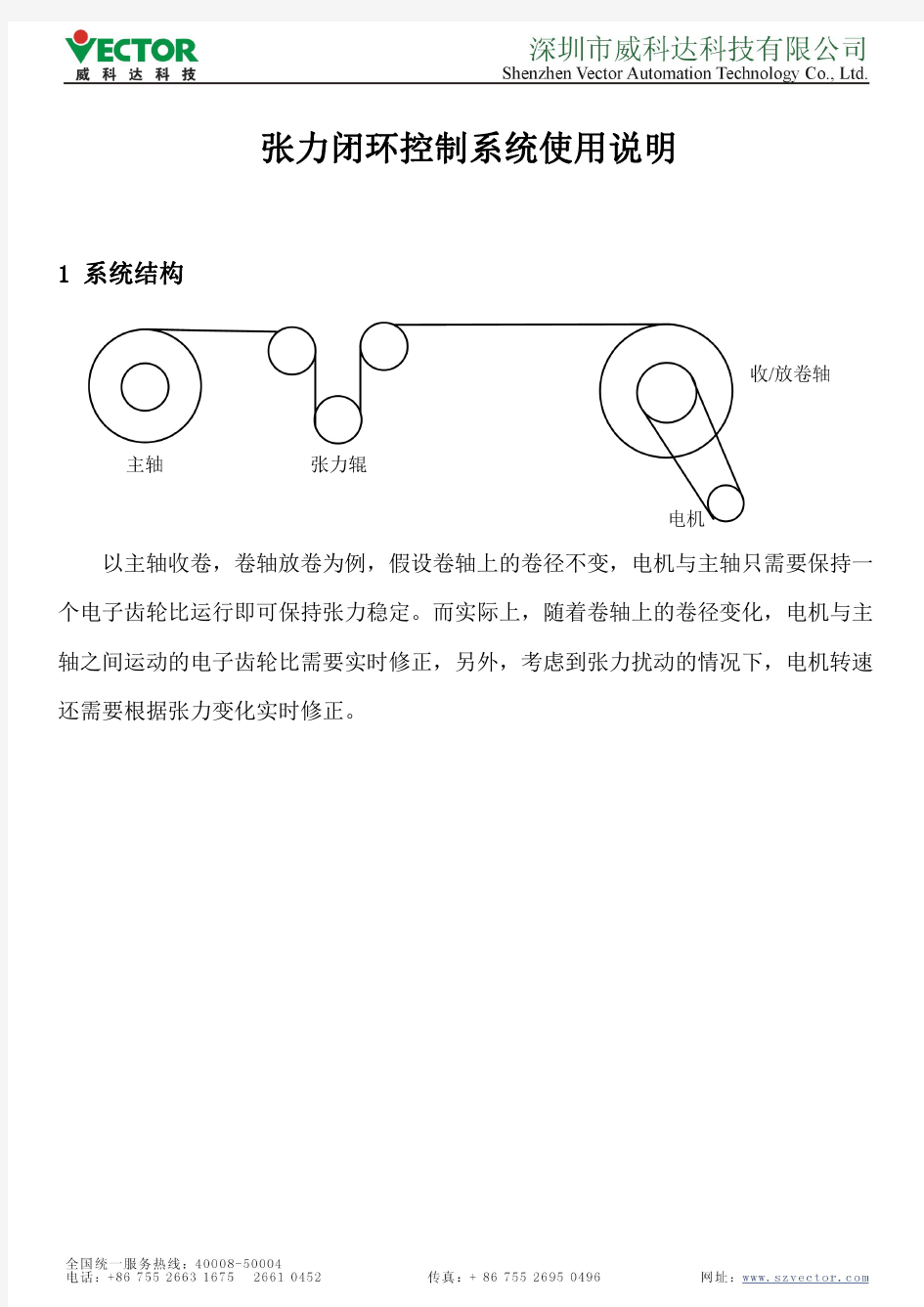
张力闭环控制系统使用说明

恒张力控制系统
第一章设计说明 课题简介 设计一个恒张力收盘控制系统,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。张力应用于最广泛的造纸、纤维、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。在收卷和放卷的过程中,为保证生产的质量及效率,保持恒定的张力是很重要的。本系统采用人及交互式的控制方法,由使用者输入设定张力值,通过磁粉制动器、传感器、转换芯片与单片机组成一个闭环系统,使张力恒定在设定值,达到恒张力控制的效果。 设计目的 通过本次课题设计,应用《单片机原理及应用》等所学相关知识及查阅资料,完成恒张力收盘控制系统的设计,以达到理论与实践更好的结合、进一步提高综合运用所学知识和设计的能力的目的。通过本次设计的训练,可以使我在基本思路和基本方法上对基于MCS-51单片机的嵌入式系统设计有一个比较感性的认识,并具备一定程度的设计能力。 设计任务 在本次课程设计中,主要完成如下方面的设计任务: 1、设计单片机系统原理图(A0,PROTEL/CAD或手画); 2、编写系统程序(主程序+子程序); 3、写设计说明书;(设计说明,程序流程图,程序); 4、答辩(十九周周四下午两点); 设计方法 由按键驱动单片机中断,进入按键及显示程序,通过使用者输入数据并通知在LED上显示,输入数据储存在相关区域内备之后使用,返回到主程序后单片机接受由力传感器产生的经AD转换芯片转换后的数字力信号,通过与之前设定值的比较计算,得出控制信号,经DA 转换芯片变为模拟电压信号输入磁粉制动器控制端。若没有键盘中断,则如此往复运行信号检测、运算、输出程序达到动态平衡。
张力控制变频收卷的控制原理及在纺织机中的应用
张力控制变频收卷的控制原理及在纺织行业的应用 -------作者:中达电通上海分公司 FAE李强 一.前言: 用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。对收卷来说,收卷的卷 经 是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。同时在不 同的操作过程,要进行相应的转距补偿。即小卷启动的瞬间,加速,减速,停车,大卷启动 时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷 时张力过大;大卷启动时松纱的现象。 二.张力控制变频收卷在纺织行业的应用及工艺要求 1.传统收卷装置的弊端 纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基 本上是一年左右。而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客 户带来了很多的不便。尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。 2.张力控制变频收卷的工艺要求 * 在收卷的整个过程中都保持恒定的张力。张力的单位为:牛顿或公斤力。 * 在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。 * 在加速、减速、停止的状态下也不能有上述情况出现。 * 要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。 3.张力控制变频收卷的优点 * 张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿. * 使用先进的控制算法:卷径的递归运算;空心卷径启动时张力的线性递加; 张力锥度计算公式的应用;转矩补偿的动态调整等等. * 卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且 在计算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数值。 * 因为收卷装置的转动惯量是很大的,卷径由小变大时。如果操作人员进行加速、 减速、停车、再启动时很容易造成爆纱和松纱的现象,将直接导致纱的质量。 而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒 定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施, 使得收卷的性能更好。 * 在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本
控制软件说明书
控制软件说明书 PC端软件FTM 安装及应用 系统运行环境: 操作系统中英文Windows 98/2000/ NT/XP/WIN7/ Vista, 最低配置 CPU:奔腾133Mhz 内存:128MB 显示卡:标准VGA,256色显示模式以上 硬盘:典型安装 10M 串行通讯口:标准RS232通讯接口或其兼容型号。 其它设备:鼠标器 开始系统 系统运行前,确保下列连线正常: 1:运行本软件的计算机的RS232线已正确连接至控制器。 2:相关控制器的信号线,电源线已连接正确; 系统运行步骤: 1:打开控制器电源,控制电源指示灯将亮起。 绿色,代表处于开机运行状态;橙色代表待机状态。 2. 运行本软件 找到控制软件文件夹,点击FWM.exe运行。出现程序操作界面:
