磷化液配方
磷化液配方
说明书页数: 3
权项数: 002
文摘: 一种除锈磷化液,能实现酸洗磷化一步法工艺.它是由磷酸、
酒石酸、油酸酰胺丙烯二甲胺、磷酸三钠、聚氧乙烯辛烷基酚
醚、邻二甲苯硫脲和水配制而成.另外还配有添加剂--咪唑
啉衍生物,从而达到消除"三废"污染、提高金属表面的涂装
质量和降低成本的目的.
权利要求: 一种除锈磷化液,其中含有磷酸、酒石酸、油酸酰胺丙烯二甲胺、磷酸三钠、聚氧乙烯辛烷基酚醚、邻二甲苯硫脲。本发明
的特征在于该除锈磷化液还配有一种添加剂,该添加剂为咪唑
啉衍生物。
文摘: 本发明属于金属表面化学防腐用的锌钙系磷化液,由下述重量
比的物质组成,磷酸二氢锌∶硝酸钙∶磷酸∶硝酸镍∶柠檬酸
或葡萄糖酸∶柠檬酸或葡萄糖酸的钠盐或钙盐∶氟化钠∶水=
2.5∶3.5∶4.9∶-8.4∶0.5-1∶0.02
-0.16∶0.015-0.06∶0.002-0.04
∶0.002-0.8∶4-60。本发明的磷化液不仅低成
本、低能耗、省漆、磷化速度快,而且磷化膜质量好。
权利要求: 一种金属表面化学防腐用的锌钙系磷化液,其特征在于由下列重量比的物质所组成:(1)磷酸二氢锌:硝酸钙:磷酸
:硝酸镍:有机酸:有机酸盐:氟化钠:水=2.5-3.5
∶4.9-8.4∶0.5-1∶0.02-0.16∶0.
015-0.06∶0.0002-0.08∶4-60;
(2)氧化锌:磷酸:硝酸:碳酸钙:碳酸氢铵:硝酸镍:
有机酸:有机酸盐:氟化钠:水=0.8-1.1∶3-4∶
4.5-6∶3.5-5.5∶0.1-0.3∶0.02
-0.16∶0.015-0.06∶0.002-0.04
∶0.006-0.08∶4-60;所述的有机酸是柠
檬酸或葡萄糖酸,所述的有机酸盐是这二种酸的钠盐或钙盐。
文摘: 本发明采用革新方案,提供一种含丹宁酸的钢铁表面涂漆前处
理液—一步磷化液,适用于普碳钢、低合金钢、铸铁构件的涂
装前处理,采用本发明一步磷化液处理的钢铁构件,在7~3
0分钟可一步完成除油、除锈、磷化、钝化全过程,并在钢铁
件表面形成4~9μ的防腐膜,硫酸铜检验指标为3~14分
钟,用3%氯化钠溶液浸泡8小时无锈迹,室内存放一年半无
锈蚀,与油漆附着力达一级,处理方法采用槽浸、喷射和刷涂
皆可。
权利要求: 一种由除油剂、除锈剂、磷化剂、钝化剂组成的一步完成除油、除锈、磷化、钝化的钢铁表面涂漆前处理液——一步磷化液
,其特征在于加入含有丹宁酸的物质(如丹宁、栲胶)。
文摘: 本发明提出的机械零件中温锰基磷化是在高温锰基磷化液中加
入一种或两种添加剂,使磷化液的磷化温度下降20℃,并在
较短的时间内在金属表面获得均匀的和致密的磷化膜,这种膜
广泛应用于改善机械零件的减磨性,特别适用于改善齿轮的跑
合性能,提高抗胶合能力。
权利要求: 一种机械零件中温锰基磷化的方法,用浓度为40~65g/1马日夫盐,配成总酸点40~60,游离酸点4~6,酸比
1:9~13的磷化液。本发明的特征在于:磷化液加入浓度
为0.8~1.5g/1的添加剂EDTA二钠盐或浓度为1
~2g/1的添加剂硼酸,浸泡式磷化时,磷化温度为70~
85℃。磷化时间10~40分钟,磷化温度与磷化时间成反
比。
文摘: 一种磷化液及其制备方法。该磷化液是由硝酸钙,磷酸锌,硝
酸镍,硝酸钴,硝酸锡,柠檬酸,酒石酸,E.D.T.A,
表面活性剂OP和水组成。其制备方法是先由磷酸与氧化锌反
应生成磷酸锌,使氧化钙与浓硝酸反应生成硝酸钙,而后两部
分混合搅匀,再将上述物质加入搅匀,调节pH=2即可使用
。该磷化液用于金属表面喷、涂漆前的预处理,先用本发明的
酸洗液金属表面,水冲后,再将金属浸入磷化液中进行磷化。
权利要求: 一种磷化液,其特征在于由酸洗液和磷化液二部分组成,其重量百分组成为:(1)酸洗液:磷酸,5-50
硫尿,0.005-0.015十二烷基磺酸钠,0.0
5-0.15平平加,0.05-0.15氯化十六
烷基三甲铵,0.05-0.15柠檬酸,1-10
水,93.845-39.535(2)磷化液:硝
酸钙,5-15磷酸锌,5-15硝酸镍,0.15
-0.25硝酸钴,0.045-0.055硝酸锡
,0.045-0.055柠檬酸0.15-0.25
酒石酸,0.045-0.055E.D.T.A,0
.045-0.055表面活性剂OP,0.008-0
.02水89.512-69.26。
说明书页数: 6
文摘: 一种除油除锈磷化液,可使钢铁构件的清洗,除油、除锈、磷
化等工序同步进行,简化工艺,降低成本。钢铁构件经本发明
除油除锈磷化液浸渍处理后,可除去表面油、锈迹及表面氧化
皮,且表面层会形成轻量型磷化膜保护层,提高金属抗腐能力
。该层也增强了金属与油漆的粘着力,简化金属的涂漆工艺,
节省人力物力。配制、使用本发明除油除锈磷化液不污染环境
。
权利要求: 一种除油除锈磷化液,液中含有磷酸、柠檬酸、硫脲、磷酸三钠,聚氧乙烯辛基酚醚,其特征是该液还有添加剂,添加剂是
蓖麻油衍生物。
文摘: 本发明公开了一种常温防锈磷化液,它广泛适用于黑色金属材料,零件的磷化防锈处理对电镀、喷涂技术提供一种促进涂层
。它的主要特点是可以在常温下进行磷化处理,工序过程中工
件可以存放2~3天不生锈,无毒无刺激性气味,使镀层均匀
,附着力强,耐腐蚀性好。
权利要求: 一种可在常温下制作和操作的防锈磷化液,其特征在于由下列成份组成:磷酸、硝酸、氧化锌、亚硝酸钠、碳酸钠、水,按
其重量成份的配比为:H↓[3]PO↓[4]27.2kg
HNO↓[3]24.5kgZuO22kgN
a↓[2]CO↓[3]10kgH↓[2]O800k
g。
文摘: 一种用于钢铁表面防腐处理的磷化液,由磷酸、氧化锌、氧化剂、络合剂A、促进剂B等组成,现有磷化处理需加温35℃
-40℃低温或60℃-70℃中温条件下进行。磷化处理后
还要水洗、热风吹干或烘干,浪费时间,消耗大量的能源。本
发明的磷化液只需在0℃~37℃常温下进行不需水洗,不需
热风吹干和烘干只要自然干燥即可,减少了操作程序,节省能
源,降低了成本,具有成本低、投资少、应用范围广、效益高
等特点。
权利要求: 一种常温快速磷化液,由磷酸、氧化锌、亚硝酸钠、磷酸二氢锌、氧化剂、络合剂A、促进剂B组成,它在0℃~37℃温
度范围内使用,可在30秒至20分钟范围内进行磷化,磷处
理后不需热风吹干或烘干,不用水洗,可按配方比例配成浓缩
液、工作液、结晶、粉末状固态混合体,其特征:一般情况下
配方按克/升配比如下:A、磷酸25~35克/升(工
业级)氧化锌18~23克/升(工业级)磷酸二氢
锌22~30克/升(工业级)亚硝酸钠5~10克/升
(工业级)氧化剂0.2~0.5克/升(试剂纯)络合
剂A0.2~0.6克/升(试剂纯)促进剂B0.2~
0.6克/升(试剂纯)B、当没有络合剂A、促进剂B
存在时,以上磷化液也具相对的效果,C、磷化液处理的
钢铁表面呈彩色至灰色磷化膜。
文摘: 本发明涉及一种用于汽车,家用电器,各种仪器仪表待外壳钢
板进行磷化处理的磷化液及其制造方法。本发明由磷酸、硝酸
、氧化锌,催化剂硝酝镍等原料和水在常压下反应而成,本发
明使用温度低,较以前磷化液使用温度低10-20℃,使用
本发明,可在120-150秒内成膜,膜致密且薄,对漆类
和油类有较强的吸附力,因引,本发明可在大规模流水线作业
应用。
权利要求: 一种新型磷化液,其特征在于它是由磷酸、硝酸、氧化锌、催化剂、硝酸镍水在常压下反应而成,该磷化液的配方为:(克
/升)磷酸,5—15硝酸,3—10氧化锌,
3—15催化剂,0.01—2硝酸镍,0.3—3水,余量。
文摘: 本发明涉及一种室温磷化液及其配制方法,该磷化液是由磷酸
、硝酸、柠檬酸、硝酸锌、硝酸镍、硝酸铜、氧化锌、双氧水
、苯酐及水组成。其配制方法是在槽酸容器中将磷酸、硝酸、
柠檬酸混匀,再将用水调成糊状的氧化锌缓慢加入酸中,边加
边搅拌;然后再依次加入水、苯酐、双氧水、硝酸铜、硝酸镍
、硝酸锌,搅拌至完全溶解,然后用碳酸氢氨调节溶液酸度在
50点以下;该磷化液可用于汽车、家用电器等的金属表面静
电喷漆或涂漆前的预处理。
权利要求: 一种室温磷化液,含有磷酸、硝酸、柠檬酸、硝酸锌、硝酸镍、销酸铜、双氧水和水,其特征是磷化液的百分组分为磷
酸8—12%,硝酸1.8—3.2%;柠檬酸1.1—
2.9%,硝酸锌15.5—22.8%;硝酸镍0.4—1.2%,硝酸铜0.4—1.2%;氧化锌3—4.
