1KG钛及钛合金真空自耗熔炼工艺规程

编制依据:《钛镍加工材项目初步设计》GB/T2524-2010《海绵钛》
设备合同
1.主要设备性能
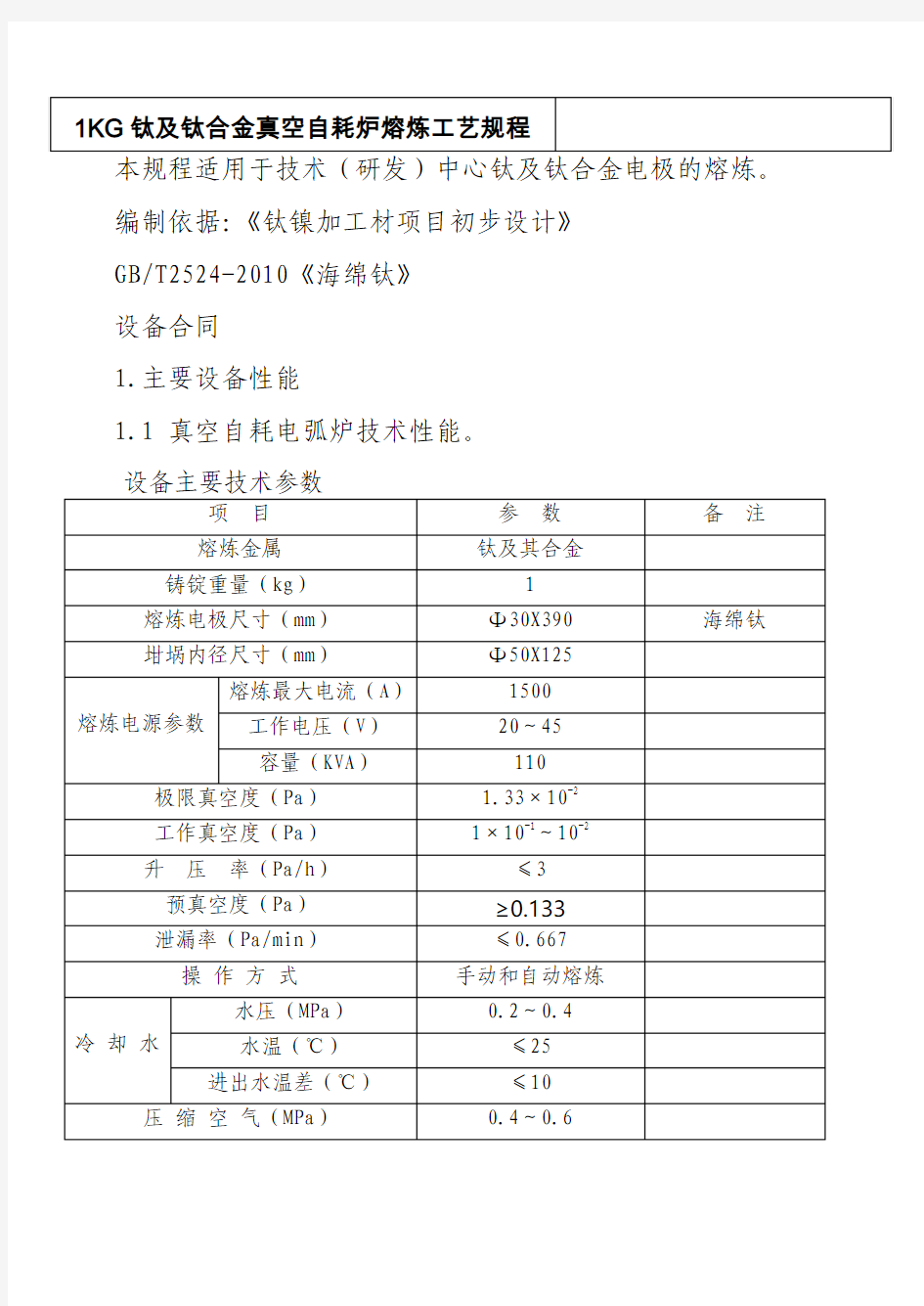
1.1 真空自耗电弧炉技术性能。
2.原料
原料来自315T制样用自耗电极成形液压机压制的¢30X390的电极
3.钛及钛合金熔炼
3.1 钛及其合金的熔炼工艺流程
水、电、气输送正常—开机—装炉—抽真空—熔炼—坩埚冷却—破真空—取出铜坩锅倒出钛锭—停止工作—关水、关电、关气。
3.2 熔炼工艺参数
3.2.2 熔铸前检查系统并进行预抽空,炉内预真空度不得低于0.133Pa,泄漏率不得大于0.667Pa/min。
3.2.3 在熔炼过程中,熔炼电流需逐渐增加。
3.2.4 在结晶器周围设有稳弧线圈,以保证熔炼电弧的稳定。通过“稳弧调节”电位器调节其电流,最大电流为5A。
3.2.5 电弧电压的大小代表电弧的长短,熔炼过程中保证弧压的稳定非常重要。熔炼过程中弧压的大小为 0-40V。
3.2.6
补缩工艺参数实际生产中生产。
3.3 引弧料
同批号的钛料、铺满坩埚底为益。
3.4 注意事项
3.4.1 压制完的电极在熔炼前必须放入干燥箱内干燥20~40min,干燥温度在90~105℃之间。
3.4.2 在熔炼开炉前,必须对真空自耗电弧炉的传动系统、冷却系统、电控系统、真空系统及炉体进行检查,检查无误,方可开炉熔炼。
3.4.3 抽空
真空泵使用必须遵照使用说明书的要求,进行启动、停泵、维护。
3.4.4每炉熔炼工作完成后,必须清洗结晶器。防止熔炼时电极与结晶器侧壁放电。
3.4.5熔炼期间冷却水不能间断。
3.4.6 熔炼进行时,现场要有操作控制人员,观察炉内熔炼情况和监视冷却水水温水压等。
3.4.7 在熔炼完的铸锭或扒完皮的铸锭上,必须有明显的标记。
3.4.8 试锭和试样的制备严格按GB/T2524-2010进行。
4.主要工模具
4.1 熔炼坩埚
坩埚的主要结构材质为铜。必须保证坩埚的清洁、干燥及完整性。
4.2引弧料
同批号的钛料
4.3熔炼用主要工具规格及材质
坩埚内径尺寸(mm)Ф50X125 材质铜
5.执行标准
熔炼出的钛及钛合金铸锭化学成份按照国家标准GB/T3620.1-2007
3吨真空自耗炉
一设备基本参数 1 熔炼金属:钛、钛合金 2 铸锭最大重量:3000kg 3 熔炼电源参数: 6KV,三相 频率:50Hz 硅整流输出电压:20~60V(直流),25000A,功率因数≥0.9 4 熔炼工作电压: 20~40V(直流) 5 熔炼电流: 24000A 6 低压电源:380V,三相50Hz,200KVA 7 极限真空度: 6.67×10-3Pa 8 升压率:≤4PaL/s, 9 抽气速度: 1.33Pa小于等于10分钟 10 冷却水: 水压0.2~0.4M Pa 水温≤30℃ 流量:20M3/h 11 压缩空气:0.4~0.6 M Pa,耗量:3L/s 12设备占地空间: 主机9m×7.5m×10m(最高),地下深4 m 13 生产能力: 一次熔炼量为3000Kg; 14工作制度与时间:周期式工作,工作周期约5个小时; 15 设备总装机容量:2000KV A 16 起重设备:5吨 17 成套设备总重量:45T 18 稳弧电流:0—10A,强度,0—70高斯,搅拌时间间隔10s-1200s 19 坩埚尺寸:φ570mm×3200mm, φ660mm×2400mm 20 炉头行程:2500mm
21 电极杆行程:3000mm 熔炼速度:0—300mm/min可调, 快速提升:1m/min 22 双工位角度:90度,转换时间:60s, 速度,2.5m/min 23 X-Y轴调整:速度:0.1-1mm/s 范围: 0-10mm 24 炉头内净空间:高度:2400mm 二、设备描述 1、设计概述 1.1 本炉由真空熔炼室、滑轨导向联接体、真空系统、气动系统、水冷系统、电控系统和光学监视系统组成,设备设计蓝图如下: 1.2 该真空电弧熔炼炉是双工位结构,具有提升和旋转能力,可以在一个工位处取出锭料和装载下一个电极,同时在另一个工位处进行熔炼。 1.3 该设备地下深4米,地面高度10米。 1.4 真空熔炼室由炉体、电极杆、熔炼电源、电极升降装置、结晶器组件等系统组成。1.5 真空系统安装在地面上,以方便操作和维修。 2、结构描述 2.1 炉体为双层炉壁(内层1Cr18Ni9Ti、外层Q235),立式圆筒焊接结构,壁中间通冷却水。炉体上设有两个观察窗,熔炼时通过此窗可观察到电弧放电状态,并通过光学摄相头传送到控制室监视器显示屏上,炉体真空接管上设有真空测量规管、真空放气阀、充气阀、炉体上端设有供电极升降用的密封装置和两个观察窗及阳极(+)接线端子。阳极(+)电流流经炉体和下法兰弹性触头导入结晶器创造电弧放电条件,和电极料棒形成同轴供电。 2.2 电极杆为双层无缝管夹层水套(内管为紫铜管,外管为不锈钢管),适合于承载24000A 的连续的大电流,外径为φ300,内有滚珠丝杠,上端外有气缸,通过中空拉杆为下端的气动夹头提供夹紧(自耗电极)料棒的动力。熔炼时滚珠丝杠旋转带动电极升降,并有双立柱滚轮导向,通过炉体上部动密封进入炉体。电极杆上部安装升降装置。双立柱导向机构保证电极杆传动的稳定性。通过铜排组件将负极(—)电流的电缆连接在电极杆的顶部。在电极杆的下端安装有用于啮合与脱离辅助电极的电极夹紧装置,该装置在控制台通过按钮控制。
真空自耗电弧炉操作规程
