7粉体细度检测方法

超细粉体细度检测方法
超细粉体的细度和形状直接影响粉体的质量用途,在100目内的物料检测
较好检测,超过100目的物料检测肉眼无法鉴别,这时就需要设备或者是专业
的仪器来检测了。,颗粒测量在细粒特性方面也很重要,在选矿、超细粉体生产、催化剂、造纸、油漆、颜料和精细化工等工业中,颗粒测量又是过程控制和描述产品特性应用最广的技术之一,因此对粉体颗粒粒度和形状测量日益受到人们重视。今天河南三星机械给大家总结了物料细度颗粒检测方法汇总。
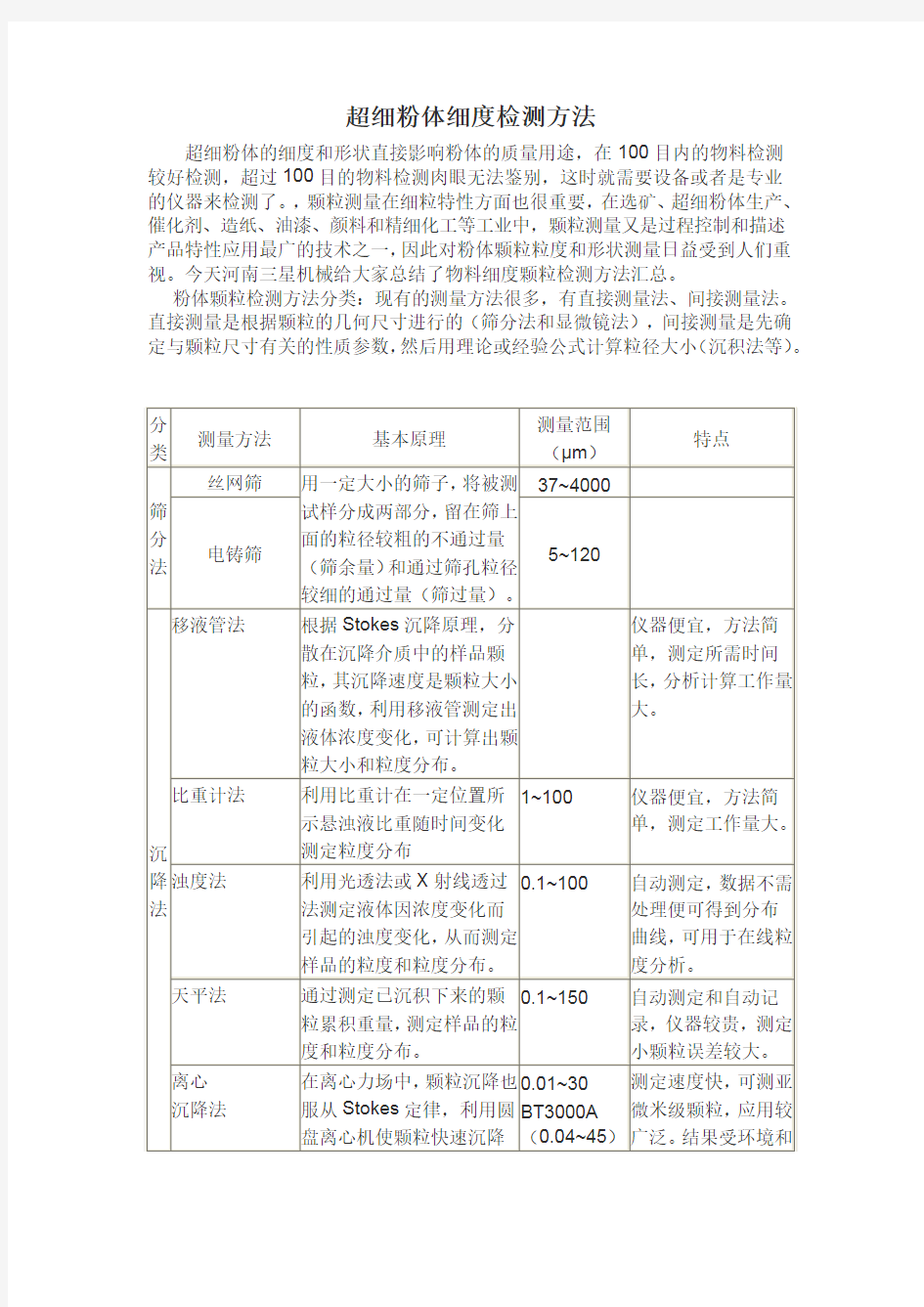
粉体颗粒检测方法分类:现有的测量方法很多,有直接测量法、间接测量法。直接测量是根据颗粒的几何尺寸进行的(筛分法和显微镜法),间接测量是先确定与颗粒尺寸有关的性质参数,然后用理论或经验公式计算粒径大小(沉积法等)。
各种测量方法
各种测量方法 一、轴径 在单件小批生产中,中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴的实际尺寸和形状误差是否合格;;高精度的轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径是最常用的测量方法。 二、孔径 单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。 三、长度、厚度 长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用偏心检查器检测偏心距值,用半径规检测圆弧角半径值,
用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。 四、表面粗糙度 借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成的金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高的表面;用电动轮廓仪可直接显示Ra0.025~6.3μm 的值;用某些塑性材料做成块状印模贴在大型笨重零件和难以用仪器直接测量或样板比较的表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模的表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法和激光光能法测量Ra0.01~0.32μm的表面粗糙度。 五、角度 1.相对测量:用角度量块直接检测精度高的工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等的分度误差。 2.直接测量:用角度仪、电子角度规测量角度量块、多面棱体、棱镜等具有反射面的工作角度;用光学分度头测量工件的圆周分度或;用样板、角尺、万能角度尺直接测量精度要求不高的角度零件。3.间接测量:常用的测量器具有正弦规、滚柱和钢球等,也可使用三坐标测量机。 4.小角度测量:测量器具有水平仪、自准直仪、激光小角度测量仪
耐洗色牢度的检测方法
耐洗色牢度的检测方法(GB/T 3921.1-1997)(2006-09-02 12:21:39) 耐洗色牢度检测方法仅适于检测洗涤对纺织品色牢度的影响。耐洗色牢度由于配方、试验条件不同,有五种检测的方法。 ⒈检测准备 ⑴试样的制备:试样的制备方法有两种,具体如下: ①如试样是织物,取40mm×100mm的试样两块,一块正面与一块40mm×100mm多纤维贴衬织物相贴合,另一块夹于两块40mm×100mm单纤维贴衬织物之间。分别沿一短边缝合,制成两个组合试样。 ②如试样是纱线或散纤维,可将纱线编成织物,按织物试样制备。也可取纱线或散纤维制成一薄层,用量约为贴衬织物总量的一半。将一块试样夹于一块40mm×100mm多纤维贴衬织物和一块40mm×100mm染不上颜色的织物之间,另一块夹于两块40mm×100mm的单纤维贴衬织物之间,分别沿四边缝合,制成两个组合试样。 ⑵试剂: ①肥皂,含水率不超过5%,成分含量按干质量计,应符合下列要求: 游离碱(以Na2CO3计):0.3%(最大); 游离碱(以NaOH计):0.1%(最小); 总脂肪物:850g/kg(最小); 制备肥皂混合脂肪酸冻点:30℃(最高); 碘值:50(最大); 不含荧光增白剂。 ②皂液,每升水含5g肥皂和2g无水碳酸钠。 ③如需要,可用合成洗涤剂4g/L代替皂片5g/L。 ⑶检测用贴衬织物:检测用贴衬织物需两块,每块尺寸为40mm×100mm,第一块用试样的同类纤维制成,第二块则由表3-25规定的纤维制成。如试样是混纺或交织品,第一块为主要含量的纤维制成,第二块为次要纤维制成。 表3-25 耐洗色牢度试验用贴衬织物 第一块 贴衬织物第二块贴衬织物 方法1、2、3 方法4 方法5 棉纤维羊毛粘胶纤维粘胶纤维 羊毛棉纤维-- 丝棉纤维棉纤维- 亚麻棉纤维棉纤维或粘胶纤维棉纤维或粘胶纤维 粘胶纤维羊毛棉纤维棉纤维 醋酯纤维粘胶纤维粘胶纤维- 聚酰胺纤维羊毛或粘胶纤维棉纤维或粘胶纤维棉纤维或粘胶纤维 聚酯纤维羊毛或棉纤维棉纤维或粘胶纤维棉纤维或粘胶纤维
粉体的定义