5%,双氧水0.2—0.7%;苯酐0.08—1%,
其余量为水。
磷化液配方总
1.配方原料质量份 磷酸110~180 氧化锌30~50 硝酸锌150~170 氯化镁15~30 酒石酸5~10 十二烷基苯磺酸钠2~4 重铬酸钾0.2~0.4 钼酸铵0.8~1.2 水1000 2. 锌钙系磷化液重量比的物质组成 磷酸二氢锌∶硝酸钙∶磷酸∶硝酸镍∶柠檬酸或葡萄糖酸∶柠檬酸或葡萄糖酸的钠盐或钙盐∶氟化钠∶水=2.5∶3.5∶4.9∶-8.4∶0.5-1∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.002-0.8∶4-60。 3. 锌钙系磷化液重量比的物质组成 氧化锌:磷酸:硝酸:碳酸钙:碳酸氢铵:硝酸镍:有机酸:有机酸盐:氟化钠:水=0.8-1.1∶3-4∶4.5-6∶3.5-5.5∶0.1-0.3∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.006-0.08∶4-60; 4. 中温锰基磷化 用浓度为40~65g/1马日夫盐,配成总酸点40~60,游离酸点4~6,酸比 1:9~13的磷化液。本发明的特征在于:磷化液加入浓度为0.8~1.5g/1的添加剂EDTA二钠盐或浓度为1~2g/1的添加剂硼酸,浸泡式磷化时,磷化温度为70~85℃。磷化时间10~40分钟,磷化温度与磷化时间成反比。 5. 硝酸钙,磷酸锌,硝酸镍,硝酸钴,硝酸锡,柠檬酸,酒石酸,E.D.T.A,表面活性剂OP和水组成。 6. 酸洗液和磷化液 1)酸洗液:磷酸,5-50硫尿,0.005-0.015十二烷基磺酸钠,0.0 5-0.15平平加,0.05-0.15氯化十六烷基三甲铵,0.05-0.15柠檬酸,1-10水,93.845-39.535(2)磷化液:硝酸钙,5-15磷酸锌,5-15硝酸镍,0.15-0.25硝酸钴,0.045-0.055硝酸锡,0.045-0.055柠檬酸0.15-0.25酒石酸,0.045-0.055E.D.T.A,0.045-0.055表面活性剂OP,0.008-0.02水89.512-69.26。 7. 除油除锈磷化液 磷酸、柠檬酸、硫脲、磷酸三钠,聚氧乙烯辛基酚醚,其特征是该液还有添加剂,添加剂是 蓖麻油衍生物。 8. 常温下制作和操作的防锈磷化液 磷酸、硝酸、氧化锌、亚硝酸钠、碳酸钠、水,按其重量成份的配比为:H↓[3]PO↓[4]27.2kg HNO↓[3]24.5kgZuO22kgNa↓[2]CO↓[3]10kgH↓[2]O800kg。 9. 钢铁表面防腐处理的磷化液 磷酸、氧化锌、氧化剂、络合剂A、促进剂B等组成, 磷化处理需加温35℃ 10. 常温快速磷化液 磷酸、氧化锌、亚硝酸钠、磷酸二氢锌、氧化剂、络合剂A、促进剂B组成,它在0℃~37℃温 度范围内使用,配方按克/升配比如下:A、磷酸25~35克/升(工业级)氧化锌18~23克/升(工业级)磷酸二氢锌22~30克/升(工业级)亚硝酸钠5~10克/升(工业级)氧化剂0.2~0.5克/升(试剂纯)络合剂A0.2~0.6克/升(试剂纯)促进剂B0.2~0.6克/升(试剂纯)B、当没有络合剂A、促进剂B存在时,以上磷化液也具相对的效果,C、磷化液处理的钢铁表面呈彩色至灰色磷化膜。 11. 新型磷化液 磷化液的配方为:(克 /升)磷酸,5—15硝酸,3—10氧化锌, 3—15催化剂,0.01—2硝酸镍,0.3—3 水,余量。
磷化膜影响因素
磷化膜影响因素 磷化温度对磷化膜的成膜影响最大,其次是磷化液酸比,磷化时间对磷化膜的成膜 影响最小 磷化温度 提高磷化温度可以加快磷化速度,提高磷化膜的附着力、硬度、耐蚀性和耐热性,而且较高的磷化温度能够促进金属溶解并加速磷酸盐的水解反应,加快成膜速度[3]。但在高温条件下,Fe2+易被氧化成Fe3+而沉淀下来,使溶液不够稳定。且在磷化过程中升高温度会使部分磷酸盐水解,所以磷化温度的升高有一定的限度。 磷化膜的生成反应速率可表示为 酸比:总酸度和游离酸度 溶液的总酸度取决于马日夫盐的含量,提高总酸度能加速磷化反应,使磷化膜薄而细致。若总酸度过高,则溶液中易出现乳白色沉淀,且磷化后膜层过薄,易起黄锈。若总酸度过低,则磷化速度缓慢,膜层厚而粗糙,磷化膜的附着力不强,并存在空白。 游离酸度取决于磷酸的含量。如果游离酸度过高,则工件表面发黑,使磷酸离解受阻,铁在溶液中溶解变慢,不利于磷化膜的形成,从而导致磷化时间延长,磷化膜晶粒粗大多孔且耐蚀性降低。如果游离酸度过低,则磷化膜变薄,甚至没有磷化膜。 磷化时间 对膜层厚度及空隙率有影响
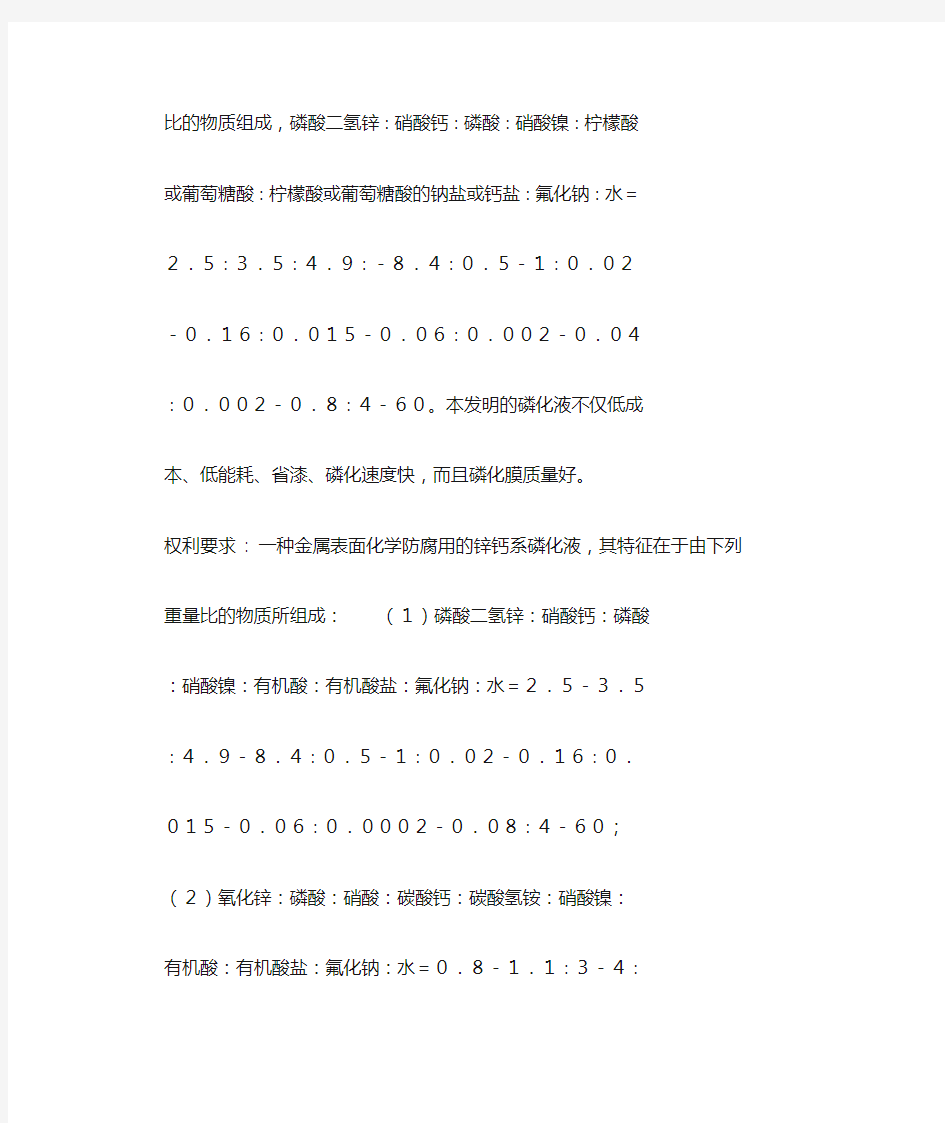
图:磷化时间与孔隙率的关系曲线--------------------------------------------------------------1 Fe2+含量控制起决定性作用,过高则磷化膜晶粒粗大多孔、Fe2+含量上升快、磷化时间延长,而偏低会使磷化膜变薄或不能成膜。严格控制Fe2+的过快增多是磷化溶液维护的关键之一。控制酸度比及NO-3与H2PO-4的最佳比例、适量添加铬合稳定剂如酒石酸等都能有效控制Fe2+过快升高,且有利于减少磷化沉渣生成、提高磷化膜层质量。若Fe2+含量超过允许范围,则磷化沉渣会增多,磷化膜质量劣化。-----------------------------------------------------174 试验证明磷化液中Fe2+的最佳含量为1. 5~3. 0 g/L。------------------------------------176 磷化工艺发展现状 磷化膜用作钢铁的防腐蚀保护膜,最早的可靠记载是英国CharlesRoss于1869年获得的专利现在磷化处理技术已广泛应用于汽车、船舶、军工、电器、机械等领域,其主要用途是防锈、耐摩减磨、润滑、涂漆底层等,从而较好解决了钢铁在环境中的腐蚀问题。随着磷化技术的进步,现代磷化正朝着低温节能、工艺简便、投资耗料少、无毒无污染的方向发展,如磷化温度由原来的高温(>85e)逐步降低到中温乃至室温(<30e),磷化处理时间由最初的几个小时缩短到目前的几分钟。磷化处理方式也从开始的纯浸渍法发展到喷淋法、馄除法以及浸喷馄混和法的自动化生产,磷化体系则由当初的单元体系(只有铁一种金属离子)发展到今天的多元体系(同时含有铁、锌、锰、镍、钙等多种金属离子) 磷化添加剂从无到有,大大改善了磷化膜的质量,提高成膜速度,已成为磷化液中不可缺少的成分"时至今日,新技术新工艺逐渐取代了旧技术旧工艺,还出现了常温“四合一”磷化处理液,多功能磷化处理液能减少处理工序,降低劳动强度,但在膜的致密性和防腐性方面需进一步的改善和提高。黑色金属的黑化和磷化相结合,在金属表面生成起到修饰、防护的作用共生膜,有着广阔的应用和推广价值。 磷化膜能够提高漆膜或其他有机涂料与金属的结合力及防护性,其主要原因,大体上可归纳如下: (1)磷化膜能够把金属基材表面的活性转化到最小的程度,把以后的腐蚀反应降到最低限度; (2)磷化膜能给金属提供一个“粗糙面”,给油漆或其它有机膜提供一个很好的咬合力,增强其附着力; (3)由于磷化过程除去了工件表明的各种无机污染物,如金属屑,轻微氧化物以及其它污物等,减少了影响附着力的内在不利因素;