真空自耗电弧炉操作规程 一、操作步骤: 1.真空机组启动前,应全面检查冷却水和油,冷却水应畅通,油应超过油液面线,机械泵、增压泵进出水阀门打开。 2.开启水泵,检查冷却水出水应畅通,水压不低于2kg。同时,检查补给水闸是否打开。 3.炉体处于大气密封状态,增压泵处于大气(或真空)状态下的操作: (1)启动机械泵(机械泵未启动前,绝对不能开启V2); (2)炉体与增压泵均为大气状态时(此种情况可能是长期不开泵、不抽真空、真空系统漏气造成,或要检修、换油,更换某一部件如真空规头等造成),先开V2(蝶阀2)对增压泵抽真空,等到机械泵出口无冒烟或机械泵声音已正常,再打开V1抽炉体。如果此时炉体处于大气状态,原则上不能先开V1再开V2,因为先开V1增压泵内的大气会向上顶φ300阀门,如经常这样操作,φ300阀门极易损坏; (3)当低真空压力表达到-0.1Pa时,打开增压泵开始加热,增压泵加热30分钟左右,关闭V1并打开V3(φ300阀门),对炉体进行抽高真空。 (4)如果对增压泵油进行检查,等到油完全冷却后,必须要先对炉子破真空,然后再对增压泵破真空。 4.炉体与增压泵处于热态,即炉子连续生产时,真空操作如下: (1)关闭V2(此时V3处于关闭状态); (2)打开V1对炉子抽低真空; (3)当机械泵出口不冒烟,低真空压力表读数为-0.1Pa时,打开V2并关闭V1后打开V3,对炉体进行抽高真空; 5.放气操作 (1)关闭真空仪表; (2)关闭V3(φ300阀门); (3)打开V4电动放气阀; (4)放气完毕,关闭V4电动放气阀。(注意:用手按电动放气阀按钮时,不能超过2秒钟,否则放气阀线圈容易烧毁。) 6.检漏操作 (1)测漏气率必须在0.133Pa~1.33Pa(即1μ~10μ)压力范围内进行; (2)打开V3; (3)测完关闭V3; (4)漏气率E=,E的单位为μ(或Pa)·升/秒 ΔP为检漏时真空度下降值(μ或Pa) V为炉体总体积(升) t为检漏时真空度下降所需时间(秒) 10Kg真空自耗电弧炉在熔炼前漏气率应达15μ(或Pa)·升/秒(以熔炼工艺流程卡要求为准) 7.停止真空系统运转的操作 (1)关闭增压泵加热30分钟后才能关闭V1、V2、V3阀门。此前增压泵和炉体内均为真空状态; (2)关闭机械泵运转;
KG钛及钛合金真空自耗熔炼工艺规程
本规程适用于技术(研发)中心钛及钛合金电极的熔炼。编制依据:《钛镍加工材项目初步设计》 GB/T2524-2010《海绵钛》 设备合同 1.主要设备性能 1.1 真空自耗电弧炉技术性能。 设备主要技术参数
2.原料 原料来自315T制样用自耗电极成形液压机压制的¢30X390的电极 3.钛及钛合金熔炼 3.1 钛及其合金的熔炼工艺流程 水、电、气输送正常—开机—装炉—抽真空—熔炼—坩埚冷却—破真空—取出铜坩锅倒出钛锭—停止工作—关水、关电、关气。 3.2 熔炼工艺参数 3.2.1 熔炼工艺参数。
3.2.2熔铸前检查系统并进行预抽空,炉内预真空度不得低于0.133Pa,泄漏率不得大于0.667Pa/min。 3.2.3在熔炼过程中,熔炼电流需逐渐增加。 3.2.4在结晶器周围设有稳弧线圈,以保证熔炼电弧的稳定。通过“稳弧调节”电位器调节其电流,最大电流为5A。 3.2.5电弧电压的大小代表电弧的长短,熔炼过程中保证弧压的稳定非常重要。熔炼过程中弧压的大小为0-40V。 3.2.6 补缩工艺参数实际生产中生产。 3.3 引弧料 同批号的钛料、铺满坩埚底为益。
3.4 注意事项 3.4.1 压制完的电极在熔炼前必须放入干燥箱内干燥20~40min,干燥温度在90~105℃之间。 3.4.2 在熔炼开炉前,必须对真空自耗电弧炉的传动系统、冷却系统、电控系统、真空系统及炉体进行检查,检查无误,方可开炉熔炼。 3.4.3抽空 真空泵使用必须遵照使用说明书的要求,进行启动、停泵、维护。 3.4.4每炉熔炼工作完成后,必须清洗结晶器。防止熔炼时电极与结晶器侧壁放电。 3.4.5熔炼期间冷却水不能间断。 3.4.6熔炼进行时,现场要有操作控制人员,观察炉内熔炼情况和监视冷却水水温水压等。 3.4.7 在熔炼完的铸锭或扒完皮的铸锭上,必须有明显的标记。 3.4.8试锭和试样的制备严格按GB/T2524-2010进行。 4.主要工模具
钛合金及其热处理实用工艺简述
钛合金及其热处理工艺简述 钛业股份:新林 摘要:本文对钛及其合金的基本信息进行了简要介绍,对钛的几类固溶体划分进行了简述,对钛合金固态相变也进行了概述。重点概述了钛合金的热处理类型及工艺,为之后生产实习中对钛合金的热处理工艺认识提供指导。 关键词:钛合金,热处理 1 引言 钛在地壳中的蕴藏量位于结构金属的第四位,但其应用远比铜、铁、锡等金属滞后。钛合金中溶解的少量氧、氮、碳、氢等杂质元素,使其产生脆性,从而妨碍了早期人们对钛合金的开发和利用。直至二十世纪四五十年代,随着英、美及联等国钛合金熔炼技术的改进和提高,钛合金的应用才逐渐开展[5]。 纯钛的熔点为1668℃,高于铁的熔点。钛在固态下具有同素异构转变,在882.5℃以上为体心立方晶格的β相,在882.5℃以下为密排六方晶格的α相。钛 合金根据其退火后的室温组织类型进行分类,退火组织为α相的钛合金记为TAX,也称为α型钛合金;退火组织为β相的钛合金记为TBX,也称为β型钛合金;退火组织为α+β两相的钛合金记为TCX,也称为α+β型钛合金,其中的“X”为顺序号。我国目前的钛合金牌号已超过50个,其中TA型26个,TB型8个以上,TC 型15个以上[5]。 钛合金具有如下特点: (1)与其他的合金相比,钛合金的屈强比很高,屈服强度与抗拉强度极为接近; (2)钛合金的密度为4g/cm3,大约为钢的一半,因此,它具有较高的比强度; (3)钛合金的耐腐蚀性能优良,在海水中其耐蚀性甚至比不锈钢还要好; (4)钛合金的导热系数小,摩擦系数大,因而机械加工性不好;
