常见的加工材料和其切割性能
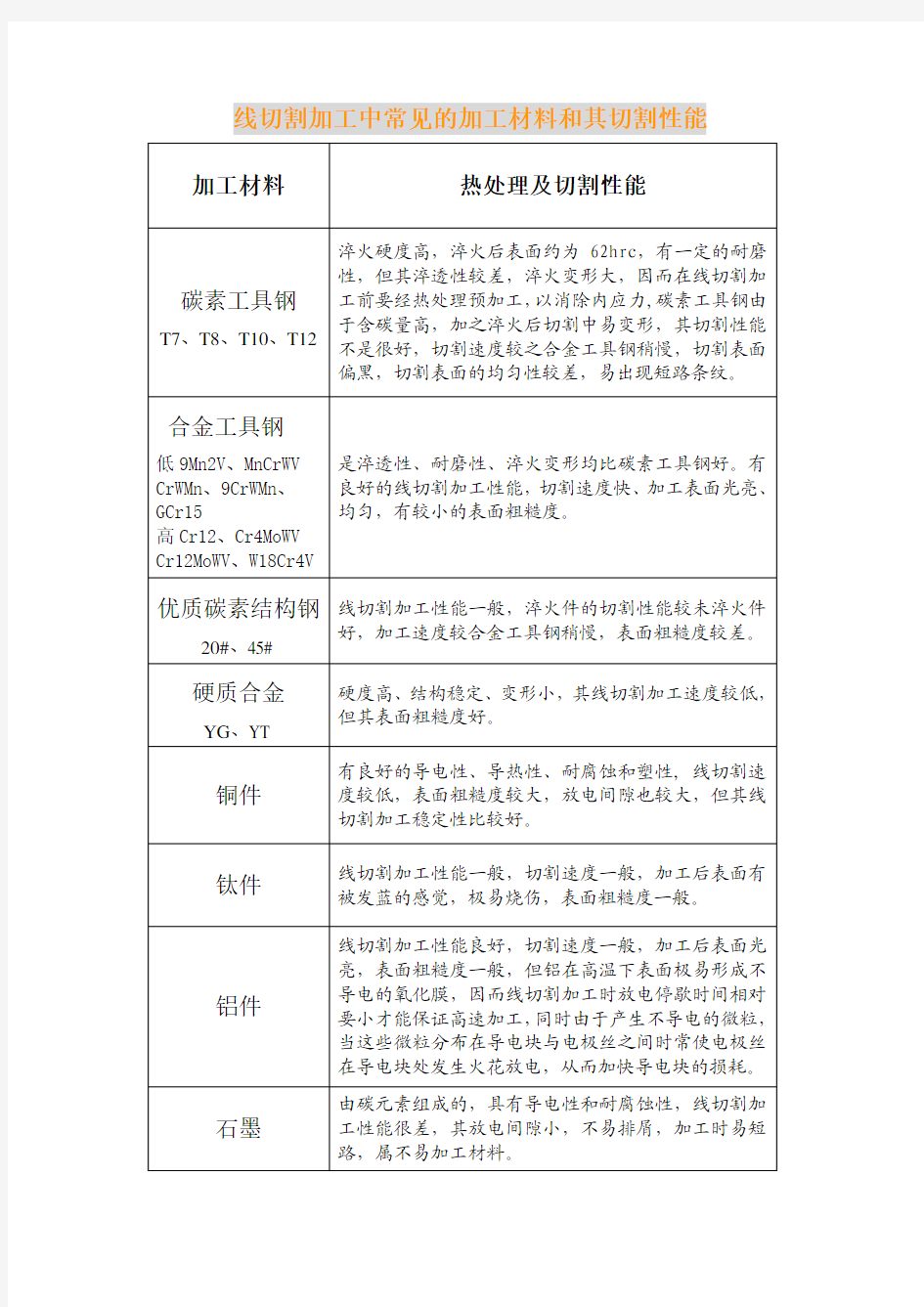

线切割加工中常见的加工材料和其切割性能加工材料热处理及切割性能
碳素工具钢T7、T8、T10、T12淬火硬度高,淬火后表面约为62hrc,有一定的耐磨性,但其淬透性较差,淬火变形大,因而在线切割加工前要经热处理预加工,以消除内应力,碳素工具钢由于含碳量高,加之淬火后切割中易变形,其切割性能不是很好,切割速度较之合金工具钢稍慢,切割表面偏黑,切割表面的均匀性较差,易出现短路条纹。
合金工具钢
低9Mn2V、MnCrWV CrWMn、9CrWMn、 GCr15
高Cr12、Cr4MoWV Cr12MoWV、W18Cr4V 是淬透性、耐磨性、淬火变形均比碳素工具钢好。有良好的线切割加工性能,切割速度快、加工表面光亮、均匀,有较小的表面粗糙度。
优质碳素结构钢
20#、45# 线切割加工性能一般,淬火件的切割性能较未淬火件好,加工速度较合金工具钢稍慢,表面粗糙度较差。
硬质合金YG、YT 硬度高、结构稳定、变形小,其线切割加工速度较低,但其表面粗糙度好。
铜件有良好的导电性、导热性、耐腐蚀和塑性, 线切割速度较低,表面粗糙度较大,放电间隙也较大,但其线切割加工稳定性比较好。
钛件线切割加工性能一般,切割速度一般,加工后表面有被发蓝的感觉,极易烧伤,表面粗糙度一般。
铝件线切割加工性能良好,切割速度一般,加工后表面光亮,表面粗糙度一般,但铝在高温下表面极易形成不导电的氧化膜,因而线切割加工时放电停歇时间相对要小才能保证高速加工,同时由于产生不导电的微粒,当这些微粒分布在导电块与电极丝之间时常使电极丝在导电块处发生火花放电,从而加快导电块的损耗。
石墨由碳元素组成的,具有导电性和耐腐蚀性,线切割加工性能很差,其放电间隙小,不易排屑,加工时易短路,属不易加工材料。
金属材料切削加工性
第一章金属材料切削加工性 切削加工性:Machinability,指金属材料被切削加工成合格零件的难易程度。例如:以车削45#钢为例: 材料硬度HB200(正火) 单位切削力κc=200kg/mm2 用YT15车刀车削:IT8 νc=120 θ=800oC 此种车削方法家喻户晓,人人皆知,谁都会做,没什么难点。 1. 铝合金,这是比较好加工的,κc=70,νc=800m/min时,θ也不高,T很长。 2. 灰口铸铁HT200 κc=114 断屑 切削加工性评价指标: ①刀具耐用度高;T ②许用切削速度高;νc ③已加工表面易于达到; ④车削时断屑; ⑤切削力小,切削温度低。F c θ 3. 45#淬火HRC50 切削力F c大,切削温度θ高,刀具耐用度T低。 一般情况下不车,只能磨削。IT8 §1—1 衡量切削加工性指标
以车削45#钢(HB200)为参照基准: 刀具材料:YT15; 刀具耐用度:T=60min ; [ν60]j =100m/min ; 当切削LY12 ν60=300m/min 相比 []6060300 3100 r j νκν= == 一、称相对加工性 相对加工性比较表 二、衡量指标: 1. 刀具耐用度T : T 较长,加工性较好。 例:45#钢 T=60min 30C r M n SiA T=20min 加工性差。 2. 切削速度νc : 例:45#钢 νc =100m/min YT15 LY12 νc =300m/min YG15
300 3 100 r κ= = 加工性好。 泰勒公式: 0.4c A T ν= 切削速度是根据刀具耐用度确定的。一定刀具耐用度下有一个允许的切削速度νT 。 3. 切削力F c (或者κc ) 凡切削力大者,加工性差。 单位切削力κc 比较 4. 切削温度(θ) 凡是切削温度高者,加工性差。 切削温度比较表 条件: νc =60m/min a p =3 f=0.1 见图(一) θo
机械材料切削性能研究3
徐州建筑学院继续教育学院 专业专科毕业论文 机械材料切削加工性能的研究学生姓名: 学号: 指导教师: 专业: 年级: 教学点:江苏省交通技师学院 二0一二年六月
摘要:材料的化学成分不一样, 材料的组织结构不同, 热处理的方法不同, 力学性能也不同, 其切削加工性也完全不同。而切削加工性又会影响刀具的耐用度、零件表面质量、产品的生产率, 甚至使被加工零件变成次品、废品。因此, 必须对影响工件材料切削加工性的因素进行分析, 为以后选择正确的加工工艺路线提供依据。主要对影响工件材料切削加工的各种因素如材料的力学性能、物理性能、化学性能、化学成分、金相组织等进行了较为详细的分析, 并提出了改善工件材料切削加工性的基本途径。 关键词:切削加工、热处理、工艺路线,物理特性 Abstract: Chemical composition is not the same as the organizational structure of the material, heat treatment, mechanical properties, its machinability is also completely different. Cutting would affect the durability of the tool parts surface quality, the product of productivity, even the parts to be processed into defective, waste. Therefore, we must analyze the factors affecting the machinability