(完整版)液压系统施工方案
液压系统施工方案 一、工程概况 攀钢集团成都钢铁有限公司Ф177精密轧管机组搬迁改造液压系统安装工程,由华夏建设公司承建。该工程液压系统设计(……),系统制造为(……),施工图设计为中冶赛迪技术股份有限公司。 液压管道为碳钢(20#)无缝钢管。 系统液压介质为L-HM46抗磨液压油。 系统管线压力及清洁度要求 二、编制依据 三、主要工作量 (1) H1连铸机管道
(2) H01主轧线管道 (3) H02主轧线管道 (4) H03主轧线管道 (5) H3主轧线管道
(6) H4主轧线管道 三、 施工方法、技术措施 1. 2. 施工的重点、难点
液压系统的设备、元件精密,重要设备设备、元件均为进口件,其订货周期长,因此,运输、安装液压设备,保护设备不被损坏为工作的重点之一。液压系统清洁度要求为NAS7级,因此,现场设备安装、管道切割、焊接、连接、加油、循环清洁,应以确保清洁度为工作中心;液压系统的使用压力最高达到30 Mpa,如何确保焊接质量,密封件的正确使用、安装,密封面的紧固,成为减少泄漏的重要环节。 3.设备的开箱验收 设备在运输至现场后,确认设备的规格、型号、数量,以及设备的外观是否完好,并作好开箱验收记录。暂时不能安装的设备,应作好保管、存放工作。现场的存放工作应有专人看护,防日晒雨淋,同时避免其它专业施工时对设备造成损坏。所有外露口均应包扎好,以免对设备造成污染。 4.油箱、油泵、阀站等设备安装 (1)设备安装前应根据设备图纸要求对设备的基础进行验收,校对基础的标 高,中心线及安装用的中心预埋件(如地脚螺栓、钢板等)位置是否正确和齐全。 (2)将放垫铁的基础面铲平,安放垫铁。 (3)在运输、搬运设备,应注意对液压元件进行保护,无起重设备的地点搬 运时,应垫以枕木、滚筒,辅以葫芦牵引;起吊、牵引的受力点应在支架、底座部位,不得使阀台、泵体等受力。 (4)设备就位后,用检测精度为0.05mm的条式水平仪检查,允许误差为 0.5mm/m。 (5)室内设备安装,应注意按先里后外的顺序进行。 (6)设备调整完后,须紧固地脚螺栓,将垫铁间点焊。 (7)以上工作完成后,填写《二次灌浆通知书》交由土建进行二次灌浆作业。 5.管道酸洗 本次工程使用的管材为20#碳无缝钢管,酸洗采用特制四合一磷化液酸洗,该液集酸洗、中和、脱脂、钝化为一体。采用槽式酸洗方法。 钢管在酸洗槽中浸泡到一定时候检查铁锈是否已除完,管壁呈鼠灰色; 无锈后,取出钢管,用干净、干燥的压空进行吹扫,直到管道内水份挥发完、
磷化配方中的主要成分
磷化配方中的主要成分 磷化配方中的主要成分 1:新型磷化药剂的种类: 对于新型涂装前处理的磷化药剂来说,一般指的是低温磷化药剂和常温磷化药剂。这两大药剂还进一步分为亚硝酸盐药剂和非亚硝酸盐药剂或内含促进剂药剂和外加促进剂药剂。如果按配方是否含镍盐来分,还可以分为有镍和无镍两种药剂。概括的说,新型磷化药剂是指低温的亚硝酸盐含镍的磷化药剂,低温内含促进剂非镍磷化药剂,常温亚硝酸盐含镍药剂,常温内含促进剂无镍药剂。 2:新型磷化药剂的特点 A:磷化温度低,能源消耗少。这类磷化药剂主要是指磷化温度在35-55度的低温磷化药剂和冬天也不需要加温的常温磷化药剂。 B:低污染,低毒性。这类磷化药剂是指无亚硝酸盐的药剂。尤其是不含亚硝酸盐也不含镍的药剂。当然类似铬离子等污染中的成分也没有。 C:长寿命,低成本。这类药剂是使用寿命长,单耗少,综合成本低的磷化药剂。 D:可以满足新型涂装方式,即可以满足电泳涂装和静电喷涂等新型涂装方式的磷化药剂。 E:操作简便,管理简单。这类药剂的组分少,添加方便,管理简单。 3:新型磷化药剂的基本成分和作用 新型的磷化药剂成分要比普通的中温和高温磷化药剂组分要复杂的多,除了成膜物质外,通常含有促进剂,改性剂,降渣剂,添加剂等多种成分。 成膜物质
A:磷酸二氢锌 新型磷化药剂的主要成分仍然是磷酸二氢锌,碱金属磷酸盐。磷酸二氢锌的制备一般用氧化锌和磷酸反应制得。制取1克的磷酸二氢锌约用锌0.28克磷酸0.8克。在锌系磷化液(粉)中,锌离子的含量对磷化膜的影响较大。一般的说,锌离子的含量高,可以形成更多的结晶核心,可以加速磷化反应。使磷化膜致密,光泽性好。但是锌离子含量过高,磷化膜结晶粗大,膜脆,挂灰,影响涂膜附着力。锌离子含量过低时,磷化膜薄,不利于磷化膜的形成。磷化时间延长。且磷化膜颜色发暗。根据磷化液中锌离子含量的不同,把锌系磷化液(粉)分为高锌,中锌,低锌。对于电泳涂装,主要采用含量在0.3-1.3克每升的低锌磷化液。对于镀锌钢铁工件的磷化主要采用含锌量在0.9-1.1克的低锌磷化液。 B:碱金属磷酸盐, 这类成膜物质主要在磷化液中。常用的碱金属磷酸盐包括碱金属一代磷酸盐,二代焦磷酸盐,多磷酸盐。它使磷酸与金属离子形成磷酸盐,构成磷化膜的成分。碱金属磷酸盐通常在金属表面形成均匀,致密的彩色磷化膜。碱金属磷酸盐所形成的磷化反应,产生的磷化沉渣少。槽液易于管理,使用成本低,但是由于磷化膜薄,耐蚀性较差。 C:磷酸 磷酸是与金属离子形成磷酸盐的成膜物质,其含量过多过少都直接影响磷化膜的质量。磷酸含量过高时,游离酸就会增加,磷化膜易返锈。磷酸含量过低时,槽液的稳定性就会降低,磷化沉渣就会增加。磷化膜发暗,多孔,甚至磷化不上。磷酸在磷化槽液中的含量一般为14-16克每升为宜。磷酸根和硝酸根的比值会直接影响磷化效果。 D:硝酸钙盐 作为成膜物质的硝酸钙盐主要在锌钙系磷化液(粉)中,它的制取一般用碳酸钙与硝酸反应,钙离子的加入,使磷化膜的结晶得到改善。并可以减少磷化前的表调工序。但是钙离子和锌离子的比值在磷化槽液中有个临界值的问题。当钙
