管道焊缝外观检查记录

管道焊缝外观检查记录
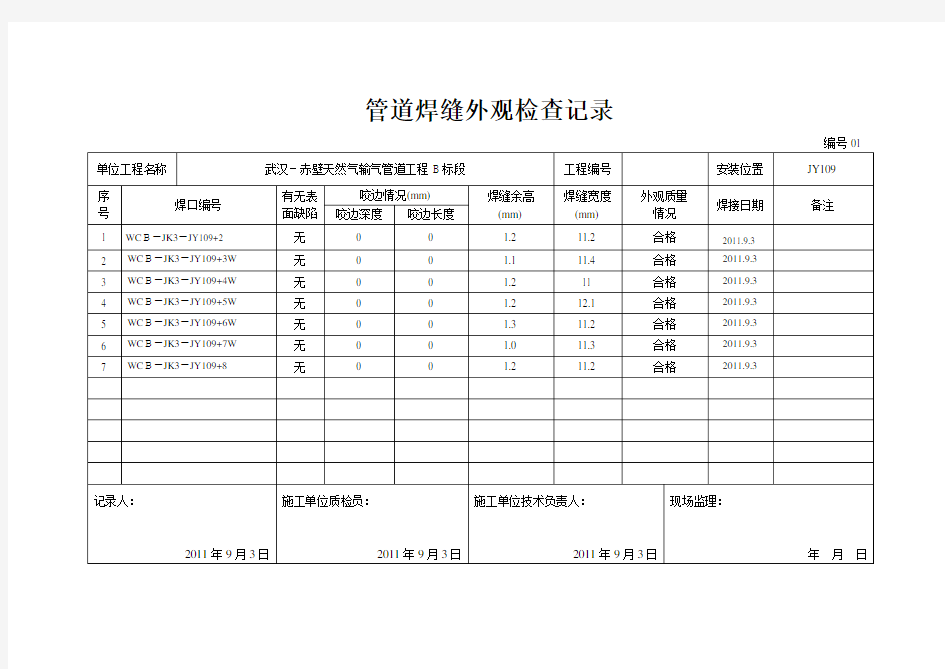
编号01
管道焊缝外观检查记录
编号02
管道焊缝外观检查记录
编号03
管道焊缝外观检查记录
编号04
管道焊缝外观检查记录
编号05
管道焊缝外观检查记录
编号06
管道焊缝外观检查记录
编号07
管道焊缝外观检查记录
编号08
管道焊缝外观检查记录
编号09
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
管道焊缝外观检查记录
超声波探伤检验标准
超声波探伤检验标准 超声波探伤检验标准 1 目的 为了满足公司发展需要,特制定我公司液压支架超声波探伤件检验标准,提供超声波探伤检验依据,制定超声波探伤结果评定标准。 2 主要内容及使用范围 规定了检验焊缝及热影响区缺陷,确定缺陷位置、尺寸和缺陷评定的一般方法及探伤结果的分级方法,适用于母材不小于8mm的铁素体类钢全焊透熔化焊对接焊缝脉冲反射法手工超声波探伤检验,不适用于以下情况焊缝的探伤检验:1)铸钢及奥氏体不锈钢焊缝; 2)外径小于159mm的钢管对接焊缝; 3)内径小于等于200mm的管座角焊缝; 4)外径小于250mm和内外径之比小于80%的纵向焊缝。 3 检验等级 3.1 检验等级的分级 根据质量要求检验等级分为A.B.C三级,检验的完善程度A级最低,B级一般,C级最高,检验工作的难度系数按A.B.C顺序逐级增高。应按照工件的材质.结构.焊接方法,使用条件及承受载荷的不同,合理地选用检验级别。检验等级应按产品技术条件和有关规定选择或经合同双方协商选定。 注:A级难度系数为1,B级为5-6,C级为10-12。 3.2 检验等级的检验范围 A级检验采用一种角度的探头在焊缝的单面单侧进行检验,只对允许扫查到的焊缝截面进行探测。一般不要求作横向缺陷的检验。母材厚度大于50mm时,不得采用A级检验。 B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,对整个焊缝截面进行探测。受几何条件的限制,可在焊缝的双面单侧采用两种角度探头进行探伤。母材厚度大于100mm时,采用双面双侧检验。条件允许时应作横向缺陷的检验。 C级检验至少要采用两种角度探头在焊缝的单面双侧进行检验。同时要作两个扫查方向和两种探头角度的横向缺陷检验。母材厚度大于100mm时,采用双面双侧检验。其它附加要求是: a.对接焊缝余高要磨平,以便探头在焊缝上作平行扫查; b.焊缝两侧斜探头扫查经过的母材部分要用直探头作检查; c.焊缝母材厚度大于等于100mm,窄间隙焊缝母材厚度大于等于40mm 时,一般要增加串列式扫查。
焊缝射线探伤检验规范R
1.前言 本规范规定了在焊缝透照过程中,为获得合格透照底片所遵循的程序和要求. 2.目的 采用射线的照相技术要求及通过射线摄影的底片来检验缺陷,并对缺陷进行分类定级. 3.适用范围 本规范主要用于本公司及其外协厂碳素钢、低合金钢的对接焊缝及钢管的对接环焊缝的射线透照的检测. 4.参考标准 QA-I-101 焊工培训考核程序 GB3323-82 钢焊缝射线照相及底片等级分类法 JB4730-94 压力容器无损检测 5.射线透照的一般要求 5.1 射线对人体有不良影响,应尽量避免射线的直接照射和散射线的影响. 5.2 在现场进行射线检测时应设置安全线,安全线上应有明显的警告标志. 5.3 从事射线探伤的人员必须经过培训,按照《锅炉压力容器无损检测人员资格考核规则》执行. 6.射线透照的技术要求 6.1 焊缝表面的要求: 焊缝需经表面检验合格后才能进行射线照相.焊缝表面的不规则程度应不 妨碍底片上缺陷的辨认,如咬边,焊瘤等.否则应在射线照相前修整. 6.2 工件的表面应采用永久性的标记作为对每张射线底片重新定位的依据,产品上不适合打印标 记时,应采用透视部位草图或其他标记方法. 6.3 底片上必须有工件编号、底片编号、定位记号等标志,这些标志应离焊缝边缘至少5mm,并应 与工件上的标志相符. 7.射线透照 射线透照的具体步骤和内容应参照GB3323-82 《钢焊缝射线照相及底片等级分类法》或JB4730-94《压力容器无损检测》. 8.焊缝质量评级 8.1 焊缝质量根据缺陷数量的规定分成四级: 优等焊缝----- Ⅰ级焊缝,焊缝内部不准有裂纹、未熔合、未焊透、条状夹渣. 一级焊缝---- Ⅱ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透. 合格焊缝---- Ⅲ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透. 不合格焊缝--- Ⅳ级焊缝,焊缝内部的缺陷数量超过Ⅲ级者为Ⅳ级. 8.2 对于焊缝内部的不同尺寸的气孔(包括点状夹渣)按表1换算. 表1 气孔换算表
焊缝超声波探伤报告记录
焊缝超声波探伤报告记录
————————————————————————————————作者:————————————————————————————————日期:
(CMA章) 钢结构超声波检测 检测报告 工程名称:铁路器材厂车修分厂延长跨 工程地点:铁路器材厂 委托单位:铁路器材厂 检测日期:2010年3月16日 报告总页数:12 页 报告编号: 合同编号: 工程检测有限公司
2010年4 月23 日
