零件检验作业指导书模板
零件名称零件图号
目测首检塞规巡检游标卡尺0-150mm CNC加工正反面加工卡尺钢尺首检千分尺0-25mm 目测巡检三次元0-1200mm 钳工加工打磨表面目测巡检钢尺
0-5m
去毛刺
目测巡检图纸重点尺寸检测工具
判定
备注
4.20+,-0.0522.0+,-0.137.60+,-0.1570.00+,-0.1511.0+,-0.1
更改文件号签字检验频率□进料检验 ■过程检验 □成品检验
深圳华呈瑞机电技术有限公司
零件检验作业指导书
检验作业内容及标准
注意事项
1.该指导书适用于其他型号产品检验作业,板材厚度与尺寸要求参照图纸要求。
2.检查各个工序量具是否在检修期内。
3.尺寸以图纸标注为准,无要求的自由公差按国家标准计算。
4.注意检验场所是否能满足检验要求,如不能满足检验要求应更换检验地点。
5.检验完毕后要做好标记并及时、正确填写检验记录。
6.发现不合格品要及时作出处理,严禁私自放行转入下道工序。
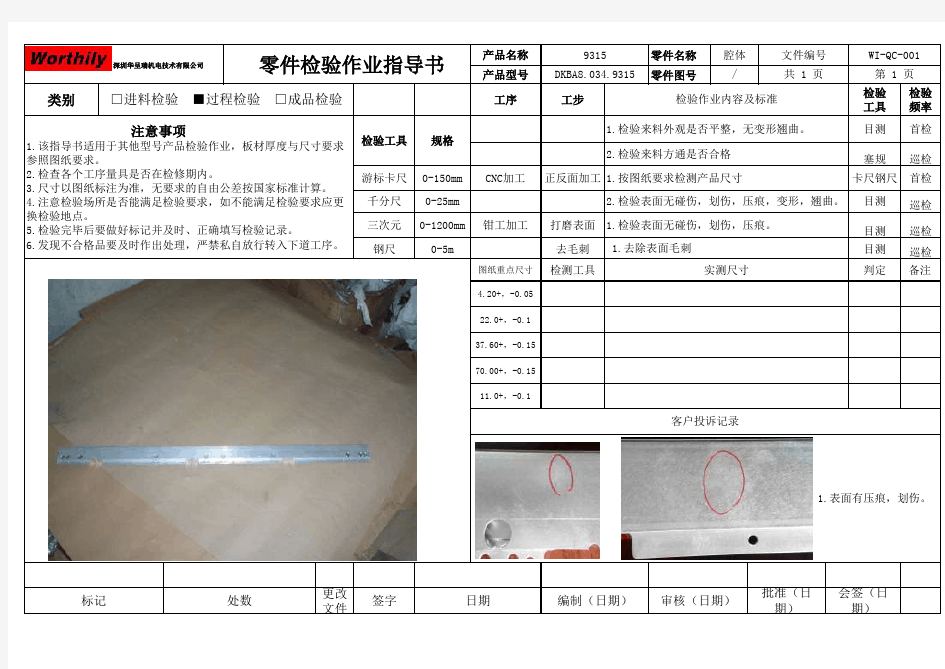
1.表面有压痕,划伤。
会签(日期)
类别检验工具规格
工序
工步
检验工具标记处数日期编制(日期)审核(日期)批准(日期)客户投诉记录
实测尺寸
1.检验来料外观是否平整,无变形翘曲。
2.检验来料方通是否合格
1.按图纸要求检测产品尺寸
2.检验表面无碰伤,划伤,压痕,变形,翘曲。
1.检验表面无碰伤,划伤,压痕。1.去除表面毛刺
产品名称9315腔体文件编号WI-QC-001产品型号DKBA8.034.9315/
共 1 页
第 1 页
相关主题