粉体的制备方法-------机械法和化学合成法 一、粉体的定义:粉体是大量颗粒的集合体,即颗粒群,又称为粉末;颗粒是小尺寸物资的通称,其几何尺寸相对于所测的空间尺度而言比较小,从厘米级到纳米级不等,又称为粒子;颗粒是粉体的组成单元,是研究粉体的出发点。粉体是由诸多颗粒组成,是大量颗粒的宏观表现,其性质取决于各颗粒,并受颗粒堆积情况、颗粒之间的介质、外界作用力的影响。 二、机械法制备粉体 用机械力进行粉碎,可以将各种金属矿物、非金属矿物、煤炭等制成粉体,适用于大规模工业生产。在粉碎过程中,大块物料在机械力作用下发生破坏而开裂,经破碎成为许多小块、小颗粒,进一步经粉磨成为细粉体。 在出现破坏之前,固体受外力作用,先发生可恢复原形的弹性变形,当外力达到弹性极限时,固体县发生永久变形而进入塑性变形阶段;当塑性变形达到极限时,固体开裂,被破坏。作用在固体上的应力按作用方向可分为压应力和剪应力。观察固体破坏时的断面的形状可知,固体在压应力的作用下被压裂,或是在剪应力的作用下产生滑移,或是在两者的共同作用下开裂。 粉碎是在外力作用下使大物块料克服内聚力碎裂成若干小颗粒的加工过程,所使用的外力可以是各能量产生的机械力;粉碎是以单个颗粒的破坏为基础的,是大颗粒破坏的总和。根据所得产物的粒度不同,可将粉碎分为破碎与粉磨;破碎是使大块物料碎裂成小块物料的加工过程,粉磨是使小块物料碎裂成细粉体的加工过程。 粉碎机械:按照主要作用力的类型(压应力、剪应力)和排料粒度,可以将粉碎机械大致分为破碎机械、粉磨机械、超细粉碎机械。粉碎作用力以压应力为主、排料中以粒径大于3mm颗粒为主的称为破碎机械;粉碎作用力以压应为主、排粒中以粒径小于3mm颗粒为主的称为粉磨机械;排料中以粒径小于10微米颗粒为主的称为超细粉碎机械。 常用的破碎机械有锤式破碎机、鄂式破碎机、圆锥破碎机、反击式破碎机、锤式破碎机等;粉磨机械有雷蒙磨、轮碾机、筒磨机、振动磨、高压锟式机等。超细粉碎机械有行星球磨机、搅拌磨、气流粉碎机等;下面主要讨论其中的应用比较广泛的
G2电站锅炉司炉模拟考试含答案(全)
G2电站锅炉司炉模拟考试含答案 1、【判断题】特种设备作业人员是指操作、安装、维修及改造特种设备的人员,不包括特种设备管理人员。()(×) 2、【判断题】《锅炉安全技术监察规程》规定:蒸汽锅炉(电站锅炉除外)运行中遇有下列情况:安全阀全部失效,应当立即停炉。()(×) 3、【判断题】排烟热损失主要取决于排烟温度和排烟容积。()(√) 4、【判断题】《锅炉安全技术监察规程》规定:水位表应当装在便于观察的地方,水位表距离操作地面高于6米时,应当加装远程水位测量装置或者水位视频监视系统。()(√) 5、【判断题】特种设备的事故原因往往是多方面,常常是多种不安全隐患和因素交叉在一起,促成了事故的发生。()(√) 6、【判断题】使用单位可以直接对其使用的特种设备进行改造工作(×) 7、【判断题】水冷壁是对流蒸发受热面。()(×) 8、【判断题】炉膛传热计算就是计算火焰与四周炉壁之间的辐射传热量。()(√)
9、【判断题】根据GB13271-2001《锅炉大气污染物排放标准》,2001年1月1日起安装使用的燃轻柴油锅炉SO2最高允许排放浓度为500mg/m3。()(√) 10、【判断题】根据《工业企业厂界环境噪声排放标准(GB12348—2008)》,居民区夜间的噪声排放限值为45dB。()(√) 11、【判断题】额定蒸发受热量的定义为在额定蒸发参数下,额定给水温度和使用设计燃料,长期连续运行所能达到的最大蒸发量。()(×) 12、【判断题】粗粉分离器是分离粗粉和细粉。()(√) 13、【判断题】回转式空气预热器缺点是漏风量大,结构复杂。()(√) 14、【判断题】《中华人民共和国特种设备安全法》规定,特种设备生产、经营、使用单位及其主要负责人对其生产、经营、使用的特种设备安全负责。()(√) 15、【判断题】蒸汽锅炉的参数是生产蒸汽的数量和蒸汽的压力,不含蒸汽温度。()(×) 16、【判断题】流化床锅炉炉床的超温后果比降温后果严重得多,所以循环流化床锅炉的床温控制重点是超温控制。()(√) 17、【判断题】锅炉承压部件泄漏时,当泄漏不太严重尚能维持运行时,应采取稳压措施,保持额定参数,加强运行监视,并申请停炉。()(×)
平行度检测仪的设计方法
第28卷第4期长春理工大学学报 Vo l 128No 142005年12月 J ou rnal of Changchun Un i versit y of Science and T echnology Dec .2005 收稿日期:2005-08-12 基金项目:振兴东北老工业基地项目(04-02GG156) 作者简介:张立颖,女(1976-),硕士研究生,主要从事光学仪器装调方面的研究。 平行度检测仪的设计方法 张立颖 刘德尚 王文革 (中国科学院长春光学精密机械与物理研究所,长春 130031) 摘 要:国内现有的平行度检测方法和检测设备都是用于检测可见光的平行度。对于激光和红外平行度的精密检测,还没有一个好的检测方法。本文介绍了一种既可以检测可见光又可以检测激光、红外平行度的检测仪,并且论述了设计原理、装调方法以及精度的验证,其检测精度可以达到?2d 。