无渣磷化液配方组成,磷化机理作用及技术开发
无渣磷化液配方组成,磷化机理作用及技术开发 导读:本文详细介绍了无渣磷化液的研究背景,理论基础,参考配方等,本文中的配方数据经过修改,如需更详细资料,可咨询我们的技术工程师。 无渣磷化液广泛应用汽车、机械加工、电子加工行业金属表面处理,禾川化学专业从事磷化液成分分析、配方还原、研发外包服务,为磷化液相关企业提供一整套配方技术解决方案。 一.背景 无渣磷化液广泛应用汽车、机械加工、电子加工行业金属表面处理,专业从事磷化液成分分析、配方分析、配方检测、配方还原、配方研制,为磷化液相关企业提供整套技术解决方案一站式服务。磷化是金属材料防腐蚀的重要方法之一,其目的在于给基体金属提供防腐蚀保护、用于喷漆前打底、提高覆膜层的附着力与防腐蚀能力及在金属加工中起减摩润滑作用等。磷化是常用的前处理技术,原理上应属于化学转化膜处理。工程上应用主要是钢铁件表面磷化,但有色金属如铝、锌件也可应用磷化。钢铁表面涂装前处理工艺指脱脂(除油)、除锈、表调、磷化。然而由于工件表面的状况不同,则生产工艺也有所不同,有的工艺中没有脱脂或没有除锈工序,有的工艺则没有表面调整工序,但磷化工序是绝对不可缺少的。 在涂装处理过程中,如果不清除油脂、氧化皮和锈层,不进行磷化处理,直接进行涂漆和静电喷涂,就会使钢铁表面的涂层产生脱落,失去了涂装的意义。 目前,国内外的金属加工业、薄板加工业、石油行业及汽车、自行车、高低压开关柜、防盗门、铁路等制造业普遍采用的是中、高温磷化,存在着操作不方
便、能源和材料消耗大、调整频繁、成膜不均、成本高等问题。为解决以上问题,常温磷化已成为国际磷化行业的必然和研究课题。常温磷化不仅可以有效地降低能源消耗,还可以解决操作不方便、材料消耗大、调整频繁、成膜不均、成本高等问题。 禾川化学技术团队具有丰富的分析研发经验,经过多年的技术积累,可以运用尖端的科学仪器、完善的标准图谱库、强大原材料库,彻底解决众多化工企业生产研发过程中遇到的难题,利用其八大服务优势,最终实现企业产品性能改进及新产品研发。 样品分析检测流程:样品确认—物理表征前处理—大型仪器分析—工程师解谱—分析结果验证—后续技术服务。有任何配方技术难题,可即刻联系禾川化学技术团队,我们将为企业提供一站式配方技术解决方案! 二、磷化液 2.1磷化概念 磷化液的主要成分是磷酸二氢盐,如zn(h2po4)2以及适量的游离磷酸和加速剂等。加速剂主要起降低磷化温度和加快磷化速度的作用。作为化学加速剂用得最多的氧化剂如no3-、no2-、cio3-、h2o2等。磷化是金属与稀磷酸或酸性磷酸盐反应而形成磷酸盐保护膜的过程。 工件(钢铁或铝、锌件)浸入磷化液(某些酸式磷酸盐为主的溶液),在表面沉积形成不溶于水的结晶型磷酸盐转化膜的过程,称之为磷化.把金属放入含有锰、铁、锌的磷酸盐溶液中进行化学处理,使金属表面生成一层难溶于水的磷酸盐保护膜的方法,叫做金属的磷酸盐处理。磷化膜层为微孔结构,与基体结合
磷化液配方
磷化液配方 说明书页数: 3 权项数: 002 文摘: 一种除锈磷化液,能实现酸洗磷化一步法工艺.它是由磷酸、酒石酸、油酸酰胺丙烯二甲胺、磷酸三钠、聚氧乙烯辛烷基酚醚、邻二甲苯硫脲和水配制而成.另外还配有添加剂--咪唑啉衍生物,从而达到消除"三废"污染、提高金属表面的涂装质量和降低成本的目的. 权利要求: 一种除锈磷化液,其中含有磷酸、酒石酸、油酸酰胺丙烯二甲胺、磷酸三钠、聚氧乙烯辛烷基酚醚、邻二甲苯硫脲。本发明的特征在于该除锈磷化液还配有一种添加剂,该添加剂为咪唑啉衍生物。 文摘: 本发明属于金属表面化学防腐用的锌钙系磷化液,由下述重量比的物质组成,磷酸二氢锌∶硝酸钙∶磷酸∶硝酸镍∶柠檬酸或葡萄糖酸∶柠檬酸或葡萄糖酸的钠盐或钙盐∶氟化钠∶水= 2.5∶ 3.5∶ 4.9-8.4∶1.5-1∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.002-0.8∶4-60。本发明的磷化液不仅低成本、低能耗、省漆、磷化速度快,而且磷化膜质量好。 权利要求:
一种金属表面化学防腐用的锌钙系磷化液,其特征在于由下列重量比的物质所组成: 1)磷酸二氢锌:硝酸钙:磷酸:硝酸镍:有机酸:有机酸盐:氟化钠:水=2.5-3.5∶4.9-8.4∶0.5-1∶0.02-0.16∶0.015-0.06∶0.0002-0.08∶4-60; 2)氧化锌:磷酸:硝酸:碳酸钙:碳酸氢铵:硝酸镍:有机酸:有机酸盐:氟化钠:水=0.8-1.1∶3-4∶4.5-6∶3.5-5.5∶0.1-0.3∶0.02-0.16∶0.015-0.06∶0.002-0.04∶0.006-0.08∶4-60; 所述的有机酸是柠檬酸或葡萄糖酸,所述的有机酸盐是这二种酸的钠盐或钙盐。 文摘: 本发明采用革新方案,提供一种含丹宁酸的钢铁表面涂漆前处理液 — 一步磷化液,适用于普碳钢、低合金钢、铸铁构件的涂装前处理,采用本发明一步磷化液处理的钢铁构件,在7-30分钟可一步完成除油、除锈、磷化、钝化全过程,并在钢铁件表面形成4~9μ 的防腐膜,硫酸铜检验指标为3~14分钟,用3%氯化钠溶液浸泡8小时无锈迹,室内存放一年半无锈蚀,与油漆附着力达一级,处理方法采用槽浸、喷射和刷涂
钢铁件磷化处理技术的应用及发展趋势
钢铁件磷化处理技术的应用及发展趋势 摘要:本文就钢铁的磷化处理做了较为详细的叙述,包括磷化处理的分类、工艺、磷化液的选取原则,以及钢铁磷化处理发展过程,最后主要从磷化药剂和磷化设备两方面来简述了 磷化处理未来的发展趋势。 关键词:钢铁磷化处理;工艺;原理;磷化剂;发展趋势 Abstract: In this paper, phosphate processing steel do a more detailed description, including the classification of phosphate processing, process, selection principle phosphate solution, as well as iron and steel phosphate processing development process, the last major pharmaceutical and phosphate from phosphate both devices to briefly phosphating future trends. Key words: Iron phosphate treatment; Principle; Bonderite; Development trends. 