过程中都要依据其材料及工艺要求的不同接受不同方式的热处理。根据加热、冷却的方式及钢组织性能的变化特点不同,热处理可以分为以下几种:1、普通热处理:退火、1 / 10
正火、淬火和回火;2、表面热处理:表面淬火、化学热处理;3、其他热处理:真空热处理、变形热处理、控制气氛热处理、激光热处理等。 随后,师傅为我们介绍了上海工具厂的热处理设备。在上海工具厂,有四台真空炉。热处理真空炉是具有高压(压力0.6-1.0mpa)气冷功能的真空热处理设备,适用于高速钢、高合金工模具钢、不锈钢等精密零件的真空气淬、退火、钎焊以及磁性材料的烧结及快速冷却等。在机床厂这四台真空炉中,有三台是91年从波兰引进的、美国技术制造的高压气淬真空炉,它由5bar的氮气进行冷却;有效零件炉塞尺寸为600600900mm、可承受最大重量为500kg;加热方式为高频辐射加热;真空度达到50~100pa(大气压为11000000pa。而另外一台真空炉是ipsen的12bar高温气淬真空炉,这台设备属于国际领先技术,由着名的德国ipsen公司生产。其特点有:1、低温对流循环加热,温度范围是150~850℃;循环加热对于型号大的模具便能达到均匀处理的效果。2、分级等温冷却,可以减少工件的变形和开裂;3、冷却风机可以在真空状态下启动,以达到快书冷却的目的。(普通的风机要在冲气0.4bar以后才能启动);4、功率因数高,普通炉在升温时功率因数0.85、保温时0.5而ipsen在升温时功率因数也是0.85而保温的功率因数可以达到0.83;5、ipsen的水冷风机可以超载250%,正常装机容量为115kw在最大超载状态下可以达到287.5kw。ipsen 公司是国际上知名的工业炉制造公司,总部设在德国kleve,在欧洲、美洲、亚洲多个国家设有制造厂,在我国上海也设有制造厂,在北京2 / 10
首件验收小结模板
重庆市轨道交通六号线二期工程 BT一标段一分部邱家湾明挖车站 主体结构底板钢筋、防水、杂散电流 首 件 验 收
上海建科工程咨询有限公司Array 重庆育才工程咨询监理有限公司 目录 一. 工程概况 (2) 二. 工程进度完成情况 (3) 三. 验收工程范围 (3) 四. 验收依据 (3) 五. 监理过程控制情况 (4) (一)原材料抽检及见证取样检验情况 (4) (二)工序检查情况 (6) (三)旁站监理情况 (6) 六. 测量监理工作 (6) 七. 设计变更及技术洽商情况 (7) 八. 监理工程师通知执行情况 (7) 九. 工程质量控制资料 (7) 十. 工程质量验收小结 (7)
一. 工程概况 邱家湾车站位于通江大道与同景国际销售通道的十字路口下,沿通江大道布置。本站为轨道交通六号线二期工程中间站,车站分界里程为YDK1+619.68~YDK1+797.78,车站主体全长178.1m。标准段宽度20.9m,加宽段为24.6米。本站为12m站台岛式车站。本站站内结构工程,由地下一层(站厅层)和、地下二层(站台层)组成,主体结构设计安全等级均为一级,耐火等级为一级,抗振设防烈度为6度。该工程结构均为钢筋砼框架结构,防水层为4mm厚的卷材防水,底板纵向基础梁纵向钢筋为Ф32、箍筋为Ф14@100、腰筋为12Ф20、拉结筋为Ф12@200;底板1~2轴线横向钢筋下排为Ф28@200、上排为Ф25@200,纵向钢筋上、下排均为Ф22@100;底板2~8轴线横向钢筋下排为Ф28@200、上排为Ф25@100、中间梁下排附加筋为Ф28@200,纵向钢筋上、下排均为Ф22@150;积水坑底板横向钢筋下排为Ф28@100、上排为Ф25@100、纵向钢筋上、下排均为Ф22@100;底板基础梁及边墙加腋处纵向钢筋均为8Ф22,横向钢筋均为Ф22@100;底板上、下层拉筋标准段为Ф12@400*450、加宽段为Ф12@400*400、架腋范围内Ф12@300*300;侧墙1~2轴线外侧钢筋为Ф32@200、内侧为Ф22@100,2~8轴线外侧钢筋为Ф28@200、内侧为Ф20@150;Z1纵向主筋
首末件检验规定