关键词:平行度;激光;红外 中图分类号:TH74512 文献标识码:A 文章编号:1672-9870(2005)04-0033-03 Design of t he L ight Parallelis m Detector Z HANG L i y ing LIU D es hang WANG W enge (Changchun Instit u te o f Op tics ,F i n eM echanics and Phy sics ,Chinese Acade my of Siences ,Changchun 130031)Abst ract :In our nation ,w e have l o ts o f m ethods and equ i p m ents to detect the parallelis m of v isible li g h.t But w e don t 'kno w how to detect the paralle lis m of laser and i n frared ,This paper descri b es briefly the desi g n idea,asse m b l y techn i q ue and ho w to test and verify its accuracy .A t las,t we get the conclu -si o n that the accuracy of the ne w detecto r is less than ?2d ,and the dectctor can be used i n v isi b l e ligh.t K ey w ords :Pa ra lle lis m;Laser ;Infrared 随着激光与红外技术的发展,红外跟踪器和激光测距机已被广泛应用在现代化的光电经纬仪上。 然而令人遗憾是,对于激光、红外系统的平行度的标校却一直没有一个令人满意的方法,无奈人们只能在几十公里外制造一个红外目标,并把这个目标假设为无穷远光源来标校激光、红外系统的平行度,这个方法测量误差大,实现也困难。本文设计的平行度检测仪(以下简称检测仪)从根本上解决了这个难题,它的结构简单、成本低,既可以在实验室使用,又可以直接安装在红外跟踪车上,在外场随时标校激光、红外的平行度,同时它又可兼做红外目标模拟器,因此具有良好的市场前景。 1 检测仪的结构及检测原理 111 检测仪的结构 用于检测激光、红外平行度的检测仪的组成包括,光学部分:(1)衰减片;(2)平面镜组;(3)分光镜;(4)平行光管;(5)红外光源;(6)特 制耙面。机械部分:(1)导轨;(2)可移动支架。用于可见光测量时,只需把红外光源更换为普通光源,将特制耙面更换为普通星点板即可。112 检测仪的检测原理11211 检测仪的光学系统 检测仪的光学系统如图1所示。检测仪由A 、B 两个光路组成。激光经过(光路A )衰减片衰减后,从平面镜2的周围入射到分光镜上,经过平行光管汇聚到特制耙面上,使耙面发热形成红外光源,发射出的光经过平行光管后变成平行光,经过分光镜把光分成两束,一束(光路A )原路返回,一束(光路B)进入红外接收系统。11212 检测仪的工作过程 ①红外光源发射出的光经过特制耙面(此时耙面可以视为一个星点)通过平行光管变成平行光,再经过分光镜进入光路B ,并呈像在红外成像器的光轴中心。 ②激光测距机发出的激光通过光路A 最终汇
纺织品色牢度的测试方法
纺织品色牢度的测试方法 摘 要:介绍了纺织品色牢度中变色灰色样卡、沾色蓝色样卡的使用方法,以及色牢度仪器评定的方法。 纺织品色牢度测试主要分为两种:色牢度目测评定和色牢度仪器评定。 1、色牢度目测评定 色牢度目测评定是以试后样与原样两者之间以目测对比色差的大小为依据的。通常采用变色和沾色灰色样卡,以及蓝色羊毛标作为评定标准。 1.1 评定变色用灰色样卡 由五对无光的灰色小卡片(或布片)组成,分为五个牢度等级,即5,4,3,2,1,在没两个等级中再补充半级,即4-5,3-4,2-3,1-2,合称五级九档灰卡。每对的第一组均是中性灰色,其中仅5级的第二组成相一致,其他各对的第二组成在色泽上依次变浅,色差逐级增大。 GB 250 评定变色用灰色样卡 本灰卡适用于GB 、 ISO 、AATCC 、DIN 、BS 、JIS 、 EN 标准中的纺织品色牢度评级
变色评级时,将原样与试后样按同一组织结构方向并列置于同一平面上,灰色样卡也置于其旁,然后在上面放一个中性灰色遮框,使灰色样卡与试样面积相同,在规定观察条件下,以样卡色差程度与试样相近的一级作为试样牢度等级。 1.2 评定沾色用灰色样卡 沾色灰卡由五对无光的灰色或白色小卡片(或布片)组成,同样分为五级九档。每对的第一组成均是白色,其中仅五级的第二组成相一致,其他各对的第二组成依次变深,色差逐级增大。 GB 251评定沾色用灰色样卡 本灰卡适用于GB 、ISO 、AATCC 、DIN 、BS 、JIS 、EN 标准中的纺织品色牢度评级 变色评级示意图 1-灰卡 2-原样 3- 灰卡中的一对纸片4- 试 沾色评级示意图 1-沾色灰卡 2-相邻的两对小纸片 3-试前贴衬 4-试后
45、煤粉细度对窑的煅烧和熟料质量有什么影响