of the workpiece material to provide a basis for the future to select the correct processing line. On a variety of factors influence the machining of the workpiece material, such as the mechanical properties, physical properties, chemical properties, chemical composition, microstructure, etc. in a more detailed analysis, and basic way to improve workpiece material machinability. Keywords:Machining, heat treatment, process route, the physical characteristics
机械加工常用金属材料及特性
简介:1. 45——优质碳素结构钢,是最常用中碳调质钢。主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。应用举例 1. 45——优质碳素结构钢,是最常用中碳调质钢。 主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。焊接件注意焊前预热,焊后消除应力退火。 2. Q235A(A3钢)——最常用的碳素结构钢。 主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。应用举例: 广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。 3. 40Cr——使用最广泛的钢种之一,属合金结构钢。 主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。 应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。 4. HT150——灰铸铁。应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等 5. 35——各种标准件、紧固件的常用材料 主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。冷态下可局部镦粗和拉丝。淬透性低,正火或调质后使用应用举例: 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件 6. 65Mn——常用的弹簧钢。应用举例:小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制做弹簧环、气门簧、离合器簧片、刹车弹簧、冷卷螺旋弹簧,卡簧等。 7. 0Cr18Ni9——最常用的不锈钢(美国钢号304,日本钢号SUS304)特性和应用: 作为不锈耐热钢使用最广泛,如食品用设备,一般化工设备,原于能工业用设备 8. Cr12——常用的冷作模具钢(美国钢号D3,日本钢号SKD1) 特性和应用: Cr12钢是一种应用广泛的冷作模具钢,属高碳高铬类型的莱氏体钢。该钢具有较好的淬透性和良好的耐磨性;由于Cr12钢碳含量高达2.3%,所以冲击韧度较差、易脆裂,而且容易形成不均匀的共晶碳化物;Cr12钢由于具有良好的耐磨性,多用于制造受冲击负荷较小的要求高耐磨的冷冲模、冲头、下料模、冷镦模、冷挤压模的冲头和凹模、钻套、量规、拉丝模、压印模、搓丝板、拉深模以及粉末冶金用冷压模等
机械加工常用材料与表面处理
机械加工中常用材料与表面处理 本人虽是机械专业本科毕业,但是对于机械原理和机械设计的基本知识仅仅是知道点,而机械加工的很多基本知识连知道点都不敢说。其主要原因还是自己上课时没有好好学习,加之在学校的时候用得少,就造成一无所知了。直到工作后,才陆陆续续的画了一些的图纸,但是碰到加工方面的问题总是使自己很窘迫,因为没搞清楚或不知道而做出来废品给企业和社会造成的损失和浪费就更加惭愧了。因此查找了一些互联网上的资料,结合自己少许的经验,归纳了一些常用的机械加工中常用材料和表面处理的基本知识。一是更进一步了解这些知识点的同时加深印象;二是今后方便查看(书本早已卖掉换钱了);三来如有需要者看到了,或者帮到了他们,就甚是欣慰了。 1.材料 材料大类上可以分为金属材料和非金属材料,金属材料一般都是合金,分类和命名也是根据合金中某种成分的含量进行划分的;非金属材料多为塑料,做结构时相对金属用得少,但是某些特殊的地方用起来优点很多。 1.1 钢和铸铁 钢和铸铁可以说都是铁碳合金,以含碳量2.11%为分界。钢又分为碳素钢和合金钢(为了获得某些特殊性能而加入一些合金元素),下面的表是一个关于钢的大概分类 表格1 钢 钢(含碳量 <2.11%) 名称与牌号用途说明 碳素钢(碳钢):含碳量小于2.11%并含有少量硅、锰、硫、磷杂质的铁碳合金含碳量越高,钢的硬度越大,韧性越小碳素结构钢:Q195, Q215,Q235,Q255, Q275,Q345。这些牌号 表示屈服强度 Q235、Q255可用于螺栓、螺 母、拉杆、连杆及建筑、桥梁结 构件; Q275用于强度较高转轴、心轴、 齿轮等; Q345用于船舶、桥梁、车辆、大 型钢结构。 Q235(以前叫A3钢) 属工程用钢,主要用作结 构件,如角钢,槽钢、工 字钢和钢板等,高压输电 线路的杆塔很多都是 Q235镀锌的,而埃菲尔 铁塔是锻铁组成的。 优质碳素结构钢:08、 10、20、35、40、45、 50。这些牌号的表示含碳 量(万分之几) 08钢,含碳量低,塑性好,主要 用于制造冷冲压零件; 10、20钢,常用于制造冲压件和 焊接件; 35、40、45、50钢属中碳钢,经 热处理后可获得良好的综合力学 性能,主要用制造齿轮、套筒、 轴类零件等。 45钢属机械用钢,塑性 较高,强度低,易加工, 一般都是表面处理提高强 度硬度后用作机械零件
