2016年车用动力电池成本

真锂研究墨柯:2016年车用动力电池成本难降?
导读:不管是磷酸铁锂路线还是三元材料路线,目前很多企业的电池成本都已在1.2元/Wh 左右的水平,比亚迪由于很多材料是自制,成本相对更低一些,在1.1元/Wh左右。
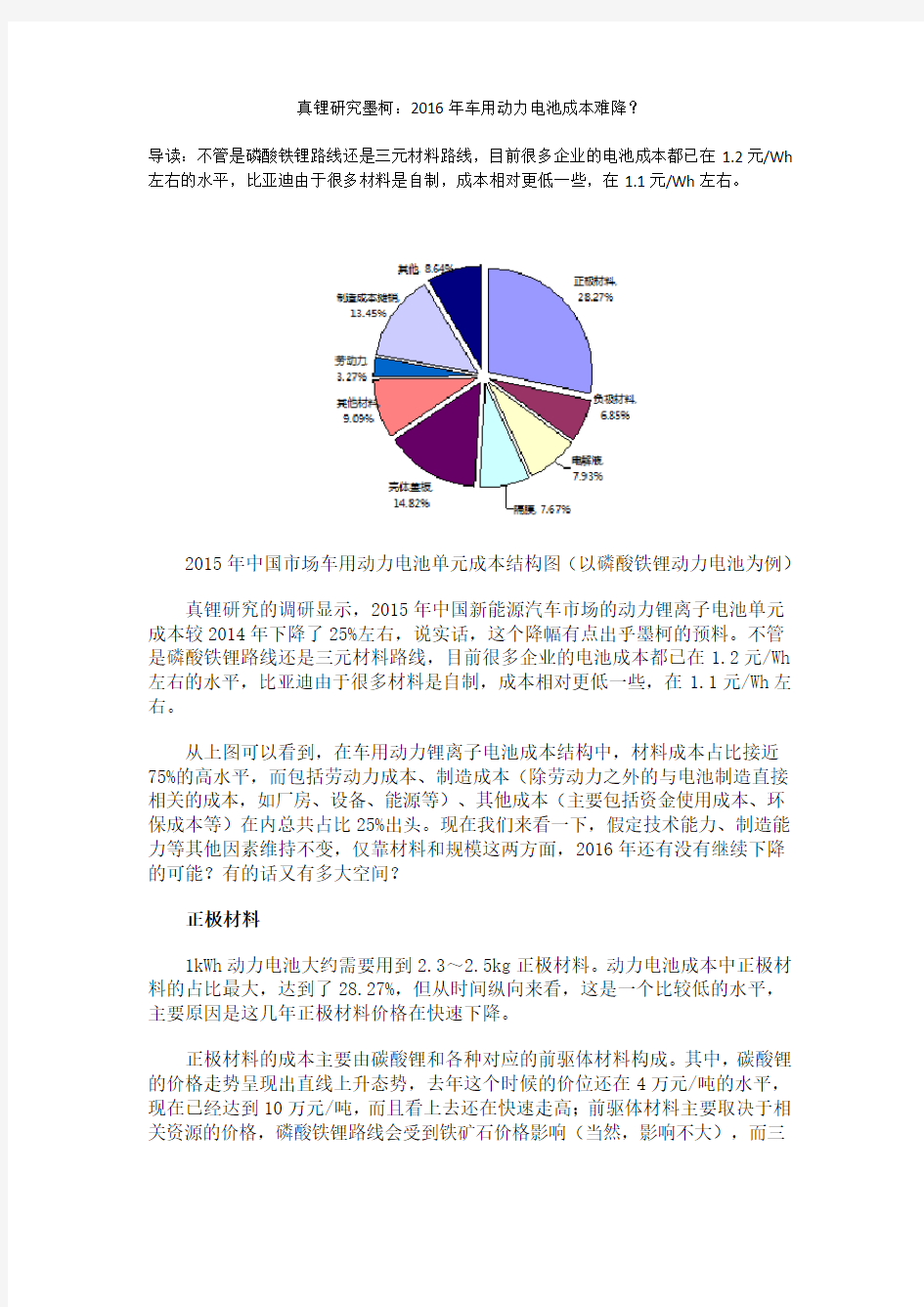
2015年中国市场车用动力电池单元成本结构图(以磷酸铁锂动力电池为例)
真锂研究的调研显示,2015年中国新能源汽车市场的动力锂离子电池单元成本较2014年下降了25%左右,说实话,这个降幅有点出乎墨柯的预料。不管是磷酸铁锂路线还是三元材料路线,目前很多企业的电池成本都已在1.2元/Wh 左右的水平,比亚迪由于很多材料是自制,成本相对更低一些,在1.1元/Wh左右。
从上图可以看到,在车用动力锂离子电池成本结构中,材料成本占比接近75%的高水平,而包括劳动力成本、制造成本(除劳动力之外的与电池制造直接相关的成本,如厂房、设备、能源等)、其他成本(主要包括资金使用成本、环保成本等)在内总共占比25%出头。现在我们来看一下,假定技术能力、制造能力等其他因素维持不变,仅靠材料和规模这两方面,2016年还有没有继续下降的可能?有的话又有多大空间?