煤粉细度对窑的煅烧和熟料质量有什么影响 煤粉的粒度直接影响燃烧的速度进而影响烧成带的温度和长度。煤粉细一些,燃烧迅速、完全。如果煤粉过粗,燃烧速度慢,高温带拉长,火力不集中,将降低烧成带温度从而影响质量。对立窑来说,熟料中煤灰份分布不均匀而相对集中,形成所谓的煤灰窝,这样影响熟料质量的均匀性,降低熟料的成品率。在采用白生料和半黑生料的立窑工艺中,作为外加煤,一般要求粒度不大于5mm,其中3mm以下的应占90%以上。但煤粉过细会降低煤磨产量,增加电耗,回转窑用的煤粉细度一般控制0.08mm方孔筛筛余在8%~15%。煤挥发分高的取低值,即应放粗些;反之取高值,即挥发分低的磨得粗些。 对立窑工艺来说,煤粉过细还会对煅烧带来不良后果。因为立窑生产是燃料与生料一起成球入窑,料球在煅烧中逐渐下降,与向上的冷空气逆向而行。由于窑中进行的一系列的物理化学反应消耗了空气中大量氧气,因此当料球进入予热带后,窑内的热气体中的氧就已很少,而碳酸盐却已分解出一定数量的C02气体,该带温度已达750~800℃,此时,料球表面的细煤就与C02发生包氏反应: C+C02→CO (吸热反应) 在底火稳定,通风良好时,生成的CO迅速被气流带到上层,因上层更加缺氧,且温度更低,CO便不能与02燃烧而同烟气一同被排出窑外,造成不完全燃烧热损失,浪费能源。当窑内通风不良且物料间又形成了空穴时,CO不能及时被排往窑外,而大量聚积在空穴中,一旦达到一定浓度且具备其它条件时,则可能发生CO爆炸喷火事故。 另外,煤粉过细,煤粉在烧成带的燃烧速度很快,使底火层较薄,边部更甚,使物料在烧成带煅烧的时间缩短,烧结反应进行得不充分,易产生生烧料。 而较粗的煤粒燃烧速度慢,在予热带不易与C02发生包氏反应,而是下移到温度较高、氧气较多的高温带去燃烧,既使高温带热力集中,提高烧成温度,又可使底火层有一定厚度,使物料在高温带停留必要的时间,充分进行烧结反应。 因此,一般认为立窑煅烧所需的煤粉细度以0.08mm方孔筛筛余在40±5%左右为宜。半黑生料和包壳料球工艺都有考虑避免料球表面煤粉过细的因素。
常用纺织品色牢度的检测方法归纳
常用纺织品色牢度的检测方法归纳 摘要:详细介绍了纺织品耐洗色牢度、耐光色牢度、耐气候色牢度、耐汗渍色牢度、耐摩擦色牢度和耐唾液色牢度的测试原理和具体方法。 1、纺织品耐洗色牢度检测 原理:将试样与一块或两块规定的贴衬织物贴合,放于盛有洗涤液的容器中,在规定的时间和温度下,经机械回转搅拌,然后冲洗干燥,用灰色样卡评定试样的变色和贴衬织物的沾色情况。 试样准备:剪取一块或两块尺寸为40mm×100mm的试样,试样应包含样品中所有颜色。试样夹于贴衬织物之间,沿短边缝合,形成组合试样。 试剂: 试剂一:皂片,含水率不超过5%; 试剂二:合成洗涤剂,无水碳酸钠(化学纯)。 贴衬织物:需两块,第一块用试样的同种纤维制成,第二块由下表所规定的纤维制成。如试样是混纺或交织物,则第一块为主要含量的纤维制成,第二块为次要含量的纤维制成。
试验步骤:启动试验机(如下图),经规定时间后取出组合试样,用冷三级水清洗两次,然后再流动冷水中冲洗10min,挤去水分,展开组合试样,悬挂在60℃一下的空气中干燥。 结果评定:在标准光源下,分别用评定变色用,沾色用灰色样卡评定试样的变色和贴衬织物的沾色。 适用标准:GB/T 3921.1-3921.5,ISO 105 C01-C05,AATCC 61。 耐洗色牢度试验机 2、纺织品耐光色牢度检测 原理:将供试验的染色织物和标准色同时在日光灯光线下曝晒,然后将试样的褪色程度与色样的褪色程度进行对比,得出评价。 方法:在通常的试验中,其照射光源是以日光为基础,但日光照射的试验周期长,使用不便,故实际中多采用人工光源。按光源主要分为两种:日光法和氙弧等试验仪法。 2.1日光法:试样与八个蓝色羊毛标准同时在不受雨淋的规定条件下进行日光曝晒,一段时间后,将试样与八个蓝色羊毛标准进行对比,评定耐光色牢度。 试验设备:曝晒架,并盖以玻璃窗。 试样尺寸:织物不小于60mm×10mm,紧赋予硬卡上。
国际粉体颗粒筛目粒径对照表
国际粉体颗粒筛目粒径对照表 石墨筛网目数与粒径的计算和对照: 目数,就是孔数,就是每平方英寸上的孔数目。50目就是指每平方英寸上的孔眼是50个,500目就是500个,目数越高,孔眼越多。除了表示筛网的孔眼外,它同时用于表示能够通过筛网的粒子的粒径,目数越高,粒径越小。一般来说,目数×孔径(微米数)=15000。比如,800目的筛网的孔径为19微米左右;200目的筛网的孔径是75微米左右。由于存在开孔率的问题,也就是因为编织网时用的丝的粗细的不同,不同的国家的标准也不一样,目前存在美国标准、英国标准和日本标准三种,其中英国和美国的相近,日本的差别较大。我国使用的是美国标准,也就是可用上面给出的公式计算。 粉体颗粒大小称颗粒粒度。由于颗粒形状很复杂,通常有筛分粒度、沉降粒度、等效体积粒度、等效表面积粒度等几种表示方法。筛分粒度就是颗粒可以通过筛网的筛孔尺寸,以1英寸(25.4mm)宽度的筛网内的筛孔数表示,因而称之为“目数”。目前在国内外尚未有统一的粉体粒度技术标准,各个企业都有自己的粒度指标定义和表示方法。在不同国家、不同行业的筛网规格有不同的标准,因此“目”的含义也难以统一。目前国际上比较通用等效体积颗粒的计算直径来表示粒径。以μm 或mm表示。 用目数来恒量粉体的颗粒大小是不恰当的,正确的做法应该是用粒径(D50,D97)来表示颗粒大小,用目数折算最大粒径。如果大家看过日本关于磨料的标准JIS标准,就会觉得非常科学。他们的每个号的磨料均给出了D3,D50,D97的要求,而且用不同原理的粒度测定仪时的数据是不同的。其中的要求是非常严格的。 表示粒度特性的几个关键指标: ① D50:一个样品的累计粒度分布百分数达到50%时所对应的粒径。它的物理意义是粒径大于它的颗粒占50%,小于它的颗粒也占50%,D50也叫中位径或中值粒径。D50常用来表示粉体的平均粒度。 ② D97:一个样品的累计粒度分布数达到97%时所对应的粒径。它的物理意义是粒径小于它的的颗粒占97%。D97常用来表示粉体粗端的粒度指标。 