首页工程名称 检测依据《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T 11345-1989 《钢结构工程施工及验收规范》GB50205-2001 《建筑钢结构焊接技术规程》JGJ 81-2002 委托单位地址 检测焊缝58.2米检测时间2010.3.16 检测方法超声波法检测等级 B级(GB/T 11345-1989) 备注I级焊缝1条,占所测焊缝的100%,满足设计要求。 工程检测有限公司 2010年3月16日
钢结构超声波检测 检测人员: (上岗证号) 报告编写: (上岗证号) 复核: (上岗证号) 审核: (上岗证号) 授权签字人: 声明: 1. 本报告涂改、错页、换页、漏页无效; 2. 检测单位名称与检测报告专用章名称不符者无效; 3. 本报告无我单位相关技术资格证书章无效; 4. 本报告无检测、审核、授权签字人签字无效; 5.未经书面同意不得部分复制或作为他用; 6.如对本检测报告有异议或需要说明之处,可在报告发出后 15 天内向本检测单位书面提出,本单位将于5日内给予答 复。 检测单位: 地址: 邮编: 联系人:
焊缝质量检测方法
一外观检验 用肉眼或放大镜观察是否有缺陷,如咬边、烧穿、未焊透及裂纹等,并检查焊缝外形尺寸是否符合要求。 二密封性检验 容器或压力容器如锅炉、管道等要进行焊缝的密封性试验。密封性试验有水压试验、气压试验和煤油试验几种。 1水压试验水压试验用来检查焊缝的密封性,是焊接容器中用得最多的一种密封性检验方法。 2气压试验气压试验比水压试验更灵敏迅速,多用于检查低压容器及管道的密封性。将压缩空气通入容器内,焊缝表面涂抹肥皂水,如果肥皂泡显现,即为缺陷所在。 3煤油试验在焊缝的一面涂抹白色涂料,待干燥后再在另一面涂煤油,若焊缝中有细微裂纹或穿透性气孔等缺陷,煤油会渗透过去,在涂料一面呈现明显油斑,显现出缺陷位置。 三焊缝内部缺陷的无损检测 1渗透检验渗透检验是利用带有荧光染料或红色染料的渗透剂的渗透作用,显示缺陷痕迹的无损检验法,常用的有荧光探伤和着色探伤。将擦洗干净的焊件表面喷涂渗透性良好的红色着色剂,待渗透到焊缝表面的缺陷内,将焊件表面擦净。再涂上一层白色显示液,待干燥后,渗入到焊件缺陷中的着色剂由于毛细作用被白色显示剂所吸附,在表面呈现出缺陷的红色痕迹。渗透检验可用于任何表面光洁的材料。 2磁粉检验磁粉检验是将焊件在强磁场中磁化,使磁力线通过焊缝,遇到焊缝表面或接近表面处的缺陷时,产生漏磁而吸引撒在焊缝表面的磁性氧化铁粉。根据铁粉被吸附的痕迹就能判断缺陷的位置和大小。磁粉检验仅适用于检验铁磁性材料表面或近表面处的缺陷。 3射线检验射线检验有X射线和丫射线检验两种。当射线透过被检验的焊缝时,如有缺陷,则通过缺陷处的射线衰减程度较小,因此在焊缝背面的底片上感光较强,底片冲洗后,会在缺陷部位显示出黑色斑点或条纹。X射线照射时间短、速度快,但设备复杂、费用大,穿透能力较丫射线小,被检测焊件厚度应小于30mm。而丫射线检验设备轻便、操作简单,穿透能力强,能照投300mm的钢板。透照时不需要电源,野外作业方便。但检测小于50mm以下焊缝时,灵敏度不咼。 4超声波检查超声波检验是利用超声波能在金属内部传播,并在遇到两种介质的界面时会发生反射和折射的原理来检验焊缝内部缺陷的。当超声波通过探头从焊件表面进入内
焊缝探伤检测全集
焊缝探伤检测全集 焊缝探伤检测全集 物理探伤就是不产生化学变化的情况下进行无损探伤。 一、什么是无损探伤? 答:无损探伤是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。 二、常用的探伤方法有哪些? 答:常用的无损探伤方法有:X光射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤、γ射线探伤、萤光探伤、着色探伤等方法。 三、试述磁粉探伤的原理? 答:它的基本原理是:当工件磁化时,若工件表面有缺陷存在,由于缺陷处的磁阻增大而产生漏磁,形成局部磁场,磁粉便在此处显示缺陷的形状和位置,从而判断缺陷的存在。 四、试述磁粉探伤的种类? 1、按工件磁化方向的不同,可分为周向磁化法、纵向磁化法、复合磁化法和旋转磁化法。 2、按采用磁化电流的不同可分为:直流磁化法、半波直流磁化法、和交流磁化法。 3、按探伤所采用磁粉的配制不同,可分为干粉法和湿粉法。 五、磁粉探伤的缺陷有哪些? 答:磁粉探伤设备简单、操作容易、检验迅速、具有较高的探伤灵敏度,可用来发现铁磁材料镍、钴及其合金、碳素钢及某些合金钢的表面或近表面的缺陷;它适于薄壁件或焊缝表面裂纹的检验,也能显露出一定深度和大小的未焊透缺陷;但难于发现气孔、夹碴及隐藏在焊缝深处的缺陷。 六、缺陷磁痕可分为几类? 答:1、各种工艺性质缺陷的磁痕; 2、材料夹渣带来的发纹磁痕; 3、夹渣、气孔带来的点状磁痕。 七、试述产生漏磁的原因? 答:由于铁磁性材料的磁率远大于非铁磁材料的导磁率,根据工件被磁化后的磁通密度B =μH来分析,在工件的单位面积上穿过B根磁线,而在缺陷区域的单位面积上不能容许B根磁力线通过,就迫使一部分磁力线挤到缺陷下面的材料里,其它磁力线不得不被迫逸出工件表面以外出形成漏磁,磁粉将被这样所引起的漏磁所吸引。 八、试述产生漏磁的影响因素? 答:1、缺陷的磁导率:缺陷的磁导率越小、则漏磁越强。 2、磁化磁场强度(磁化力)大小:磁化力越大、漏磁越强。 3、被检工件的形状和尺寸、缺陷的形状大小、埋藏深度等:当其他条件相同时,埋藏在表面下深度相同的气孔产生的漏磁要比横向裂纹所产生的漏磁要小。
钢结构焊缝外观检验标准
