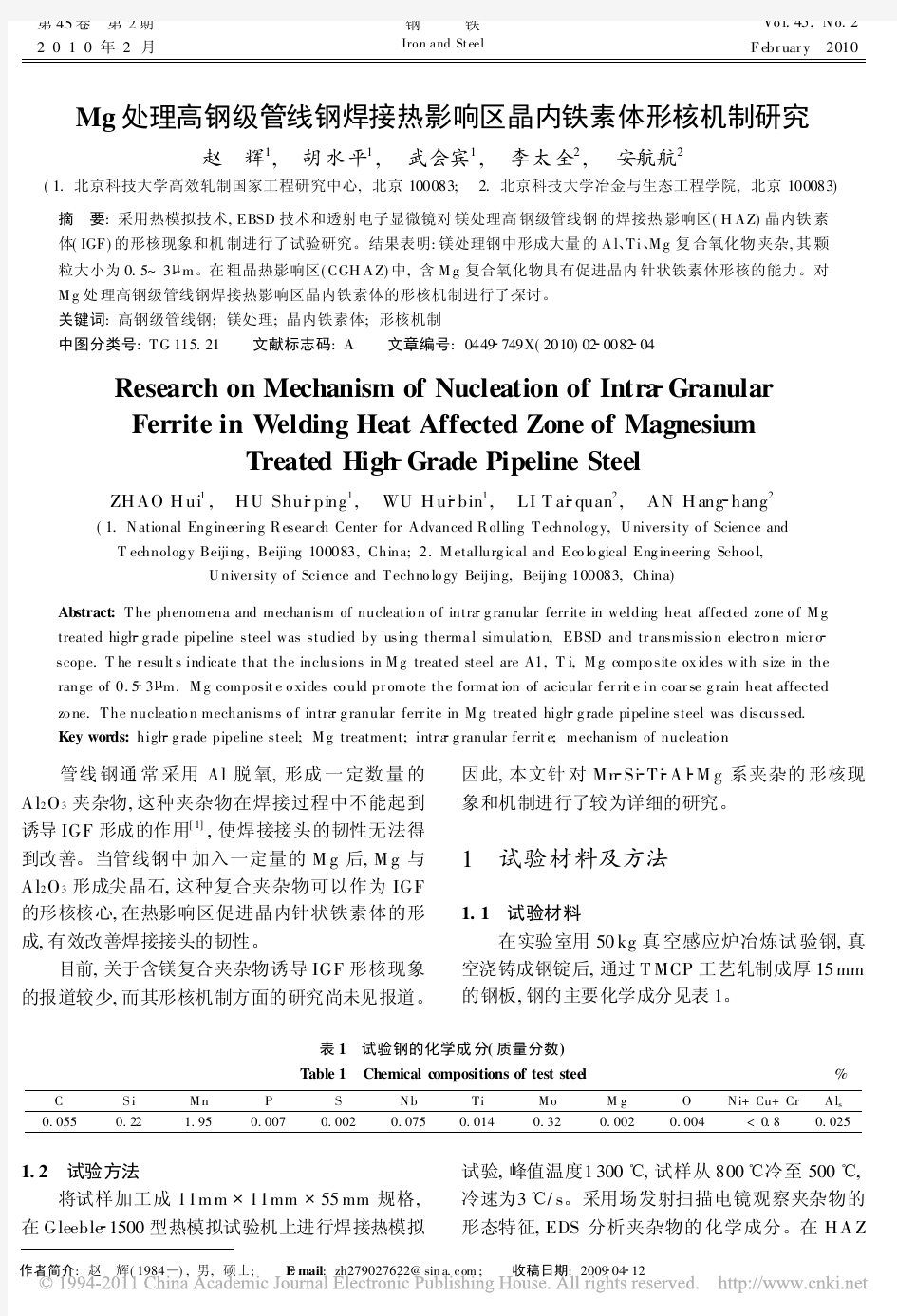
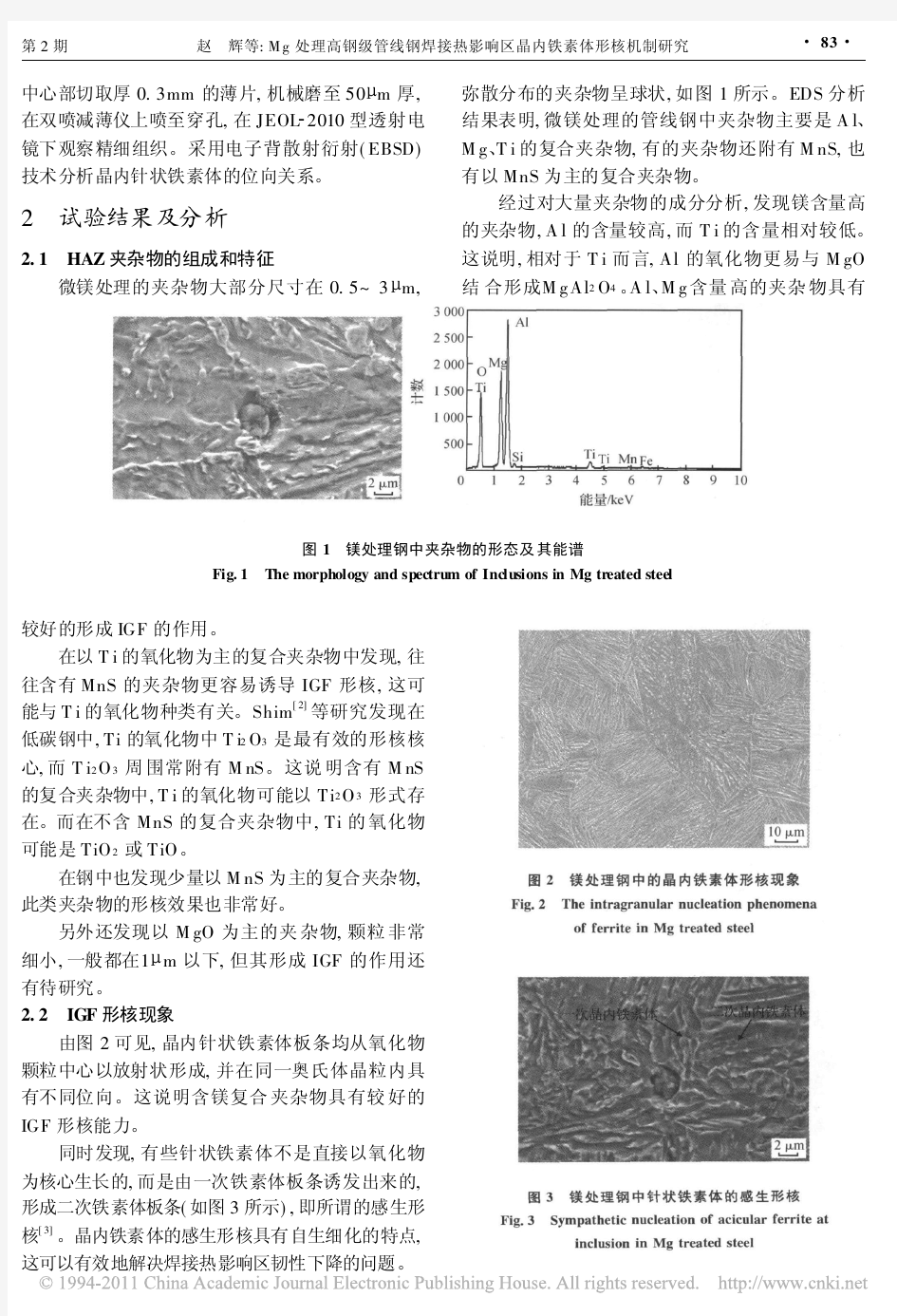
Mg处理高钢级管线钢焊接热影响区晶内铁素体形核机制研究
高钢级X100管线钢的组织与性能
第29卷 第3期Vo l 29 No 3材 料 科 学 与 工 程 学 报Journal of M aterials Science &Engineering 总第131期Jun.2011 文章编号:1673 2812(2011)03 0386 06 高钢级X100管线钢的组织与性能 曾 明,江海涛,胡水平,赵征志 (北京科技大学高效轧制国家工程研究中心,北京 100083) 摘 要 本文利用光学显微康、扫描电镜、透射电镜等,对实验室T MCP 工艺生产的X100管线钢的组织构成、微观结构、析出物的形态和分布等进行了研究。研究结果表明,X100为GB(Granular Bainite)、BF(Bainite Ferrite)、M /A 构成的复相组织,且各相比例和形态对性能影响较大,以GB 为主的基体加上少量BF 及弥散分布的细小M/A 构成的组织具有较好的强度和韧性匹配。TEM 微观形貌观察发现,贝氏体晶粒内部具有高密度位错和不同位向的板条束及M /A 硬化相;萃取复形实验发现,X100中主要有两种类型的析出物:一类尺寸较大为T i 的析出,一类尺寸较小为Nb 的析出物;这两种析出物起阻碍奥氏体再结晶和晶粒长大及析出强化的作用。 关键词 X100管线钢;复相组织;高密度位错;析出物 中图分类号:T G142.33 文献标识码:A Microstructure and Mechanical Properties of Pipeline Steel X100 ZENG Ming,JIANG Hai tao,HU Shui ping,ZHAO Zheng zhi (National Engineering Research Center for Advanced Rolling Technology,Beijing University of Science and Technology,Beijing 100083,China) Abstract Microstr uctural constituents as w ell as distribution of precipitates in pipeline steel X100pro duced by thermo mechanical contr ol pr ocess (TM CP)techno logy w ere inv estig ated by m eans of optical micro scopy ,scanning electr on m