根据安装软件版本不同,上图示例中的界面及其内容可能会存在某些差别,可咨询我们的相关的售后服务人员。 上图中用红色字体标出操作界面的各部分的功能说明: 1. 菜单区:一些相关的菜单功能选择执行区。 2. 操作区:每一个方格单元代表对应的控制屏幕,可以通过鼠标或键盘的点选,拖拉的方式选择相应控制单元。 3.功能区:包含常用的功能按钮。 4.用户标题区:用户可根据本身要求,更改界面上的标题显示 5.用户图片区:用户可根据本身要求,更改界面上的图片显示,比如公司或工程相关LOGO图片。 6.附加功能区:根据版本不同有不同的附加项目。 7.状态区:显示通讯口状态,操作权限状态,和当前的本机时间,日期等。 如何开始使用 1. 通讯设置 单击主菜单中“系统配置”――》“通讯配置” 选择正确的通讯端口号,系统才能正常工作。 可以设置打开程序时自动打开串口。 2.系统配置
张力控制原理介绍
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图 2
2.2 张力控制方案介绍 对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。 1、开环转矩控制模式 开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。 根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。 MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。 2、与开环转矩模式有关的功能模块: 1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。 2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。 3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。摩 3
空压机控制器界面软件说明书
摘要:空压机控制器采用施耐德TWD系列PLC和LCD文本显示器,根据空压机厂的技术要求编程设计。本文说明和界定了界面部分的软件功能使用 1、目的: 本对控制系统软件具备的功能进行描述,以指导空压机控制器的使用。 2、功能需求描述: 按键功能的设置 2.1.1 按键设置 菜单浏览按键:UP,DOWN,ESC/ENTER等共八只 功能按键:DEL、MOD等共二只,由屏幕的提示信息指定,每个按键可具有不同的 运行控制按键:RUN,STOP 2.1.2按键功能定义: 按键图示按键名称功能 向上翻页键向上翻页,参数编辑状态可向 左移动光标 向下翻页键向下翻页,参数编辑状态可向 右移动光标 左移位根据屏幕的提示,进入所选 菜,主页面下为机器启动按钮 右移位根据屏幕的提示,进入所选 菜,主页面下为机器停止按钮 退出键在任何页面下可推出到主菜 单页面 确认键在修改好后按键确认并存储 数据 清除键在编辑状态下可清除数据 数据键编辑数据时先按此键
2.1.3显示信息结构 控制器外观布局如下图: 屏幕中右侧箭头指示为屏幕按键此时的功能定义;右侧的三角形符号则指示屏幕右侧对应光标键的功能定义。进入该画面的条件: 2.3.1控制器界面主要任务是显示空压机的运行状态和相关工作参数,该画面称为“主画面”,正常运行和正常停机状态的显示信息如下: 1)设备上电完成后直接进入该画面; 2)在屏幕上按ESC键操作后进入主菜单; 3)在其他显示画面,若30秒钟无按键操作,自动转入该画面。 2.3.2 参数编辑与查询 控制器界面将需要显示的信息分类,采用三级菜单结构方式编排,用户可根据菜单项名称找到需要的菜单项进行操作,容易学习掌握,无需特别记忆。主菜单项完全条目如下图 屏幕每次只能显示其中连续的两行信息,通过UPKEY和DOWNKEY上下滑动窗口,屏幕右侧的箭头指示允许的按键操作。该画面也称为“一级菜单”。 按下键后,显示如下,
张力控制器的知识与特点
张力控制器的知识与特点 现在行业设备中一般主要用日本三菱,蒙特福,KORTIS等张力 控制系统。按型号分有测力式,浮辊式等等。 简单来说,一般张力控制器只需要进行安装调试和微调两个基本操作就可以,其他具体参数要看需要的具体功能了。 对于一个控制器,PID设定一般进行如下调整:一般先把微分D 值设为零,积分I设为一个很小的数为5-10之间,改变P值从小到大,直到系统能调整稳定,当P调整好后,加一个外界干扰,看系统恢复到平衡所需的时间,如果太慢,增加I值,直到达到满意效果,一般系统改变经过两个周期达到平衡为最好。 在工控行业,在一些带状和线状类的产品,经常需要控制张力来达到生产要求,张力控制器就是控制这类张力的一种仪表,张力控制器是一种由单片机或者一些嵌入式器件及外围电路开发而成的系统,是一种控制仪表,它可以直接设定要求控制的张力值,然后直接输入张力传感器的信号(一般为毫伏级别)作为张力反馈值,通过比较得出偏差后,输入到PID等控制器进行处理,最好输出给外围执行机构去控制,最终达到偏差最小,系统响应最快的目的。张力控制器还有所谓的手动控制功能,一般是指人为可以通过张力控制器给定一定的输出量给执行机构(经常为电机的电流量);一些张力控制器还带有卷径推算功能,一般应用在卷取设备上,有放卷和收卷之分;另外还 有锥度调节功能,可以在控制器内部直接设定一些工艺上要求的卷取 第 1 页共 3 页