正极材料
1kWh动力电池大约需要用到2.3~2.5kg正极材料。动力电池成本中正极材料的占比最大,达到了28.27%,但从时间纵向来看,这是一个比较低的水平,主要原因是这几年正极材料价格在快速下降。
正极材料的成本主要由碳酸锂和各种对应的前驱体材料构成。其中,碳酸锂的价格走势呈现出直线上升态势,去年这个时候的价位还在4万元/吨的水平,现在已经达到10万元/吨,而且看上去还在快速走高;前驱体材料主要取决于相关资源的价格,磷酸铁锂路线会受到铁矿石价格影响(当然,影响不大),而三
元材料则主要看镍价、钴价和锰价。这些资源的价格目前都已处于谷底,明年大都存在涨价的可能。
从具体的正极材料来看,价格都在往上走。去年这时候磷酸铁锂材料的价位大致是9万元/吨,目前差不多到了10万元/吨。NCM523材料去年同期大致是12万元/吨,目前略有提升,大致12.5万元/吨。这是在钴价基本平稳的情况下,预计今年底明年初钴的存货将会基本出清,钴价会开始一轮上涨过程。
总的来看,尽管2016年动力电池对正极材料的需求量会大增,但正极材料价格上涨几乎是不可避免的事情。预计2016年正极材料价格涨幅可能会在10%
以上。
负极材料
1kWh动力电池大约需要用到1.3~1.4kg负极材料。动力电池成本中负极材料占比6.85%,并不高。负极材料今年总体上还在降价,主要企业之一的杉杉股份(600884.SH)2014年财报和2015年上半年财报显示,其负极材料产品的价
格降幅大约6.5%,但利润大幅下降的现实表明其材料成本的降幅其实很小。
负极材料制造所需的资源就是石墨,而石墨资源最大的应用领域是钢铁冶炼。随着钢铁行业即将来临的大幅减产和深度调整,预计石墨需求量也会较大幅度下降,同时,石墨供应量不一定会降多少,这将导致2016年石墨资源价格可能还会小幅下调。受此影响,预计2016年负极材料价格降幅会在10%以内。
电解液
电解液的用量根据所使用正极材料的不同而有较大差异,1kWh动力电池中,有1.2kg的(如Leaf用的锰酸锂电池),也有1.6kg的(如Volt用的锰酸锂+NCM 三元电池),也有2.16kg的(如秦PHEV用的磷酸铁锂电池)。以磷酸铁锂电池为例,电池制造成本中电解液占比7.93%。
电解液主要由溶质(六氟磷酸锂)、溶剂和添加剂构成,其中,六氟磷酸锂的制备用材主要是碳酸锂和相应的氟产品。2014年电解液的制备成本中六氟磷
酸锂大约占据了35%。受产能限制以及碳酸锂涨价影响,今年下半年以来,六氟磷酸锂价格暴涨,目前已超过15万元/吨,去年同期不到9万元/吨,涨幅达到70%。这直接导致电解液价格的上涨,目前天赐材料的动力电池电解液价格已在
6万元/吨左右,同比涨幅达到了20%。
从发展趋势看,2016年六氟磷酸锂的价格还将会有较大涨幅。受此影响,
预计2016年电解液价格很可能会有15%以上的涨幅。
隔膜
不同动力电池产品对隔膜材料的用量同样也有较大差异,以代表性企业为例,1kWh动力电池中,AESC的锰酸锂电池大约要用12.5平米的隔膜,LG化学的“锰
酸锂+三元”电池接近19平米,而比亚迪的磷酸铁锂电池则需要23.5平米。以磷酸铁锂电池为例,电池制造成本中隔膜占比7.67%。
在四大关键材料中,隔膜的利润水平最高,相对应,价格下降的空间也最大。以比亚迪PHEV电池产品所采用沧州明珠的隔膜为例,通过其财报透露的数据推算,今年其隔膜价格相较于去年同期,大致降了1/3左右。制造隔膜的原材料是聚烯烃类石化产品,随着油价的跌跌不休,原材料还有降价的可能。根据上述因素,预计2016年隔膜价格至少还会有20%以上的降幅。
壳体盖板
壳体盖板不属于关键材料,以前在动力电池中的成本占比不到10%,所以也总被人忽视。但随着这几年关键材料价格的大幅下降,相对更具价格刚性的壳体盖板的成本占比明显高了起来。目前,这一快的成本占比达到了14.82%的高位,已到了不可忽视的地步。
壳体盖板的主要用材以钢和铝为主,目前钢铁价格还不如白菜价,主要铝产品企业也大都在限产减产以保价。总的来看,相关原材料价格已到谷底,基本没有了再降的可能。要降低壳体盖板的成本,只有一种可能,就是把电池单元做大,减少壳体盖板的用材数量。
特斯拉超级电池工厂Gigafactory计划生产6.4Ah的20700型电池,比现在用的3.1Ah的18650型电池大上了一圈,这样,以85kWh的Model S为例,电池单元的壳体盖板用材量要减少40%左右。这是很可观的。另举比亚迪的例子,如果将秦PHEV现在用的26Ah电池单元换成唐PHEV用的45Ah电池单元,墨柯简单算了一下,壳体盖板的成本可以降低30%以上。当然,比亚迪要换也没这么简单,由于它的电池包都是串联没有并联,电池单元数量的减少会直接导致电池包电压的大幅下降,这就必须要对电机、电控等一系列部件做出相应调整。这是比较复杂的。
中国电池企业目前总体上是在把动力电池单元由大往小做,和日韩企业相反,具体情况墨柯这里就不介绍分析了。综合来看,国产动力电池2016年壳体盖板部分的成本很难下降,抱着乐观一点的心态,还是预计这一块成本能下降5%以
内吧。
其他材料
锂离子电池制造所需的材料很多,除了重要的是四大关键材料——正极材料、负极材料、电解液、隔膜,以及壳体盖板之外,其他材料还有:正极方面用的粘结剂PVDF、溶剂NMP、集电体铝箔,负极方面用的粘结剂CMC、溶剂去离子水、集电体铜箔,用于极耳的铝带、镍带,等等。其他材料在动力电池成本中的占比9.09%。总体来看,这一块成本的下降空间也不大,预计2016年有5%的降幅。
劳动力成本
全国锂离子电池总出货量中接近一半来自深圳电池企业。以深圳电池企业为例来计算,1kWh动力电池成本中目前大约有36元是劳动力成本(深圳市政府公布的深圳企业职工2014年平均工资是6,054元/月)。劳动力成本这几年来呈现出明显的上升势头,显而易见,2016年还会继续上升。保守一点,墨柯预计这一块成本会上升5%左右,低于这几年人均工资的年均增幅。
制造成本及其他
动力电池成本中这两部分的成本占比合计22.09%。除劳动力之外的其他与电池制造直接相关的制造成本要继续降低,主要取决于相关设施的利用率,核心是产线的利用率。目前,包括比亚迪、力神、ATL等在内的很多中国企业的生产线自动化水平都很高,如果生产规模持续增长,同时产线利用率保持一个很高的水平,是可以继续降低制造成本的。本着乐观的心态,墨柯预计2016年制造成本可能下降15%左右。
其他部分主要指资金使用成本和环保成本。目前电池企业大都在扩产,而企业的盈利能力根本不足以支撑这种扩张,因此,资金的使用成本很难下降,同时,在环境压力越来越大的现实状况下,环保成本毋庸置疑也不可能下降。这些成本2016年不上升就不错。墨柯这里预计保持2015年的水平。
小结
综合上面分析,预计2016年中国新能源汽车市场动力锂离子电池的成本降幅可能就在1.24%左右,如果碳酸锂、六氟磷酸锂、钴等重要原材料或资源的价格涨幅超过上述预计,或是大规模的扩产导致制造成本摊销额度提升,都有可能使得2016年的动力电池成本与2015年持平甚至超过2015年。
2016年国产车用动力锂离子电池成本变化预计
类别2015年占比
预计2016年
同比增长
预计2016年占比
正极材料28.27% ↑10%31.49% 负极材料 6.85% ↓10% 6.25% 电解液7.93% ↑15%9.24% 隔膜7.67% ↓20% 6.22% 壳体盖板14.82% ↓5%14.25% 其他材料9.09% ↓5%8.75% 劳动力成本 3.27% ↑5% 3.48% 制造成本9.09% ↓15%11.58% 其他8.64% →0%8.75% 合计100% 100%