钢结构焊缝外观检验标准 1适用围:本标准叙述了钢结构产品焊缝外观检验所需条件、?适用围和合格标准。 2产品焊缝包括定位焊缝、完工焊缝及返修焊缝。 3焊工钢印和焊缝标识的要求 3.1 钢印须采用低应力钢印,钢印标记的打印应清晰完整,严禁用凿子、冲头等锋利工具进行打印。 3.2 打印深度为0.3mm~0.5mm。 3.3所有对接焊缝要求打焊工钢印和焊缝标识,焊工在完成焊缝焊接后应立即打上自己的代号钢印及焊缝标识(焊缝标识具体参考附件1)。 3.4一条焊缝如有数人同时施焊,应分别打上各人钢印,返修焊缝如非本人直接返修者,在返修焊缝旁适当位置打上返修焊工钢印,若因返修而去除了原焊工钢印,则应补打原焊工钢印。 3.5当产品图样对打焊工钢印另有规定时,应按图样要求打上焊工钢印。 4焊缝外观检验标准 4.1焊缝表面质量应符合以下规定: a)不得在坡口外母材上引弧; b)焊后清除掉所有的松散的焊接飞溅及焊缝上的熔渣; c)焊缝尺寸、位置符合图纸; d)焊道间或焊道和母材上没有焊瘤或未熔合;
e)焊缝和相邻母材上没有裂纹; f)焊缝表面应没有粗糙的波纹或沟槽,并与被连接表面圆滑过渡; g)不得有焊接弧坑,收弧点不得有裂纹。 h)返修焊缝表面,应修磨成与原焊缝基本一致,并打上返修焊工钢印。 4.2缝的质量等级划分应按照表1进行,未做规定的其他焊缝质量等级为三级,当有特殊要求时按照图纸或技术条件执行。 表1焊缝的质量等级划分 4.3焊缝的外观检查应符合如下规定: a)焊缝的外形尺寸应符合设计图样和本标准的要求,焊缝余高和错边允许偏差按照表2要求,焊缝表面应为均匀的鳞片状,不应有焊瘤
焊缝外观质量检查记录表
焊缝外观质量检查记录表 GB50205-2001 GD2301057□□
说明 本表适用于二、三焊缝外观质量检查。 1.T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应 小于t/4;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0~4mm。 检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。 检验方法:观察检查,用焊缝量规抽查测量。 2.焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、 电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。 检验方法:每批同类构件抽查10%,且不应少于3件;被抽查构件终,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。 3.二级、三级焊缝外观质量标准引符合GB50205-2001附录A中表A.0.1的规定。三级对 接焊缝应按二级焊缝标准进行外观质量检验。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按
条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。 4.焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表 面留下切痕。 检查数量:每批同类构件抽查10%,且不应少于3件。 检验方法:观察检查。 5.焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过渡较平滑, 焊渣和飞溅物基本清除干净。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。 检验方法:观察检查。
焊缝外观质量检查原始记录本
表号:GQL-ES20 焊缝外观质量检查原始记录本 第册共册项目名称: 标段: 开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)
说明 1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。按 照施工的时间顺序填写,不得补记。 2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。 3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监 理栏划上“/”。 4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转 抄记录本上。 5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报 告上要注明数据在记录本的位置。 6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原 始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。 7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表 表号:GQL-ES20 工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期 序号项目简图质量要求(mm)实测结果 1 咬边 △ △ 横、纵向受拉对接焊缝不允许 横向受压对接焊缝Δ≤0.3 主要角焊缝Δ≤0.5 其它焊缝Δ≤1.0 2 气孔 对接焊缝不允许 主要角焊缝直径小于1.0 每m不多于3个, 其间距不小于20 ㎜ 其它焊缝直径小于1.5 3 焊脚尺寸主要角焊缝K +2 0;其他角焊缝K +2 -1,手弧焊全长10%范围内允许K +3 -1 4 焊波 h≤2 (任意25mm范围内) 5 余高 (对接) b≤15时,h≤3; 15<b≤25时,h≤4; b>25时,h≤4b/25 单面焊接的横向对接焊缝背面余高h≤2 6 余高铲磨 (对接) △△Δ1≤ 0.5 Δ2≤ 0.3 表面粗糙度Ra50μm 7 裂纹、未熔合、未填满、焊瘤结论 备注 检查人员日期监理工程师日期