1、引言 目前随着国民经济的快速发展,钢铁已变成现代生产生活中必不可少的金属材料。由于铁的物理化学性质决定了它极易受环境的影响,与周围的介质发生化学反应生成锈蚀,使后处理的质量无法保证,从而减少使用寿命。为解决这个问题,研究金属的防护措施,采用磷化处理技术。钢铁表面磷化处理,是用化学的方法对要涂装的金属制品进行的必要的预处理。将金属表面与含磷酸二氢盐的酸性溶液接触,通过化学与电化学反应形成一种稳定的、不溶性的无机化合物膜层 []1。其主要作用是:通过对金属表面的磷化预处理。的过程,这层膜称之为磷化膜 使之易涂装、易喷塑、易涂蜡和上防锈油等,并能提高金属表面的耐腐蚀性能,有效抑制涂层下的腐蚀.磷化技术广泛应用于车辆、船舶、轻工、化工、机械、电器及国防等领域。其处理方法由最初的纯浸渍法发展到喷淋法、锟除法以及浸喷混合法的自动化生产;其体系由单一金属体系(铁)到今天的多元体系(铁、锌、锰、镍、钙);添加剂也从无到有,改善了磷化膜的质量,提高了成膜速度;黑色金属的黑化和磷化相结合,在金属表面生成的共生膜,起到了装饰、防护作用, []2。 有着广阔的应用和推广价值
钣金制作工艺流程
九江乐图钣金制作工艺流程 锯床 ↗ 确认图纸金工→压铆 ↗↗ 设计→展开平面图→制造部→数冲→折弯→齐套→磷化→成型→打磨 ↘↘ 编程激光 →补焊→打磨→清焊渣→喷塑→装机→成品包装 设计根据客户提供的三维结构图和提供的部件图及零件图展开零件平面图,在平面图中标出外形尺寸,孔径,孔距。转入编程,并指定加工流程(另附设计工作流程)设计人员将图纸流转到制造部,制造部按零件图要求,分三中形式进行加工 一、对于方管及槽钢一类的零件,转入金工车间加工,按已下程序加工 ①按图纸长度要求到阿玛达H-250SAH锯床进行下料加
②下料后的毛坯料需要钻孔的零件采用数冲加工模版,来对工件定位 ③先钻R1.5定位孔 ④按图纸要求的孔径尺寸钻孔 ⑤攻丝、拉铆、压铆等后续加工的孔,攻丝采用攻丝和手工攻丝机相结合的方法加工 ⑥需沉孔的零件,选用合适尺寸的90°钻头或沉孔器,进行沉孔加工 ⑦拉铆采用手动拉铆枪完成以上工序后,经检验确认合格后转入齐套库 二、对于需要激光加工的零件,按要求激光切割,切割的零件,经检验合格后转入齐套库 三、对于需要板材加工的零件内部安装板,及前后门板顶底板,侧板、前后屏蔽框,内部支架等钣金工件需要数控冲床来加工,来保证零件的度要求,操作工,按展开尺寸的要求,板材的厚度要求,来对板材进行数冲加工(数冲加工的程序另附)对加工完的平面零件检验 ,合格后转入到修毛刺工序,修毛刺接到数冲转来的板材进行逐一拆除连接部位,对零件的四周毛边修锉,修锉的工具有修边器具,平锉,半圆锉等工具来修毛刺,对修毛刺零件做到、不刮手、无尖角,边角圆润滑,经检验合格后零件与图纸一起流转到折弯处。
磷化液配方
磷化液配方与配制 磷化是金属材料防腐蚀的重要方法之一,其目的在于给基体金属提供防腐蚀保护,用于喷漆前打底、提高覆膜层的附着力与防腐蚀能力及在金属加工中起减摩润滑作用等。按用途可分为三类:涂装性磷化;冷挤压润滑磷化;装饰性磷化。按所用的磷酸盐分类有:磷酸锌系、磷酸锌钙系、磷酸铁系、磷酸锌锰系、磷酸锰系。根据磷化温度分类有:高温(80°C 以上)磷化、中温(50~70°C)磷化、低温磷化(40°C左右)和常温磷化(10~30°C)。 除了能产生灰色到黑色磷化膜外,还可以做黑色磷化。目前,有关黑色磷化技术可以分成两种类型。一种是改造原磷化液的配方,使磷化膜的颜色变为黑色;另外一种是将常温发黑和磷化分两步对钢铁进行表面处理。即先用常温发黑工艺对钢铁进行发黑,得到较好的黑色外观,再进行磷化处理以提高表面膜的附着力和耐蚀性。 微谱技术长期做磷化液配方还原,磷化液配方分析,对其组分做定性定量分析,产品性能改进等——微谱分析法提供了“金属表面处理剂”行业的综合技术解决方案。 常温磷化液配方(质量份) 原料1号2号原料1号2号 磷酸 4 3 硼氟酸钠0.8 0.5 氧化锌0.55 0.5 氯酸钠 2.5 2.5 硝酸锌 1.5 1 柠檬酸 2 1 硝酸镍 3 3.5 软化水加至100 硝酸锰 3.5 3 制备方法首先将氧化锌用少量混合湿润,加入磷酸,溶解完全后,再加入其他原料,搅拌均匀即可。 原料配伍本品各组分质量份配比范围为:磷酸2~4、氧化锌0.4~0.6、硝酸锌0.5~1.5、硝酸镍3~5、硝酸锰2~4、硼氟酸钠0.2~1、氯酸钠2~3、柠檬酸0.5~2、软化水加至100 本品由于加入了复合加速剂和复合钝化剂——硝酸镍、硝酸锰、硼氟酸钠和氯酸钠,使磷化膜与工件的结合速度快,结合更牢固。使磷化液磷化速度加快,并使成膜和强度大。 产品特性本品方法简单,被处理工件先要经预处理、脱脂、表调等工艺,使用工件表面无油、无锈及赃物,采用浸渍或喷淋方法施工,在常温下处理3~5min,无需加热,节省能源,操作方便。被处理的工件成膜致密、均匀、连续,成膜时间短,成膜强度大,能够满足汽车灯工件的要求。 低温锌系磷化液配方(g/L) 氧化锌100 乙二胺四乙酸0.66 80%磷酸230 柠檬酸 5 30%硝酸280 过硼酸钠 1 硫酸镍(NiSO4·6H2O) 2.67 碳酸钠 2.3 碳酸锰0.2 水加至1L 制备方法将各组分溶于水混合均匀即可
磷化工艺
磷化工艺
磷化(I)——基本原理及分类 磷化是一种化学与电化学反应形成磷酸盐化学转化膜的过程,所形成的磷酸盐转化膜称之为磷化膜。磷化的目的主要是:给基体金属提供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,提高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用。 1 基本原理 磷化过程包括化学与电化学反应。不同磷化体系、不同其材的磷化反应机理比较复杂。虽然科学家在这方面已做过大量的研究,但至今未完全弄清楚。在很早以前,曾以一个化学反应方程式简单表述磷化成膜机理: 8Fe+5Me(H2PO4)2+8H2O+H3PO4 Me2Fe(PO4)2·4H2O(膜)+Me3(PO4)·4H2O(膜)+7FeHPO4(沉渣)+8H2↑ Me为Mn、Zn 等,Machu等认为,钢铁在含有磷酸及磷酸二氢盐的高温溶液中浸泡,将形成以磷酸盐沉淀物组成的晶粒状磷化膜,并产生磷酸一氢铁沉渣和氢气。这个机理解释比较粗糙,不能完整地解释成膜过程。随着对磷化研究逐步深入,当今,各学者比较赞同的观点是磷化成膜过程主要是由如下4个步聚组成: ①酸的浸蚀使基体金属表面H+浓度降低 Fe – 2e→ Fe2+ 2H2-+2e→2[H] (1) H2 ②促进剂(氧化剂)加速 [O]+[H] → [R]+H2O Fe2++[O] → Fe3++[R] 式中[O]为促进剂(氧化剂),[R]为还原产物,由于促进剂氧化掉第一步反应所产生的氢原子,加快了反应(1)的速度,进一步导致金属表面H+浓度急剧下降。同时也将溶液中的Fe2+氧化成为Fe3+。 ③磷酸根的多级离解 H3PO4 H2PO4-+H+ HPO42-+2H+ PO43-+3H-(3) 由于金属表面的H+浓度急剧下降,导致磷酸根各级离解平衡向右移动,最终为PO43-。 ④磷酸盐沉淀结晶成为磷化膜