锥度。 张力控制器的张力控制是指能够持久地控制料带在设备上输送时的张力的能力。这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,它也有能力保证料带不产生丝毫破损。凹印机张力控制基本上分手动张力控制,开环式半自动张力控制和闭环式全自动张力控制三大类。手动张力控制就是在收卷或放卷过程中,当卷径变化到某一阶段,由操作者调节手动电源装置,从而达到控制张力的目的。不过现代凹印机手动张力控制系统已基本被淘汰,而仅仅作为闭环式全自动张力控制系统中的一种操作模式存在。开环式半自动张力控制又称卷径检测式张力控制,它是用安装在卷轴处的接近开关、检测出卷轴的转速,并通过所设定的卷轴直径初始值和材料厚度,累积计算求得收卷或放卷筒当前的直径,相应卷径的变化输出控制信号,以控制收卷转矩或放卷制动转矩,从而调整料带的张力。因为卷轴每转一圈,卷径会发生2倍于料带厚度的变化。此种张力控制不受外界剌激的影响,能实行稳定的张力控制。但是,由于受传动装置的转矩变化、线性变化和机械损耗等因素影响,这种张力控制的绝对精度较差。闭环式全自动张力控制是由张力传感器直接测定料带的实际张力值,然后把张力数据转换成张力信号反馈回张力控制器,通过此信号与控制器预先设定的张力值对比,计算出控制信号,自动控制执行单元则使实际张力值与预设张力值相等,以达到张力稳定目的。它是目前较为先进的张力控制方法。 另外,在我国制造和销售的中、高档印刷机张力控制系统中,由于更 第 2 页共 3 页
张力控制系统
张力控制系统MAGPOWR (美塞斯MC01/400/830/1898)往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。 工作原理 这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。 一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等,下图为一个典型的闭环张力控制系统。 人工控制 MAGPOWR <1ll人工张力控制系统是适合于收卷,点到点和一些特定的放卷应用场合使用的低成本解决方案. 我们的手动电源供应器可以让f~ 淌除剩磁,15可以通过莫独特的皮向电流性能而用到制动器或离合器的完整的功率范围。该系统最适合应用于: ( 1 )需要自然锥角的收卷场合 ( 2 )卷装成形保持不变的点到点应用场合 ( 3 )从满卷到卷芯的放卷过程中允许有少量张力变化的场合 人工电源供给采用电流调节方式,当离合器或制动器从环境温度变化到工作温度时,莫输出仍保持不变。 可选用带有跳结器的90VDC 和24VDC 电压供给,额定电流可以调节,还可匹配磁粉制动器满足榕的应用需求。 可选安装方式DIN 标准导轨(C E) .撞墙式安装,印刷电路板。 张力控制系统(3张) 控制方式
伺服放线器张力器说明书
张力控制器 (使用说明书) 东 莞 市 张 力 机 电 科 技 有 限 公 司
一、产品概述 伺服张力控制器是采用主动送线方式替换传统的被动送线方式,通过对马达速度的控制来达到稳定张力值的新一代张力控制器, 本产品附载有反馈张力稳定系统,,能自动实现张力稳定平衡。 运行指示灯在正常运行时不亮,当断线或停机时指示灯亮; 二、性能指标 输入电源:220V 输入信号:24V 温度要求:0℃~45℃ 湿度要求:40%~80%RH 三、安装说明(单位:mm) 四、外形结构(根据型号不同有相应的结构差异,以实物为准。)
调整与操作 1、使线材按图中虚线所示走线方式通过张力器,开启开关,运行指示灯亮。 2、根据用户自身所需张力,调节张力调节旋钮或改变滑块的位置,使输出张力达 到要求且张力杆工作角度合适如图三所示。 3、当绕线机需要挂线时,通过信号输入,接入24V电压,使张力杆只需摆动较小的 角度就可启动张力器,此时张力杆正常工作角度如图四所示。
图 三 图 四 注:张力杆在工作时,在角度合适的位置有一定的摆动幅度,如工作时张力杆尾 部紧贴弹力胶,需相应的调整张力或改变电机的转速。 张力调整方式: 旋转调节旋钮对张力的影响较小(微调),左旋减小张力,右边增加张力; 移动滑块对张力的影响较大(正常调节),上移增加张力,下移减小张力。 电机的设置请参照第六项。 五、电机设置 1、设置电机转速 D5状态 ON OFF ON OFF ON OFF ON OFF ON OFF ON OFF ON OFF ON OFF D6状态ON ON OFF OFF ON ON OFF OFF ON ON OFF OFF ON ON OFF OFF D7状态ON ON ON ON OFF OFF OFF OFF ON ON ON ON OFF OFF OFF OFF D8状态ON ON ON ON ON ON ON ON OFF OFF OFF OFF OFF OFF OFF OFF 转速(r/min)220 280 360 450 570 72090011501440180023002880 3600 5760 720014400