焊缝外观检验标准
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量,适用于所有焊接件焊缝外观检验。 2、焊接部外观检查项目 2.1、合格焊道判定(参照ASME-BPE-2009): 2.1.1、合格焊道: 2.1.2、错边:错边>15%t时,不合格。 2.1.3、外凹陷过度:凹陷>10%t时,不合格。 2.1.4、内凹陷过度或根部收缩:凹陷>10%t时,不合格、
2.1.5、未渗透,不合格。 2.1.6、凸出,凸出>0.015in(0.38mm)时,不合格。 2.1.7、整条焊缝,合格。 2.1.8、焊缝宽度偏差要求,焊缝最窄位置大于或等于最宽焊缝的50%,可以接受,反之不可以。
2.1.9、焊缝弯曲偏差要求,偏离焊缝<25%(或>75%)时,不可以接受。
2.2、焊道外观缺陷
2.3、焊缝形状缺陷: 2.3.1、错边:对接焊缝时两母材不在一平面上。(管道对接时外径错边高度大于壁厚的15%时不合格) 2.3.2、焊缝成形差:熔焊时,液态焊缝金属冷凝后形成的焊缝外形叫焊缝成形,焊缝成形差是指焊缝外观上,焊缝高低、宽窄不一,焊缝波纹不整齐甚至没有等。 2.3.3、焊脚尺寸:在角焊缝横截面中画出最大等腰三角形中,直角边的长度。缺陷表现在焊脚尺寸小于设计要求和焊脚尺寸不等(单边)等。、 2.3.4、余高超差:余高高于要求或低于母材。 2.3.5、漏焊:要求焊接的焊缝未焊接。表现在整条焊缝未焊接、整条焊缝部分未焊接、未填满弧坑、焊缝未填满未焊完等。 2.3.6、漏装:结构件中某一个或一个以上的零件未组焊上去。 2.3.7、飞溅;电弧擦伤;复合缺陷等其他缺陷。 3、检验方法。 3.1本标准只作为焊接部位外观检查的标准,对焊缝内部质量进行评定时,不适用本标准,焊缝内部质量要 跟据相应的其它检查方法评定。检验方法包括一下三种: 3.1.1 肉眼观察。
焊缝外观质量检查的重要性和主要内容
焊缝外观质量检查的重要性和主要内容 一、焊缝外观质量检查的重要性 在焊接生产中,我们往往只注重无损检测人员的探伤结果,对焊缝的外观质量不能引起足够的重视,从而经常导致焊缝外观不合格而返工,降低了劳动生产效率。其实,焊缝外观检查是实际焊接质量控制的一个重要组成部分,它方法简单,检查迅速,成本低廉,是可靠性很高的检查手段,故被广泛用于检查焊缝的观感质量、外形尺寸、表面缺陷等。检查时可采用辅助工具,如:低倍放大镜、管道探测镜、焊缝检测尺(焊缝量规)等。 二、焊缝外观检查的主要内容 焊缝外观检查主要检查以下四个方面的内容: 1.焊接飞溅情况和焊缝表面粗糙度,清洁度 焊缝在焊完后应立即去除渣皮、飞溅物,清理干净焊缝表面,然后进行焊缝外观质量检查。有些焊工在焊缝焊完后往往不清除药皮,不进行表面外观检查,甚至在工程竣工检查时仍发现焊缝上仍有药皮保留覆盖,这样就失去了发现焊缝缺陷的最好机会。所以,要教育和要求焊工纠正焊完后不立即去除渣皮、飞溅物,不清理焊缝表面的坏习惯。 2.焊缝及其热影响区表面是否存在表面缺陷 在焊缝表面清理干净后,应立即对焊缝及其热影响区的表面进行外观质量检查,是否存在如表面气孔、咬边、焊瘤、裂纹、未熔合、
根部未焊透、根部凸出等表面缺陷。 通过对焊缝的外观质量检查,及时发现表面缺陷并予以消除、修补,这一方面减少了表面缺陷对焊缝无损检测的影响,减少通过表面无损检测和近表面无损检测手段来发现缺陷的处理工作。焊缝在进行无损检测之前,焊缝表面及其附件的母材表面应经过外观质量检查合格,否则会影响无损检测结果的正确性和完整性,造成漏检,或给焊缝内部质量评定带来困难。如射线检测,焊缝的表面缺陷将直接反映在底片上,会掩盖或干扰焊缝内部缺陷的影像,造成焊缝内部缺陷漏检,或形成伪缺陷,给缺陷的评定和返修带来困难。 另一方面,也提高了强度试验及严密性试验的成功率,节省施工成本,节约时间。现场强度试验及严密性试验发现问题,造成试验不合格而需泄压处理存在问题并需重新试验,有相当部分是由于焊缝缺陷未能及时发现,未能及早消除而造成的。 这里特别提醒大家要注意检查不易烧焊、不易察看的部位的焊缝和存在于结构内壁的焊缝表面。 3.焊缝尺寸和焊件尺寸 焊缝外形尺寸应符合设计图样和工艺文件的规定,焊缝高度应不低于母材。不少行业焊接规范都明确规定了各类焊缝所允许的焊缝尺寸要求,包括焊缝余高、焊缝余高差、焊缝宽度、角变形量等等,并明确指出外观检查不合格的焊缝不允许进行其他项目的检验,这就要求焊接工作人员必须注重提高焊缝的外观质量,提高一次合格率。 焊缝形状尺寸与焊缝质量的关系对接接头最重要的尺寸是焊缝
钢结构工程焊缝外观质量检查记录6
SG—T059 钢结构工程焊缝外观质量检查记录 工程名称分项工程名称 施工单位 项目 负责人专业工 长 班组长 检查项 目 检查部位 焊缝尺寸(㎜)焊缝外观质量 检查评 定结果 焊工姓 名 或证号设计或规范 规定值 实测值 设计或规范 要求 检查情况 钢板对接焊缝 余高c 一级B<20 0~3 3 2 1. 5 1 1. 6 应符合规范 5.2.6条、 5.2.11条要求 无裂纹、气 孔夹渣等 缺陷,焊缝 外形均匀, 成型好 合格 钢板对接焊缝一级t=10 1.0.0.应符合规范无裂纹、气 合格
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。 四川省建设厅制