磷化处理技术+配方
磷化处理技术(1) 所谓磷化处理是指金属表面与含磷酸二氢盐的酸性溶液接触,发生化学反应而在金属表面生成稳定的不溶性的无机化合物膜层的一种表面的化学处理方法。所形成的膜称为磷化膜。它的成膜机理为:(以锌系为例) a)金属的溶解过程 当金属浸入磷化液中时,先与磷化液中的磷酸作用,生成一代磷酸铁,并有大量的氢气析出。其化学反应为; Fe+2H 3PO 4 =Fe (H 2 PO 4 ) 2 +H 2? ↑ (1) 上式表明,磷化开始时,仅有金属的溶解,而无膜生成。 b)促进剂的加速 上步反应释放出的氢气被吸附在金属工件表面上,进而阻止磷化膜的形成。因此加入氧化型促进剂以去除氢气。其化学反应式为: 3Zn(H 2PO 4 ) 2 +Fe+2NaNO 2 =Zn 3 (PO 4 ) 2 +2FePO 4 +N 2 ↑+2NaH 2 PO 4 +4H 2 O (2) 上式是以亚硝酸钠为促进剂的作用机理。 c)水解反应与磷酸的三级离解 磷化槽液中基本成分是一种或多种重金属的酸式磷酸盐,其分子式 Me(H 2PO 4 ) 2 ,这些酸式磷酸盐溶于水,在一定浓度及PH值下发生水解泛音法,产 生游离磷酸: Me(H 2PO 4 ) 2 =MeHPO 4 +H 3 PO 4 ( 3 ) 3MeHPO 4=Me 3 (PO 4 ) 2 +H 3 PO 4 ( 4 ) H 3PO 3 =H 2 PO 4 -+H+=HPO 4 2-+2H+=PO 4 3-+3H+ ( 5 ) 由于金属工件表面的氢离子浓度急剧下降,导致磷酸根各级离解平衡向右移动,最终成为磷酸根。 d)磷化膜的形成 当金属表面离解出的三价磷酸根与磷化槽液中的(工件表面)的金属离子(如
磷化液配方组成,磷化液成分分析技术及生产工艺
磷化液配方成分分析,磷化机理及技术工艺导读:本文详细介绍了磷化液的研究背景,理论基础,参考配方等,本文中的配方数据经过修改,如需更详细资料,可咨询我们的技术工程师。 磷化是金属材料防腐蚀的重要方法之一,禾川化学引进尖端配方破译技术,专业从事磷化液成分分析、配方还原、研发外包服务,为金属表面处理相关企业提供一整套配方技术解决方案。 一、背景 磷化是金属材料防腐蚀的重要方法之一,其目的在于给基体金属提供防腐蚀保护、用于喷漆前打底、提高覆膜层的附着力与防腐蚀能力及在金属加工中起减摩润滑作用等。磷化是常用的前处理技术,原理上应属于化学转化膜处理。工程上应用主要是钢铁件表面磷化,但有色金属如铝、锌件也可应用磷化。 钢铁表面涂装前处理工艺指脱脂(除油)、除锈、表调、磷化。然而由于工件表面的状况不同,则生产工艺也有所不同,有的工艺中没有脱脂或没有除锈工序,有的工艺则没有表面调整工序,但磷化工序是绝对不可缺少的。 在涂装处理过程中,如果不清除油脂、氧化皮和锈层,不进行磷化处理,直接进行涂漆和静电喷涂,就会使钢铁表面的涂层产生脱落,失去了涂装的意义。 目前,国内外的金属加工业、薄板加工业、石油行业及汽车、自行车、高低压开关柜、防盗门、铁路等制造业普遍采用的是中、高温磷化,存在着操作不方便、能源和材料消耗大、调整频繁、成膜不均、成本高等问题。为解决以上问题,常温磷化已成为国际磷化行业的必然和研究课题。常温磷化不仅可以有效地降低
能源消耗,还可以解决操作不方便、材料消耗大、调整频繁、成膜不均、成本高等问题。 禾川化学技术团队具有丰富的分析研发经验,经过多年的技术积累,可以运用尖端的科学仪器、完善的标准图谱库、强大原材料库,彻底解决众多化工企业生产研发过程中遇到的难题,利用其八大服务优势,最终实现企业产品性能改进及新产品研发。 样品分析检测流程:样品确认—物理表征前处理—大型仪器分析—工程师解谱—分析结果验证—后续技术服务。有任何配方技术难题,可即刻联系禾川化学技术团队,我们将为企业提供一站式配方技术解决方案! 二、磷化机理 2.1磷化概念 磷化液的主要成分是磷酸二氢盐,如Zn(H2PO4)2以及适量的游离磷酸和加速剂等。加速剂主要起降低磷化温度和加快磷化速度的作用。作为化学加速剂用得最多的氧化剂如NO3-、NO2-、CIO3-、H2O2等。磷化是金属与稀磷酸或酸性磷酸盐反应而形成磷酸盐保护膜的过程。 工件(钢铁或铝、锌件)浸入磷化液(某些酸式磷酸盐为主的溶液),在表面沉积形成不溶于水的结晶型磷酸盐转化膜的过程,称之为磷化。 把金属放入含有锰、铁、锌的磷酸盐溶液中进行化学处理,使金属表面生成一层难溶于水的磷酸盐保护膜的方法,叫做金属的磷酸盐处理。磷化膜层为微孔结构,与基体结合牢固,具有良好的吸附性、润滑性、耐蚀性、不粘附熔融金属(Sn、Al、Zn)性及较高的电绝缘性等。 2.2磷化液的分类
磷化钝化除油除锈专利——D0507)
磷化钝化除油除锈专利——D0507 1、不锈钢酸洗—钝化膏 2、不锈钢酸洗钝化剂 3、不锈钢氧化皮清除钝化剂 4、常温不水洗漆前锌钙磷化液 5、常温高效除油除锈清洗剂 6、常温黑色磷化液 7、常温静态型金属表面去油剂 8、常温磷化液 9、超低温多功能磷化液产品 10、超低温快速“四合一”磷化液 11、除油除锈钝化宽温磷化液 12、除油除锈防锈剂 13、除油除锈磷化液 14、除油除锈无渣常温磷化液 15、单面镀锌钢条的磷化处理方法 16、低温快速彩膜磷化剂 17、低温化锈防锈磷化液 18、低温快速磷化剂 19、电化学法金属表面除锈除垢工艺 20、齿轮电镀锌-铁合金及其黑色钝化工艺 21、镀锌三价铬白色钝化液 22、对磷化液补充的方法 23、钝化处理金属热加工工具的方法 24、多功能低温金属磷化液 25、改进的非促进铁磷化 26、钢工件表面钝化处理的方法 27、钢铁表面涂漆前处理液—一步磷化液 28、钢铁除锈、钝化新工艺 29、钢铁快速钝化处理工艺 30、钢铁冷变形加工的磷化液及其磷化工艺 31、高效常温除油除锈涂料 32、工业废磷化液的处理方法 33、光整锌花热镀锌板的磷化方法 34、固体羧酸水溶液加磷化锌杀虫 35、黑色金属表面钝化亚硝酸钠废液处理 36、黑色金属常温磷化剂 37、黑色磷化液 38、黑色磷化液及其制备方法 39、环保型多方式、快速节能铁系磷化液 40、机械零件中温锰基磷化 41、激光淬火前处理常温磷化新工艺 42、节能常温快速磷化液