商业轮转机的张力控制详解
商业轮转机的张力控制详解 前言:随着商业印刷市场的扩展,商业轮转机在商业印刷中表现出来了越来越重要的作用,但也给商业轮转机印刷质量和精度提出了更高的要求。轮转印刷过程中通常由于张力的影响使印刷品套印和折页不准,给印刷带来很多不良品,从而影响生产成本和市场的信誉。下文以桑拿C800为例分析商业轮转印刷张力控。 C800商业轮转印刷的显著特点是纸带从开卷到进入折页滚筒都是在绷紧状态下完成的,套准、烘干、冷却、加湿及裁切等前后纸带长度上百米,因此纸带张力稳定是保证正常印刷的首要条件现从五个方面分析纸带的张力控制。 送纸部分:送纸部分从纸的入口到印刷单元包括了一次张力和二次张力,一次张力采用的是轴制动方式,在纸卷芯部轴端设置刹车片和刹车盘,通过气压方式加载制动力,即气动式张力控制系统。保证纸卷以平稳的速度放纸,并通过浮动机构及张力检测电路,消除或减轻由于纸卷不圆、偏心、一头松、一头紧等本身原因造成的张力波动,并可在印刷过程中对纸卷不断变小引起的张力变化进行自动调整。如(图一) 图一:1纸筒也是张力控制器所在、2和4导纸棍、3浮动机构 电器控制原理图如(图二)
分析:供纸部的张力控制部分由刹车片、制动器、浮动辊等组成,为了使纸带张力保持恒定,纸卷制动器必须能够根据纸带张力的波动情况自动进行调整以保证纸带匀速、平稳地进入印刷装置。在机器平稳运行过程中,应保证纸带张力稳定在给定值上,在启动和刹车时防止纸带过载和随意松卷。在印刷过程中,随着纸卷直径不断减小,为保持纸带张力的恒定,需要对制动力矩进行相应的调整。在印刷过程中,纸带的线速度保持不变,而纸卷的角速度却随着纸卷直径的减小不断增大。在不考虑由角加速度产生的惯性力矩和阻力矩的前提下,为保证纸带稳定运行,应该满足下面的条件:F X R= T X r F为纸带张力,R为纸卷半径,T为纸卷轴芯的制动力,r为纸卷轴芯制动力半径。可以看出,随着纸卷半径的减小,如果不改变制动力的大小,纸带所受到的张力会越来越大,最终会使纸带被拉断。因此,在保持纸带张力稳定的前提下,随着纸卷半径的减小,制动力必须按照一定的规律随之减小。简而言之,就是刹车片与刹车盘接触后产生一定的摩擦力,从而使纸带具有一定的张力,浮动辊在张力的作用下产生摆动,通过一个电子检测元件将张力的变化转化为电信号,控制刹车盘电压,从而达到控制摩擦力大小的目的,实现纸带张力的自动控制。刹车片与刹车盘的间距应在1?2mm之间。 二次张力为无级变速控制:无级变速控制是通过电机的转速来控制张力的大小其控制原理图如(图三) 图三中:1铬棍、2电机传动的胶棍(又叫送纸棍)、3和4导纸棍、5浮动
控制器编程软件说明书
CP Customer Center China希贝动力工具中国客户中心上海市南京西路819号中创大厦1108室20041电话: +86 (021) 6215 3587 传真: +86 (021) 6258 7038 CVIPC2000 操作手册
CP Customer Center China希贝动力工具中国客户中心上海市南京西路819号中创大厦1108室20041电话: +86 (021) 6215 3587 传真: +86 (021) 6258 7038 目录表 1简介 1.1传输方式和命令方式 1.2 “点到点”连接和“多点”连接 1.3 安装 1.3.1 硬件和软件要求 1.3.2 CVIPC 软件保护 1.3.3 安装 1.3.4 升级控制器软件 1.3.5 卸载 1.3.6升级CVIPC 软件 1.4起动程序 2.创建一个站点 2.1 创建 2.2 复制一个站点
CP Customer Center China希贝动力工具中国客户中心上海市南京西路819号中创大厦1108室20041电话: +86 (021) 6215 3587 传真: +86 (021) 6258 7038 2.3 删除一个站点 3.参数 3.1 控制器 3.1.1串口RSA和RSB RSA口 RSB 口 3.1.2 连接以太网 3.1.3 外设 报告输出 条形码 标签打印机 遥控显示 3.2 笔记本 3.3 拧紧轴 3.4 拧紧周期 3.4.1加一个周期 3.4.2加一个相 3.4.3删除 3.4.4 复制
CP Customer Center China希贝动力工具中国客户中心上海市南京西路819号中创大厦1108室20041电话: +86 (021) 6215 3587 传真: +86 (021) 6258 7038 3.4.5 粘贴 3.4.6灵敏度系数 3.4.7 主要参数 3.4.8 相类型 3.4.9指令 3.4.9.1 寻帽相 3.4.9.2 快速旋转相 3.4.9.3 最终拧紧相 3.4.9.4 反转相 3.4.9.5 拧紧结果不合格时所采取的动作相 3.4.9.6 用残余扭矩法的相 3.4.9.7 同步等候相 3.4.9.8 跳转相 3.4.10 拧紧轴清单 3.5 曲线 4 结果 4.1 拧紧 4.1.1显示 4.1.2 打印 以PC4格式的详情报告码