其它如D16、D90等参数的定义与物理意义与D97相似。 ③ 比表面积:单位重量的颗粒的表面积之和。比表面积的单位为m2/kg或cm2/g。比表面积与粒度有一定的关系,粒度越细,比表面积越大,但这种关系并不一定是正比关系。 粒度分布: 用特定的仪器和方法反映出的不同粒径颗粒占粉体总量的百分数。有区间分布和累计分布两种形式。区间分布又称为微分分布或频率分布,它表示一系列粒径区间中颗粒的百分含量。累计分布也叫积分分布,它表示小于或大于某粒径颗粒的百分含量。 粒度分布的表示方法: ① 表格法:用表格的方法将粒径区间分布、累计分布一一列出的方法。 ② 图形法:在直角坐标系中用直方图和曲线等形式表示粒度分布的方法。 ③ 函数法:用数学函数表示粒度分布的方法。这种方法一般在理论研究时用。如著名的Rosin-Rammler分布就是函数分布。
影响锅炉效率的因素及处理
影响锅炉效率的因素及处理 一、锅炉热效率(%) 1、可能存在问题的原因 1.1排烟温度高。1.2吹灰器投入率低。1.3灰渣可燃物大。1.4锅炉氧量过大或过小。1.5散热损失大。1.6空气预热器漏风率大。1.7煤粉粗。1.8汽水品质差。1.9设备存在缺陷,被迫降参数运行。…… 2、解决问题的措施 2.1降低排烟温度。2.2及时消除吹灰器缺陷,提高吹灰器投入率。2.3降低飞灰可燃物、炉渣可燃物。2.4控制锅炉氧量。2.5降低散热损失。2.6降低空气预热器漏风率。2.7控制煤粉细度合格。2.8提高汽水品质。2.9根据情况,调整锅炉受热面的布置。2.10必要时改造燃烧器,使之适合燃烧煤种。…… 二、锅炉排烟温度(℃) 1、可能存在问题的原因 1.1炉膛火焰中心位置上移,排烟温度升高 1.1.1投入上层燃烧器多,层间配风不合理。 1.1.2上层给煤机给煤量过大。 1.1.3燃烧器摆角位置发生偏移,造成火焰中心位置上移。 1.1.4燃烧器辅助风门开度与指令有偏差,氧气不足,煤粉燃烧推迟。 1.1.5一次风机出口风压高,风速过大,进入炉膛的煤粉燃烧位置上移。 1.1.6锅炉本体漏风,炉膛出口过剩空气系数大。 1.1.7煤粉过粗,着火及燃烧反应速度慢。 1.1.8煤质挥发分低、灰分高、水分高,着火困难,燃
烧推迟。 1.1.9磨煤机出口温度低,使进入炉膛的风粉混合物温度降低,燃烧延迟。 1.2因锅炉“四管泄漏”进行堵管,造成过热器、再热器或省煤器传热面积减少。 1.3送风温度高。1.4烟气露点温度高。1.5吹灰设备投入不正常。1.6受热面结焦、积灰。1.7空气预热器堵灰,换热效率下降。1.8水质控制不严,受热面内部结垢。1.9给水温度低。…… 2、解决问题的措施 2.1运行措施 2.1.1机组负荷变化,及时调整风量和制粉系统运行方式,保持最合适的炉内过剩空气系数。 2.1.2及时调整炉底水封槽进水阀,保证水封槽合适的水位。 2.1.3煤质发生变化,及时调整燃烧,保证燃烧完全和炉膛火焰中心适当。 2.1.4定期进行受热面吹灰和除渣,保持受热面清洁。 2.1.5保持合适的烟气流速,减少尾部受热面积灰。 2.1.6每班检查燃烧器辅助风门开度情况,保证燃烧有足够氧气。 2.1.7提高给水温度。 2.2日常维护及试验 2.2.1进行燃烧优化调整试验,确定不同煤质下经济煤粉细度。 2.2.2定期测试煤粉细度,发现异常及时调整处理。 2.2.3定期进行空气预热器漏风试验,及时消除空气预热器漏风。 2.2.4经常检查炉膛看火孔、炉墙、炉底水封,发现问题及时封堵,减少锅炉本体漏风。 2.2.5加强吹灰器的日常维护,严密监视吹灰器电动机电流,对吹灰器枪管弯曲及经常卡在炉内等缺陷及时进行处理,保证吹灰器投入率在95%以上。
筛分析法测试粉体粒度及粒度分布汇总
筛分析法测试粉体粒度及粒度分布 粒度分布通常是指某一粒径或某一粒径范围的颗粒在整个粉体中占多大的比例。它可用简单的表格、绘图和函数形式表示颗粒群粒径的分布状态。颗粒的粒度、粒度分布及形状能显著影响粉末及其产品的性质和用途。例如,水泥的凝结时间、强度与其细度有关,陶瓷原料和坯釉料的粒度及粒度分布影响着许多工艺性能和理化性能,磨料的粒度及粒度分布决定其质量等级等。为了掌握生产线的工作情况和产品是否合格,在生产过程中必须按时取样并对产品进行粒度分布的检验,粉碎和分级也需要测量粒度。 粒度测定方法有多种,常用的有筛析法、沉降法、激光法、小孔通过法、吸附法等。本实验用筛析法和沉降法,以及激光法测粉体粒度分布。 一、实验目的 筛析法是最简单的也是用得最早和应用最广泛的粒度测定方法,利用筛分方法不仅可以测定粒度分布,而且通过绘制累积粒度特性曲线,还可得到累积产率50%时的平均粒度。本实验用筛析法测粉体粒度,其实验的目的是: 1、了解筛析法测粉体粒度分布的原理和方法。 2、根据筛分析数据绘制粒度累积分布曲线和频率分布曲线。 二、基本原理 1、测试方法概述 筛析法是让粉体试样通过一系列不同筛孔的标准筛,将其分离成若干个粒级,分别称重,求得以质量分数表示的粒度分布。筛析法适用于约10mm至20μm之间的粒度分布测量。如采用电成形筛(微孔筛),其筛孔尺寸可小至5μm,甚至更小。 过去,筛孔的大小用“目”表示,其含义是每英寸(25.4mm)长度上筛孔的数目,也有用1cm长度上的孔数或1cm2筛面上的孔数表示的,还有的直接用筛孔的尺寸来表示。筛析法常使用标准套筛,标准筛的筛制按国际标准化组织(ISO)推荐的筛孔为1mm的筛子作为基筛,以优先系数及20/3为主序列,其筛孔为
纺织品检测标准