SG—T059填写说明 一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊 缝质量检查记录。幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。 二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。 三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊 缝检查记录。 四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、 表A.0.3等规定进行控制。 五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。 六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤 检验。 七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。 八、焊缝尺寸检查用焊缝量规。 九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不 应超过其允许差值的1.2倍,方可判定合格。 十、本表一式两份,施工单位、建设单位各存一份。
起重机的焊缝探伤
起重机的焊缝探伤 焊接检测 1. 对焊缝的要求: 根据原水电部SD160—85《水利电力建设用起重机技术条件》和GB6067—85《起重机械 安全规程》要求如下: 1.1 所有的焊缝不得有漏焊及烧穿现象。 1.2 重要的焊缝不得有裂纹、未溶合等缺陷。焊缝必须符合GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》和GB986—88《埋弧焊焊缝坡口的基本形式 和尺寸》的规定。 1.3 钢结构的焊缝质量检验分为3级,各级检验项目、数量和方法参照表7.1、表7.2、及表7.3。 1.4 凡重要承载构件的对接焊缝采用表7.1中的1级标准进行检验。 2. 焊缝的分类(对应表7.1的1、2、3) 2.1 一类焊缝 a. 各承载结构的板材、型材、管材的工厂对接焊缝; b. 主臂、副臂、主撑臂、副撑臂各弦杆与其连接件、铸钢管的对接焊缝; c. 各拉索(主、副臂拉索、扳起拉索及防倾翻拉索)中的连接零(部)件的直接传力焊缝 ; d. 门架各梁、柱间的翼缘板对接焊缝,腹板间的对接焊缝; e. 机台主梁、后梁、后横梁全部焊缝,副梁、副梁间的翼缘板、腹板对接焊缝,主臂
及扳起架支承上的焊缝,尾部搬起滑轮支承板焊缝; f. 扳起架:据轴处的对接焊缝,滑轮轴支承件焊缝,与扳起拉索连接的耳板焊缝; g.工作图上注明的一级焊缝。 2.2 二类焊缝 a. 门架、机台各承载梁间的角焊缝; b. 主、副臂、主、副撑臂中除一级焊缝及梯子等附件焊缝外的全部焊缝; c. 回转支承针轮支架(除筋板外)的焊缝; d. 各重要受力构件的角焊缝。 e.工作图注明的二级焊缝。 2.3 三类焊缝 附属构件的焊缝,承载构件上不属于一二类焊缝的其它焊缝。 3. 焊缝检验分类 3.1 焊缝的外观检测 a. 塔机解体时“无损探伤检测”中的焊缝外观检测; b. 塔机未解体时“常规检测”的焊缝外观检查。 3.2 焊缝的无损探伤检测(解体时检测) a. 射线探伤 b. 超声波探伤 c. 磁粉控伤 4. “无损探伤”中的焊缝外观检测 4.1 检测方法 外观检测即用肉眼或低倍数(小于10倍) 放大镜检查焊缝是否有可见缺陷,如表面气孔
5.1.2焊缝外观质量检查表
水利水电工程 表5.1.2 焊缝外观质量检查表 分部工程名称崇礼四季旅游度假小 镇项目1#水池开挖及 筑坝工程 单元工程名 称 安装部位降、排水系统工程安装内容张家口市第一建筑工程有 限公司 安装单位开/完工日 期 年月日~年月日 项次检验项目 允许偏差(mm) 检验记录合格优良 主控项目1 裂纹不允许无裂纹 2 表面夹渣 一、二类焊缝不允许,三类焊缝深不 大于0.1δ,长不大于0.3δ,且不大 于10 无表面夹渣3 咬边 钢管 一类、二类焊缝:深不大于0.5; 三类焊缝:深不大于1 咬边深度: 0.3-0.5,连续 长度:最大 60mm,累计长 度:9%全长焊 缝 钢 闸 门 一、二类焊缝:深不超过0.5,连续 咬边长度不大于焊缝总长度的10%, 且不大于100;两侧咬边累计长度不 大于该焊缝总长度的15%;角焊缝不 大于20%; 三类焊缝:深不大于1; 4 表面气孔 钢 管 一、二类焊缝不允许,三类 焊缝:每米范围内允许直径 小于1.5的气孔5个,间距不 小于20 不允 许 表面无气孔 钢 闸 门 一类焊缝不允许,二类焊 缝:直径不大于1.00mm气 孔每米范围内允许3个间距 不小于20;三类焊缝:直径 不大于1.5mm气孔每米范 围内允许5个,间距不小于 20 5 未焊满 一、二类焊缝:不允许 三类焊缝:深不大于0.2+0.02δ且不大于1, 每100mm焊缝内欠缺总长不大于25 焊满