icroscopy,tr ansm issio n electron micr oscopy,etc.Results show that X100is po lyphase structur ed steel w hich is m ainly constituted of GB (granular bainite)、BF (bainite fer rite )、M/A (martensite austensite ),conformation and proportion o f each phase have significant influence on the performances of X100.It is pro ved that GB based structure w ith a few BF and dispersed fine M /A inside has ex cellent effects on streng th and toughness.H igh density of dislocations,bainite lathes w ith differ ent orientatio ns and M /A har dening phase w ere found by means of T EM o bser vation.It also found tw o types of precipitate,o ne w ith big size mainly constitute of T i,the other w ith sm all size mainly constitute of Nb;each ty pe of precipitate have big effects o n hindering the recry stallizatio n of austenite and on the precipitation streng thening. Key words pipeline steel X100;poly phase;hig h density o f dislocations;precipitate 收稿日期:2010 09 09;修订日期:2010 10 18 作者简介:曾 明(1985-),男,硕士。研究方向:冶金工艺装备及钢种开发。E mail:z engming0504@https://www.360docs.net/doc/e04259054.html, 。通讯作者:江海涛,副研究员。E mail:nw pujht@https://www.360docs.net/doc/e04259054.html, 1 引 言 目前,世界石油管道的建设正朝着长距离、大口径、高输送压力发展,为减少建设和维护成本,高钢级 管线钢的开发应用已成为国内外管道用钢的研究热 点[1~3]。当前石油管道用钢的主流级别已成为X80,围绕该钢种的相关研究也已十分成熟。X100~X120 级别管线钢的实验室研发已取得成功,除了国外有少量实验管道,还未出现大规模工程应用,对其组织的研