纺织品检测标准 GB18401国家纺织产品基本安全技术规范 GB/T2910纺织品二组分纤维混纺产品定量化学分析方法 GB/T2911纺织品三组分纤维混纺产品定量化学分析方法 GB/T2912.1纺织品甲醛的测定第1部分:游离水解的甲醛(水萃取法)GB/T3917.1纺织品织物撕破性能第1部分:撕破强力的测定冲击摆锤法 GB/T3917.2纺织品织物撕破性能第2部分:舌形试样撕破强力的测定GB/T3917.3纺织品织物撕破性能第3部分:梯形试样撕破强力的测定GB/T3920纺织品色牢度试验耐摩擦色牢度 GB/T3921.1纺织品色牢度试验耐洗色牢度 GB/T3921.3纺织品色牢度试验耐洗色牢度 GB/T3922纺织品色牢度试验耐汗渍色牢度 GB/T5453纺织品织物透气性的测定 GB/T5455纺织品燃烧性能试验垂直法 GB/T5711纺织品色牢度试验耐干洗色牢度 GB/T5713纺织品色牢度试验耐水洗色牢度 GB/T6152纺织品色牢度试验耐热压色牢度 GB/T7573纺织品水萃取液pH值的测定 GB/T8427纺织品耐光色牢度试验方法:氙弧 GB/T8629纺织品试验用家庭洗涤和干燥程序 GB/T11048纺织品保温性能试验方法 GB/T12704织物透湿量测定方法透湿杯法 GB/T14644纺织品燃烧性能45°方向燃烧速率测定 GB/T17592.1纺织品禁用偶氮染料检测方法第1部分:气相色谱/质谱法GB/T17593纺织品重金属离子检测方法原子吸收分光光度法 GB/T18886纺织品色牢度试验耐唾液色牢度 FZ/T01026纺织品四组分纤维混纺产品定量化学分析方法 FZ/T01057纺织纤维鉴别试验方法
平行度误差检测方法介绍
平行度误差检测方法介绍
摘要:平行度是属于形位公差中的一种,平行度评价直线之间、平面之间或直线与平面之间的平行状态。下面我们将对平行度的误差检测方法进行讲解。 什么是平行度? 指两平面或者两直线平行的程度,指一平面(边)相对于另一平面(边)平行的误差最大允许值。 平行度公差 平行度公差是一种定向公差,是被测要素相对基准在方向上允许的变动全量。所以定向公差具有控制方向的功能,即控制被测要素对准基准要素的方向。 平行度公差的分类 1、面对面的平行度公差 该项平行度公差为:所指表面必需位于距离为0.05mm,且平行于基准平面的两平行平面之间。公差带是距离为公差值t且平行于基准平面的两平行平面之间的区域。 2、面对线的平行度公差 指平面必须位于距离为0.05mm,且平行于基准轴线的两平行平面之间。公差带是距离为公差值t且平行于基准轴线的两平行平面之间的区域。 3、线对线的平行度公差 ●给定方向线对线的平行度公差 平行度公差为孔D的实际轴线必须位于距离为公差值0.2mm,平行位于基准轴线A且垂直于给定方向的两平行平面之间。公差带是距离为公差值t且平行于基准轴线且垂直于给定方向的两平行平面之间的区域。 ●任意方向上线对线的平行度公差 平行度公差为孔D的实际轴线必须位于直径为公差值0.1mm,轴线平行于基准轴
线A的圆柱面所构成的公差带区域内。任意方向上线对线的平行度公差带是直径为公差值t,轴线平行于基准轴线的圆柱面内的区域。 平行度误差检测方法 传统测量方法 1、测量面对面平行度误差 公差要求是测量面相对于基准平面的平行度误差。基准平面用平板体现,如下图所示。测量时,双手推拉表架在平板上缓慢地作前后滑动,用百分表或千分表在被测平面内滑过,找到指示表读数的最大值和最小值。 被测平面对基准平面的平行度误差可按公式计算为: 2、测量线对面平行度误差 公差要求是测量孔的轴线相对于基准平面的平行度误差。需要用心轴模拟被测要素,将心轴装于孔内,形成稳定接触,基准平面用精密平板体现,如下图所示: 测量时,双手推拉表架在平板上缓慢地作前后滑动,当百分表或千分表从心轴上素线滑过,找到指示表指针转动的往复点(极限点)后,停止滑动,进行读数。 在被测心轴上确定两个测点a、b,设二测点距离为1 ,指示表在二测点的 2 读数分别
煤种及煤粉细度对炉内再燃过程脱硝和燃尽特性的影响
第32卷2004年 第2期 4 月 燃 料 化 学 学 报 JOURNAL OF FUE L CHEMISTRY AND TECHNOLOGY Vol 132 No 12 Apr 1 2004 文章编号:025322409(2004)022******* 收稿日期:2003204215;修回日期:2003212203 基金项目:国家重点基础研究项目(G 2001C B409600);国家自然科学基金(50206018);国家高技术研究发展计划(2002AA527053) 作者简介:周 昊(19732),男,江苏吴江人,副教授,工程热物理专业,主要研究煤的高效低污染燃烧技术。E 2m ail :zh ouhao @cm https://www.360docs.net/doc/c613966864.html, 煤种及煤粉细度对炉内再燃过程脱硝和燃尽特性的影响 周 昊,邱坤赞,王智化,翁安心,岑可法,樊建人 (浙江大学热能工程研究所,能源洁净利用与环境工程教育部重点实验室,浙江杭州 310027) 摘 要:煤粉再燃技术是目前电站锅炉降低NO x 排放的一种有效技术。本文在一维沉降炉上进行了不同煤种、不同煤粉细度的煤粉再燃脱硝降低NO x 排放的试验研究。试验结果表明:高挥发分的煤种在再燃降低NO x 时的效果更显著。对于同一煤种,采用细度更细的煤,合适的再燃区停留时间,可以获得高的降低NO x 排放效果,并可使煤粉的燃尽率达到 90%左右。