(5)在焊接时,钛合金焊缝金属和高热影响区容易被氧、氢、碳、氮等元素污染,使接头性能变坏。 在熔炼和各种加工过程完成之后,为了消除材料中的加工应力,达到使用要求的性能水平,稳定零件尺寸以及去除热加工或化学处理过程中增加的有害元素(例如氢)等,往往要通过热处理工艺来实现。钛合金热处理工艺大体可分为退火、固溶处理和时效处理三个类型。由于钛合金高的化学活性,钛合金的最终热处理通常在真空的条件下进行。热处理是调整钛合金强度的重要手段之一。 2 钛合金的合金化特点 钛合金的性能由Ti同合金元素间的物理化学反应特点来决定,即由形成的固溶体和化合物的特性以及对α?β转变的影响等来决定。而这些影响又与合金元素的原子尺寸、电化学性质(在周期表中的相对位置)、晶格类型和电子浓度等有关。但作为Ti合金与其它有色金属如Al、Cu、Ni 等比较,还有其独有的特点,如: (1)利用Ti的α?β转变,通过合金化和热处理可以随意得到α、α+β和β相组织; (2)Ti是过渡族元素,有未填满的d电子层,能同原子直径差位于±20%以的置换式元素形成高浓度的固溶体; (3)Ti及其合金在远远低于熔点的温度中能同O、N、H、C等间隙式杂质发生反应,使性能发生强烈的改变; (4)Ti同其它元素能形成金属键、共价键和离子键固溶体和化合物。 Ti合金合金化的主要目的是利用合金元素对α或β相的稳定作用,来控制α和β相的组成和性能。各种合金元素的稳定作用又与元素的电子浓度(价电子数与原子的比值)有密切关系,一般来说,电子浓度小于4的元素能稳定α相,电子浓度大于4的元素能稳定β相,电子浓度等于4的元素,既能稳定α相,也能稳定β相。 工业用Ti合金的主要合金元素有Al、Sn、Zr、V、Mo、Mn、Fe、Cr、Cu和Si 等,按其对转变温度的影响和在α或β相中的固溶度可以分为三大类:α稳定元素、β稳定元素、中性元素[6,7]。
浅谈钛合金现代熔炼技术
浅谈钛合金现代熔炼技术 随着科学技术的发展以及人民生活水平的提高,钛在工业生产、航空航天、国防军工以及日常生活中的应用越来越多,从而对钛及钛合金材质和性能的要求越来越高,而钛合金原料的熔炼无疑是最重要最关键的一环,其熔炼的优劣直接影响到后续加工的成品的性能指标是否达到产品要求,从而推动了钛合金现代熔炼技术的发展,其中包括电子束、等离子冷床炉等新技术的发展,为提高钛合金铸锭的冶金质量和力学性能创造了良好的条件和基础。 1、钛合金熔炼方法 1.1 真空自耗电弧炉熔炼法(简称VAR法) 随着真空技术的发展和计算机的应用,VAR法很快成为钛的成熟的工业生产技术,今天的钛及其合金铸锭绝大部分是使用此方法生产的。VAR法显著特点是功率消耗低、熔化速度高和良好的质量重现性,VAR法熔炼的铸锭具有良好的结晶组织和均匀的化学成分。通常,成品铸锭应由VAR法熔炼制得.至少要经过两次重熔。 用VAR法生产钛铸锭,世界各国生产厂家使用的工艺基本相似,差别在于使用不同的电极制备方式和设备.电极制备可分为三大类,一是采用按份加料连续压制的整体电极,排除了电极焊接工序:二是单块电极压制,拼焊成自耗电极。并通过等离子氩弧焊或真空焊焊接成一体;三是利用其它熔炼法制备铸造电极。 现代先进的VAR炉的技术特点和优势:(1)全同轴功率输入,也就是说整个炉体高度上的完全同轴性,称同轴供电’,减少偏析现象的产生;(2)坩埚内电校可在X 轴向/Y轴向上微调;(3)具有精确的电极称重系统,熔炼速率得到自动控制,实现了恒速熔炼’。保证了熔炼质量;(4)保证每次熔炼的重复性和一致性;(5)灵活性,即一台炉子能够生产多种锭型以及铸锭的大型化,可大幅度提高生产率;(6)具有良好的经济性。 “同轴供电”方式可以避免因坩埚供给电流不平衡所造成的磁偏漏.减弱或消除感应磁场对熔炼产品的不利影响.并且提高了电效率,从而获得质量稳定的铸锭。 “恒速熔炼”的目的是为了提高铸锭质量,通过先进的电控系统和重量传感器来确保熔炼过程中电弧的长度和熔化速率的恒定,从而控制了凝同过程。可以有效的防止偏析现象,保障了铸锭的内在质量。 现代钛熔炼用VAR炉除具有以上两大特点外,还实现了VAR炉的大型化,现代VAR炉可熔炼直径为1.5m,重32t的大型铸锭.vAR法是现代钛及钛合金标准的工业熔炼法.还有以下技术需要解决.第一,电极制备方法.制备电极工艺非常繁琐.需要用昂贵的压力机将海绵钛、中间合金和返回残料压制成整体电极或单块小电扳.单块电极还需要焊接成自耗电极.同时为了保证自耗电极成分的均匀性,还需要配置布料、称料、混料等相应的设施。第二,偶尔存在的偏析等冶金缺陷.如成分偏析和凝固偏析。前者是由于杂质元素或合金元素在电极中分布不均匀.熔炼时来不及平衡分布就凝固所产生;后者是由于原料或工艺过程偶尔带入了高密度夹杂物(HDI) 和低密度夹杂物(LDI),这些夹杂物质在熔炼过程中无法彻底溶解,从而导致产生危害极大的夹杂等冶金缺陷。 1.2 非自耗真空电弧炉熔炼法(简祢NC法) 目前,水冷铜电极已经取代了钛工业起步阶段的钨一钍台金电投或石墨电扳,解决了工业污染问题,从而使NC法成为熔炼钛及钛台金的重要方法,几吨级的NC炉已在欧美运转。水冷铜电极分为两种类型:一种是自旋转的;另一种是旋转磁场的,其目的在于防止电弧对电极的烧损。NC炉也可分为两种:一种是在水冷铜坩埚内熔炼原料,在水冷铜模中浇铸成铸锭;另一种是在水冷铜坩埚内连续投人原料,熔炼和凝固。 NC法熔炼的优点是:①可以省去压制电极和焊接电极工序;②可以使电弧在物料上停留较长时间,从而提高铸锭成分均匀化程度;③可以使用不同形状和尺寸的原料,在熔炼过程
钛合金及其热处理工艺简述
钛合金及其热处理工艺简述 宝鸡钛业股份有限公司:杨新林 摘要:本文对钛及其合金的基本信息进行了简要介绍,对钛的几类固溶体划分进行了简述,对钛合金固态相变也进行了概述。重点概述了钛合金的热处理类型及工艺,为之后生产实习中对钛合金的热处理工艺认识提供指导。 关键词:钛合金,热处理 1 引言 钛在地壳中的蕴藏量位于结构金属的第四位,但其应用远比铜、铁、锡等金属滞后。钛合金中溶解的少量氧、氮、碳、氢等杂质元素,使其产生脆性,从而妨碍了早期人们对钛合金的开发和利用。直至二十世纪四五十年代,随着英、美及苏联等国钛合金熔炼技术的改进和提高,钛合金的应用才逐渐开展[5]。 纯钛的熔点为1668℃,高于铁的熔点。钛在固态下具有同素异构转变,在882.5℃以上为体心立方晶格的β相,在882.5℃以下为密排六方晶格的α相。钛合金根据其退火后的室温组织类型进行分类,退火组织为α相的钛合金记为TAX,也称为α型钛合金;退火组织为β相的钛合金记为TBX,也称为β型钛合金;退火组织为α+β两相的钛合金记为TCX,也称为α+β型钛合金,其中的“X”为顺序号。我国目前的钛合金牌号已超过50个,其中TA型26个,TB型8个以上,TC 型15个以上[5]。 钛合金具有如下特点: (1)与其他的合金相比,钛合金的屈强比很高,屈服强度与抗拉强度极为接近; (2)钛合金的密度为4g/cm3,大约为钢的一半,因此,它具有较高的比强度; (3)钛合金的耐腐蚀性能优良,在海水中其耐蚀性甚至比不锈钢还要好; (4)钛合金的导热系数小,摩擦系数大,因而机械加工性不好; (5)在焊接时,钛合金焊缝金属和高热影响区容易被氧、氢、碳、氮等元素污染,使接头性能变坏。 在熔炼和各种加工过程完成之后,为了消除材料中的加工应力,达到使用要求的性能水平,稳定零件尺寸以及去除热加工或化学处理过程中增加的有害元素(例如氢)等,往往要通过热处理工艺来实现。钛合金热处理工艺大体可分为退火、固溶处理和时效处理三个类型。由于钛合金高的化学活性,钛合金的最终热处理通常在真空的条件下进行。热处理是调整钛合金强度的重要手段之一。