首末件检验规定 河南赛尔车轮有限公司 首末件检验程序 编制:技术部审核:王海成批准:庞海强文件编号:JS-Y-03 一、目的 为确保生产产品和过程特性与生产技术要求保持一致,并防止大量不良之发生,特制定本程序。 二、范围 凡制造部门生产产品首末件检验均遵照执行 三、职责 技术部编制产品首末件检验程序;质检部、生产车间共同完成首末件测量,做好记录,并负责标识和封存。 四、定义 1、首件是每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品。对于大批量生产,“首件”是指一定数量的样品。 2、首件检验是对每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品进行的检验。一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。 3、末件是在工人完成整个产品生产后随机抽查几件产品。 4、末件检验是在工人完成整个产品生产后进行末件封样与首件进行对比从而判断模具或工装完好。 五、程序
1、作业流程,见附件 2、首件产出后,操作工及时通知或告知专职检验员检验,以首末件检查表项目逐一检查,并记录签字,若检验员发现并判定不合格,须停机处理或更换模具时,则由检验员、车间共同决定,并记录于首末件检查表,经整改再依据首末件检验程序,进行复检。对检验合格的首件做标识即“首件”字样,具体可由质检部和车间共同确定认可的可追溯性标识。 3、末件产出后,操作工要对产品做“末件”标识,并送质检部由检验员检验,仍以首末件检查表项目逐一检查,并记录签字。 4、首件检查样品,须保留至末件检查合格以后,一起退回生产车间。 2011.7.16 首末件检验流程 生产 通知首末件检验 NO 检验整改 末件YES 首件YES NO 复检 入库继续生产
热处理检验报告
热处理检验报告 产品名称2BE1253产品编号 部件名称材质件数热处理方式热处理工艺要求冷却方式 起始温度 ℃升温速度 ℃/h 保温温度 ℃ 保温时间 h 出炉温度 ℃ 侧端盖H2508退火20100500 2160空冷热处理结论: 2BE1253侧端盖产品(零件),热处理符合工艺要求,同意验收。 检验员: 日期: 审核: 日期: 质检专用章热处理检验报告 产品名称2BE1253产品编号
部件名称材质件数热处理方式热处理工艺要求冷却方式 起始温度 ℃升温速度 ℃/h 保温温度 ℃ 保温时间 h 出炉温度 ℃ 泵体Q235B4退火20100720 3720空冷热处理结论: 2BE1253泵体产品(零件),热处理符合工艺要求,同意验收。 检验员: 日期: 审核: 日期: 质检专用章热处理检验报告 产品名称2BE1253产品编号 部件名称材质件数热处理方式热处理工艺要求冷却方式 起始温度 ℃升温速度 ℃/h 保温温度 ℃ 保温时间 h 出炉温度 ℃
主轴(调质)45#4淬火60080870 5870油冷 回火35060 640 8 350 空冷 热处理结论: 2BE1253主轴产品(零件),热处理符合工艺要求,同意验收。 检验员: 日期: 审核: 日期: 质检专用章热处理检验报告 产品名称2BE1253产品编号 部件名称材质件数热处理方 式 热处理工艺要求冷却方式起始温度 ℃ 升温速度 ℃/h 保温温度 ℃ 保温时间 h 出炉温度 ℃ 轴套304(0Cr18Ni9)8退火20100350 4300空冷分配器304(0Cr18Ni9)8 退火20 100 350 4 300 空冷
压铸首末件及定时检验规范(含表格)
压铸首末件及定时检验规范 (ISO9001:2015) 1 范围 本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。 本程序适用于压铸事业部首末件检验及定时检验的质量控制。 2 术语和定义 压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。 压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。 定时检验:在每小时的整点时刻对产品实施的质量检验的过程。 3 规范性引用文件 无 4 职责 4.1 压铸生产部负责首末件及定时检验的实施。 4.2 质量控制部门负责首末件及定时检验的实施情况的监督检查。 5 管理要求
5.1 压铸工序首末检验及定时检验 5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。 5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。 5.1.3 本班首件检验 5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。 5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。 5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。 5.1.3.4 现场工艺将首件产品交表面处理工序进行抛光验证,并在“压铸毛坯抛光验证登记记录表”上进行记录,打磨巡检确认效果。