动环监控软件操作手册
深圳市通讯威科技有限公司 EP-MEVP SYSTEM 动力环境集中监控系统 安装使用说明书 版本
目录
第一章软件的安装、卸载、升级 软件安装对计算机的配置要求 CPU 主频或以上 内存最低要求256MB [推荐 512MB] 硬盘系统驱动器上需要 100MB以上的可用空间 显示 Super VGA (1024x768) 或更高分辨率的显示器(颜色设置为 256 色或更高) 鼠标 Microsoft 鼠标或兼容的指点设备 操作系统: Windows 2000 Windows XP Windows 7 (管理员权限) Microsoft Windows Server 2003 Microsoft Windows Server 2008 软件的安装 首先将光盘放入光驱,执行光盘目录【安装软件】里面的,系统会弹出安装界面 (如下图) 注意: Framework 软件包和中文语言包,是必需安装的。如果不安装 .NET软件包,程序将无法正常运行。如果您的系统已经安装过语言包,系统会自动跳到下一安装环节,进行软件的安装。 单击【接受】系统将自动安装组件以及动环监控系统软件。如下图: 组件和中文语言包安装完成后会弹出如下界面安装动环监控系统软件。【如下图】 单击【下一步】选择你所要软件安装的目录【下一步】一般软件默认安装路径为C:\Program Files\综合机房动力环境监控系统\ 点击【磁盘开销】可以了解软件所安装目录的磁盘空间大小,如果选择的空间不够安装软件请选择其它目录安装,选择目录后点击【确定】。 点击【任何人】或者【只有我】,如果使用本电脑的任何人都可以使用此软件的话请选择【任何人】单击【下一步】 安装中选择安装动环监控模块,如下图 单击安装完成后,点击【关闭】即可。 桌面将自动增加快捷方式。 软件的卸载 首先,打开 [我的电脑] \ [控制面板] 双击 [添加和删除程序] 在[目前安装的程序]栏中找到动环监控系统软件,选中然后按[更改/删除]按钮。 单击【删除】可直接卸载动环监控系统软件。 备注: 以下几个是软件运行必须具备的控件,请勿删除,如果不小心删除了,请重新安装软件. 软件的升级 如果您从我公司获取了更新版本的软件想升级的话,对于使用Access数据库的用户,请安装以下步骤进行操作。
三菱张力控制器LDF调整方法
三菱LD-30FTA 张力控制器调整方法 LD-30FTA 用作收卷(或放卷)控制,采用接近开关作卷轴传感器。 1、未上电前,打开面板可看见面板后面右下方的DIP 开关,设定DIP 开关选择扩展调整模式作收卷控制时,DIP 开关设定如下图: 作放卷控制时,DIP 开关设定如下图: 注:每次改变DIP 开关后,必须将电源关掉,再合上才能使DIP 开关设定有效。 2、合上电源开关,面板显示: 显示说明:(面板左上角的上数码管显示的是参数项目,下方的数码管显示的是参数数据值,右上角数码管显示的参数数据都可以通过调节脉冲发生器旋钮来改变) 最大卷径设定(设定范围≤2000mm ,初始值为500mm ) 调节脉冲发生器调节旋钮设定卷轴的最大直径。 3、按 键,显示: 张力设定监控(设定范围0%至100%) 调节TENSION SET 旋钮调整张力至合适的数值。 4、按 键,显示: 锥度设定(设定范围0%至100%,初始值为100%) 锥度斜率=100-(100锥度设定值%)×(实际卷轴直径/最 大卷轴直径)
恒张力控制考虑设定100%,最大卷轴的张力随斜率减小而 减小。 5、按键,显示: 停车定时器设定(设定范围0.0至100.0,初始值为0.0sec.) 设定停车惯量补偿时间,当端子RUN输入由ON到OFF时 有效。 6、按键,显示: 停车增益设定(设定范围5%至400%,初始值为100%) 用于设定当停车定时到达时,惯量补偿控制输出的放大倍数。 7、按键,显示: 停车偏置设定(设定范围0%至50%,初始值为0%) 在卷径很小且控制输出很小,机械惯量引起材料张力波动时 设定。 8、按键,显示: 减速增益设定(设定范围5%至400%,初始值为100%) 当端子DCC输入为ON时,减速增益有效。 9、按键,显示: 加速增益设定(设定范围5%至400%,初始值为100%) 当端子ACC输入为ON时,加速增益有效。 10、按键,显示: 机械损耗设定(设定范围0%至50%,初始值为0%) 用于收卷控制中,设定机械损耗偏置供控制输出应用。 11、按键,显示: 小励磁电流设定(设定范围0%至50%,初始值为0%) 设定后,输出不为0。用于材料移动时,使卷轴旋转。
张力控制变频收卷的控制原理(汇编)