43、金黄色膜常温磷化粉 44、金属表面高效除油除锈剂 45、金属表面磷化用的预漂洗液 46、金属除油除锈液及其制造方法 47、金属磷化工艺 48、浸渍磷化用的磷酸盐溶液 49、具有化学泳涂作用的快速无水磷化液 50、快速低温除锈液的制备及其应用 51、离子镀膜前工件处理工艺及除油、去污清洗剂 52、磷化液及其制备方法 53、绿色环保型常温磷化液的制备方法 54、钠盐镀锌极低铬二次钝化配方及工艺 55、耐高温除油化锈防护漆及其制造方法 56、钕铁硼制品的除锈方法及装置 57、气雾除油干洗剂 58、汽车涂装用中温磷化液 59、去除锈和油漆的方法及设备 60、热轧簿钢板磷化除锈方法 61、三价铬彩虹色钝化液 62、三元金属钝化剂配方和工艺 63、室温磷化液及其配制方法 64、水位表上的玻璃板不用拆装除锈法 65、碳素钢管酸洗、中和、钝化工艺及配方 66、铜和铜合金表面钝化处理方法 67、铜及铜合金表面钝化的新方法 68、涂装前处理清洁生产除油剂 69、锌、铁金属及其组件同槽磷化方法 70、锌钙系磷化液 71、锌磷化处理法和污染可能性减小的组合物 72、锌锰镍三元系中温磷化液 73、一种半水煤气除油方法 74、一种常温磷化液 75、一种除锈磷化液 76、一种除油剂及其生产方法 77、一种钢铁除锈磷化剂的配制工艺及其应用 78、一种钢铁除锈磷化液 79、一种钢铁除锈液的配方 80、一种钢铁工件常温高效除锈添加剂、制备及其用途 81、一种高效除锈防锈剂 82、一种含油乳化废水的破乳除油方法 83、一种黑色磷化处理的预处理液 84、一种基于新型吸附剂的废水粗粒化除油净化方法 85、一种节能型低宽温快速磷化液 86、一种马氏体不锈钢化学钝化工艺
磷化液的基本成分及其作用
磷化液的基本成分及其作用 1成膜物质 1.1磷酸二氢锌:锌系磷化液中,锌离子含量对磷化膜的影响较大。一般来说,锌离子含量高能形成更多的结晶核心,能加速磷化反应,磷化膜致密,光泽性好;但锌离子含量过高时,磷化膜结晶粗大,膜脆,挂灰,影响涂膜附着力;锌离子含量过低时,磷化膜变薄,磷化时间延长,且磷化膜颜色发暗。按锌离子含量不同,锌系磷化液分为高锌系、中锌系和低锌系。对于阴极电泳涂装,主要采用锌含量在0.3-1.3g/l的低锌系磷化液;对于镀锌钢板工件的磷化,则主要采用锌含量在0.9-1.1g/l的低锌系磷化液。 1.2碱金属磷酸盐:这类成膜物质主要用在铁系磷化液中,常用的包括碱金属一代磷酸盐、碱金属二代焦磷酸盐、碱金属多磷酸盐等,它使磷酸与金属离子形成磷酸盐,构成磷化膜的成分。碱金属磷酸盐通常在金属工件表面形成均匀、致密的彩虹色磷化膜。碱金属磷酸盐所形成的磷化反应,产生的磷化沉渣少,槽液易于管理,使用成本较低,但由于磷化膜极薄,抗腐蚀性较差。 1.3磷酸:它是与金属离子形成磷酸盐的成膜物质,其含量过多或过少都会直接影响磷化膜的质量。含量过高时,游离酸度增加,磷化膜易返锈;含量过低时,槽液稳定性会降低,磷化沉渣增加,磷化膜易发暗、多孔,甚至磷化不上。磷酸在磷化槽液中含量一般为14-16g/l为宜。 1.4硝酸钙盐:主要用在锌钙系磷化液中。钙离子的加入,使磷化膜的结晶得到改善,并可以减少磷化前的表调工序,但钙、锌离子的比值在磷化槽中有个临界值问题。当钙离子/锌离子 0.8时,钙离子才能参与成膜,低于0.8,钙离子便不能作为成膜剂。之所以存在这个临界值,是因为磷酸锌的溶度积要比磷酸钙小的多,而在磷化时,锌离子比钙离子更容易进入磷化膜的缘故。 2促进剂 促进剂又称催化剂,但却参与槽液反应,主要作用是促进磷化膜的生长,加快磷化速度,降低磷化温度,其种类与含量对磷化槽液的影响很大。新型磷化液与传统磷化液的区别主要体现在促进剂的差别上。促进磷化膜生长的方法有三类:氧化法、重金属盐法和物理法。 2.1硝酸盐:包括锌盐、钠盐、钾盐、钙盐、镁盐、镍盐等,既可单独使用,也可复合使用。优点是水溶性好、热稳定性高、促进能力强、亚铁离子积累减少、磷化沉渣少。硝酸盐促进剂的浓度范围较宽,一般使用浓度为硝酸根的1-3%。其在锌系磷化槽液中的促进能力,可用硝酸根与磷酸根的比值来衡量。比值越高,生成最大膜重所需时间就越短,膜重的值也越低,同时可有效减少单位膜重的沉渣量。由于硝酸盐促进剂的磷化槽液温度一般在65-93度范围,温度较高,因此一般将其与其它促进剂复合使用。 2.2亚硝酸盐:既是氧化剂,又是还原剂,但在磷化槽液中是一种强有力的氧化促进剂。其优点是:成本低廉,水溶性好,促进能力强,且自身可以产生一定的中和作用,在低温和常温条件下都是特别好的促进剂,磷化质量高,用量少(仅0.1-1g/l以下),但在磷化槽液的酸性条件下极不稳定,因而必须在使用使用过程中频繁补加或连续滴加。亚硝酸盐在磷化槽液中易分解产生二氧化氮,即使在不磷化工件时也会自行分解而消耗,所以在重新开始磷化工件时,必须单独补加。亚硝酸盐的用量是关键。如果用量太少,磷化速度慢,不能在规定的时间内生成连续的磷化膜,磷化膜也易泛黄;如果用量过多,
清洁型常温锌锰系磷化液研究