制表:真锂研究,2015年12月12日。
当然,如果提升制造能力,将A品率由目前普遍70%多的平均水平进一步提高。简单计算可知,以方型大电池计算,如果A品率提升10%,那么动力电池成本的降幅就会超过10%。A品率提升幅度越大,动力电池成本降幅就会更大。
核心还是要提升技术能力。以三星SDI为例,我们知道,它目前给宝马i3提供的电池单元是60Ah产品,现在三星SDI已经用60Ah的壳体开发出了94Ah 产品,这意味着它单位电池的体积能量密度提高了50%以上,相对应,以kWh计算的单位电池制造成本肯定会大幅度下降。目前,锂离子电池产业的发展正在由成本驱动主导的阶段向技术驱动主导的阶段过渡,谁在技术开发方面占了先机,谁就会拥有更光明的未来。
(补充:本文主体内容写于几天前。最新消息,碳酸锂价格已经到了12万元/吨,有的报价已经到了14万元/吨;与此同时,六氟磷酸锂的报价有的也已经到了20万元/吨。这些原材料对于动力电池价格的影响,读者可以自己判断。明年动力电池成本可能会有所增长。
电动汽车用锂离子动力蓄电池包和系统测试规程
电动汽车用锂离子动力电池包和系统测试规程 范围 本标准规定了电动汽车用锂离子动力电池包和系统基本性能、可靠性和安全性的测试方法。 本标准适用于高功率驱动用电动汽车锂离子动力电池包和电池系统。 规范性引用文件(其中的一部分) 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 2423.4-2008 电工电子产品环境试验第2部分:试验方法试验Db 交变湿热(12h+12h循环)(IEC 60068-2-30:2005,IDT) GB/T 2423.43-2008 电工电子产品环境试验第2部分:试验方法振动、冲击和类似动力学试验样品的安装(IEC 60068-2-47:2005,IDT) GB/T 2423.56-2006 电工电子产品环境试验第2部分:试验方法试验Fh:宽带随机振动(数字控制)和导则(IEC 60068-2-64:1993,IDT) GB/T 18384.1-2001 电动汽车安全要求第1部分:车载储能装置(ISO/DIS 6469-1:2000,EQV)GB/T 18384.3-2001 电动汽车安全要求第3部分:人员触电防护(ISO/DIS 6469-3:2000,EQV)GB/T 19596-2004 电动汽车术语(ISO 8713:2002,NEQ) GB/T xxxx.1- xxxx 道路车辆电气及电子设备的环境条件和试验第1部分:一般规定(Road vehicles - Environmental conditions and testing for electrical and electronic equipment Part 1: General,MOD) GB/T xxxx.3- xxxx 道路车辆电气及电子设备的环境条件和试验第3部分:机械负荷(Road vehicles - Environmental conditions and testing for electrical and electronic equipment Part 3: Mechanical loads,MOD) GB/T xxxx.4- xxxx 道路车辆电气及电子设备的环境条件和试验第4部分:气候负荷(Road vehicles - Environmental conditions and testing for electrical and electronic equipment Part 4: Climatic loads,MOD) 术语和定义 1.1 蓄电池电子部件 采集或者同时监测蓄电池单体或模块的电和热数据的电子装置,必要时可以包括用于蓄电池单体均衡的电子部件。 注:蓄电池电子部件可以包括单体控制器。单体电池间的均衡可以由蓄电池电子部件控制,或者通过蓄电池控制单元控制。 1.2 蓄电池控制单元 battery control unit (BCU) 控制、管理、检测或计算电池系统的电和热相关的参数,并提供电池系统和其他车辆控制器通讯的电子装置。 1.3 1 / 20
新能源汽车动力电池行业分析报告
2009年新能源汽车电池行业分析? [简介]新能源电动汽车最主要的部件是动力电池、电动机和能量转换控制系统,而动力电池要实现快速充电、安全等高性能,是技术门槛最高、也是利润最集中的部分。中投顾问新能源汽车行业研究员李胜茂指出,新能源汽车对电池要求很高,必须具有高比能量、高比功率、快速充电和深度放电的性能,而且要求成本尽量低、使用寿尽量长。 概述:全球新能源汽车产业发展路径分析 新能源电动汽车最主要的部件是动力电池、电动机和能量转换控制系统,而动力电池要实现快速充电、安全等高性能,是技术门槛最高、也是利润最集中的部分。中投顾问新能源汽车行业研究员李胜茂指出,新能源汽车对电池要求很高,必须具有高比能量、高比功率、快速充电和深度放电的性能,而且要求成本尽量低、使用寿尽量长。 据中投顾问发布的《2009-2012年中国电池行业投资分析及前景预测报告》显示,新能源汽车将朝着“镍氢——锂电——燃料电池”产业化路径发展。短期能够兑现业绩的只有镍氢动力电池,磷酸铁锂电池的不成熟,以及工信部出台的新能源汽车准入新标准也让镍氢电池生产商看到了中短期的希望。不过,3-5年内在锂电池技术成熟后,镍氢电池市场将被锂电池逐渐蚕食。 再者,近年来燃料电池(FC)技术的突飞猛进使得氢能的梦想在21世纪开始变成现实。而以氢为动力的燃料电池汽车(FCV)得到了世界各国政府和企业的高度重视,并且取得了重大进展,预计在未来的5--10年内FCV将正式进人市场,以加氢站、输氢管道建设为标志的“氢经济”初露端倪。 研究发现,日本的锂电池供应商占有较大的优势地位,并已开始着手制定统一的锂电池规格、安全标准、充电方式。而美国为了不让自己由对进口石油的依赖变成对外国锂电池的依赖,也在扶持电动车和锂电池制造企业,美国能源部也于去年批准了
动力电池成本结构拆分(含模型)
新能源车的发展既有赖于政策的推动,也需要动力电池持续降 本的支持,本周专题我们研究了动力电池的成本结构。我们在 动力电池成本模型里将PACK 成本拆分成材料成本和生产 成本,其中材料成本又包括电芯材料、模组材料及PACK 材 料,生产成本包括人力成本、折旧及其他制造费用。我们参 考ANL 的成本测算模型,选取方形电池进行成本拆分。据 我们测算,在仅考虑电芯的情况下,目前三元523 和磷酸 铁锂电芯的度电成本分别为486.96 和374.44 元/kWh, 在考虑模组、PACK 及电池系统的情况下,目前三元523 和磷酸铁锂电池系统的总度电成本分别为724.91 和612.40 元/kWh。(注:本测算以提供模型思路为主,具体 数值与实际情况可能存在偏差) 锂电池根据应用领域的不同分为动力电池、储能电池和消费电子电池,不同类型锂电池的成本构成自然不同,本篇报告主要讲述应用最广泛的动力电池成本结构。动力电池在不同的正负极材料下其成本有一定差别,整体来看材料成本占比较大,人工成本、折旧及其他制造费用占比较小,而材料成本则主要以正负极材料、隔膜、电解液和组件为主。我们在动力电池成本模型里将PACK 成本拆分成材料成本和生产成本,其中材料成本又包括电芯材料、模组材料及PACK 材料,生产成本包括人力成本、折旧及其他制造费用。我们参考ANL 的成本测算模型,选取方形电池进行成本拆分。