管线钢综述
综述 管线钢指用于输送石油、天然气等的大口径焊接钢管用热轧卷板或宽厚板。管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧性和优良的焊接性能。随着石油、天然气消费量的增长,其输送的重要性显越发突出,尤其是长距离输送。而提高输送效率,提高输送的经济效益就要通过加大输送管道口径,提高输送压力来解决。从而提高了对高级别、高性能管线钢的需求。 国外高级别管线钢呈现强劲的发展趋势,从20世纪70年代初期X65管线钢开始投入使用,80年代X70级管线钢逐渐被引入工程建设,1985年API标准中增加了X80钢级,随后X80开始部分在一些管线工程中使用,并很快就投入到X100和X120管线钢的开发试制工作。有关X100最早的研究报告发表于1988年,通过大量工作已形成很好的技术体系。高级别管线钢概述我国管道建设正处于大力发展阶段,因此管线钢的发展也非常迅速。20世纪50~70年代管线钢主要采用A3钢和16Mn钢;70年代后期和80年代采用从日本进口的TS52K钢(相当于X52级钢);90年代,管线钢主要采用的X52、X60、X65级热轧板卷主要由宝钢和武钢生产供应。“八五”期间成功研制和开发了X52~X70级高韧性管线钢,并逐步得到广泛应用。西气东输工程采用了X70级管线钢并逐渐向X80过度。国内管线钢生产技术现状分析由于市场要求单管输气量不断提高。我国早期四川、西北地区的天然气管道采用X52及以下钢级、426mm以下管径的管线钢管,设计年输气量在10亿m3/a以下;陕京一线第一次采用了X60钢级、
D660mm管线钢管设计年输量提高到33亿m3/a;西气东输一线采用X70钢级、D1016mm管线钢管,设计年输量提高到170亿m3/a;最近建设的西气东输二线管道,采用X80钢级、D1219 mm管线钢管,设计年输量提高到300亿m3/a。 这种单管输气量不断提高的趋势仍在持续。当前国际上新一轮巨型天然气长输管道,单管输气量将达到450亿-500亿m3/a的水平。干线一般采用X80钢级,具有输送距离长、采用更高工作压力和大管径输送的特点。 一个具有代表性的项目是正在建设的俄罗斯巴甫年科沃-乌恰天然气管道。管线长度1100km,采用1420mm管径和K65(类似于X80)钢级,输送压力11.8MPa,单管设计输气量约500亿m3/a,计划于2012年第三季度进行系统调试。 