最新测试BUG记录表模板
测试BUG记录表外呼前台: 项目信息 测试时间:2012年9月28日测试人员:韩娟娟 前台地址:http://192.168.0.213:8003/login.aspx 后台地址:http://192.168.0.213:8001/login.aspx 后台帐号4000810010 座席 号 2046 后台密码:666666 系统环境:2008系统浏览器:Ie8 合成地址:无 错误描述(项目测试人填写)1、错误路径:客户资料 截图:
错误描述: 1.客户资料——添加客户资料——展开,QQ信息一旦添加,就不能保存。 2.客户资料——来电记录——编辑,咨询内容不能换行输入。 3. 客户资料——查询客户资料——编辑,客户资料也不能换行输入。 备注: 修改反馈记录(格式:时间 + 修改情况) 修改人: 项目经理: 错误描述(项目测试填写)2、 错误路径:通讯录 截图: 图一图二 图三 错误描述: 1.通讯录——个人通讯录——添加,QQ信息一旦添加,就不能保存,msn格式没有验证。如图一 2.通讯录——个人通讯录——编辑,如图二备注中换行输入内容,单击“保存” 后,在列表中显示换行标记,如图三
备注: 修改反馈记录(格式:时间+ 修改情况) 修改人: 项目经理: 错误描述(项目测试人填写) 3、错误路径:知识库 截图: 图一图二 图三 错误描述: 1.知识树不能及时刷新,添加了内容后,需要重新回到此页面才能显示更新内容。 2.知识库——个人知识库——添加,若换行输入知识库内容,添加成功后,再次编 辑或查看时,出现如图二、三所示 3.知识库中个人知识库、企业知识库、共享知识库,单击“查看”时弹出页面显示
过程检验记录(首、过程末件)
丹阳峰日车辆配件有限公司 过程检验记录单QR/QB21-04 检验员:郭龙日期: 产品名称设备 型号 生产车间注塑 序号检验项目技术要求检验 类型 实测值判定结果 样本 1 样本 2 样本 3 样本 4 样本 5 Y N首末件 比对 1外观零件表面不得有飞边、 毛刺、水丝、变形首件□Y □N 过程 末件 2尺寸首件□Y □N 过程 末件 3尺寸首件□Y □N 过程 末件 4尺寸首件□Y □N 过程 末件 5尺寸首件□Y □N 过程 末件 6材质、型号 规格首件□Y □N 过程 末件 7配合性首件□Y □N 过程 末件 8秤重首件□Y □N 过程 末件 不良缺陷 尺寸偏差缺料毛刺、飞边缩影变形、破裂其他不合格数量
2、符合要求的项目打√,不符合要求的项目打×,不需要检验的项目打/ 丹阳峰日车辆配件有限公司 过程检验记录单QR/QB21-04 检验员:日期: 产品名称设备 型号 生产车间装配 序号检验项目技术要求检验 类型 实测值判定结果 样本 1 样本 2 样本 3 样本 4 样本 5 Y N首末件 比对 1机构灵活 性操作轻便、不卡滞,无 异响 首件□Y □N 过程 末件 2外观产品表面平整、光滑、 无损伤首件□Y □N 过程 末件 3外观无错漏、漏装现象首件□Y □N 过程 末件 4涂层涂层表面平整、色泽一 致、无起泡等首件□Y □N 过程 末件 5其他胶带未超出本体,胶贴 无缝隙首件□Y □N 过程 末件 6其他首件□Y □N 过程 末件 不良缺陷 错装漏装装配不牢固装配有异响装配卡滞其他不合格数量
常州市青洋塑料制品有限公司 过程检验记录
质量体系记录表格样式大全模板
质量体系记录表格 样式大全 1
记录表格格式 目录 1.质量管理体系文件更改单( 表CX4231) (5) 2.管理评审报告( 表CX5611-1) (6) 3.评审组成员签字表( 表5611-2) (7) 4.设备购置申请单( 表CX6311-1) (8) 5.设备维修、三保验收单( 表CX6311-2) (9) 6.工艺装备设计申请单表( CX6312-1) (10) 7.( 工艺装备加工申请单表CX6312-2) (11) 8. 工艺装备验收单( 表CX6312-3) (12) 9.工艺装备周期检验单( 表CX6312-4) (13) 10.工艺装备返修单( 表CX6312-5) (14) 11.工艺装备报废单( 表CX6312-6) (15) 12.