我们假设单车带电量60kWh,包括 1 个电池包,20 个模组和240 个电芯,以上假设主要用于测算模组和PACK 组件成本。我们选取三元动力锂电池523 型和磷酸铁锂电池作为研究对象进行分析比较。参考当升科技公告数据,我们假设三元(523)正极材料实际克容量为157mAh/g。参考国轩高科和丰元股份公告数据,目前国内磷酸铁锂正极材料实际克容量基本已经达到150mAh/g,我们取145mAh/g 的平均水平作为磷酸铁锂正极材料实际克容量假设。参考杉杉股份公告数据,我们假设负极活性材料(人造石墨)实际克容量为350 mAh/g。 1 正极材料
目前的锂电池成本主要是隔膜和电解液
目前锂电池成本主要是隔膜和电解液 现在生产的锂离子电池的电芯的关键材料有四种:正极、负极、电解液、隔膜,其中锂离子电池中的正、负极材料中国的生产技术并不落后,不但满足国内生产需要,还向世界各地出口。但是,隔膜、电解液却有部分进口。这个问题正在逐步得到缓解,因为国内生产厂家增多,技术也逐步趋于成熟。 需要进口的原因是,产品的制造尚未达到精益求精的地步,或者是生产装备设计不足夠完美,所采购的原材料不能适应优质产品的需求,制造工艺水平没有及时提高,产品的基础研究没有持续发展有了成功之处就停止不前等等。 总的来说:目前,中国锂离子电池产业发展,是任何国家都拤不了脖子的。 中国需要努力的是更加精益求精,制造出更先进的设备,生产出更加优秀的成品,综合成本始终保持市场竞争力,进一步加强锂离子电池的基础研究和创新。 锂电池电芯的关键材料有四种:正极、负极、电解液、隔膜,在组装成动力电池时,又可以分离出组装配件这一材料大类。对于动力电池而言,使用进口电解液和隔膜推高了和继续推高着动力锂电池的成本,从而导致国内相关行业的止步不前甚至倒退。 目前隔膜、电解液、正极材料、负极材料这四个部分总共占到动力电池成本的85%,分别约为25%、15%、30%、15%,从部分进口的电解液材料来看,六氟磷酸锂是生产电解液的最主要原材料,其占电解液成本的50%左右。目前全球范围内只有中国、日本实现了六氟磷酸锂产业化,国内只有少数企业能生产,但产能相对较少,品质与国外也存在一定的差距。这导致我国的六氟磷酸锂主要使用进口产品,价格制定权为外企所左右。 而另一种技术含量更高的锂电池隔膜材料进口依赖度更高一些,这是因为有些国产隔离膜相比国外优秀隔离膜的主要区别在国产的一致性差,使用某些国产隔离膜会导致电池质量不稳定,特别是动力锂电池领域要求内部每个电芯的参数必须高度统一,而国内一些企业目前还没有完全解决。国内很多企业上马锂离子动力电池时仅仅看市场,还要选择国内企业配套技术水平,甚至选择
车用动力锂离子电池热模拟与热设计的研发状况与展望
第 3 卷 第1期2014年1月 集 成 技 术 JOURNAL OF INTEGRATION TECHNOLOGY Vol. 3 No. 1 Jan. 2014 收稿日期:2013-11-20 基金项目:国家自然科学青年基金项目(51207080),清华大学校自主课题(2011Z01004)。 作者简介:张剑波,教授,博士研究生导师,研究方向为车用燃料电池与锂离子电池;吴彬,硕士研究生,研究方向为锂离子电池的热模拟和热设计;李哲(通讯作者),博士,研究方向为动力电池的热模拟与热设计、老化模型与状态预测,E-mail :lizhe1212@https://www.360docs.net/doc/da11444241.html, 。 车用动力锂离子电池热模拟与热设计的 研发状况与展望 张剑波?吴?彬?李?哲 (清华大学汽车安全与节能国家重点实验室 北京 100084) 摘?要?车用动力锂离子电池的热相关问题是决定电动汽车性能、安全性、寿命及使用成本的关键因素。文章比较了市场上三款典型电动汽车的热管理方案,阐述了单体电池热设计的重要性,系统介绍了电池热设计的基础方法——电池热模拟,概述了应用电池热模拟指导电池热设计的尝试与结论,最后整理出电池热模拟及热设计中需要突破的关键问题 。 关键词?锂离子电池;热模拟;热设计;热管理;电动汽车中图分类号?U 464.9 文献标志码?A Thermal Modeling and Thermal Design of Iithium-Ion Batteries for Automotive Application: Status and Prospects ZHANG Jianbo WU Bin LI Zhe ( State Key Laboratory of Automotive Safety and Energy , Tsinghua University , Beijing 100084, China ) Abstract Thermal issues of lithium-ion batteries for automotive application are key factors affecting the performance, safety, life and cost of electric vehicles. In this work, the thermal management systems of three typical electric vehicles were analyzed to identify the importance of the thermal design for the single batteries. Special attention was paid to the review of the thermal modeling, which served as the fundamental method for the thermal design. Finally, the directions for further researches on the thermal modeling and thermal design were summarized. Keywords lithium-ion battery; thermal modeling; thermal design; thermal management; electric vehicle 1 引?言 汽车电动化是世界汽车产业发展的重要趋势,也是中国汽车产业发展的战略选择。制约电动汽车大规模商业化应用的瓶颈技术是大型动力 电池,而电池的热相关问题是决定其使用性能、 安全性、寿命及使用成本的关键因素。 首先,锂离子电池的温度水平直接影响其使用中的能量与功率性能。温度较低时,电池的可用容量将迅速发生衰减,而在过低温度下(如低于 0℃)对电池进行充电,则可能引发瞬间的电
2020年动力电池行业市场分析报告【调研】
2020年动力电池行业市场分析报告【调研】 2020年2月