机械加工常见的表面处理种类和作用
机械加工常见表面处理的种类基本原理和用途 表面处理工艺:静电喷涂、烤漆、镀锌、镀铬、镀镍、镀钛、镀金、镀银、铝阳极、浸渗、喷油、喷砂、DLC处理、铁氟龙处理、染黑、冷电镀 静电喷涂:静电喷涂是利用高压静电电场使带负电的涂料微粒沿着电场相反的方向定向运动,并将涂料微粒吸附在工件表面的一种喷涂方法。静电喷涂设备由喷枪、喷杯以及静电喷涂高压电源等组成。 静电喷涂的作用 1、一次涂装可以得到较厚的涂层,例如涂覆100~300μm的涂层,用一般普通的溶剂涂料,约需涂覆4~6次,而用粉末涂料则一次就可以达到该厚度。涂层的耐腐性能很好。 2、粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。 3、采用粉末静电喷涂等新工艺,效率高,适用于自动流水线涂装,粉末利用率高,可回收使用。 4、除热固性的环氧、聚酯、丙烯酸外,尚有大量的热塑性耐脂可作为粉末涂料,如聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等。 粉末涂料开始用于防护和电气缘方面,随着科技的发展,目前已广泛使用于汽车工业、电气绝缘、耐腐蚀化学泵、阀门、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。我国自六十年代开始粉末涂装的实验研究,并在生产上得到应用。发展到目前已广泛得到使用。 烤漆:在基材上打上底漆、面漆,每上一遍漆,都送入无尘衡温烤房,烘烤。 镀锌:是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。颜色有很多种,一般常见的有蓝白色、银白色等。 镀铬:在金属制品表面镀上一层致密的氧化铬薄膜,可以使得金属制品更加坚固耐用。镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬一般采用比较多的是常在高温条件下使用的机械,如:模具等,镀装饰铬顾名思义,主要目的就是为了表面光亮、外形美观、防锈等等。
金属材料的工艺性能
金属材料的工艺性能 金属材料的工艺性能是指制造工艺过程中材料适应加工的性能,即指其铸造性能、锻造性能、焊接性能、切削加工性能和热处理工艺性能。 1、铸造性能 金属材料铸造成形获得优良铸件的能力称为铸造性能,用流动性、收缩性和偏析来衡量。 1)流动性熔融金属的流动能力称为流动性。流动性好的金属容易充满铸型,从而获得外形完整和尺寸精确、轮廓清晰的铸件; 2)收缩性铸件在凝固和冷却的过程中,其体积和尺寸减少的现象称为收缩性。铸件用金属材料的收视率越小越好; 3)偏析铸锭或铸件化学成分和组织的不均匀现象称为偏析,偏析大会使铸件各部分的力学性能有很大的差异,降低铸件的质量。 被铸物质多为原为固态,但加热至液态的金属,如铜、铁、锡等,铸模的材料可以是沙,金属甚至陶瓷。南关菜市场东头前两年有两个人把大量的铝易拉罐盒熔化后倒进模子里铸成大大小小的铝锅、铝盆等 2、锻造性 工业革命前锻造是普遍的金属加工工艺,马蹄铁、冷兵器、铠甲均由各国的铁匠手锻造(俗称打铁),金银首饰加工、金属包装材料是锻造与冲压的总和。什么是锻造性能? 锻造性能:金属材料用锻压加工方法成形的适应能力称锻造性。
锻造性主要取决于金属材料的塑性和变形抗力。塑性越好,变形抗力越小,金属的锻造性能越好。高碳钢不易锻造,高速钢更难。 (塑性:断裂前材料产生永久变形的能力。) 3、焊接性 金属材料对焊接加工的适应性成为焊接性。也就是在一定的焊接工艺条件下,获得优质焊接接头的难易程度。钢材的含碳量高低是焊接性能好坏的主要因素,含碳量和合金元素含量越高,焊接性能越差。4、切削加工性能 切削加工性能一般用切削后的表面质量(用表面粗糙程度高低衡量)和道具寿命来表示。金属材料具有适当的硬度和足够的脆性时切削性良好。改变钢的化学成分(如加入少量铅、磷等元素)和进行适当的热处理(如低碳钢进行正火,高碳钢进行球化退火)可以提高刚的切削加工性能。(热处理的四把火:正火、退火、淬火、回火等,后面我们将进一步学习。)铜有良好的切削加工性能。 5、热处理工艺性能 钢的热处理工艺性能主要考虑其淬透性,即钢接受淬火的能力。(淬火能获得较高的硬度和光洁的表面),含锰、铬、镍等元素的合金钢淬透性比较好,碳钢的淬透性较差。铝合金的热处理要求较严,铜合金只有几种可以熔热处理强化。三国时诸葛亮带兵打仗,请当时的著名工匠蒲元为他造了3000把钢刀,蒲元用了(清水淬其锋)的热处理工艺,经过千锤百炼,使钢刀削铁如泥,从而大败敌军.有关方面的成语:趁热打铁、斩钉截铁等。
金属材料切削加工性