清洁型常温锌锰系磷化液研究 Ξ 余取民3, 李荣喜, 许第发, 宋 勇 (长沙学院生物工程与环境科学系,湖南长沙410003)[摘要] 为使磷化实现清洁生产,开发了一种用于钢铁表面涂装前处理的清洁型常温锌锰系磷化液,实现了磷化液的所有分子均能参加成膜反应,且产物为磷化膜、水、沉渣或在磷化膜干燥过程中挥发物的设计思想.该磷化液不含亚硝酸盐、重金属,在3~35℃下快速磷化可生成膜重约111g/m 2,耐CuS O 4溶液腐蚀时间达72~145s 的彩色磷化膜.磷化前免表面调整,磷化后免水洗. 关 键 词:锌锰系磷化;表面处理;常温;免水洗 中图分类号:TC174.4 文献标识码:A 文章编号:100025900(2007)022******* Study on Cleaning Z n -Mn System Phosphating Solution at R oom Temperature YU Qu -min 3, LI Rong -xi , XU Di -fa , SONG Yong (Department of Bioengineering and Environmental Science ,Changsha University ,Changsha 410003China ) 【Abstract 】 A cleaning Zn -Mn system phosphating s olution used in surface pretreatment of iron and steel at room tem 2perature was developed in order to perform cleaning phosphating production at room temperature.The design idea that all the m olecules or ions inv olved in the phosphating s olution could react with each other forming phosphating film ,water ,sediments or substances v olatilized in the process of coating dryness was performed.The phosphating s olution contains no nitrite and heavy metals.A colored film weighted 111g/m 2 formed through quickly phosphating at 3~35℃,which could resist to dropping CuS O 4s olution for 72to 135seconds.The surface of this w ork doesn ’t need water washed after phosphating. K ey w ords : Zn -Mn system phosphating ;surface pretreatment ;room temperature ;non -washing 钢铁磷化,是钢铁工件表面在磷化液中形成磷化膜的过程,现正朝着节能、低毒、无污染、膜均匀致密、膜薄且耐蚀性能好的方向发展[1].目前,常温磷化存在速度慢、磷化膜薄、膜耐蚀性差,磷化液中含有严重污染环境的NO 2-、F -、Ni 2+等有毒物质[2].工件从磷化液中取出后,工件表面残存磷化液中的Cl -、S O 42-、NO 3-、NO 2-、F -及过量的盐等会造成磷化后的工件锈蚀、挂灰,因此,磷化后的工件一般需要水 洗以清除这些残存磷化液 [3,4].工业生产中轻薄型磷化的工件带出的磷化液为35g/m 2左右,接近或超过磷化成膜的消耗量[5].清洗这些残存磷化液用的洗水量大,废水中含磷、氮、锌等有害物质多,排放前 必须处理.如果磷化后工件免水洗,这些残存磷化液用于成膜,可显著减少污染物排放、节约资源、增加磷化膜的厚度和耐蚀性.锌锰系常温磷化液配方简单,裸态磷化膜具有较好的抗大气腐蚀能力,涂层的附着力达一级[1] .本文旨在开发一种性能优良、磷化后工件免水洗的清洁型常温锌锰系磷化液.1 试验方法 111 主要仪器和试剂 LRH -250A 生化培养箱(广东医疗器械厂);DC -2006低温恒温槽(宁波天恒仪表厂);JS M -5600LV 扫描电子显微镜(SE M )与能谱仪(E DS )(日本电子公司). 湖南水口山矿务局的9915%的工业氧化锌;安徽江堰第二化工厂的99%的工业七钼酸铵;株洲杉木塘化工厂的85%的工业磷酸、成膜助剂和钢材. 第29卷第2期2007年6月 湘 潭 大 学 自 然 科 学 学 报Natural Science Journal of X iangtan University V ol.29N o.2Jun.2007 Ξ收稿日期:2006201226 基金项目:湖南省科技攻关资助项目(2006GK 3070) 作者简介:余取民(19622),男,湖南平江人,高级工程师.E -mail :qumin @https://www.360docs.net/doc/db14339323.html,
常温磷化液
新型常温磷化液 一、概述 磷化处理是指用酸性磷酸盐溶液处理金属,经过化学和电化学反应使其表面形成一层主要由难溶磷酸盐组成的膜层,其目的是为了在一定程度上提高金属的耐蚀性和抗粘着磨损能力。由于磷化处理工艺简单,操作容易,成本低廉,故广泛应用于机械、汽车、航空、造船以及家庭日用品制造等工业。石油钻采工具在设计和加工制造时,对连接螺纹都要求进行磷化处理,中石油行业标准《钻具螺纹电刷镀镀铜和磷化方法(SY/T5711─95)》明确规定了石油钻具螺纹的磷化方法及标准。 传统磷化工艺分为高温磷化(80~98℃)、中温磷化(60~70℃)、低温磷化(35~55℃)和常温磷化(35℃以下)。就其膜层质量和耐蚀性来讲,高、中温磷化要高于低、常温磷化。但是,由于这些传统磷化工艺都需要将工件浸渍在磷化液中或对其进行连续喷淋,才能实现磷化的目的,因此,使其在一些大型工件应用中受到限制,例如修复后的石油钻具(钻杆)接头螺纹部位,就无法应用传统的磷化工艺对其磷化。 石油钻具是钻井施工中传递扭矩、输送钻井液的重要工具,工作中钻具与钻具连接和卸扣非常频繁,钻具接头螺纹腐蚀与磨损现象较为严重。为了提高钻具接头螺纹的使用寿命,新出厂的钻具,接头螺纹部位都进行了高温磷化或者槽镀铜处理。修复钻具(钻杆),由于体积太大且接头螺纹的工况条件与整体钻杆不同,因此,如何提高修复钻具(钻杆)接头螺纹的使用寿命,是石油界科技人员一直在探讨的问题。 二、修复钻具(钻杆)接头螺纹磷化现状 正因为磷化能在一定程度上提高金属的耐蚀性和抗粘着磨损能力,而且工艺简单、操作容易,成本低廉,因此,磷化处理一直是所有从事钻具修理企业采用的钻具螺纹处理工艺。中石油行业标准《钻具螺纹电刷镀镀铜和磷化方法(SY/T5711─95)》中规定石油钻具螺纹的磷化方法,是依据上世纪八十年代大庆石油管理局研制的一种应用“磷化膏”对钻具螺纹磷化工艺而制定的。该项技术是在常温下采用刷涂的方法进行施工,比较适合于大批量的修复钻具应用,很快在国内修复钻具的企业得到推广和应用。该工艺中的“磷化膏”像稀泥一样,施