目录 1. 动力电池行业概况及市场分析 (6) 1.1 动力电池行业市场规模分析 (6) 1.2 动力电池行业结构分析 (6) 1.3 中国动力电池行业市场驱动因素分析 (7) 1.4 动力电池行业特征分析 (7) 1.5 动力电池行业PEST分析 (8) 2. 动力电池行业政策环境 (10) 2.1 行业政策体系趋于完善 (10) 2.2 一级市场火热,国内专利不断攀升 (11) 2.3 宏观环境下动力电池行业的定位 (12) 2.4 “十三五”期间动力电池建设取得显著业绩 (12) 3. 动力电池产业发展前景 (14) 3.1 中国动力电池行业市场规模前景预测 (14) 3.2 中国动力电池行业市场增长点 (14) 3.3 动力电池进入大面积推广应用阶段 (15) 3.4 政策将会持续利好行业发展 (15) 3.5 细分化产品将会最具优势 (15) 3.6 动力电池产业与互联网等产业融合发展机遇 (16) 3.7 动力电池人才培养市场大、国际合作前景广阔 (17) 3.8 巨头合纵连横,行业集中趋势将更加显著 (18) 3.9 建设上升空间较大,需不断注入活力 (18)
3.10 行业发展需突破创新瓶颈 (19) 4. 动力电池行业竞争分析 (20) 4.1 动力电池行业国内外对比分析 (20) 4.2 中国动力电池行业品牌竞争格局分析 (22) 4.3 中国动力电池行业竞争强度分析 (22) 4.4 初创公司大独角兽领衔 (23) 4.5 上市公司双雄深耕多年 (24) 4.6 互联网巨头综合优势明显 (25) 5. 动力电池行业存在的问题分析 (26) 5.1 政策体系不健全 (26) 5.2 基础工作薄弱 (26) 5.3 地方认识不足,激励作用有限 (26) 5.4 产业结构调整进展缓慢 (26) 5.5 技术相对落后 (27) 5.6 隐私安全问题 (27) 5.7 与用户的互动需不断增强 (28) 5.8 管理效率低 (29) 5.9 盈利点单一 (29) 5.10 过于依赖政府,缺乏主观能动性 (30) 5.11 法律风险 (30) 5.12 供给不足,产业化程度较低 (30) 5.13 人才问题 (31)
2017年新能源汽车动力锂电池行业前景发展分析报告
2017年新能源汽车动力锂电池行业前景发展分析报告2017年1月出版
正文目录 1、动力锂电池产能阶段性过剩,高能量密度三元电池是发展方向 (4) 1.1、磷酸铁锂电池市占率暂时领先,高性能三元电池后来居上 (4) 1.1.1、14-15年国内新能源汽车行业维持高增长 (4) 1.1.2、新能源客车和乘用车对动力电池需求量较大 (5) 1.1.3、磷酸铁锂动力电池装载比例暂具优势 (6) 1.1.4、三元材料动力锂电池能量密度优于磷酸铁锂 (7) 1.2、2020国内动力锂电池需求84GWh,其中三元需求65GWh (8) 1.2.1、预计2017年国内新能源汽车产销量达到66万辆 (8) 1.2.2、预计2017年国内动力锂电池需求量约30GWh (9) 1.3、16年底国内动力锂电池产能估算超过100GWh,其中三元产能约39GWh (12) 1.3.1、动力锂电池产能主要以磷酸铁锂和三元为主 (12) 1.3.2、达到8GWh产能锂电池企业目前仅3家 (12) 1.4、锂电池产能过剩推动行业洗牌,高镍NCM和NCA三元电池迎来发展 (14) 1.4.1、17-18年国内磷酸铁锂和三元锂电池产能均处于过剩 (14) 1.4.2、三元需求仍有增长空间,看好高镍NCM和NCA三元材料电池 (15) 1.5、17年动力锂电池价格下调压力较大,预计毛利率可维持相对稳定 (15) 2、政策护航,引导锂电池行业健康可持续发展 (17) 2.1、新能源汽车补贴政策调整,对电池系统能量密度提出更高要求 (17) 2.1.1、新能源客车补贴退坡较大,能量密度要求提升推动磷酸铁锂电池行业洗牌 (17) 2.2.2、乘用车补贴奖励高能量密度车型,行业向高密度三元锂电发展 (18) 2.2.3、专用车补贴和推广目录落地助力17年销售放量,三元电池需求有望进一步提升 (19) 2.2、新能源汽车相关政策陆续出台,约束和规范行业发展 (20) 3、透过第四、五批新能源汽车目录看动力锂电池行业格局 (22) 3.1、17年1-5批新能源汽车目录需要重新核定,第4、5批参考意义较大 (22) 3.1.1、1-5批《新能源汽车推广应用推荐车型目录》需重新核定 (22) 3.1.2、第4、5批新能源汽车目录对17年目录参考意义预计较大 (23) 3.2、第4、5批目录商用车为主,宁德时代供应车型数量优势明显 (23) 3.2.1、第四、五批目录客车和专用车车型数目较多 (23) 3.2.2、宁德时代总量领先,亿纬锂能、比克电池和远东福斯特三元数量领先 (25) 3.3、客车:前五大电池供应商磷酸铁锂和锰酸锂电池势均力敌 (26) 3.4、乘用车:比亚迪优势仍在,CATL、力神、国轩高科紧随其后 (27) 3.5、专用车:力神、沃特玛、星恒电源、远东福斯特和比克电池领跑 (28) 4、总结:看好三元技术产能领先和下游市占率高的动力电池企业 (30) 5、重点公司 (31) 5.1、亿纬锂能:技术领先、三元产能扩张迅速的锂电池企业 (31) 5.2、国轩高科:产业链上下游积极布局的锂电池龙头 (33) 6、风险提示 (35) 附录 (35) 图表目录
新能源汽车动力电池成本拆解深度报告
新能源汽车动力电池成本拆解深度报告 投资要点 ◆模型框架: 动力电池的成本是市场关注的重点。新能源汽车行业仍在拐点之前,传统燃油车与电动汽车的成本差是新能源汽车渗透率增长的重要因素。为了定量研究动力电池成本,我们将电池成本和性能结合起来,建立了一个自下而上的模型。利用该模型可以静态地计算材料成本、硬件成本以及各工序的生产制造成本,并且可以动态地区分材料价格变化、技术进步、工艺改进等因素导致的成本下降。 ◆车辆及电池设计: (1)车辆设计:从用户需求出发,设计单车带电量/续驶里程及Pack内电芯/模组的数量和组合方式。 (2)材料层面:材料属性决定电池的电化学性能及物理参数。 (3)电芯设计:核心是确定正负极材料涂层的厚度,进而设计电芯的外形尺寸。 (4)模组及Pack设计:由电芯参数外推得出。 ◆物料成本: (1)物料用量:由电芯容量、活性材料克容量等参数计算出正/负极材料、电解液、隔膜、铜箔、铝箔及其他组件的理论用量,并根据良品率、材料利用率等进行调整。 (2)物料价格:根据市场价格做出假设,包括主/辅材及硬件。 (3)物料成本汇总:由物料用量和价格计算得出。 ◆生产成本: (1)工厂设计:对动力电池年产能、良品率、人员工资、设备折旧率、间接费用假设等做出假设。 (2)生产工序:主要是各工序的设备投资额及人员配置。 (3)直接人工/制造费用计算:根据设备折旧、人员工资费用及间接费用计算出结果。 ◆成本汇总及验证: 将物料成本和生产成本汇总到一起,得到动力电池Pack的成本。根据计算结果,LFP/NCM622/NCM523Pack的成本分别为0.66/0.76/0.80元/Wh,宁德时代2018年动力电池综合成本约0.76元/Wh;动力电池Pack成本中,直接材料占比约84%-89%,直接人工占比约2.8%-3.8%,制造费用占比约8.6%-11.8%,基本符合现实。 ◆投资建议 根据模型,降低动力电池成本的路径包括:更具性价比的材料体系;更精简的电池设计;更低的物料价格;工艺改进;设备改进。根据以上结论,建议关注:(1)宁德时
电动汽车动力电池管理系统(BMS)设计