非自耗真空电弧炉
东西仪器科技有限公司 产品名称:非自耗真空电弧炉 产品货号: wi69773 产地:国产 价格: 235000增票 详细说明 非自耗真空电弧炉是在真空条件下充入氩气熔炼各种金属样品的设备,适用于金属材料的研究、实验工作。可以广泛应用于高纯金属,难熔金属,半导体材料及放射性材料的冶炼及稀土材料的熔炼。主要特点: https://www.360docs.net/doc/db10484786.html, ? 功率大,性能稳定,操作简便;? 熔点高,含氧量低,杂质少;功能多:熔炼,吸铸,压片,任客户选择。技术指标:https://www.360docs.net/doc/db10484786.html, 熔化物料(g)7×70 电极最大电流(A) 550 引弧方式手动工作气体 Ar 真空度(Pa) 2x10-3 分子泵5x10-4 (价格另加)冷却方式水冷自动报警搅拌方式手动功能熔炼及成型特殊配置增加柱状和片状模具各一个,尺寸:4×70,1×10×70,其它同配630A电焊机、JK—200真空机组。注:图片及文字介绍仅供参考,请以实物为准
东西仪器科技有限公司 产品名称:非自耗真空电弧炉/真空熔炼炉 产品货号: wi58557 产地:中国 价格:215000增票 详细说明 非自耗真空电弧炉是在真空条件下充入氩气熔炼各种金属样品的设备,适用于金属材料的研究、实验工作。可以广泛应用于高纯金属,难熔金属,半导体材料及放射性材料的冶炼及稀土材料的熔炼。https://www.360docs.net/doc/db10484786.html, 一、设备配置: 1.卧式真空熔炼室一个; 2.电源:630A直流焊机一台; 3.真空设备:真空机组一套. 4.控制柜一个(内含复合真空计一台); 5.备用密封胶圈以及工具各一套。注:氩气瓶和气表自备. 二.应达到的技术指标和参数: https://www.360docs.net/doc/db10484786.html, 1.电源极限电流:630A.使用电流400-500A 2.真空度:2×10-3Pa; 3.冷却方式:水冷,含自动报警功能; 4.熔炼样品重量:7×70(g); 5.具有手动引弧,弧光保护,水压保护及机械手翻转系统。注:图片及文字介绍仅供参考,请以实物为准
真空自耗电弧炉熔炼钛铸锭的质量控制
真空自耗电弧炉熔炼钛铸锭的质量控制 安红刘俊玲范丽颖/AnHongLiuJunlingFanLiying Technology&Equipment 真空白耗电弧炉 熔炼钛铸锭的质量控制Qualitycontrolinsmeltingtitaniumingotsinvacuumarc-meltingfurnace 目前,我国生产钛及钛合金铸锭的基本方法仍为 真空白耗电弧炉熔炼法,该方法可满足一般工业的要 求,是一种成熟的工业熔炼方法(如下图). 评价钛及钛合金铸锭冶金质量的好坏,主要有以 下几点: ①化学成分均匀,各合金元素含量不仅达到标准 要求,而且要稳定地控制在一个最佳的含量水平. ②主要杂质(Fe,O等)控制适当范围,其它杂质 符合标准要求. ③铸锭内部无杂质,偏析,气孔,裂纹,缩孔和疏 松等冶金缺陷. ④铸锭表面光滑,无冷隔,折皱等表面缺陷,头 部缩孔切除量小,铸锭成品率高. ⑤合理的形状和精确的尺寸,适合压力加工的要
求,否则会增加工艺废品,降低成本. 图1钛及钛合金铸锭生产工艺流程图 影响铸锭质量的主要因素 Mainfactorsinfluencing价equalityofingots 原料,熔炼工艺参数(熔炼电流,电弧电压,真空 度,漏气率,冷却速度,搅拌磁场强度)选择的合理性 以及工艺过程控制的严密性决定着钛及钛合金铸锭的冶金质量.下面分别进行论述. (1)海绵钛海绵钛中常含有H,MgC1 (NaC1),Fe和H,O等杂质.当H含量高时,它将在熔炼过程大量排出,会使电弧不稳;氯化物含量多时,熔炼 过程操作困难,并会影响设备的寿命;铁含量高时,会 使材料耐腐蚀性能降低;原料潮湿将使钛锭含氧,氢量增高,从而降低其强度.因此,海绵钛必须满足相关标 准的要求,如纯度,均匀性和粒度.最为重要的是不能 含有高熔点钛的氧化物,氮化物或者其它高熔点颗粒. 这些高熔点颗粒有可能在最终产品中成为裂纹源. 据资料,分析高间隙缺陷发现,这些区域含有较 高的O,N,C,认为这些颗粒的来源之一就是海绵 钛.海绵钛生产过程中漏气或者污染的反应剂,有可 能导致N,O与产品反应. 迄今为止没有自动方法检验原料,并剔除这些污
TA15钛合金真空自耗电弧熔炼过程中的富钛偏析研究