第一章 金属材料切削加工性 切削加工性:Machinability ,指金属材料被切削加工成合格零件的难易程度。 例如:以车削45#钢为例: 材料硬度 HB200(正火) 单位切削力 κc =200kg/mm 2 用YT15车刀车削: IT8 ν c =120 θ=800oC 此种车削方法家喻户晓,人人皆知,谁都会做,没什么难点。 1. 铝合金,这是比较好加工的,κc =70, νc =800m/min 时,θ也不高,T 很长。 2. 灰口铸铁HT200 κc =114 断屑 切削加工性评价指标: ① 刀具耐用度高; T ② 许用切削速度高; νc ③ 已加工表面易于达到; ④ 车削时断屑; ⑤ 切削力小,切削温度低。 F c θ 3. 45#淬火 HRC50 切削力F c 大,切削温度θ高,刀具耐用度T 低。 一般情况下不车,只能磨削。 IT8 §1—1 衡量切削加工性指标 以车削45#钢(HB200)为参照基准: 刀具材料:YT15; 刀具耐用度:T=60min ; [ν60]j =100m/min ; 当切削L Y12 ν60=300m/min 相比 []6060300 3100 r j νκν= == 一、称相对加工性 1. 刀具耐用度T : T 较长,加工性较好。 例:45#钢 T=60min 30C r M n SiA T=20min 加工性差。 2. 切削速度νc :
例:45#钢 νc =100m/min YT15 LY12 νc =300m/min YG15 300 3 100 r κ== 加工性好。 泰勒公式: 0.4c A T ν= 切削速度是根据刀具耐用度确定的。一定刀具耐用度下有一个允许的切削速度νT 。 3. 切削力F c (或者κc ) 凡切削力大者,加工性差。 4. 切削温度(凡是切削温度高者,加工性差。 条件: νc p θo 10 20 30 40 50 60 70 80 90 100 110 120 130 νc m/min 图(一) 1—GH131 2—1Cr18Ni9Ti 3—45#钢(正火) 4—HT200 YT15—45# YG8—GH131 1Cr18Ni9Ti HT200 γo =15o α0=8o κr =75o λs =0o γε=0.2 a p =3 f=0.1
常用机械加工材料(金属类)
常用机械加工材料(金属类) 1、45号钢 最常用中碳调质钢,号钢的一种,数字“45”代表的是该钢材的平均含碳量为0.45%,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。焊接件注意焊前预热,焊后消除应力退火。 2、Q235A 最常用的碳素结构钢,又称为A3钢。具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。“Q”是“屈”的拼音首字母,代表屈服极限的意思,“235”代表该钢材的屈服值,在235MPa左右,后面的字母代表质量等级,质量等级共分为A、B、C、D四个等级,Q235A钢的质量等级为A级。 广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。 3、40Cr 使用最广泛的钢种之一,属合金结构钢。经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。 调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中
温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。 4、HT150 灰铸铁,字母“HT”是“灰铁”的拼音首字母,抗拉强度为150MPa,中等强度的铸铁,具有良好的铸造工艺性能,常用于箱体、机床床身等零件。 齿轮箱体、机床床身、箱体、液压缸、泵壳体、阀体、飞轮、气缸盖、带轮、轴承盖等 5、35号钢 号钢的一种,各种标准件、紧固件的常用材料,数字“35”代表的是该钢材的平均碳含量为0.35%。强度适当,塑性较好,冷塑性高,焊接性尚可。冷态下可局部镦粗和拉丝。淬透性低,正火或调质后使用 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件 6、65Mn 弹簧钢的一种,小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制做弹簧环、气门簧、离合器簧片、刹车弹簧、冷卷螺旋弹簧,卡簧等。 7、0Cr18Ni9 最常用的不锈钢之一,作为不锈耐热钢使用最广泛,如食品用设备,一般化工设备,原子能工业用设备,另外还有1Cr18Ni9、3Cr18Ni9等常用的不锈钢材料。 8、Cr12 常用的冷作模具钢,Cr12钢是一种应用广泛的冷作模具钢,属高碳高铬类型的莱氏体钢。该钢具有较好的淬透性和良好的耐磨性;由于Cr12钢碳含量高达2.3%,所以冲击韧度较差、易脆裂,而且容易形成不均匀的共晶碳化物;
第七章 工件材料的切削加工性习题
第七章工件材料的切削加工性 工件材料的种类繁多,性能各异。本章主要研究工件材料的切削加工性、影响切削加工性的因素和改善切削加工性的办法。 7.1 必备知识和考试要点 1.了解切削加工性的概念和衡量指标。 2.熟悉影响材料切削加工性的因素。 3.掌握改善材料切削加工性的办法。 4.了解难加工材料切削加工的问题和对策。 7. 2 典型范例和答题技巧。 [例7.1] 工件材料切削加工性的含义是什么?为什么说它是相对的? [答案] 工件材料切削加工性是指在一定的条件下,工件材料切削加工的难易程度。由于切削加工的条件和要求不同,材料的切削加工性有不同的内容和指标。所谓材料切削加工的难易,都是相对某种工件材料而言,这种难易程度是一个相对概念。例如以45钢为基准时,可以说高强度钢切削加工性不好,就是相对于45钢而言。 [例7.2] 常用的切削加工性衡量指标有哪些?各用于什么场合?何谓相对加工性? [答案] 常用的切削加工性衡量指标有:(1)以表面加工质量衡量切削加工性。