电动汽车动力电池管理系统(BMS)设计 发表时间:2018-08-13T14:37:23.510Z 来源:《基层建设》2018年第21期作者:林清峰[导读] 摘要:本文主要从硬件系统设计、软件系统设计两个方面,对电动汽车中动力电池的内部管理系统(BMS)综合设计,进行了深度的分析与研究,以通过不断地实践研究,积极探索出电动汽车中动力电池的内部管理系统(BMS)最具高效性的综合设计方案,以充分提升电动汽车中动力电池的内部管理系统(BMS)的设计水准,确保电动汽车中动力电池的内部管理系统(BMS)各项功能能够满足于电动 汽车实际的应用需求,为我国电动汽车行业东莞钜威动力技术有限公司广东东莞 523000 摘要:本文主要从硬件系统设计、软件系统设计两个方面,对电动汽车中动力电池的内部管理系统(BMS)综合设计,进行了深度的分析与研究,以通过不断地实践研究,积极探索出电动汽车中动力电池的内部管理系统(BMS)最具高效性的综合设计方案,以充分提升电动汽车中动力电池的内部管理系统(BMS)的设计水准,确保电动汽车中动力电池的内部管理系统(BMS)各项功能能够满足于电动汽车实际的应用需求,为我国电动汽车行业的长期发展奠定基础。 关键词:电动汽车;动力电池;管理系统(BMS);设计前言: 电动汽车(battery electric vehicle;BEV),主要是指以车载类电源为基本动力,利用电机来驱动车轮达到行驶目地,符合于我国安全法规与交管各项规定的车辆。基于电动汽车有着环保性特征,所以,其在国内的发展前景相对较为良好。但是,基于国内电动汽车相关技术还处于初步探索阶段,各项技术还不够成熟,若想实现突破性发展还需作出更多的努力。电动汽车,它与传统汽车最大的不同之处就在于电动汽车内部包含着一种动力的电池。在一定程度上,通过该动力电池可实现电动汽车节能化、环保化的行使。那么,为了能够更好地助推我国电动汽车行业的发展,就需从其内部的动力电池入手,对其所在的管理系统(BMS),进行系统化的分析与研究。从而能够设计出更具有功能特性的动力电池内部管理系统(BMS),为电动汽车提供强大动力电池内部管理系统支持,进一步推动我国电动汽车行业的快速发展,让其可稳步向着新的发展征程迈进。 1、硬件系统设计 基于电池组主要是由多节电池的单体并联与串联而成,实现对所有电池单体实时化监控。因而,如图1所示,电池内部管理系统主要应用了主从结构,以实现灵活性通讯,提升通讯实际速度。从板均需具有电池单体的温度与电压检测、CAN总线的通讯等各项功能。 图1 BMS系统框图示图 1.1 IMCU系统处理器 系统处理器主要选用的是Freescale -9S12DT64型号的MCU系统处理器,该型号MCU系统处理器为16位系统的单片机,主要是由CAN系统的总线模块、PWM的调节器(1个)AD的转换器(2个)定时器(1个)外部串口(1个)内部串口(2个)。本次设计当中,MCU的单片机主要应用的是外部设有液晶振的16MHz,总线频率为8MHz。因该系统具备外部的液晶镇,使用了5V的供电,该动力电池的内部管理系统有着较强抗干扰性能。基于实际条件下电动汽车的应用极具复杂性,电磁干扰性相对较强,MCU系统通常存在在异常状态下出现无法正常运行或死机等状况。因而,为确保MCU系统可在异常条件下及时地、可靠地复位,就需通过增设外部复位的芯片来对MCU系统实际运行状况进行实时化检测,确保MCU系统在异常状态之下可快速地回归到正常运行状态当中。 1.2 单体电压与温度检测 如图2所示,本次设计主要是应用的是 LTC6802型号的动力电池单体温度与电压监控芯片。内设Registers&Control(1个)串行接口(1个)12位ADC(1个)Voltage reference(1个)。每个动力电池的输入口均设计相应MOSFET 开关,快速放出过充电所有电池的电量。在13ms时间段内可实现对所有输入口通道电压的测量。同时,可把16个LTC6802的器件有效链接于控制的处理器上实现同步运行。 图2 TC680系统内部框图示图如图3所示,为TC680系统的基本原理。C1-DC12 分别电压采集12个电池的单体。LTC6802则通过SCKI、SDI、SDO、CSBI这四个接口把所有采集到的数据信息传输于MCU系统实施分析。而后,再由CAN系统总线传输于给CPU主系统。同时,该芯片可提供温度采样的管脚(2个)内置温度的传感器(1个)。在进行电压采集期间,可通过相应的 VTEMP1与VTEMP2的引脚,把动电池的模组温度实施快速地采集与分析。
汽车用动力锂离子电池发展现状时间
汽车用动力锂离子电池发展现状时间 1车用锂离子电池材料 1. 1理想的车用锂离子电池正负极材料要求 电池材料的物理结构和化学组成决定了它的性能,理想的车用锂离子电池材料应具备以下特征: (1) 具有层状或隧道的晶体结构,以利于锂离子的嵌入和脱出,以保证锂离子电池的循环寿命;(2)充放电过程中,应有尽可能多的锂离子嵌入和脱出,使电极具有较高的电化学容量; ( 3)在锂离子进行嵌脱时,电池有较平稳的充放电电压; (4)锂离子应有较大的扩散系数,以减少极化造成的能量损耗,保证电池有较好的快充放电性能; (5)材料应价格便宜,对环境无污染,质量轻,可回收。 1. 2车用锂离子电池正极材料 目前锂离子电池正极材料主要有:锂钴氧化物、锂镍氧化物、锂锰氧化物、磷酸铁锂等,负极材料主要有石墨、钛酸锂等。不同锂离子电池正极材料性能比较见表1。 从整车安全和电池成本考虑,磷酸铁锂是最有可能在汽车用动力电池上应用的锂电池正极材料,其优点有: (1) 安全性好:稳定,即使在过充电情况下也不会产生游离氧,不和电解液反应; 可以放电到0 V,电池无大的损伤;与有机电解液反应活性低;热力学稳定状态, 400 ℃以下无变化。 (2) 稳定性高:充放电过程中,晶体结构不会发生变化;三维结构, L i +二维移动,利于锂的嵌入;充电电压低,电解液更稳定,电池副反应少;循环寿命长。 (3) 环保:整个生产过程清洁无毒,所有原料都无毒。 (4) 价格便宜:磷酸盐采用磷酸源和锂源以及铁源为材料,价格便宜。 但磷酸铁锂材料也存在以下缺点: (1) 导电性差:磷酸铁锂不能得到大范围应用的主要问题,需往磷酸铁锂颗粒内部掺入导电碳材料或导电金属微粒,或颗粒表面包覆导电碳材料,提高材料的电子电导率。 (2) 振实密度较低:一般只能达到1. 3~1. 5,该缺点决定了在小型电池如手机电池等没有优势,主要用来制作动力电池。 (3) 电压平台低:一般为3. 2 V。 目前锂铁电池正极生产技术有以下三种: (1)在粉体颗粒表面以碳元素涂布; (2)用金属氧化物包覆颗粒; (3)采用纳米制程技术细化材料颗粒,使之微粒化。 2车用锂离子电池系统 车用锂离子电池系统一般由电芯及电池组、电池管理系统(BMS) 、高压电安全系统(直流接触器、熔断器、预充电电阻) 、冷却系统和检测单元(电流传感器、电压传感器和温度传感器)等组成,如图1所示。 2. 1电芯及电池组 一个典型的锂离子电芯主要包括正极片、负极片、正负极集流体、隔膜纸、外壳及密封圈、盖板等,常用电芯形状主要有圆柱形和方形。 为了满足整个电池系统的电压、能量和功率要求,电池组一般是由若干个电芯按照串联或并联的方式组合起来,每个电芯之间由导线连接,同时,为了对电芯的温度、电流、电压、荷电状态(SOC)等信息进行实时监测,又可以把电池组分成若干个模块,各电芯和模块之间以一定方式科学合理组合,保证整个电池组的电性能、热平衡和散热要求。 2. 2电池管理系统BMS 电池管理系统(BMS)用来监控和保护电池的运行状态,应该能精确检测电池的参数,包括:单体电压、模块电压、电流、温度。利用电池模块和电池系统的信息计算并报告荷电状态SOC,寿命状态SOH ( State Of Health) ,当前可用充放电功率,并执行对接触器的控制。BMS系统由BMU(Battery Module Unit,又名