第36卷第3期2019年6月 Vet.36No.3 Juce2019 Ti钛工业ifi展-F TANIUM TA15钛合金真空自耗电弧熔炼过程中的富钛偏析研究 张飞奇,孙宝洋,李啥嫣,车伟 (陕西天成航空材料有限公司,陕西咸阳712400) 摘要:通过超声波探测、显微组织观察、能谱分析及显微硬度测试等一系列表征方法,分析了实际工业生产中TA15钛合金棒材出现的富钛偏析问题。结果显示,富钛偏析区域经抛光腐蚀后呈亮白色,为a单相组织,合金元素较少,硬度低于基体。结合熔炼工艺过程分析发现,由于一次锭起弧熔炼流较小,熔炼温低,中间合金提前熔化,少量海绵钛颗粒未熔熔池,产生富钛偏析。并于二次熔炼时富钛偏析处于炉内焊接,重熔并不能将其完全消除。通过减少或取消铸锭炉内焊接,以及对需要焊接的半成品铸锭底部进行车削处理,能够减钛合金中的钛偏。 关键词:钛合金;偏析;真空自耗电弧熔炼;海绵钛 中图分类号:TG146.23文献标识码:A文章编号:1009A964(2019)03A38A4 Research on Rich-titanium in TA18Titaniom Alloy during Vacuum Arc Remelting Procest Zhang FeiqA Sun Baoyang,Li Hanysn,Cha Wai (Shaanxi Tian Cheng Aerospace Co.,Ltd.,Xianyang712400,China) Abstraci:In this papor,tha industu pudlem of Uch-titanium s/mobUo wvs reqresexted by ultrasonic detection, micmstrnctum oUsemaSou,exerps s pectrum analysis and vickers-2arnness test.Tha results show thst Uch-titanium repiov hss tha characteristics of gloss whito aftar polisUing etch,a phase;lsch of bluy element and lowar of hyOiss compared with tha bass.Furthe/nore,combined with tha analysis of tha smelting process,A is found thst duo to tha smabor corrext in tha melting stags,so tha melting temperature is low,soma inte/nediata bloys are melted in anvadce,and v smalt amount of titanium spongo paUiclas are melted and felt into tha molten pool;resulting in titanium-Uch sevuybion.Moreovar,this sevuybion repiov,becoming also v welded paU ingot in tha chambar,cvnnot ba completety eliminated tom follow-2p remelting process.Rich-titanium seyuyb/n in t/anium bloy con ba mhuod by mducii or eliminating welding in tha ingot fuuisco and by tuuiing off tha bottom of tha semi-finisUed ingot. Key wof U s:titanium bloy;seyreyatiou;vvcvum arc remelting;titanium spongo 0引言 工业生产中钛合金铸锭通常是将海绵钛、中间合金等混合压,通过多次真空自耗电弧熔炼(VAR)的方式获得[]。此种方法工艺灵活性高,低,但在真空自耗电弧熔炼过程中,由于中合金的纯净度及其在中的、熔炼时的、熔、熔炼艺条件的限制,容 收稿日期:2013-09-14 通信作者:张飞奇(1986—),男,工程师。易产生低密度夹杂、高密度夹杂和富集间隙夹杂等,钛合金零的[]。而,-有关钛合金富钛偏析的,对于富钛偏析的体有得到研究J T。 TA15钛合金是一a型钛合金,具有中等的室温和高温,优良的热稳、抗蠕变、 ,以及良好的焊接,应用于航领域[5]。本研究对TA15钛合金材中富钛偏析的特征及形,并提:进方案,以期为高品质TA15钛合金工业化生产提供
钛及钛合金锻造生产工艺规程汇总
更改控制页
本工艺规程适用于真空熔炼的钛及钛合金铸锭经加热、锻造、机加工等工序而制成棒坯、棒材、板坯、饼环材的生产,制定了每个生产工序的工艺制度和管理要求。 1简明工艺流程见表1。 2铸锭的准备 2.1生产工艺员在接到生产作业计划后,要仔细对计划部分内容进行审核,如有问题,及时和计划员沟通,确定无误后,方可编制生产工艺。并通知相关人员到库房领料。 2.2领料人员应根据GB/3620.1 钛及钛合金牌号和化学成分及化学成分允许偏差GB/3620.2及企标的有关规定,核对铸锭合格证,并核对合金牌号、锭号、规格和重量是否与实物相符,确认无误后,再进行转料。 2.3 铸锭转入锻造厂房应摆放整齐,将标识摆放于易看到的方位或用金属(记号笔)在铸锭的两端或表面将锭号明显标出。 2.4生产工艺员在投料前应仔细研究产品所执行的技术标准,保证其化学成份能满足该产品的技术要求。否则,不能投料。 2.5铸锭转入锻造车间后炉工在装炉前必须对铸锭进行涂层,涂层时将铸锭用垫木或导辊垫起,并将铸锭表面的杂脏物、油污用清洗剂擦洗干净后再涂防氧化涂层。 2.6涂层时将写锭号的地方不要涂,以便装炉前确认锭号是否正确。 2.7涂层的厚度应控制在0.2~0.4㎜。涂层后必须干透即24小时后方可装炉
铸锭 ↓ 涂层 ↓ 加热 ↓ 锻造 ↓ ↓↓↓ 打磨刨面打磨 ↓↓↓ 加热修磨加热↓↓↓ 锻造检查锻造↓↓↓ 热处理称重刻口↓↓↓ 机加板坯锯切↓↓ 探伤平头倒角↓↓ 取样 ↓↓ 检查 ↓↓ 修磨 ↓↓ 检查热处理↓↓ 称重机加↓↓ 包装探伤↓↓ 棒材取样 ↓ 检查 ↓ 称重 ↓ 包装 ↓ 饼环材
自耗电极真空电弧炉控制系统的设计