一般项目 1 焊缝 余高 △h √手工焊 一、二类/三类(仅钢闸门)焊缝: δ≤12 △h=(0~1.5)/(0~2) 12<δ≤25 △h=(0~2.5)/(0~3) 25<δ≤50 △h=(0~3)/(0~4) Δ>50△h=(0~4)/(0~5) △h=2.0~2. 5 自动焊(0~4)/(0~5) 盖过坡口2~4, 过渡平缓 2 对接 焊缝 宽度 △b 手工焊 盖过每边坡口宽度1~2.5,且平缓过 渡 自动焊盖过每边坡口宽度2~7,且平缓过渡 3 飞溅 不允许(高强钢、不锈钢此项作为主 控项目) 基本清除干 净 4 电弧擦伤 不允许(高强钢、不锈钢此项作为主 控项目) 5 焊瘤不允许无焊瘤 6 角焊 缝焊 脚高K 手工焊K<12,△K=0~2;K≥12,△K=0~3 自动焊K<12,△K=0~2;K≥12,△K=0~3 7 端部转角连续绕角施焊 检查意见: 主控项目共项,其中合格项,优良项,合格率%,优良率%。一般项目共项,其中合格项,优良项,合格率 %,优良率 %。 测量人 年月日安装单 位评定 人 年月日 监理工程师 年月日 注1:δ-板厚,单位:mm。 注2:手工焊是指焊条电弧焊、CO2半自动气保焊、自保护药芯自动焊以及手工TIG焊等。而自动焊是指埋弧自动焊、MAG自动焊、MIG自动焊等。
钢管焊接及焊缝外观检查记录表
钢管焊接及焊缝外观检查记录表 RGSZ0905.07.06工程名称卓尔高层创意空间2#、3#楼燃气管道工程施焊日期2013年月日天气晴 管材及管径坡口形式V 预热温度 焊接方式手工电弧焊焊条型号E4303、J422 焊丝型号 焊口编号 管号 (原 材料) 焊缝位置 (所在桩号) 坡口内外 清理范围 (㎜) 钝边 (mm) 坡口 角度 (°) 间隙 (mm) 内壁错 边量 (㎜) 螺旋焊 道间距 (mm) 表面缺陷 外观 合格 情况 抽查 结果 抽查人 签字 气孔夹渣 咬边 (㎜) 未焊透 (㎜) 余高 (㎜) DN8001 20# B-2栋调压箱处11 0.9 46 1.3 0.1 无无0 0 0.2 Ⅱ合格DN8002 20# B-2栋调压箱处13 0.6 69 1.1 0.2 无无0 0 0.3 Ⅱ合格DN8003 20# B-2栋调压箱处12 0.8 67 1.2 0.1 无无0 0 0.2 Ⅱ合格DN8004 20# B-2栋调压箱处13 0.7 69 1.1 0.1 无无0 0 0.2 Ⅱ合格DN8005 20# B-2栋调压箱处11 0.9 70 1.1 0.2 无无0 0 0.2 Ⅱ合格DN8006 20# B-2栋调压箱处12 0.6 68 1.2 0.1 无无0 0 0.1 Ⅱ合格DN8007 20# B-2栋调压箱处11 0.9 67 1.1 0.2 无无0 0 0.2 Ⅱ合格DN8008 20# B-2栋调压箱处13 0.7 69 1.2 0.2 无无0 0 0.3 Ⅱ合格DN8009 20# B-2栋调压箱处12 0.9 67 1.3 0.1 无无0 0 0.2 Ⅱ合格DN8010 20# B-2栋调压箱处11 0.6 68 1.2 0.2 无无0 0 0.2 Ⅱ合格 1
管道焊接及焊缝外观检查记录表
管道焊接及焊缝外观检查记录表 工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇 一期工程60万吨/年乙二醇循项目 单元名称 1#循环水站(404A CWR) 施焊日期2018.03.31-04.05 坡口形式V预热温度/ 焊接方式氩电联焊焊条型号J427焊丝型号TG30 焊口编号规格 mm 材质 坡口内外 清理范围 (㎜) 钝边 (mm) 坡口 角度 (°) 间隙 (mm) 内壁错 边量 (㎜) 螺旋焊 道间距 (mm) 表面缺陷外观 合格 情况 抽查 结果 抽查人 签字 气孔夹渣 咬边 (㎜) 未焊透 (㎜) 余高 (㎜) 1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格
焊缝外观质量检查记录表
焊缝外观质量检查记录表GB50205-2001
说明 本表适用于二、三焊缝外观质量检查。 1.T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应 小于t/4;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0~4mm。 检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。 检验方法:观察检查,用焊缝量规抽查测量。 2.焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、 电弧擦伤等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。 检验方法:每批同类构件抽查10%,且不应少于3件;被抽查构件终,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。 3.二级、三级焊缝外观质量标准引符合GB50205-2001附录A中表A.0.1的规定。三级对 接焊缝应按二级焊缝标准进行外观质量检验。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。 4.焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表 面留下切痕。 检查数量:每批同类构件抽查10%,且不应少于3件。 检验方法:观察检查。 5.焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过渡较平滑, 焊渣和飞溅物基本清除干净。 检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。 检验方法:观察检查。
管道焊缝外观检查记录