国内外汽车动力电池管理系统(BMS)发展概况
引言 电池的性能和使用寿命直接决定了电动汽车的性能和成本,因此,如何提高电池的性能和寿命得到了各方面的重视。电动汽车上使用的动力电池是由多个电池单体通过串并联方式组成电池组,电池单体都紧密地布置在一起,在进行充放电时,各个电池单体所产生的热量互相影响,如果散热不均匀,将造成电池组局部温度快速上升,使电池的一致性恶化,使用寿命大大缩短,严重时会造成某些电池单体热失控,产生比较严重的事故。当动力电池处于低温环境中,电池的充放电性能会大大降低,导致电池无常工作。为了使动力电池组保持在合理的温度围工作,电池组必须拥有科学和高效的热管理系统。目前,国外的许多研究人员对电池组的热管理系统做了大量的研究,进行了一些新的探索,以期提高热管理系统的控制效果,从而提高电动汽车电池组的性能和使用寿命。 国外汽车动力电池管理系统(BMS)发展概况 目前,影响电动汽车推广应用的主要因素包括动力电池的安全性和使用成本问题,延长电池的使用寿命是降低使用成本的有效途径之一为确保电池性能良好,延长电池使用寿命,必须对电池进行合理有效的管理和控制,为此,国外均投入大量的人力物力开展广泛深入的研究。 日本青森工业研究中心从1997年开始至今,持续进行(BMS)实际应用的研究,丰田、本田以及通用汽车公司等都把BMS纳入技术开发的重点;美国Villanova大学和USNanocorp公司已经合作多年对各种类型的电池SOC进行基于模糊逻辑的预测;国Ajou大学和先进工程研究院开发的BMS系统的组成结构及其相互逻辑关系。该系统在上述结构中进行功能扩展,即增设热管理系统、安全装置、充电系统以及与PC机的通信联系。另外还增加与电动机控制器的通信联系,实现能量制动反馈和最大功率控制。 我国在十二五期间设立电动汽车重大专门研究项目,经过几年的发展之后,在BMS方面取得很大的突破,与国外水平也较为接近。在国家863计划2005年第一批立项研究课题中,就分别有理工大学承担的EQ7200HEV混合动力轿车用镍氢
波特五力模型分析动力锂电池行业及其战略群组概要
动力锂电池,是以锂离子电池为材料的一种高能量密度电池。磷酸铁锂具有很好的安全性能,因而是目前最理想的动力汽车用锂电正极材料。我国车企推出的纯电动车车型中,动力电池均为锂电池,奇瑞、比亚迪使用的均是磷酸铁锂。磷酸铁锂是引发锂电革命行业的一种新兴材料,是锂电池行业发展的最前沿。 下面将用波特五力模型分析动力锂电池行业: (一新进入者的威胁 新进入者在给行业带来新生产能力、新资源的同时,将希望在已被现有企业瓜分完毕的市场中赢得一席之地,这就有可能会与现有企业发生原材料与市场份额的竞争,最终导致行业中现有企业盈利水平降低,严重的话还有可能危及这些企业的生存。 磷酸铁锂行业有一定的门槛,不是谁来做就会做成功的,尤其是材料领域,技术壁垒很高,可以避免太多的竞争。作为新进入这个产业的企业,选择做材料可能要比做电池更为明智,因为现有的一些锂电池厂商很多,尤其是大厂的地位很难撼动,他们切入到磷酸铁锂电池更具优势。 由于制造动力电池涉及到电芯的组合,必须保证电芯的一致性,这样对电池的生产设备提出了更高更专业的要求,所以设备资金投入很大,一般来说,建设一条磷酸铁锂电芯生产线至少需要5000万元的启动资金。创业企业在进入这一领域有一定的 难度,传统的电池生产企业将具有较大的优势。 (二供应商的议价能力 供方主要通过其提高投入要素价格与降低单位价值质量的能力,来影响行业中现有企业的盈利能力与产品竞争力。 锂离子电池的性能主要取决于正负极材料,其安全性能与循环寿命是其它材料所无法相比的,这些也正是动力电池最重要的技术指标。磷酸铁锂正极材料做出大
容量锂离子电池更易串联使用。以满足电动车频繁充放电的需要。具有无毒、无污染、安全性能好、原材料来源广泛、价格便宜,寿命长等优点。 目前磷酸铁锂材料全球可查的产能是1500吨,如果按照未来5年内年产100万辆电动汽车的需求,每年就需要6万吨磷酸铁锂,潜在的供需缺口非常大,锂电池原材料之一是电解液,电解液约占锂电池成本12%,毛利率约40%,是锂电 产业链中盈利能力较强的环节之一。目前全国产能约 1.8万吨,供需基本平衡。 我国磷酸铁锂原材料丰富,价格低廉,这对于磷酸铁锂产业是一个极大的利好。 (三购买商的议价能力 购买者主要通过其压价与要求提供较高的产品或服务质量的能力,来影响行业中现有企业的盈利能力。 (1目前中国大陆锂电池产业正处于优胜劣汰的发展过程,唯具有技术和品牌优势的厂家,才有机会获得更大的市场空间。 (2电芯生产由于生产工艺和技术相对成熟,在有稳定的正极材料货源情况下,国内大部分锂离子电池厂商均能生产出磷酸铁锂电芯。 (四替代品的威胁 两个处于不同行业中的企业,可能会由于所生产的产品是互为替代品,从而在它们之间产生相互竞争行为,这种源自于替代品的竞争会以各种形式影响行业中现有企业的竞争战略 随着补贴和充电便利性的解决,新能源汽车市场将出现爆发式增长,而随着新能源汽车规模的迅速扩大,对动力电池、电机、电控等的需求也将显著增加,这有望成为未来10年行业增长的核心驱动因素。这其中,动力电池的性能对新能源汽车的发展
电动汽车用锂离子动力蓄电池包和系统测试规程
电动汽车用锂离子动力蓄电池包和系统测 试规程 电动汽车用锂离子动力电池包和系统测试规程 1范围 本标准规定了电动汽车用锂离子动力电池包和系统基本性能、可靠性和安全性的测试方法。 本标准适用于高功率驱动用电动汽车锂离子动力电池包和电池系统。 2规范性引用文件(其中的一部分) 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 2423.4-2008电工电子产品环境试验第2部分:试验方法试验Db交变湿热(12h+ 12h循环)(IEC 60068-2- 30:2005,IDT )
GB/T 2423.43-2008电工电子产品环境试验第2 部分:试验方法振动、冲击和类似动力学试验样品的安装(IEC 60068-2-47:2005,IDT) GB/T 2423.56-2006电工电子产品环境试验第2 部分:试验方法试验Fh:宽带随机振动(数字控制)和导则(IEC 60068-2-64:1993,IDT) GB/T 18384.1-2001电动汽车安全要求第1部分: 车载储能装置(ISO/DIS 6469-1:2000,EQV ) GB/T 18384.3-2001电动汽车安全要求第3部分: 人员触电防护(ISO/DIS 6469-3:2000,EQV ) GB/T 19596-2004 电动汽车术语 (ISO 8713:2002,NEQ) GB/T xxxx.1- xxxx 道路车辆电气及电子设备的环境条件和试验第1部分:一般规定(Road vehicles - En vir onmen tal con diti ons and testi ng for electrical and electronic equipment Part 1: Gen eral,MOD) GB/T xxxx.3- xxxx 道路车辆电气及电子设备的环境条件和试验第3部分:机械负荷(Road vehicles - En vir onmen tal con diti ons and testi ng for electrical and electronic equipment Part 3: Mecha ni cal loads,MOD) GB/T xxxx.4- xxxx 道路车辆电气及电子设备的环境条