收稿日期:2007-03-10. 作者简介:宁欣(1976-),女,河南长垣人,讲师,河南科技大学在读硕士研究生。 自耗电极真空电弧炉控制系统的设计 宁 欣 1,2 ,李建朝 1 (1.河南科技大学,河南洛阳471003;2.河南科技学院,河南新乡453003) 摘要:针对纯模拟器件自耗电极真空电弧炉电极升降控制系统故障率高、维护量大等一系列问题,设计出了由P LC 和模糊控制组成的电极升降控制系统。介绍了系统主要硬件配置,并给出了主程序循环块方框图。该系统控制算法采用模糊控制算法,且根据现场工艺要求实现了从手动到自动的无扰切换功能。实验运行数据表明,基于模糊控制规律的电弧炉电极升降P LC 控制系统运行稳定可靠,操作方便,维护量小,对同行业的生产将起到推动作用。 关键词:电极升降;模糊控制;P LC;触摸屏 中图分类号:T M924.42 文献标识码:A 文章编号:167326060(2007)022******* D esi gn of Con sumable Vacuum Arc Furnace Electr i c Con trol System N ing Xin 1,2 ,et al . (1.Henan University of Science and Technol ogy,Luoyang,Henan 471003,China;2.Henan I nstitute of Science and Technol ogy,Xinxiang,Henan 453003,China ) Abstract:A i m ing at a series of p r oblem s such as high failure rate,a great deal of maintenance resulting fr om the self 2con 2su mp ti on electric pole vacuu m arc furnace electric pole fluctuati on contr ol syste m consisting of si m p le anal og device,the e 2lectric pole fluctuati on contr ol system consisting of P LC and fuzzy contr ol is designed .The main hard ware of the system and the skelet on diagra m of the main p r ogra m circulati on bl ock is als o given .Fuzzy algorith m is adop ted in the syste m,and the functi on of non 2disturbance shifting fr om manual mode t o aut omatic mode is realized according t o field p r ocess require ment .The date got fr om field manifests that arc furnace electric pole fluctuati on P LC contr ol system based on fuzzy contr ol rule has features of stable running,convenient operati on and little maintenance .The syste m will p r omote and i m pulse functi on t o p r o 2ducti on advance ment of the sa me trade . Key words:electric pole fluctuati on;fuzzy contr ol;P LC;t ouch screen 目前,自耗电极真空电弧炉电极升降控制系统一般采用模拟器件控制方式,实践证明,这种模拟器件 的控制方式带来了诸如故障率高、维护量大、生产成本高等一系列问题。为了解决这些问题,必须采用一种新的控制方式。考虑到P LC 功能齐全、应用灵活、操作方便、稳定可靠,是现代控制系统设备的发展方向,并且已经成功应用于冶金、石化、机械等多种工业场合,因此,选择P LC 设计出了电极升降的控制系统。 1 控制系统的设计 1.1 控制系统简介 本操作系统是采用触摸屏(A I GT3100B )结合松 下P LC (FPG 2C24R2)对电弧炉三个电极的数据采集仪表进行检测、控制,系统以P LC 为核心,由A,B ,C 三相电流互感器检测电极电流,后由智能仪表分别对A,B ,C 三相电流进行A /D 采样,采样信号由RS 2485总线送入P LC,P LC 根据采集到的信号按预置模糊控制算法进行运算,运算后由P LC 分别驱动六个液压换向阀进行相应时间的动作,进而控制各电极的自动升降速度及位置,同时使电弧炉满足所输入功率,从而达到了低电耗、高熔化率的炼钢目的。同时具有电流、功率、限位保护等功能。1.2 控制系统的硬件配置1.2.1 可编程控制器 FPG 2C24R2P LC 属于小型 4 6第35卷 第2期Vol .35 No .2河南科技学院学报(自然科学版) Journal of Henan I nstitute of Science and Technol ogy 2007年6月Jun .2007
真空自耗电弧熔炼制备钛合金技术的研究进展