管道焊缝外观检查记录 单位工程名称:次高压天然气管线工程编号11053S 安装位置北环路-三前路Φ159 序号焊口号 有无表 面缺陷 咬边情况 焊缝余高(mm)焊缝宽度(mm) 外观质 量情况 预热温度 (℃) 焊接日期备注咬边深度 (mm) 咬边长度 (mm) 1BM-HC-B+100-001 无0 0 1.5 1 1.5 0.5 8 12 9 8 合格2011.12.15 2BM-HC-B+000-006 无00 0.6 1 0.6 0.6 9 8 8 8 合格2011.12.15 3BM-HC-B+000-008 无00 1 0.6 1 0.6 8 9 12 9 合格2011.12.15 4BM-HC-B+500-004 无00 0.6 0.5 0.6 0.6 12 11 11 10 合格2011.12.15 5BM-HC-B+500-005 无00 0.5 1.5 0.6 0.5 11 10 8 11 合格2011.12.15 6BM-HC-B+500-008 无00 1.5 0.6 0.5 1.5 8 8 8 8 合格2011.12.15 7BM-HC-B+500-009 无00 1.5 0.6 1.5 0.5 9 8 9 9 合格2011.12.15 8BM-HC-B+500-010 无00 1 0.6 1.5 1.5 10 9 10 8 合格2011.12.15 9BM-HC-B+600-003 无00 1 0.5 1 1.5 9 10 11 9 合格2011.12.15 10BM-HC-B+600-006 无00 0.6 1.5 0.6 1 9 11 8 10 合格2011.12.16 11BM-HC-B+600-007 无00 0.5 0.6 0.5 0.6 11 8 9 9 合格2011.12.16 12BM-HC-B+600-009 无00 1 0.6 0.6 0.5 12 9 10 9 合格2011.12.16 施工班(组)长: 年月日施工单位质量检查员: 年月日 施工单位技术负责人: 年月日 现场监理: 年月日
RT UT MT T无损探伤焊缝检测
RT、UT、MT、PT这四项是国家质检总局举办特种设备无损检测人员考核的四项内容,该名词的使用是根据使用的检测方法不同采用国际上行业通行标准简写,依次含义为:射线无损检测、超声波无损检测、磁粉无损检测、渗透无损检测;主要使用对压力容器金属材料的无损检测。无损检测人员的级别分为:Ⅰ级(初级)、Ⅱx级(中级)、Ⅲ级(高级)。从事特种设备无损检测工作的人员应当按本规则进行考核,取得国家质量监督检验检疫总局(以下称国家质检总局)统一颁发的证件,方可从事相应方法的特种设备无损检测工作。无损检测人员报考申请分为取证考核(初试)申请和换证考核(复试)申请。初试申请的人员应当同时满足以下条件:(一)年龄在18周岁以上,60周岁以下,身体健康;(二)双眼矫正视力和颜色分辨能力满足所申请无损检测工作的要求;(三)报考Ⅰ级应当具有初中(含)以上学历;报考Ⅱ级应当具有高中(含)以上学历,持无损检测专业大专(含)以上或理工科本科(含)以上学历可直接报考Ⅱ级。无损检测初试、复试考核合格人员,将获得《特种设备检验检测人员证》,证件由国家质检总局统一制发。证件有效期4年,实行全国统一编号。如附件中图例。特种设备无损检测持证人员不得同时在2个以上单位中执业,且只能从事与其证书所注明的方法与级别相适应的无损检测工作,其中:Ⅰ级人员可在Ⅱ、Ⅲ级人员指导下进行无损检测操作,记录检测数据,整理检测资料。Ⅱ级人员可编制一般的无损检测程序,按照无损检测工艺规程或在Ⅲ级人员指导下编写工艺卡,并按无损检测工艺独立进行检测操作,评定检测结果,签发检测报告。Ⅲ级人员可根据标准编制无损检测工艺,审核或签发检测报告,协调Ⅱ级人员对检测结论的技术争议。 过去用切开、剖开、打磨等方法检测,叫做有损探伤,对工件有破坏,不能再用。现在用无损方法检测,不影响工件使用。 检测没有所谓先后,它是随着加工工序进行的。没有理由飞机制造完成后做探伤,那不经检测就可以告诉你不合格!就是说,每个过程都要有检测。 注意:检测不可能是逐个进行,那样成本太高,也不现实(时间要求、费用要求、人力要求、检测设备数量、作业空间都有限制)。大规模生产时,零部件是采取抽检方式进行的,有专用的是科学方法。不过,关键件、重要件要逐个检查,例如“神七”全部部件。 一般检测的金属工件分为:铸造锻压件、机加工件、钣金件、焊接件等。 这四种方法(严格讲是五种,还有声发射ET)中最常用的是UT和PT,原因是比较方便,但只适合局部检查。 全面检测最理想的设备当然是RT,但费用较高,现在已经能够在计算机屏幕上可视进行(过去只能拍摄胶片),检测结果可制成录像文件。
焊缝外观质量检查记录表
焊缝外观质量检查记录表GB50205 —2001
说明 本表适用于二、三焊缝外观质量检查。 1. T型接头、十字结构、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应 小于t/4 ;设计有疲劳验算要求的吊车梁和类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应大于10mm。焊脚尺寸的允许偏差为0?4mm。 检查数量:资料全数检查;同类焊缝抽查10%,且不应少于3条。 检验方法:观察检查,用焊缝量规抽查测量。 2. 焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺 陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。 检验方法:每批同类构件抽查10 %,且不应少于3件;被抽查构件终,每一类型焊缝按 条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。 