吊具周期检验单( 表CX6312-7) (16) 13.过程( 4M1E) 监督检查记录( 表CX6411-1) (17) 14.质量信息传递表( 表CX6511-1) (18) 15.车间月质量考核报表( 表CX6511-2) (19) 16.合同评审报告( 表CX7211-1) (20) 17.合同更改记录( 表CX7211-2) (21) 18.合同评审会签单( 表CX7211-3) (22) 19.合同评审组成员签字表( 表CX7211-4) (23) 20.首件鉴定目录表( 表CX7382-1) (24) 21.首件生产总结( 表CX7382-2) (25) 22.首件检验总结( 表CX7382-3) (27) 23.首件鉴定证书( 表CX7382-4) (29) 24.鉴定组成员签字表( 表CX7382-5) (30)
45#钢热处理工艺检验报告
热处理工艺检验报告 本周对近期生产的45#钢进行了热处理工艺,其中包括正火、退火以及部分的调质处理工艺,以下是对所做各种热处理工艺与钢筋性能的总结: 3月12日热处理工艺 正火处理: (1)850℃保温30min,室内空冷 调质处理: (2)840℃淬火+600℃高温回火1h,空冷 3月13日热处理工艺 (1)840℃淬火+400℃中温回火1h,空冷 3月14日热处理工艺 退火处理: (1)720℃退火(球化退火) (2)830℃退火(完全退火) 3月15日热处理工艺 正火处理: (1)880℃保温40min,室外空冷 3月16日热处理工艺 正火处理: (1)840℃保温40min,室外空冷(2组) 其中组1为2号炉随炉加热的三个试样,组2为5号炉到温加热的三个试样。 (2)840℃保温40min,室内空冷 (3)840℃保温40min,风冷 3月17日热处理工艺 (1)840℃淬火+200℃低温回火1h,空冷 正火处理: (2)840℃保温40min,室外空冷 (3)840℃保温50min,室外空冷 (4)840℃保温1h,室外空冷 3月18日热处理工艺 调质处理:淬火+高温回火,840℃保温30min 淬火时用的是淬火剂,回火1h,出炉空冷 力学性能见下表: 3.12日热处理工艺 Rel(Map) Rm(Map) A(%) Z(%) 正火处理410 660 26.5 51 405 660 28 53.5 调质处理 675 775 22.5 62 665 770 27.5 62 3.13日热处理工艺 Rel(Map) Rm(Map) A(%) Z(%) 淬火+中温回火1160 1250 11.5 45 1170 1250 10.5 52.5
首件验收制度及首件检验记录表格
首件验收制度及首件验收记录表格 1 总则 1.1 为加强现场施工质量的管理,强化质量检查程序,规范作业人员的质量意识和行为,从施工源头上确保质量目标的实现,使工程施工质量管理工作能够有章、有序、有效地实施,建设合格的工程,特制订本制度。 1.2 首件验收制度是对工程质量管理程序的进一步完善和加强,旨在以首件样本的标准在分项工程每一个检验批的施工过程中得以推广,认真落实质量控制程序,实现工序检查和中间验收标准化,统一操作规范和工作原则,从而带动工程整体质量水平的提高。 2 首件验收项目 2.1 对于涉及结构安全及使用功能的必须严格执行首件制度,将每一分部工程涉及的所有分项工程的第一个检验批为首件验收的对象。 2.2 主要包括(不限于):钻孔灌注桩(钢筋笼、混凝土灌注)、地连墙(钢筋笼、混凝土灌注)、钢支撑加工及安装、防水工程、喷射混凝土、主体结构钢筋、模板安装、脚手架,混凝土浇筑、桩头凿除、基底处理、U梁架设、钢箱梁架设、转体施工、施加预应力、砌体工程等。 3 首件验收小组人员组成及人员职责 3.1 首件验收小组主要为参建四方人员,必要时可聘请专家。组成人员主要包括:施工单位项目经理或项目总工、专业技术负责人、质检工程师;监理单位总监理工程师、专业监理工程师;设计单位专业负责人;地铁建设公司项目管理部总工或质量管理工程师、业主代表等。 3.2 施工单位首件验收小组人员职责: 质检工程师:自检首件产品或分项工程是否达到规范要求,实施过程质量控制,贯彻执行质量体系及程序文件、管理制度,整理内业资料;自检合格后向专业监理工程师报检;验收过程中配合各项工作。 专业技术负责人:首件产品或分项工程实施前进行技术交底,现场进行技术指导,贯彻执行各项技术标准及规范,实行过程控制;验收过程中配合各项工作。 项目经理/项目总工:确定总体及各分项工程工艺流程,负责质量管理工作,贯彻执行质量体系及程序文件,确定每项首件验收时间并参加四方验收,积极与其他参建各方沟通。 3.3 监理单位首件验收人员职责:组织四方验收、主持召开四方验收准备及总结会议并参与验收;在施工过程前、过程中及结束后实施监督及检查的责任与权利,验