关于-锂离子动力电池组的成本分析
关于锂离子动力电池的成本分析 一、锂离子动力电池的目标市场 锂离子电池由于工作电压高、储能较大、无记忆性和质量轻等优势发展迅速,一直在移动通讯、笔记本电脑等电器上大量使用;近年来随着新能源汽车的推广,锂离子电池被认为是最有效的能量工艺装置;同时新能源(太阳能、风能)并网发电站项目建设步伐加快,锂电池组为代表的储能技术成为核心发展的对象。 针对电动汽车使用的电池以功率型电池为主,其特点是:电池的放电倍率很大,那么在设计过程中就要注意减小电池的内阻;在极片的选取上,高功率型的电池极片要厚些,在涂敷的厚度上,高功率型的电池极片要涂得薄些,这样锂离子和电子在电阻相对较大的电极活性物质上迁移的距离小,总内阻减小,可以支持大电流,以达到高功率的要求; 针对储能电池以能量型电池为主,其特点与功率电池相反。对于高能量型电池,放电的倍率较小,那么在综合考虑内阻和容量的时候可以把容量排在前面,当然在增大容量的过程中也要尽可能地减小内阻。 二、锂离子动力电池组的产业链状况
结合项目目前的状况,这里重点讨论电芯的成本情况,因为作为一个电池组(电池包),电芯是基础,多个电芯串并联组成电池组,多电池组串并联组成电池包,然后装在电动车上使用或做储能电源。而且其成本特性属于变动成本,后期电池组装过程中更多的与设备、软件等固定成本相关。电芯的关键是:正极(阴极)、负极(阳极)、电解液和隔膜。 三、锂离子电池的成本分析 1、正极(阴极)材料:锂离子电池的主要构成材料包括电解液、隔离材料、正负极材料等。正极材料占有较大比例(正负极材料的质量比为3: 1~4:1),因此正极材料的性能直接影响着锂离子电池的性能,其成本也直接决定电池成本高低。目前锂离子动力电池场上主要使用以下五种材料:
车用锂离子动力电池实验报告
试验题目:车用锂离子动力电池实验 目录 试验题目:车用锂离子动力电池实验 (1) 1.实验目的: (2) 2.动力电池简介 (2) a)车载动力电池介绍 (2) b)国内电动车用锂离子动力电池的标准 (2) 3.实验仪器 (3) 4.试验方法 (4) 5.数据处理分析 (5) a)分析不同温度下、不同倍率下电池能放出或充进的电量 (5) b)电池的直流内阻特性(与温度、SOC关系) (7) c)电池开路电压与温度的关系 (9) d)电池的开路电压稳定时间 (10) e)电池的功率特性(与温度、SOC关系) (11) f)各温度下电池特性比较 (12) 6.实验总结 (14) 7.附录 (14) a)参考文献 (14) b)数据处理代码 (15)
1.实验目的: 1)了解动力电池主要性能参数 2)了解动力电池基本性能试验标准及方法 3)了解动力电池试验设备 4)基本掌握试验结果分析方法 2.动力电池简介 a)车载动力电池介绍 新能源汽车动力电池可以分为蓄电池和燃料电池两大类,蓄电池用于纯电动汽车(EV),混合动力电动汽车(HEV)及插电式混合动力电动汽车(PHEV);燃料电池专用于燃料电池汽车(FaV)。主要类型有主要有阀控式铅酸蓄电池(VRLAB)、碱性电池(Cd-Ni)电池、MH-Ni 电池)、Li-ion 电池、聚合物Li-ion 电池、Zn-Ni 电池、锌-空气电池、超级电池、质子交换膜燃料电池(PEMFC)、直接甲醇燃料电池(DMFC)等。 而就电池性能而言,不同需求造成了对电池的性能需求不同。HEV有汽油发动机作为动力来源,更强调加速性能和爬坡能力,因此更注重电池的比功率(要求高达800——1 200 W / kg);PHEV和EV完全以电池作为动力,更强调充电后的续驶能力,因而更关注电池的比能量(要求达到100——160 Wh/kg)。 在现有的新能源汽车动力电池中,锂离子电池生产成本相对较低,重复充电利用非常方便,相比其他可携带能源具有更高的成本优势。其还具有比能量高、比功率大、工作范围宽等特点。因此,这类电池成为了目前最受欢迎的动力源。 b)国内电动车用锂离子动力电池的标准
储能电站成本与效益比较分析哪种电池更为经济
储能电站成本与效益比较分析哪种电池更为经济? 2017-02-07 09:25:44 关键词:储能电站电池技术储能市场 现以三种不同电池,按照500kW-8h(4000kWh)储能电站,分别比较储能电站成本与效益。见下表1~表2。
表1 三种不同电池储能电站参数表 对表1的参数说明如下: 铅碳电池使用放电深度为60%DOD,所以4000kWh储能电站电池容量需要按照4000kWh/0.6=6667kWh配置; 锂电池使用放电深度为90%DOD,电池容量按照4000kWh/0.9=4445kWh 配置; 动力电容电池使用放电深度为90%DOD,但电池容量有约11.6%裕度,故电池容量按照4000kWh配置。 需要更换电池次数,是按照储能系统每天充放电1次,电池循环次数10000次计算,累计折合运行27年;锂电池和铅碳电池循环次数3000次,需要更换电池3次。
表2 储能电站投资成本与效益比较表 上表2用以下参数计算储能电站投资成本与效益: 商业峰谷电价差,按照以北京1.01元/KWh计算; 储能系统每年电价差收益按照365天计算; 储能系统累计收益年份按照电池使用循环次数10000次计算,为27年。从上表2看,以全寿命使用周期27年计算,有如下结论: 动力电容电池每度电储能成本最低,其次是铅碳电池和锂电池; 动力电容电池储能系统累计总收益高于铅碳电池储能系统; 动力电容电池系统设备累计投资最低,其次是铅碳电池和锂电池。
动力电容电池系统设备初始投资最高,其次是锂电池和铅碳电池。 4000kWh不同电池所建成的储能电站主要存在一下几点差异: 1.由于动力电容电池的充放电效率高, 所以在相同的功率下动力电容电池的配置容量是最小的,起到了节约资源的作用。 2.铅碳电池的每千瓦时电池价格最低,其次是锂电池;动力电容电池每千瓦价格最高。动力电容电池比铅碳电池高5倍多。 3.动力电容电池的循环次数是铅碳电池和锂电池的3倍多。所以在储能电站的27年的使用时间内动力电容电池不需要更换电池,而铅碳电池和锂电池需要更换至少3次以上的电池。 4.动力电容电池的全寿命周期每度电储能成本比铅碳电池、锂电池低很多。 基于以上优势,动力电容电池一定会在储能领域得到广泛应用。 现在常用的化学储能电站主要以锂电池储能电站和铅碳电池储能电站为主。近几年由于国家对与化学储能电站的重视虽然取得了一些进展,但是也暴露出了一系列问题,其中主要阻碍化学储能电站的推广的原因则是没有一种符合人们要求的电池。于是在社会的热切期盼之下动力电容电池应运而生。 西安德源纳米储能技术有限公司是电力储能电站、储能电源、后备电源、纯电动汽车与混合动力汽车动力电容电池集成设备、不间断电源、应急电源、充电设备、动力电容电池集成设备、电池管理系统的研究开发、生产、销售为一体的高新技术企业。其推出的动力电容电池具有:安全性好、寿命超长、适温性宽、优化设计、充电快速、环保高效、电池回收等七大优势。 安全性好优势:动力电容电池通过了挤压、针刺、短路、加热、震动等安全测试,电池不燃烧、不爆炸。