另一个有代表性的项目是拟在北美建设的阿拉斯加北坡天然气外输管道,管道的输送能力约465亿m3/a,管线长度2737km,采用1219mm管径和X80钢级,将阿拉斯加北坡丰富的天然气资源输送到加拿大和北美市场。 我国也已在规划研究未来多条西气东输管道(西三线~西八线)的方案。包括将单管输气量提高到400亿~500亿m3/a的多种方案都在研究之中。 由于西气东输二线采用的X80钢级、管径1219mm,12MPa工作压力的方案只能达到300亿m3/a的输气能力,要将输气能力进一步提高到400亿-500亿m3/a,只能进一步提高输送压力和管径。
钢管钢级对照表
一、管线管钢级对照 GB/T9711 API5L L245 B L290 X42 L320 X46 L360 X52 L415 X60 L450 X65 L485 X70 L555 X80 1、L245为9711.1中的牌号,***NB为9711.2中的牌号,***NCS为9711.3中 的牌号 2、GB/9711中245、360等数字表示屈服强度的最低值,单位为MPa; 注: 1、不同厂家的管坯元素含量各有偏重: 例如:X52管坯,宝钢管坯Ni含量是天钢管坯含量的100倍。在冲击、延伸等方面明显较天钢坯欠缺,需要进一步正火。 2、注意不同厂家炉号。 宝钢的炉号数字是6位,天钢的炉号7位数字,南通的炉号带有字母如A、B;注意不同的厂家同一材质成分的差别 3、注意成品化学成分允许偏差 以20#钢为例,其含C量应该是0.17%-0.23%,如果我们所测得试样含碳量是0.25%,那也认为它合格,因为含碳量小于0.25%的允许上偏差是0.02。 4、化学元素对钢的性能的影响 C:钢中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低。 Si:硅能显著提高钢的弹性极限,屈服点和抗拉强度。
Mn:在碳素钢中加入0.70%以上时就算“锰钢”,较一般钢量的钢不但有足够的韧性,且有较高的强度和硬度。 P:增加钢的冷脆性。 S:增加钢的热脆性,降低钢的韧性。 Cr:铬能显著提高强度、硬度和耐磨性,但同时降低塑性和韧性。铬又能提高钢的抗氧化性和耐腐蚀性。 二、名词 冷弯管是不需要灌沙的,冷弯管和热弯管的区分在于材质、管径、壁厚决定的,因为冷弯管最大只能弯到管外径为:420x15的钢管,而热弯管可以加工更大的管材,但是速度很慢,冷弯速度快, 热煨弯头是指在热状态下(即较高温度)将管道煨制而制成的管件。一般通过加热的方式制作。冷煨弯头一般利用砂子或者液压工具进行煨制。
铁素体耐热钢