系统测试报告(详细模板)
xxxxxxxxxxxxxxx 系统测试报告 xxxxxxxxxxx公司 20xx年xx月
版本修订记录
xxxxxx测试报告 目录 1引言 (1) 1.1编写目的 (1) 1.2项目背景 (1) 1.3术语解释 (1) 1.4参考资料 (1) 2测试概要 (2) 2.1系统简介 (2) 2.2测试计划描述 (2) 2.3测试环境 (2) 3测试结果及分析 (3) 3.1测试执行情况 (3) 3.2功能测试报告 (3) 3.2.1系统管理模块测试报告单 (3) 3.2.2功能插件模块测试报告单 (4) 3.2.3网站管理模块测试报告单 (4) 3.2.4内容管理模块测试报告单 (4) 3.2.5辅助工具模块测试报告单 (4) 3.3系统性能测试报告 (4) 3.4不间断运行测试报告 (5) 3.5易用性测试报告 (5) 3.6安全性测试报告 (6) 3.7可靠性测试报告 (6) 3.8可维护性测试报告 (7) 4测试结论与建议 (9) 4.1测试人员对需求的理解 (9) 4.2测试准备和测试执行过程 (9) 4.3测试结果分析 (9) 4.4建议 (9)
1引言 1.1 编写目的 本测试报告为xxxxxx软件项目的系统测试报告,目的在于对系统开发和实施后的的结果进行测试以及测试结果分析,发现系统中存在的问题,描述系统是否符合项目需求说明书中规定的功能和性能要求。 预期参考人员包括用户、测试人员、开发人员、项目管理者、其他质量管理人员和需要阅读本报告的高层领导。 1.2 项目背景 项目名称:xxxxxxx系统 开发方:xxxxxxxxxx公司 1.3 术语解释 系统测试:按照需求规格说明对系统整体功能进行的测试。 功能测试:测试软件各个功能模块是否正确,逻辑是否正确。 系统测试分析:对测试的结果进行分析,形成报告,便于交流和保存。 1.4 参考资料 1)GB/T 8566—2001 《信息技术软件生存期过程》(原计算机软件开发规范) 2)GB/T 8567—1988 《计算机软件产品开发文件编制指南》 3)GB/T 11457—1995 《软件工程术语》 4)GB/T 12504—1990 《计算机软件质量保证计划规范》 5)GB/T 12505—1990 《计算机软件配置管理计划规范》
工件材料热处理检验方法和规范
热处理检验方法和规范 金属零件的内在质量主要取决于材料和热处理。因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。在G B/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范 一、使用范围: 本规范适用于零件加工部所有热处理加工零件。 二、硬度检验: 通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。 1、常用硬度检验方法的标准如下: GB230 金属洛氏硬度试验方法 GB231 金属布氏硬度试验方法GB1818 金属表面洛氏硬度试验方法GB4340 金属维氏硬度试验方法 GB4342 金属显微维氏硬度试验方法GB5030 金属小负荷维氏试验方法 2、待检件选取与检验原则如下: 为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。 通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。且及时作检验记录。 同时,若发现硬度超差,应及时作检验记录。同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。 通常期式加炉(如井式炉、箱式炉):应在淬火后、回火后均从料框的上、中、下部位抽检6-9件/炉,且及时作检验记录。
钢的热处理实验报告-热处理实验