3. 二级、三级焊缝外观质量标准引符合GB50205-2001附录A中表A.0.1的规定。三级对 接焊缝应按二级焊缝标准进行外观质量检验。 检查数量:每批同类构件抽查10 %,且不应少于3件;被抽查构件中,每一类型焊缝按 条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。 检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。 4. 焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。 检查数量:每批同类构件抽查10%,且不应少于3件。 检验方法:观察检查。 5. 焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过渡较平滑,焊渣和飞溅物基本 清除干净。 检查数量:每批同类构件抽查10 %,且不应少于3件;被抽查构件中,每种焊缝按数量 各抽查5%,总抽查处不应少于5处。 检验方法:观察检查。
焊缝外观检查工艺要求
焊缝外观检查工艺要求 焊接接头类别 接头型式位置及缺陷质量要求备注 I II 1.此表依据GB50235《工业金属管道工程施工及验收规范》及DL/8 69-2004《火力发电厂焊接技术规程》编制,适用于公司手工焊、自动焊管件及配管的焊接及焊缝的外观检察。 2.焊缝外观达到I级或II级标准,无损检测在外观合格后进行。 3.焊缝无损检测依据JB4730标准UT I级合格,RT II合格。(客户特殊要求例外) 4.合金厚壁管焊接采用双V或U型坡口时,焊缝宽度应为实际坡口宽度+2~4mm。5.单面焊的管子、管件内壁错口应在焊接前进行修磨,使之错口量<0.5mm,且内错口量总长度<10%焊缝长度。 6.δ为管材厚度,单位mm。 对 接 接 头焊缝 余高平焊0-2 0-3 其它位置≯3 ≯4 焊缝 余高差平焊≤2≤2 其它位置≤2≤3 焊缝宽度 比坡口增宽<4 ≤4 角接接头贴角焊焊脚δ+(2-3) δ+(2-4) 焊脚尺寸<2 ≤2 坡口 角焊焊脚δ≤20δ±1.5δ±2 δ>20 δ±2δ±2.5 焊脚 尺寸 差δ≤20<2 ≤2 δ>20 <3 <3 裂纹、未熔合不允许 根部未焊透不允许深度≯10%δ,且≯1.5mm总长度≯焊缝全长的10%,氩弧焊打底焊缝不允许 气孔、夹渣不允许 咬边不要求修磨的焊缝深度≯0.5mm;焊缝两侧总长度:管件≯焊缝全长的1 0%,且≯40mm;板件不大于焊缝全长的10% 深度≯0.5mm;焊缝两侧总长度:管件≯焊缝全长的20%;板件≯焊缝全长的15% 要求修磨的焊缝不允许 单 面
焊 双 面 成 型根部凸出≯2mm 管件直径≥108mm的管件:≯3mm 管件直径<10 8mm要求是:管外径≥32mm时,为管内径的85%,管外径<32mm时,为管内径的75% 内凹≤1.5mm≤2mm 管子、管件外壁错口≯10%δ且≤1mm
焊缝外观质量检查记录表.doc
焊缝外观质量检查记录表 GB50205-2001 GD2301057□□
美文欣赏 1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。清风落叶舞秋韵,枝头硕果醉秋容。秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。 2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生! 3、春天来了,我要把心灵放回萦绕柔肠的远方。让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。 4、好好享受生活吧,每个人都是幸福的。人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。 5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。沧桑不是自然,而是经历;幸福不是状态,而是感受。 6、疏疏篱落,酒意消,惆怅多。阑珊灯火,映照旧阁。红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。舞袖舒广青衣薄,何似院落寂寞。风起,谁人轻叩我柴扉小门,执我之手,听我戏说? 7、经年,未染流殇漠漠清殇。流年为祭。琴瑟曲中倦红妆,霓裳舞中残娇靥。冗长红尘中,一曲浅吟轻诵描绘半世薄凉寂寞,清殇如水。寂寞琉璃,荒城繁心。流逝的痕迹深深印骨。如烟流年中,一抹曼妙娇羞舞尽半世清冷傲然,花祭唯美。邂逅的情劫,淡淡刻心。那些碎时光,用来祭奠流年,可好? 8、缘分不是擦肩而过,而是彼此拥抱。你踮起脚尖,彼此的心就会贴得更近。生活总不完美,总有辛酸的泪,总有失足的悔,总有幽深的怨,总有抱憾的恨。生活亦很完美,总让我们泪中带笑,悔中顿悟,怨中藏喜,恨中生爱。 9、海浪在沙滩上一层一层地漫涌上来,又一层一层地徐徐退去。我与你一起在海水中尽情的戏嬉,海浪翻滚,碧海蓝天,一同感受海的胸怀,一同去领略海的温情。这无边的海,就如同我们俩无尽的爱,重重的将我们包裹。 10、寂寞的严冬里,到处是单调的枯黄色。四处一片萧瑟,连往日明净的小河也失去了光彩,黯然无神地躲在冰面下恹恹欲睡。有母女俩,在散发着丝丝暖意的阳光下,母亲在为女儿梳头。她温和的把头发理顺。又轻柔的一缕缕编织着麻花辫。她脸上写满笑意,似乎满心的慈爱永远装不下,溢到嘴边。流到眼角,纺织进长长的。麻花辫。阳光亲吻着长发,像散