容易获得好的加工表面质量的材料,切削加工性好,反之则差。该指标是零件精加工时常用的衡量指标。(2)以刀具耐用度衡量切削加工性。在相同的切削条件下加工不同材料时,刀具耐用度较长,或允许的切削速度较高,或切除金属体积较多,切削加工性好。其中相同切削条件下比较刀具耐用度和相同刀具耐用度下比较允许的切削速度是最常用的切削加工性指标,可适用于各种加工条件。(3)以单位切削力、切削温度衡量切削加工性。在相同的条件下,切削力小、切削温度低时,材料的切削加工性好。在粗加工或机床刚性、动力不足时用这种衡量指标。(4)以断屑性能衡量切削加工性。在自动机床、组合机床及自动生产线或深孔钻削等对工件材料断屑性能有要求时,采用这种衡量指标。 相对加工性K v是指以强度 b=0.637GPa的45钢的v60为基准,记为(v60);其它被切削材料的v60与之相比的数值,称为相对加工性,即,K v= v60/(v60);K v愈大,切削加工性愈好。 [例7.3] 影响工件材料切削加工性的主要因素有哪些?如何影响? [答案] 影响工件材料切削加工性的主要因素有:(1)工件材料的硬度。硬度包括材料的常温硬度、高温硬度、硬质点和加工硬化。硬度高时,切削力大,切削温度高,降低了刀具耐用度,甚至发生刀尖烧损或崩刃。(2)材料的强度。材料强度包括常温强度和高温强度。材料强度高时,切削力大,切削温度高,刀具磨损加快。(3)工件材料的塑性和韧性。塑性大时,切屑变形大,切削力增大,切削温度也较高,易发生粘结,刀具磨损加大,工件加工表面也粗糙。塑性低或呈脆性时,刀刃处的切削负荷大,刀具磨损加剧。工件材料韧性大时,断屑困难。(4)材料的导热系数。导热系数小的材料,切削温度高,切削加工性差。(5)材料的化学成分。化学元素对材料的作用不相同,影响材料的物理机械性能。钢中Cr、Ni、V、Mn、W、Mo等元素能提高材料的强度和硬度;而铅、硫、磷等能降低材料的强度和塑性,从而影响材料的加工性能。铸铁中硅、铝、铜等元素能促进铸铁碳的石墨化,可提高切削加工性;Cr、Mn、P、S等元素阻碍石墨化,会降低切削加工性。(6)材料的组织。材料的组织不同,其物理机械性能就不同,切削加工性也不一样。铁素体塑性大,切削加工性不好,珠光体硬度、强度、塑性等比较适中,切削加工性好。索氏体和托氏体、渗碳体和马氏体等,或强度大,或硬度高,或两者兼有,切削加工性差。奥氏体塑性、韧性大,加工硬化严重,切削加工性差。 [例7.4] 为什么说低碳钢与高碳钢的切削加工性都不如中碳钢?
机械加工常见手段、常用材料及表面处理
常规加工手段的介绍(冷加工) ●车床:加工圆柱形、圆环、圆洞(精度较高) ●铣床:对工件的边、槽、不规则孔加工(精度高、价格偏贵) ●钻床:钻孔、攻丝(被钻孔外圆与工件边缘距离不能小于1mm) ●剪床:矩形板料剪切(精度低<±0.5mm>、方便) ●冲床:依照模具快速加工(适合数量较大的金属板件加工,但需要开模具、 被加工的金属板不能太厚,危险) ●线切割:武侠小说中的“盘龙丝”或《龙门飞甲》中范晓萱所使用的天蚕丝 就可以理解为线切割,机加工中起切割作用的是钼丝(精度很高、能切出各种形状,但价格贵) ●刨床:大型工件的局部或整个面磨平、开槽(它很多功能用铣床或磨床都能 代替的,适于中型或大型零件的加工) ●磨床:跟刨床有相似之处,边、面磨平(可以磨得很光滑,表面光洁度要求 高的加工手段;但很多情况下都可以用砂轮代替它……不多见,有点危险)●镗床:掏一个圆洞或加工曲面(有点贵) ●电火花:比如说你需要打一个很小很深的孔或窄缝(能加工硬度很大的金属, 要求工件导电,所以只能加工金属……火灾制造者) 机械加工常用材料介绍 机械加工中,用得最多的金属是铜铁铝这三类;用得最多的非金属是玻纤板、聚四氟乙烯。 铜类: ?黄铜——除铜以外主要以锌为添加元素,牌号从H96到H59,最常见最好
买的是H65、H62、H59这三种牌号;H是“黄”的汉语拼音首字母,后面的数字表示铜所占的百分比,数字越大,材料越软、延展性越好、在车床铣床上加工时,常常会有“粘刀”现象。 ?青铜——首先记住铍青铜和磷青铜,他们的弹性非常好!弹簧、点接触导电 元件首选他们……可能铍青铜要比磷青铜好买一些;另外常见的还有锡青铜、铅青铜、铝青铜,三者都比较适合铸造件,铝青铜的强度耐磨耐腐蚀最好。 ?紫铜——也叫红铜,就是纯铜。T1、T2、T3、T4四个牌号,T1的含铜量 是99.95%,延展性好、导电特性好,当然也很软(车床加工有点考手艺)…… 一般导电部分或屏蔽部分用这个材料。 铁类: ?不锈钢——这个不解释……地球人都知道。在一定范围内,镁的含量越高, 越不容易生锈; ?镔铁——就是那种很薄、亮白色、有冰片一样的东西(80后童年时常见的 路边小店中公用电话的保护壳),弯折后用铆钉固定,加工起来比较方便快捷,如果没处理边沿的话,锋利的它很容易将人划伤。 ?冷轧铁——就是咱们平时生活中常说的铁,机械加工中用得最多的铁,若你 在图纸中标注以“铁”为材料,一般默认就是这种,不进行电镀等表面处理的话,容易生锈;在一些没有特殊要求的地方,用这种材料比起铜便宜得多。 ?4J36——俗称殷钢或可阀,在中国能买到的温度膨胀系数最小的金属材料就 是它! 铝类: ?硬铝(Ly12)——硬度、机械强度都比较适中,拿来做仪器仪表的底板、面
工程材料性能包括使用性能和工艺性能。使用性能是指材料