预习报告 一、实验目的 1.根据所学热处理的知识,了解钢的基本热处理工艺制定过程; 2.学习不同热处理工艺对钢的性能的影响; 3.了解洛氏硬度计的主要原理、结构,学会操作方法。 二、实验原理 钢的热处理就是对钢在固态范围内的进行加热、保温和冷却,以及改变其内部组织,从而获得所需要的性能的一种加工工艺。热处理的基本工艺有退火、正火、淬火、回火等。 进行热处理时,加热温度、保温时间和冷却方式是最重要的三个基本工艺因素。正确选择这三者,是热处理成功的基本保证。 三、实验过程 1、设计可使材料达到实验性能要求的热处理工艺 2、对所给退火态试样进行硬度测定 3、按所给定工艺进行热处理 4、测定处理后试样的硬度以及检验所订工艺。对测试结果进行分析,必要时修改实验方案,重新实验 四、实验仪器 1、最高加热温度达1000℃的各种实验用箱式电阻炉 2、可供冷却的介质水和油 3、测试硬度的设备有洛氏硬度计 4、捆绑式样的细铁丝,夹持试样的铁钳
一、实验目的
1.根据所学热处理的知识,了解钢的基本热处理工艺制定过程; 2.学习不同热处理工艺对钢的性能的影响; 3.了解洛氏硬度计的主要原理、结构,学会操作方法。 二、实验原理 1、加热温度的选择 (1) 退火加热温度 +(20~30)℃(完全退火)。共析钢和过共析钢加热至一般亚共析钢加热至A c3 A +(20~30)℃(球化退火),目的是得到球状渗碳体,降低硬度,改善高碳钢的切c1 削性能。 (2) 正火加热温度 + (30~50)℃;过共析一般亚共析钢加热至Ac3十(30~50)℃;共析钢加热至A c1 钢加热至A ccm+ (30~50)℃,即加热到奥氏体单相区。 (3) 淬火加热温度 一般亚共析钢加热至Ac3十(30~50)℃;共析钢和过共析钢加热至A 十 c1 (30~50)℃; (4) 回火温度的选择 钢淬火后都要回火,回火温度决定于最终所要求的组织和性能按加热温度高低回火可分为三类:低温回火中温回火高温回火。 2、保温时间的确定 为了使工件内外各部分温度约达到指定温度、并完成组织转变,使碳化物溶解和奥氏体成分均匀化,必须在淬火加热温度下保温一定的时间。通常将工件升温和保温所需时间算在一起,统称为加热时间。
产品测试报告表格
产品测试报告表格 篇一:产品检测报告模板 国家玻璃纤维产品质量监督检验中心 检测报告 玻纤质检(WSW)字第(1109718) 共2页第1页 批准:审核: 篇二:产品系统测试报告模板 XXX产品系统测试报告 (仅供内部使用) 编制:审核:会签: 批准: 修订记录 文件的版本号由“V ×.×”组成,其中: a)小数点前面的×为主版本号,取值范围为“0~9”。文件进行重大修订时主版本号递增1; b)小数点后面的×为次版本号,取值为“0~9,a~z”。文件每修改一次时次版本号递增1; 主版本号发生改变时,次版本号重新置0; c)未批准发布的文件版本号为V0.×版,批准发布时为版。当主版本号发生改变时,前 面只有次版本号不同的修订记录可以删除。 目录
1 概述 ................................................ ................................................... ................................................... .. 4 2 目的 ................................................ ................................................... ..................................... 4 范围 ................................................ ................................................... ..................................... 4 术语和缩写词 ................................................ ................................................... . (4) 测试概要 ................................................ ................................................... (4) 测试用例设计 ................................................