张力控制变频收卷的控制原理本文主要介绍了张力控制变频收卷的控制原理,此技术能够使得在纺织行业中收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。 一. 前言 : 用变频器做恒张力控制的实质是闭环矢量控制,即加编码器反馈。对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。同时在不同的操作过程,要进行相应的转距补偿。即小卷启动的瞬间、加速、减速、停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。 二.张力控制变频收卷在纺织行业的应用及工艺要求 2.1 传统收卷装置的弊端 纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。 2.2 张力控制变频收卷的工艺要求
(1)在收卷的整个过程中都保持恒定的张力。张力的单位为:牛顿或公斤力。 (2)在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。 (3)在加速、减速、停止的状态下也不能有上述情况出现。 (4)要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。 2.3 张力控制变频收卷的优点 (1)张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿。 (2)使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加;张力锥度计算公式的应用;转矩补偿的动态调整等等。 (3)卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且在计算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数值。 (4)因为收卷装置的转动惯量是很大的,卷径由小变大时。如果操作人员进行加速、减速、停车、再激活时很容易造成爆纱和松纱的现象,将直接导致纱的质量。而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施,使得收卷的性能更好。 (5)在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本上不需对原有机械进行改造。改造周期小,基本上两三天就能安装调试完成。
中央控制系统使用手册
KONZE
——可编程中央控制系统——
安 装 使 用 手 册
中文版
可编程多媒体中央控制系统安装使用手册 2009 [02]
适用型号:KZ-1800
可编程多媒体中央控制系统安装使用手册
目录
概述 ........................................................................................................................................................ 3 注意事项................................................................................................................................................. 3 第一章 产品简介 .................................................................................................................................... 4
KZ—1800 一体化可编程多媒体中央控制系统 ............................................ ...4
第二章 设备包装说明............................................................................................................................. 5 第三章 系统主机与电脑的连接 .............................................................................................................. 5 第四章 应用设备连接............................................................................................................................. 5 第五章 投影机控制线连接 ..................................................................................................................... 6
KZ-1800 一体化中央控制系统........................................................... 6