工程材料的性能包括使用性能和工艺性能。使用性能是指材料在使用条件下表现出来的性能如力学性能、物理性能和化学性能;工艺性能是指材料在加工过程中反映出的性能如切削加工性能、铸造性能、塑性加工性能、焊接性能和热处理性能等。其具体的分类如下: 一、强度、刚度、塑性、硬度 材料在静载荷的作用下所表现出的各种性能称为静态力学性能。材料的静态力学性能可以通过静载试验确定,该试验可以确定材料在静载荷作用下的变形(弹性变形、塑性变形)和断裂行为,这些数据广泛应用于结构载荷机件的强度和刚度设计中,也是材料加工工艺有关材料变形行为的重要资料。在生产金属材料的工厂,静载试验是检验材料质量的基本手段之一。此外,科学工作者也能够从材料的变形和断裂行为的分析中得到很多有关材料性能的重要资料,这些资料对于研究和改善材料的组织与性能十分必要。 一、拉伸试验 拉伸试验是工业上应用最广泛的金属力学性能试验方法之一。这种试验方法的特点是温度、应力状态和加载速率是确定的,并且常用标准的光滑圆柱试样进行试验。通过拉伸试验可以揭示材料在静载荷作用下常见的三种失效形式,即弹性变形、塑性变形和断裂。还可以标定出材料最基本的力学性能指标,如屈服强度σ0.2、抗拉强度σb、断后伸长率δ和断面
收缩率ψ。 1、拉伸试验曲线 拉伸试验曲线有以下几种表示方法: (1)载荷-伸长曲线(P-ΔL)这是拉伸试验机的记录器在试验过程中直接描画出的曲线。P是载荷的大小,ΔL指试样标距长度L0受力后的伸长量。 (2)工程应力-应变曲线(σ-ε曲线)令F0为试样原有的横截面面积,则拉伸应力σ=P / F0,拉伸应变ε=ΔL / L0。以σ-ε为坐标作图得到的曲线就是工程应力-应变曲线,它和P-ΔL曲线形状相似,仅在尺寸比例上有一些差异。图2-1为低碳钢的拉伸曲线。由图可见,低碳钢在拉伸过程中,可分为弹性变形、塑性变形和断裂三个阶段。 (3)真应力-应变曲线(S-e曲线)指试样在受载过程中任一瞬间的真应力(S = P / F)和真应变(e = ln L / L0)之间的关系曲线。 图2-1低碳钢的工程应力-应变曲线 2、弹性和刚度 (1)弹性:当外加应力σ小于σe(如图2-1)时,试样的变形能在卸载后(σ=0)立即消失,即试样恢复原状,这种不产生永久变形的性能称为弹性。σe为不产生永久变形的最大应力,称为弹性极限。 (2)刚度:在弹性范围内,应力与应变成正比,即σ=Eε,或E=σ/ε,比例常数E 称为弹性模量,它是衡量材料抵抗弹性变形能力的指标,亦称为刚度。它是一个对组织不敏感的参数,主要取决于材料本身,与合金化、热处理、冷热加工等关系不大。 3、强度 强度是指在外力作用下材料抵抗变形和断裂的能力,是材料最重要、最基本的力学性能指标之一。 (1)屈服点与屈服强度 屈服点σs与屈服强度σ0.2是材料开始产生明显塑性变形时的最低应力值,即
复合材料的机械加工方法
复合材料的常规机械加工方法 一、锯切 玻璃纤维增强热固性基体层压板,采用手锯或圆锯切割。 热塑性复合材料采用带锯和圆锯等常用工具时要加冷却剂。石墨/环氧复合材料最好用镶有硬质合金的刀具切割。锯切时控制锯子力度对保证锯面质量至关重要。虽然锯切温度也是一种要控制的因素,但一般影响不大,因锯切时碰到的最高温度一般不会超过环氧树脂的软化温度(182℃)。 金属基复合材料可用镶有金刚石的线锯锯切,不过其切割速度较慢,而且只能作直线锯切。采用金刚石砂轮对陶瓷基复合材料进行常规锯切,可有两种速度:一种是250r/min,另一种是4000r/min。这种锯切会使切割面的陶瓷基复合材料有相当大的损坏。不过在较高锯切速度时,损坏虽大,但断面较为均匀。 二、钻孔和仿形铣 在复合材料上钻孔或作仿形铣时,一般采用干法。大多数热固性复合材料层合板经钻孔和仿形铣后会产生收缩,因此精加工时要考虑一定的余量,即钻头或仿形铣刀尺寸要略大于孔径尺寸,并用碳化钨或金刚石钻头或仿形铣刀。钻孔时最好用垫板垫好,以免边缘分层和外层撕裂。另外钻头必须保持锋利,必须采用快速除去钻屑和使工件温升最小的工艺。 热塑性复合材料钻孔时,更要避免过热和钻屑的堆积,为此钻头应有特定螺旋角,有宽而光滑的退屑槽,钻头锥尖要用特殊材料制造。一般钻头刃磨后的螺旋角约为10-15°,后角为9-20°,钻头锥角为60-120°。采用的钻速不仅与被钻材料有关,而且还与钻孔大小和钻孔深度有关。一般手电钻转速为900r/min时效果最佳,而固定式风钻则在转速为2100r/min和进给量为1.3mm/s时效果最佳。 三、铣削、切割、车削和磨削 聚合物基复合材料用常规普通车床或台式车床就可方便地进行车削、镗削和切割。目前加工刀具常用高速钢、碳化钨和金刚石刀头。采用砂磨或磨削可加工出高精度的聚合物基复合材料零部件。最常用的是粒度为30-240的砂带或鼓式砂轮机。大多数市售商用磨料均可使用,但最好采用合成树脂粘接的碳化硅磨料。热塑性聚合物基复合材料用常规机械打磨时,要加冷却剂,以防磨料阻塞。磨削有两种机械可用,一种是湿法砂带磨床,另一种是干法或湿法研磨盘。使用碳化硅或氧化铝砂轮研磨时不要用流动冷却剂,以防工件变软。 复合材料层合板采用一般工艺就能在标准机床上铣削。黄铜铣刀、高速钢铣刀、碳化钨铣刀和金刚石铣刀均可使用。铣刀后角必须磨成7-12°,铣削刃要锋利。高速钢铣刀的铣削速度建议采用180-300m/min,进刀量采用0.05-0.13mm/r,采用风冷。
机加工常用材料