本文还采用最小燃尽高度的方法探讨了再燃过程中煤粉细度的选择方法,分析得出,为使再燃区的煤粉能完 全燃烧,充分发挥还原NO x 的效果,必须采用细粉或者超细粉。关键词:煤粉再燃;NO x 还原;细度;最小燃尽高度中图分类号:TK 222 文献标识码:A 在燃料燃烧过程中,NO x 污染气体的排放的控制越来越受到重视 [1,2] 。在炉内降低NO x 排放的诸 多方法中,燃料再燃是非常有效的措施之一。研究 者的大量研究结果表明,燃料再燃可使NO x 的排放量降低50%以上[3~5] 。煤粉作为再燃燃料具有使用方便和经济的优点,但煤粉再燃也可能带来飞灰含碳量增加等问题。如何选择合适的再燃煤种、煤粉细度及再燃工况是煤粉再燃技术中关心的问题。 1 试验装置和试验方法 煤粉再燃脱硝试验在一维沉降炉上进行的,试验台架见图1。主炉恒温段长度1m ,炉膛内径50mm ,炉温自动控制。液化石油气和空气在多孔介质燃烧器中燃烧生成模拟烟气,在空气中混入部分氨气进入多孔燃烧器燃烧以生成具有一定浓度NO x 的模拟烟气。模拟烟气经烟气喷口送入炉膛,再燃燃料从燃料喷口送入炉膛,实现再燃脱硝试验。 采用多孔介质燃烧器燃烧强烈而且稳定,不会发生预混或扩散气体火焰易发生的燃烧不稳定,易灭火等问题,方便实现模拟烟气中含氧量和NO x 浓度的控制,相比于采用气体钢瓶配气系统,不需控制很多配气阀门,且生成的模拟烟气各气体组分之间的比例符合实际。调节模拟烟气含氧量等参数时,只需调节送入燃料和空气量即可,简化了试验过程。试验中对氨气在多孔介质燃烧器中转化为NO x 的比例进行了测试,结果表明多孔介质燃烧器后基本无氨气泄漏,这是由于多孔介质燃烧器内燃烧温度 高,燃烧通道曲折而且形成微小的多孔燃烧,从而大大增加了燃烧强度和稳定性,使NH 3的氧化反应进行得非常完全 。 图1 煤粉再燃试验台架示意图 Figure 1 Schematic diagram of the coal reburning testing facility 1—gas analyzer ;2—sucking pum p ;3—s olid sam pler ;4—sam 2 pling probe ;5—therm ocouple ;6—furnace tube ;7—S iC tub ;8—insulation;9—coal feeder ;10—mixer ;11—primary air tube ;12—secondary air tube ;13—flow meter ;14—valve ;15—water extractor ;16—cooling tube ;17—pum ping line ;18—porous media burner ; 19—mixer ; 20—NH 3cylinder ; 21—liquid petroleum gas cylinder ; 22—air com press or ;23—flashback chamber 采用水冷探针对沉降炉沿程的烟气成分进行分 析,并在线监测炉膛出口的烟气组分,炉膛出口同时设置飞灰分离装置,以获得飞灰样品以测试再燃燃料的燃尽率。试验过程中所有测量得到的气体组分浓度都折算到6%含氧量。 采用四种不同煤化程度的煤作为再燃燃料,四种煤涵盖了无烟煤,贫煤和烟煤。无烟煤选用晋城
细度单位中”目”和”毫米”的换算(精)
目是指一平方英寸上可以打多少个孔(眼,也就是目),就是多少个目。目数越多,每个孔的直径就越小,因此经常用目数来表示粉体的细度。 1米(m)=100厘米(cm); 1厘米(cm)=10-2m =10毫米(mm); 1毫米(mm)=10-3m =1000微米(um); 1微米(um)=10-6m=1000纳米(nm); 1纳米=10-9m。【病毒大小约100纳米】 纳米(nm)=[10的-7至10的-9次方米]之间=细度大小折合目数单位换算约18万目~1800万目。 微米(um)=[10的-6次方米以下]=细度大小折合目数单位换算约1.8万目以下。微米之极限细度是18000目。 趋纳米=微纳米=[10的-6次方米]至[10的-7次方米]之间=18000目~180000目之间。
所谓目数,是指物料的粒度或粗细度,一般定义是指在1英寸×1英寸的面积内有多少个网孔数,即筛网的网孔数,物料能通过该网孔即定义为多少目数:如200目,就是该物料能通过1英寸×1英寸内有200个网孔的筛网。以此类推,目数越大,说明物料粒度越细,目数越小,说明物料粒度越大。 筛孔尺寸标准目数 4.75mm 4 4.00mm 5 3.35mm 6 2.80mm 7 2.36mm 8 2.00mm 10 1.70mm 12 1.40mm 14 1.18mm 16 1.00mm 18 0.850mm 20 0.710mm 25 0.600mm 30 0.500mm 35 0.425mm 40 0.355mm 45 0.300mm 50 0.250mm 60 0.212mm 70 0.180mm 80 0.150mm 100 0.125mm 120 0.106mm 140 0.090mm 170 0.0750mm 200 0.0630mm 230
电厂节能减排有效措施有哪些