产品热处理检验表模版
热处理质量检验报告单 GANSU HONGTENG Oil and Gas Equipment Manufacturing Co., Ltd Heat treatment quality inspection sheet 记录编号Record No. GSHT-QR-8.2.4-02№: 规格型号 Specifications HT807.7.1 部件名称 Part Name 三通 材料牌号 MTL Grade 35CrMo 检测设备 Inspection Device 材料批号 MTL lot 材料炉号 MTL batch 生产批号 Product lot 热处理炉号 Heat NO. 工件编号 Part No. 处理过程 Treatment process 调质 Tempering 调检部位 Calibration 整体 Full part 处理过程 Treatment process 淬火 Tempering 淬检部位 Quench inspection 硬度Hardness HB硬度Hardness HRC 1点 Location 1 2点 Location 2 3点 Location 3 日期 Date 1点 Location 1 2点 Location 2 3点 Location 3 日期 Dte 零件简图热处理工艺 本批数量 Qty for this lot 检验数 Inspection QTY 合格数 Qualified 不合格返工数及编号 Rejected QTY and NO. 返工合格数 Qualified QTY after rework 合格率 Qualified rate 报废数及编号 Scraped QTY and NO. 结论检验员
热处理检验规范
热处理检验规范 属零件的内在质量主要取决于材料和热处理。因热处理为特种工艺所赋予产品的质量特性往往又室补直观的内在质量,属于“内科”范畴,往往需要通过特殊的仪器(如:各种硬度计、金相显微镜、各种力学性能机)进行检测。在 GB/T19000-ISO9000系列标准中,要求对机械产品零部件在整个热处理过程中一切影响因素实施全面控制,反映原材料及热处理过程控制,质量检验及热处理作业条件(包括生产与检验设备、技术、管理、操作人员素质及管理水平)等各方面均要求控制,才能确保热处理质量。为此,为了提高我公司热处理产品质量,遵循热处理相关标准,按零件图纸要求严格执行,特制定本规范 一、使用范围: 本规范适用于零件加工部所有热处理加工零件。 二、硬度检验: 通常是根据金属零件工作时所承受的载荷,计算出金属零件上的应力分布,考虑安全系数,提出对材料的强度要求,以强度要求,以强度与硬度的对应关系,确定零件热处理后应具有大硬度值。为此,硬度时金属零件热处理最重要的质量检验指标,不少零件还时唯一的技术要求。 1、常用硬度检验方法的标准如下: GB230 金属洛氏硬度试验方 法 GB231 金属布氏硬度试验方法 GB1818 金属表面洛氏硬度试验方 法 GB4340 金属维氏硬度试验方法 GB4342 金属显微维氏硬度试验方 法GB5030 金属小负荷维氏试验方法 2、待检件选取与检验原则如下: 为保证零件热处理后达到其图纸技术(或工艺)要求,待检件选取应有代表性,通常从热处理后的零件中选取,能反映零件的工作部位或零件的工作部位硬度的其他部位,对每一个待检件的正时试验点数一般应不少于3个点。 通常连续式加热炉(如网带炉):应在连续生产的网带淬火入回火炉前、回火后入料框前的网带上抽检3-5件/时。且及时作检验记录。 同时,若发现硬度超差,应及时作检验记录。同时,若发现硬度越差,应及时进行工艺参数调整,且将前1小时段的零件进行隔离处理(如返工、检)。