1、45——优质碳素结构钢,是最常用中碳调质钢。 主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。小型件宜采用调质处理,大型件宜采用正火处理。 应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。轴、齿轮、齿条、蜗杆等。焊接件注意焊前预热,焊后消除应力退火。 2、Q235A(A3钢)——最常用的碳素结构钢。 主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。 应用举例: 广泛用于一般要求的零件和焊接结构。如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。3、40Cr——使用最广泛的钢种之一,属合金结构钢。 主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。 应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。 4、HT150——灰铸铁 应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等 5、35——各种标准件、紧固件的常用材料 主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。冷态下可局部镦粗和拉丝。淬透性低,正火或调质后使用 应用举例: 适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件 6、65Mn——常用的弹簧钢 应用举例:小尺寸各种扁、圆弹簧、座垫弹簧、弹簧发条,也可制做弹簧环、气门簧、离合器簧片、刹车弹簧、冷卷螺旋弹簧,卡簧等。 7、0Cr18Ni9——最常用的不锈钢(美国钢号304,日本钢号SUS304) 特性和应用: 作为不锈耐热钢使用最广泛,如食品用设备,一般化工设备,原于能工业用设备 8、Cr12——常用的冷作模具钢(美国钢号D3,日本钢号SKD1) 特性和应用: Cr12钢是一种应用广泛的冷作模具钢,属高碳高铬类型的莱氏体钢。该钢具有较好的淬透性和良好的耐磨性;由于Cr12钢碳含量高达2.3%,所以冲击韧度较差、易脆裂,而且容易形成不均匀的共晶碳化物; Cr12钢由于具有良好的耐磨性,多用于制造受冲击负荷较小的要求高耐磨的冷冲模、冲头、下料模、冷镦模、冷挤压模的冲头和凹模、钻套、量规、拉丝模、压印模、搓丝板、拉深模以及粉末冶金用冷压模等 9、DC53——常用的日本进口冷作模具钢 特性和应用: 高强韧性冷作模具钢,日本大同特殊钢(株)厂家钢号。高温回火后具有高硬度、高韧性,线切割性良好。9用于精密冷冲压模、拉伸模、搓丝模、冷冲裁模、冲头等 SCM440为中国的42CrMo铬钼钢 铬钼钢是铬、钼的合金。\ 它的性能如下: 1。淬火性好,可进行深度淬火,而不是市面上防锯形锁的表面淬火2。对回火脆性倾向少3。高温加工性好,加工后美观4。熔接性好5。冲击的吸收性能好,锤子砸上去会与反弹感,无法进行暴力破坏 铬钼钢的优点 (1).加工性好(2).冲击的吸收性能好(3).焊接容易
机械加工材料基本知识
Q195、Q215,用于铆钉、开口销等及冲压零件和焊接构件。 Q235、Q255,用于螺栓、螺母、拉杆、连杆及建筑、桥梁结构件。 Q275,用于强度较高转轴、心轴、齿轮等。 Q345,用于船舶、桥梁、车辆、大型钢结构。 08钢,含碳量低,塑性好,主要用于制造冷冲压零件。 10、20钢,常用于制造冲压件和焊接件。也常用于制造渗碳件。 35、40、45、50钢属中碳钢,经热处理后可获得良好的综合力学性能,主要用制造齿轮、 套筒、轴类零件等。这几种钢在机械制造中应用非常广泛。 T7、T8钢,用于制造具有较高韧性的工具,如冲头、凿子等。 T9、T10、T11钢,用作要求中等韧性、高硬度的刃具,如钻头、丝锥、锯条等。 T12、T13钢,用于要求更高硬度、高耐磨性的锉刀、拉丝模具等。 (二)合金钢 合金钢的分类方法有多种,常见的有以下两种。 (1)按用途分类分为三类: 合金结构钢,用于制造各种性能要求更高的机械零件和工程构件; 合金结构钢,用于制造各种性能要求更高的刃具、量具和模具; 特殊性能钢,具有特殊物理和化学性能的钢,如不锈钢、耐热钢、耐磨钢等。 (2)铵合金元素总含量多少分类分为三类: 低合金钢,合金元素总含量小于5%; 中合金钢,合金元素总含量为5%~10%; 高合金钢,合金元素总含量大于10%。 2.合金钢牌号的表示方法 合金钢是按钢材的含碳量以及所含合金元素的种类和数量编号的。 ①钢号首部是表示含碳量以及所含合金结构钢与碳素结构钢相同,以万分之一的碳作为单位,如首部数字为45,则表示平均含碳量为0.45%;合金工具钢以千分之一的碳作为单位,如首部数字为5,则表示平均含碳量为0.5%。
数控刀具材料的选用
3.3 数控刀具材料及选用 先进的加工设备与高性能的数控刀具相配合,才能充分发挥其应有的效能,取得良好的经济效益。随着刀具材料迅速发展,各种新型刀具材料,其物理、力学性能和切削加工性能都有了很大的提高,应用范围也不断扩大。 3.3.1刀具材料应具备基本性能 刀具材料的选择对刀具寿命、加工效率、加工质量和加工成本等的影响很大。刀具切削时要承受高压、高温、摩擦、冲击和振动等作用。因此,刀具材料应具备如下一些基本性能:(1)硬度和耐磨性。刀具材料的硬度必须高于工件材料的硬度,一般要求在60HRC以上。刀具材料的硬度越高,耐磨性就越好。 (2)强度和韧性。刀具材料应具备较高的强度和韧性,以便承受切削力、冲击和振动,防止刀具脆性断裂和崩刃。 (3)耐热性。刀具材料的耐热性要好,能承受高的切削温度,具备良好的抗氧化能力。 (4)工艺性能和经济性。刀具材料应具备好的锻造性能、热处理性能、焊接性能;磨削加工性能等,而且要追求高的性能价格比。 3.3.2刀具材料的种类、性能、特点、应用 1.金刚石刀具材料的种类、性能和特点及刀具应用