电厂节能减排有效措施有哪些 电厂节能减排有效措施有哪些 1.调整电源结构,加快清洁能源和可再生能源的开发步伐 受一次能源结构特点的影响,火电装机容量比重偏大,水电、核电、可再生能源发电比重偏小,特别是核电发展缓慢。因此加大水电、核电、可再生能源和新能源的比重,优先发展水电、风电等清 洁能源和可再生能源项目显得尤为重要。 2.关停小容量机组,推广大容量机组 根据蒸汽动力循环的基本原理及热力学第一定律和第二定律的分析,发展高参数、大容量的火电机组是我国电厂节机组供电标煤耗 少1/4~1/3,假设有两亿千瓦这样的替代机组,一年可以节约标煤 十亿多吨,同时三废的排放也大大减少。因此,关停小容量机组, 推广大容量机组对减少能耗、提高能源利用率具有重大意义。 3.推广热电联产 热电联产节能减排效果明显,发展热电联产集中供热具有节约能源、改善环境、提高供热质量、增加电力供应等综合效益,是改善 大气环境质量的有效手段之一,是提高人民生活质量的公益性基础 设施。 4.提高燃煤质量,实现节能减排 煤粉锅炉被广泛地应用于火力发电厂中。一般来讲,燃料的成本占发电成本75%左右,占上网电价成本30%左右。煤质对火电厂的经 济性影响很大,如果煤质很差,会限制电厂出力,使电厂煤耗和厂 用电率上升,且锅炉本体及其辅助设备损耗加大;如果燃煤质好价优,则锅炉燃烧稳定、效率高,机组带得起负荷,不仅能够减少燃料的 消耗量,更有利于节约发电成本,因此入厂和入炉燃料的控制是发 电厂节能工作的源头。
5.提高锅炉燃烧效率,实现节能减排 锅炉是最大的燃料消耗设备,燃料在锅炉内燃烧过程中的能量损失主要包括:排烟热损失,可燃气体未完全燃烧热损失,固体未完全 燃烧热损失,锅炉散热损失,灰渣物理热损失等。降低排烟热损失 的主要措施:降低排烟容积,控制火焰中心位置、防止局部高温, 保持受热面清洁,减少漏风和保障省煤器的正常运行等;降低可燃气 体未完全燃烧热损失的主要措施:保障空气与煤粉充分混合,控制 过量空气系数在最佳值,进行必要的燃烧调整,提高入炉空气温度,注意锅炉负荷的变化并控制好一、二次风混合时间等;降低固体未完 全燃烧热损失的主要措施:选择最佳的过量空气系数,合理调整和 降低煤粉细度,合理组织炉内空气动力工况,并且在运行中根据煤 种变化,使一、二次风适时混合等;降低散热损失的措施主要措施: 水冷壁和炉墙等结构要严密、紧凑,炉墙和管道的保温良好,锅炉 周围的空气要稍高并采用先进的保温材料等;降低排渣量和排渣温度 的主要措施:控制排渣量和排渣温度。由此可见,通过提高锅炉燃 烧效率来节能减排的'潜力很大。 6.加强灰渣综合利用。 应该根据电厂所在区域的具体特点,制定符合自身情况的灰渣综合利用方案,灰渣综合利用不但可以提高资源综合利用效率,还可 以减少灰渣排放造成环境压力。7.提高汽轮机效率实现节能减排在 汽轮机内蒸汽热能转化为功的过程中,由于进汽节流,汽流通过喷 嘴与叶片摩擦,叶片顶部间隙漏汽及余速损失等原因,实际只能使 蒸汽的可用焓降的一部分变为汽轮机的内功,造成汽轮机的内部损失。降低汽轮机内部损失的方法有:通过在冲动级中采用一定的反 动度,蒸汽流过动叶栅时相对速度增加,尽量减小叶片出口边厚度, 采用渐缩型叶片、窄型叶栅等措施来降低喷嘴损失;通过改进动叶型线,采用适当的反动度来降低动叶损失;通过将汽轮机的排气管做成 扩压式,以便回收部分余速能量来降低余速损失等。 7.采用变频调速技术,实现节能减排 发电厂厂用电量约占机组容量的5%~l0%,除去制粉系统以外,泵 与风机等火电机组的主要辅机设备消耗的电能约占厂用电70%~80%。
平行度误差测量方法
平行度误差测量方法
一、平行度误差 平行度公差是一种定向公差,是被测要素相对相对基准在方向上允许的变动全量。所以定向公差具有控制方向的功能,即控制被测要素对准基准要素的方向。 二、实验目的 熟悉用水平仪测量垂直平面内的直线度误差的方法,和用作图法求直线度误差的方法,还有用太友科技数据采集仪连接百分表测量平行度方法。 三、实验内容 1、测量面对面平行度误差; 2、测量线对面平行度误差; 3、测量线对线平行度误差。 四、传统测量方法 实验方法与步骤 1、测量面对面平行度误差 公差要求是测量面相对于基准平面的平行度误差。基准平面用平板体现,如图 4-1所示。测量时,双手推拉表架在平板上缓慢地作前后滑动,用百分表或千分表在被测平面内滑过,找到指示表读数的最大值和最小值。 图4-1 面对面平行度误差测量示意图 被测平面对基准平面的平行度误差可按公式计算为:
2、测量线对面平行度误差 公差要求是测量孔的轴线相对于基准平面的平行度误差。需要用心轴模拟被测要素,将心轴装于孔内,形成稳定接触,基准平面用精密平板体现,如图4-2所示。 测量时,双手推拉表架在平板上缓慢地作前后滑动,当百分表或千分表从心轴上素线滑过,找到指示表指针转动的往复点(极限点)后,停止滑动,进行读数。 在被测心轴上确定两个测点a、b,设二测点距离为1 2 ,指示表在二测点的读数分别 图4-2 线对面平行度误差测量示意图 为Ma、Mb,若被测要素长度为l 1 ,那么,被测孔对基准平面的平行度误差可按比例折算得到。计算公式为: f //=Mb Ma l 1 2 1 mm 3、测量线对线平行度误差 公差要求是测量孔的轴线相对于基准孔的轴线的平行度误差。需要用心轴模拟被测要素和基准要素,将两根心轴装于基准孔和被测孔内,形成稳定接触,如图4-3所示。 测量前,要先找正基准要素,找正基准心轴上素线与平板工作面平行。实验时用一对等高支承支承基准心轴,就认为找正好了。也可以用一个固定支承和一个可调支承支承基准心轴,双手推拉表架在平板上缓慢地作前后滑动,调整可调