第六章 电动屏幕接线图 ......................................................................................................................... 6 第七章 操作面板使用说明 ..................................................................................................................... 7
KZ-1800 一体化中控面板............................................................... 7
本手册说明 ............................................................................................................................................. 8
第2页共8页
张力控制器操作说明
第一章MC系列张力控制器介绍 1.1、MC系列张力控制器特点 ◆张力控制器控制普通三相异步电机能输出各类所需机械特性。可输出 理想的卷绕特性。 ◆张力控制精度高,调节简单。 ◆高效节能,静止保持力矩输出时电机不发热,能耗较力矩电机节省50% 以上,投资回收周期大约3-4个月。 ◆结构简单可靠,只有电机、控制器两个部件,长寿命,免维护。 ◆批量使用可降低环境温度4~8℃,提高电网功率因数,减少变压器增容 投资。 ◆用于拉拔钢丝行业,可有效减少钢丝在放丝时的夹丝现象,减少淬火时 产生的废丝 ____________________________________________________________________________ 扬中市宏运机械制造有限公司
____________________________________________________________________________ 扬中市宏运机械制造有限公司 1.2 、控制器的型号说明 图1-1 控制器铭牌说明 1.3、控制器的系列机型 控制器型号输入电压适配电机电机极数输出力矩可调范围MC-4T1R5 1.5KW 4 3.33-6.66NM 4 6.66-13.3NM 610-20NM MC-4T04K 4KW 413.3-26.4NM MC-4T5R5 5.5KW 419.8-39.6NM MC-4T7R57.5KW 426.4-52.8NM MC-4T11K 11KW 436.7-76.3NM MC-4T15K 15KW 453-106NM 380V MC-4T2R2 2.2KW 表1-1 控制器系列机型说明
什么是张力控制
什么是张力控制? 最佳答案 1.什么是张力控制:所谓的张力控制,通俗点讲就是要能控制电机输出多大的力,即输出多少牛顿。反应到电机轴即能控制电机的输出转距。 2.真正的张力控制不同于靠前后两个动力点的速度差形成张力的系统,靠速度差来调节张力的实质是对张力的PID控制,要加张力传感器。而且在大小卷启动、停止、加速、减速、停车时的调节不可能做到象真正的张力控制的效果,张力不是很稳定。肯定会影响生产出产品的质量。 用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。同时在不同的操作过程,要进行相应的转距补偿。即小卷启动的瞬间,加速,减速,停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。 二.张力控制变频收卷在纺织行业的应用及工艺要求 1.传统收卷装置的弊端 纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。 2.张力控制变频收卷的工艺要求 * 在收卷的整个过程中都保持恒定的张力。张力的单位为:牛顿或公斤力。 * 在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。 * 在加速、减速、停止的状态下也不能有上述情况出现。 * 要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。 3.张力控制变频收卷的优点 * 张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿. * 使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加; 张力锥度计算公式的应用;转矩补偿的动态调整等等. * 卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且
控制软件操作说明书
创维液晶拼接控制系统 软件操作指南 【LCD-CONTROLLER12】 请在使用本产品前仔细阅读该用户指导书
温馨提示:: 温馨提示 ◆为了您和设备的安全,请您在使用设备前务必仔细阅读产品说明书。 ◆如果在使用过程中遇到疑问,请首先阅读本说明书。 正文中有设备操作的详细描述,请按书中介绍规范操作。 如仍有疑问,请联系我们,我们尽快给您满意的答复。 ◆本说明书如有版本变动,恕不另行通知,敬请见谅!