金刚石是碳的同素异构体,它是自然界已经发现的最硬的一种材料。金刚石刀具具有高硬度、高耐磨性和高导热性能,在有色金属和非金属材料加工中得到广泛的应用。尤其在铝和硅铝合金高速切削加工中,金刚石刀具是难以替代的主要切削刀具品种。可实现高效率、高稳定性、长寿命加工的金刚石刀具是现代数控加工中不可缺少的重要工具。 ⑴金刚石刀具的种类 ①天然金刚石刀具:天然金刚石作为切削刀具已有上百年的历史了,天然单晶金刚石刀具经过精细研磨,刃口能磨得极其锋利,刃口半径可达0.002μm,能实现超薄切削,可以加工出极高的工件精度和极低的表面粗糙度,是公认的、理想的和不能代替的超精密加工刀具。 ②PCD金刚石刀具:天然金刚石价格昂贵,金刚石广泛应用于切削加工的还是聚晶金刚石(PCD),自20世纪70年代初,采用高温高压合成技术制备的聚晶金刚石(Polycrystauine diamond,简称PCD刀片研制成功以后,在很多场合下天然金刚石刀具已经被人造聚晶金刚石所代替。PCD原料来源丰富,其价格只有天然金刚石的几十分之一至十几分之一。 PCD刀具无法磨出极其锋利的刃口,加工的工件表面质量也不如天然金刚石,现在工业中还不能方便地制造带有断屑槽的PCD刀片。因此,PCD只能用于有色金属和非金属的精切,很难达到超精密镜面切削。 ③CVD金刚石刀具:自从20世纪70年代末至80年代初,CVD金刚石技术在日本出现。CVD金刚石是指用化学气相沉积法(CVD)在异质基体(如硬质合金、陶瓷等)上合成金刚石膜,CVD金刚石具有与天然金刚石完全相同的结构和特性。 CVD金刚石的性能与天然金刚石相比十分接近,兼有天然单晶金刚石和聚晶金刚石(PCD)的优点,在一定程度上又克服了它们的不足。 ⑵金刚石刀具的性能特点: ①极高的硬度和耐磨性:天然金刚石是自然界已经发现的最硬的物质。金刚石具有极高的耐磨性,加工高硬度材料时,金刚石刀具的寿命为硬质合金刀具的lO~100倍,甚至高达几百倍。 ②具有很低的摩擦系数:金刚石与一些有色金属之间的摩擦系数比其他刀具都低,摩擦系数低,加工时变形小,可减小切削力。 ③切削刃非常锋利:金刚石刀具的切削刃可以磨得非常锋利,天然单晶金刚石刀具可高达0.002~0.008μm,能进行超薄切削和超精密加工。 ④具有很高的导热性能:金刚石的导热系数及热扩散率高,切削热容易散出,刀具切削部分温度低。 ⑤具有较低的热膨胀系数:金刚石的热膨胀系数比硬质合金小几倍,由切削热引起的
机械常用材料
工程材料篇 45号钢(优质碳素结构钢)(价格:7元/KG) 常见图纸标示:45#,S45C 含碳量:0.42∽0.50% ;密度:7.85g/cm3 是机械设计中使用最多的金属材料,常用于:支撑件、普通轴、导向件、定位件、连接件等。优点:热处理硬度范围宽,可获得不同的使用性能。 常见热处理:1.淬火+高、低温回火(回火温度不同,硬度不同) 注释:淬火HRC38∽HRC45 2.调质:淬火+高温回火 注释:调质HRC28∽HRC32 3.局部表面高频淬火 注释:表面高频淬火HRC43∽HRC50 常见表面处理:1.镀硬铬 2.发黑 (其它:镀镍、镀锌等) 40Cr(中碳调质钢) 含碳量:0.37∽0.44%;含Cr 0.80∽1.10% 通常调质后适用于中等精度而转速较高的轴类零件。 常见热处理:1.表面渗碳淬火 HRC48∽HRC56 2.调质+氮化 HRC43∽HRC52 常见表面处理:1.镀硬铬 2.发黑 (其它:镀镍、镀锌等) A3钢(普通碳素结构钢) (价格:6元/KG) 常见图纸标示:A3,Q235,Q235A 含碳量:0.14∽0.22% ; 是仅次于45#的金属结构料,常用于:机架、连接板、支架等及可替代部分不需热处理的45#零件。优点:焊接性能好。例如大部分方通、扁通、角钢、槽钢、工字钢等均为A3材质。 A3钢一般不作为热处理材料使用。 常见表面处理:1.镀硬铬 2.发黑 3.表面喷涂 冷轧板(SPCC,Q235) 规格:厚度为0.2-4mm,宽度为600-2 000mm,钢板长度为1 200-6 000mm。 常用于制作机柜,电柜等钣金件。
SK3(高级碳素工具钢) 常见图纸标示:SK3,T10 含碳量:1.05∽1.14% ; 耐磨行优良,可加工性好。 常用来制作冲压模具,工具等 SKD11(高碳高铬合金工具钢) 常见图纸标示:SKD11,Cr12MoV,D3 含碳量:1.40∽1.60% ;含Cr 11.00∽13.00% 应用最广泛的模具钢。常用于:销轴、刀口模、五金冲压模具、成形轧辊、压印模等常见热处理:淬火+回火 HRC58∽HRC62 淬火+冷处理+回火 淬火+回火+氮化处理 常见表面处理:镀硬铬 SUJ2(高碳铬轴承钢) 常见图纸标示:SUJ2,GCr15, 含碳量:0.95∽1.10% ;含Cr 0.30∽1.60% 用于一般塑胶模具,机床轴承,钢球,滚子,轴套,导柱等 常见热处理:淬火+回火注释:淬火HRC58∽HRC62 高频淬火HRC58∽HRC62 常见表面处理:镀硬铬 38CrMoAl(高级氮化钢) 含碳量:0.35∽0.42% ;含Cr:1.35∽1.65%; 含钼 Mo:0.15~0.25%;含Al:0.70~1.10% 高耐磨性及疲劳强度,并具有良好的耐热性及腐蚀性,淬透性不高。 常用于制作高耐磨性、高疲劳强度和相当大的强度、处理后尺寸精度高的氮化零件,如仿模、气缸套、齿轮、高压阀门、镗杆、蜗杆、磨床主轴等。 常见热处理:调质+氮化 常用铝合金(6061,7075,5052,2024) 1.1XXX系列工业纯铝; 2.2XXX系列 Al-Cu、Al-Cu-Mn合金 3.3XXX系列 Al-Mn、可加工纯铝;