2019年第48卷第3期Vol.48No .32019 INDUSTRIAL HEATING DOI:10.3969/j.issn.1002-1639.2019.03.018 真空自耗电弧熔炼制备钛合金技术的研究进展 刘欣欣 (商洛学院城乡规划与建筑工程学院,陕西商洛726000) 摘要:钛合金作为一种性能优良的合金被广泛应该用于航空航天领域,经过半个世纪的发展,钛合金的制备工艺有了明显提升,其中真空自耗熔炼技术是目前制备钛合金的主要熔炼技术。论述了真空自耗技术的主要研究现状,较为系统地介绍了改善真空自耗电弧熔炼技术的研究方法及手段,提出了未来真空自耗电弧熔炼控制技术的发展方向。关键词:真空自耗电弧熔炼;钛合金;研究进展中图分类号:TQ163 文献标志码:A 文章编号:1002?1639(2019)03?0067?03 Research Progress in Preparation of Vacuum Consumable Electrode EAF Remelting Technology of Titanium Alloys LIU Xinxin (Shangluo University School of Urban and Rural Planning and Building Engineering ,Shangluo 726000,China ) Abstract:As an excellent alloy ,titanium alloy is widely used in aerospace field.After half a century of development ,the preparation technolo?gy of titanium alloy has been significantly improved.Among them ,vacuum arc remelting technology is the main melting technology to prepare titanium alloy.This paper describes the main research status of vacuum consumable electrode EAF remeiting technology.And systematically in?troduces the methods and means that should be used to improve the vacuum consumable electrode EAF melting technology at present ,and puts forward the development direction of vacuum consumable electrode EAF melting control technology in the future.Key words:vacuum electrode EAF remelting ;titanium alloys ;research progress ——————————————————————— ————————————————— 收稿日期:2019?01?28 作者简介:刘欣欣(1990—),男,硕士,助教,研究方向为建 筑及结构检测与加固. 真空自耗熔炼(VAR )技术是利用直流电在真空条件中重新融化金属铸锭,从而在高温条件下可获得高质量低缺陷的钛合金材料。真空自耗工艺的主要流程为:原料制备→压制制备电极→形成自耗电极→熔炼→铸锭处理→检验。目前国际上虽然制备钛锭的方法较多(真空非自耗熔炼、真空感应凝壳熔炼、凝壳-自耗 电极熔炼)但主要的制备方法仍为真空自耗熔炼 (VAR )[1-2] 。真空自耗技术的关键在于如何控制电极的 熔化速率和重熔、冷却速率从而使得形成的钛锭缺陷最少。在多年的改进设计中仍然存在诸多缺陷问题,本文从VAR 的基本原理和工艺出发,概述VAR 技术目前发展的现状,以及提出此技术未来发展的趋势。 1真空自耗熔炼技术的原理及特点 图1为VAR 炉体的实物图和结构示意图,从图1中可以看出,电极在真空惰性气氛下,由于高电流的作用,电极将会溶解,在经过水冷坩埚后再次进行凝固,在此过程中,由于高电流电弧的作用,初始电极在熔融状态下有微量杂质元素挥发,从而达到精炼合金的作用[3-4]。 虽然在实际生产过程中会根据原料采用不同真空自耗熔炼形式,但是基本的设备及工艺流程是不变的。目前在真空自耗控制系统上也做出了调整,多采用计算机来精准控制熔炼的整个过程,使得电极的前端可以和坩埚表面保持恒定的距离,从而形成恒定的凝固模式。 真空自耗熔炼技术(VAR )相比于其他熔炼技术具有以下特点:①可以去除氢、硫、氮等杂质元素;②降低整个熔炼气氛条件下的微量杂质元素;③得到从下向上的近定向凝固柱状晶,对于宏观和微观偏析具有明 显的改善作用。 图1VAR 实物及示意图 2真空自耗熔炼技术存在的问题 对于制备所得的钛合金质量一般用以下几个标准进行评价:①是否符合初始规定得到设计参数;②铸锭 · ·67
自动称重真空自耗电弧炉
目前,航空航天、深水探测、国防军工等多项事业都在高速发展, 对高性能的钛、锆等活泼金属材料的各项性能提出了更高、更苛刻的要求, 原有的真空自耗电弧炉由于其结构和功能设计上的限制, 已经无法满足这些要求, 因而研制技术先进、自动化程度高、 满足工艺要求的真空自耗电弧炉已势在必行。真空自耗电弧炉的电子称重系统用于称量电极在熔化过程中的剩余重量, 一方面与计算机控制系统相配合, 实现恒熔速控制, 另一方面对熔炼工艺进行量化,即准确知道熔化过程是否该结束及结束前进行自动降电流补缩, 即对熔炼工艺过程进行量化控制。 以ALD的真空自耗电弧炉为例(见下图),在炉头上一般装有三个高精度传感器, 信号进入PLC 系统,工业控制计算机实现恒熔速、恒熔池深度控制,同时可使操作人员在熔炼过程中随时在计算机液晶显示屏上直接看到自耗电极的剩余重量, 当自耗电极重量为零时电源自动跳闸, 有利于安全操作。对于称重传感器的要求非常高-----高精度、抗干扰性强,另外称重系统的动态测量特性要好。
恰好,森玛特的丹麦Eilersen(艾勒森)全数字称重系统可以很好的满足以上要求, 与传统的应变式称重系统相比,艾勒森采用了电容式测量技术,拥有国际专利,测量精度高,传感器本身精度可达 1.5/10000,传感器变形量极小只有0.1mm, 称量速度快,最高可达1000次/S,传感器输出数字信号,抗干扰性能强,分辨率高,传感器本身分辨率可达100kg 分辨到200mg。实际应用稳态可达1/50000。 目前在光伏行业的蓝宝石晶体生长炉上应用广泛! 效果显著!