一、功能特点 二、技术参数 三、控制系统连接示意图 四、基本操作 五、故障排除 六、安全注意事项
一、功能特点创维创维--液晶液晶拼接拼接拼接控制器特点控制器特点 ★采用创维第四代V12数字阵列高速图像处理技术 视频带宽高达500MHZ,应用先进的数字高速图像处理算实时分割放大输入图像信号,在多倍分割放大处理的单屏画面上,彻底解决模/数之间转换带来的锯齿及马赛克现象,拼接画面清晰流畅,色彩鲜艳逼真。 ★具有开窗具有开窗、、漫游漫游、、叠加等功能 以屏为单元单位的前提下,真正实现图像的跨屏、开窗、画中画、缩放、叠加、漫游等个性化功能。 ★采用基于LVDS 差分传送技术差分传送技术,,增强抗干扰能力 采用并行高速总线连接技术,上位控制端发出命令后,系统能快速切换信号到命令指定的通道,实现快速响应。 采用基于LVDS 差分传送技术,提高系统抗干扰能力,外部干扰对信号的影响降到了最低,并且,抗干扰能力随频率提高而提升。★最新高速数字阵列矩阵通道切换技术 输入信号小于64路时,用户不需要再另外增加矩阵,便可以实现通道之间的任意换及显示。 ★断电前状态记忆功能 通过控制软件的提前设置,能在现场断电的情况下,重启系统后,能自动记忆设备关机前的工作模式状态。 ★全面支持全高清信号 处理器采用先进的去隔行和运动补偿算法,使得隔行信号在大屏幕拼接墙上显示更加清晰细腻,最大限度的消除了大屏幕显示的锯齿现象,图像实现了完全真正高清实时处理。纯硬件架构的视频处理模块设计,使得高清视频和高分辨率计算机信号能得到实时采样,确保了高清信号的最高视频质量,使客户看到的是高质量的完美画质。
张力控制器原理
1.什么是张力控制:所谓的张力控制,通俗点讲就是要能控制电机输出多大的力,即输出多少牛顿。反应到电机轴即能控制电机的输出转距。 2.真正的张力控制不同于靠前后两个动力点的速度差形成张力的系统,靠速度差来调节张力的实质是对张力的PID控制,要加张力传感器。而且在大小卷启动、停止、加速、减速、停车时的调节不可能做到象真正的张力控制的效果,张力不是很稳定。肯定会影响生产出产品的质量。 用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转 距要由小到大变化。同时在不同的操作过程,要进行相应的转距补偿。即小卷启动的瞬间,加速,减速,停车,大卷启动时,要在不同卷经时进行不同的转距补偿, 这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。 二.张力控制变频收卷在纺织行业的应用及工艺要求 1.传统收卷装置的弊端 纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解, 用于同轴传动部分的机械平均寿命基本上是一年左右。而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。 尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系 统。 2.张力控制变频收卷的工艺要求 * 在收卷的整个过程中都保持恒定的张力。张力的单位为:牛顿或公斤力。 * 在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。 * 在加速、减速、停止的状态下也不能有上述情况出现。 * 要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。 3.张力控制变频收卷的优点 * 张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿. * 使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加; 张力锥度计算公式的应用;转矩补偿的动态调整等等. * 卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且 在计算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数值。 * 因为收卷装置的转动惯量是很大的,卷径由小变大时。如果操作人员进行加速、 减速、停车、再激活时很容易造成爆纱和松纱的现象,将直接导致纱的质量。 而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒 定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施, 使得收卷的性能更好。 * 在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本 上不需对原有机械进行改造。改造周期小,基本上两三天就能安装调试完成。 * 克服了机械收卷对机械磨损的弊端,延长机械的使用寿命。方便维护设备。
张力控制解释
张力控制变频收卷的控制原理 2007年7月23日 中国工业设备网 本文主要介绍了张力控制变频收卷的控制原理,此技术能够使得在纺织行业中收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。 一. 前言 : 用变频器做恒张力控制的实质是闭环矢量控制,即加编码器反馈。对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。同时在不同的操作过程,要进行相应的转距补偿。即小卷启动的瞬间、加速、减速、停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。 二.张力控制变频收卷在纺织行业的应用及工艺要求 2.1 传统收卷装置的弊端 纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统。 2.2 张力控制变频收卷的工艺要求
(1)在收卷的整个过程中都保持恒定的张力。张力的单位为:牛顿或公斤力。 (2)在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱。 (3)在加速、减速、停止的状态下也不能有上述情况出现。 (4)要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。 2.3 张力控制变频收卷的优点 (1)张力设定在人机上设定,人性化的操作,单位为力的单位:牛顿。 (2)使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加;张力锥度计算公式的应用;转矩补偿的动态调整等等。 (3)卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。并且在计算卷径时加入了卷径的递归运算,在操作失误的时候,能自己纠正卷径到正确的数值。 (4)因为收卷装置的转动惯量是很大的,卷径由小变大时。如果操作人员进行加速、减速、停车、再激活时很容易造成爆纱和松纱的现象,将直接导致纱的质量。而进行了变频收卷的改造后,在上述各种情况下,收卷都很稳定,张力始终恒定。而且经过PLC的处理,在特定的动态过程,加入一些动态的调整措施,使得收卷的性能更好。 (5)在传统机械传动收卷的基础上改造成变频收卷,非常简便而且造价低,基本上不需对原有机械进行改造。改造周期小,基本上两三天就能安装调试完成。 (6)克服了机械收卷对机械磨损的弊端,延长机械的使用寿命。方便维护设备。