下图为基于两种不同测量技术的常规悬臂梁传感器。图2为传统的应变式传感器,应变计通过特殊的胶粘贴在弹性体表面,弹性体受力产生应变时会使得应变计电桥的电阻值发生变化,传感器的过载能力不允许超过额定载荷的200%,否则会损坏传感器的测量特性。 图1为 Eilersen 基于电容式测量原理的传感器,其核心为一陶瓷厚膜电容测量元件,放置在传感器弹性体内,并不与弹性体直接接触,因而完全不受过载、冲击和焊接电压的影响。工业测力、称重应用的最佳选择 电容式传感器受力产生的应变使得电容测量元件的电容参数发生变化。 电容测量技术简介 DIGITAL CAPACITIVE BASED MEASURING TECHNOLOGY Etc. 数字电容式称重传感器>> 传统应变式称重传感器>> 传感器弹性体受压变形产生内部测量元件电容的变化,测量元件直接将电容的变化转换成相应的RS485数字信号。通过单根RG-58同轴电缆将力的信号传输给传感器接口单元,经过接口单元对信号补偿和滤波处理再提供给控制单元使用,如PLC、PC、重量终端仪表等。接口单元能提供多种形式输出接口,如Profibus DP、DeviceNet、Modbus ASCII/RTU、RS232、RS485/422、4-20mA/0- 10VDC等,使得信号的处理更为灵活和方便。 电容测量元件对力的作用非常敏感。在相同力作用下,应变式传感器通常仅有0.1%的电阻变化,而电容测量元件的信号变化量为10%,相同量程规格的电容式 传感器所需弹性体的变形要求非常小,比应变式传感器变形量要小5至10倍。因此,极小的弹性体变形量以及测量元件与弹性体非接触的特点,使得电容式传感器与应变式传感器相比具备极强的抗冲击、抗过载能力。 艾勒森——全数字测力传感器信号处理过程 图1. 图2.
钛合金的制备方法
专题报道 钛合金的制备方法 一种用熔分钛渣制备含钛合金的方法 热处理钛合金的方法和所得零件 机械合金化热处理法制备6AI4V钛合金粉的工艺 冲压成形性和强度的平衡优异的钛或钛合金板 一种钛合金棒材的制备方法 一种低成本钛合金的制备方法 大规格高性能钛及钛合金锭的熔铸方法 一种粉末冶金钛合金及其制备方法 一种凝胶注模-自蔓延高温合成制备钛合金材料的方法 微量稀土合金化处理的TA16钛合金 一种低密度高铸造性能钛合金材料及其制备方法 一种低弹性模量的铸造钛合金 一种低密度高性能钛合金材料及其制备方法 一种钛合金TI-62222S及其制备方法 一种钛合金TI-811-1及其制备方法 通过粉末冶金法制备基于钛合金的并且TIB强化的复合部件的方法 一种用熔分钛渣制备含钛合金的方法 申请号:201110267053.6 公布日:2012-01-18 申请(专利权)人:攀钢集团攀枝花钢铁研究院有限公司 摘要:本发明提供了一种用熔分钛渣制备含钛合金的方法。所述方法包括以下步骤:将熔分钛渣直接热装入炉;升温至熔池澄清后,加还原剂进行冶炼,控制反应温度;反应完毕后,镇静沉降;出渣、出合金,冷却制得含钛合金。本发明采用钒钛磁铁矿直接还原或非高炉炼铁后得到的熔分钛渣为原料制备含钛合金,能够有效的利用熔分钛渣中的钛资源,采用热渣直接入炉的方式,降低了生产成本和能源消耗,对提高钒钛磁铁矿资源的综合利用率具有重要意义。 热处理钛合金的方法和所得零件 申请号:200980156528.5 公布日:2012-01-11 申请(专利权)人:奥贝尔&杜瓦尔公司 摘要:本发明涉及一种热处理Ti?5-5-5-3型钛合金的方法,该Ti5-5-5-3型钛合金具有以重量百分数计的以下组成:4.4-5.7%铝,4.0-5.5%钒,0.30-0.50%铁,4.0-5.5%钼,2.5-3.5%铬,0.08-0.18%氧,痕量至0.10%的碳,痕量至0.05%的氮,痕量至0.30%的锆,痕量至0.15%的硅,其余百分数是钛和杂质,其特征在于所述合金的热处理包括:将合金加热到800-840℃且低于该合金的β-转变的第一平台;维持第一温度平台1-3小时;在没有中间再加热的情况下将合金冷却至760℃-800℃的第二平台;维持第二温度平台2-5小时;将合金冷却至室温;将