为确保火力发电的长期稳定和减少CO2排放问题,开发超临界压力火力发电用高强度耐蚀耐热钢是不可或缺的,使用这种钢能够使蒸汽高温高压化,从而提高发电效率,减少CO2排放。 人们通常将蒸汽温度超过566℃、压力超过24.1MPa的设备称为USC设备。目前,USC设备的最高蒸汽温度已达到610℃,日本等国家正在进行蒸汽温度达到650℃的高强度铁素体耐热钢的研究开发。作为630℃级汽轮机用铁素体耐热钢,日本开发了MTR10A(10Cr-0.7Mo-1.8W-3Co-VNb)、HR1200(11Cr-2.6W-3Co-NiVNb)和TOS110(10Cr-0.7Mo-1.8W-3Co-VNb)。 对于650℃级铁素体耐热钢,日本从材料结构方面研究了微细组织在晶界附近长时间稳定的问题。9Cr-3W-3Co-0.2V-0.05Nb-0.08C钢添加了在晶界容易产生偏析的硼后,根据该钢在650℃时的蠕变断裂数据,为抑制试验用钢生成氮化硼(Boronnitride简称BN),因此不添加氮。无添加硼的钢在1千小时左右的长时间运转后,蠕变断裂强度急剧下降,但随着硼含量的增加,在长时间运转后能抑制蠕变断裂强度的劣化。由于该钢没有添加氮,因此Z相的生成不会导致长时间运转后蠕变断裂强度的劣化。长时间运转后蠕变断裂强度的劣化是由于在蠕变过程中M23C6碳化物凝聚粗化会导致马氏体组织迅速恢复所致。硼在晶界附近的M23C6碳化物中浓缩,可以长时间抑制晶界附近的M23C6碳化物在蠕变过程中发生凝聚粗化,使晶界附近的微细板条状-块状组织保持长时间不变。 根据在650℃、80MPa时的蠕变速度-时间曲线可知,添加硼后发生大的变化的是加速蠕变的开始时间延长了。由此可使最小蠕变速度变得更低,断裂寿命延长。添加硼,可以抑制晶界附近发生局部蠕变变形,使变形在晶界附近和晶粒内变得更加均匀,还可提高蠕变延性,从而提高蠕变疲劳寿命。在添加140ppm硼的9Cr钢中,当氮为80ppm左右时,蠕变强度变得极大。 作为650℃级高效USC设备用钢,日本在耐热钢的研究方面领先于欧美。为解决能源供给和减少CO2排放这两个课题,因此对耐热钢的高强度化、高温化、尤其是确保长时间运转可靠性的要求非常高,研究开发新一代耐热钢对火力发电来说今后将起越来越重要的作用
常用耐热钢的焊接工艺
常用耐热钢的焊接工艺 耐热钢是指钢再高温条件下既具有热稳定性,又具有热强性的 钢材。热稳定性是指钢材在高温条件下能保持化学稳定性(耐腐蚀、 不氧化)。热强性是指钢材在高温条件下具有足够的强度。其中耐热 性能主要通过铬、钼、钒、钛、铌等合金元素来保证,因此在焊接材 料的选择上应根据母材的合金元素含量来确定。耐热钢在石油石化工业装置施工中应用较为广泛,我们能够经常接触到的多为合金含量较 低的珠光体耐热钢,如15CrMo,1Cr5Mo等。 1铬钼耐热钢的焊接性 铬和钼是珠光体耐热钢的主要合金元素,显著提高金属的高温强度和高温抗氧化性,但它们使金属的焊接性能变差,在焊缝和热影响区具有淬应倾向,焊后在空气中冷却易产生硬而脆的马氏体组织,不仅影响焊接接头的机械性能,而且产生很大的内应力,从而产生冷裂倾向。 因此耐热钢焊接时的主要问题是裂纹,而形成裂纹的三要素是: 组织、应力和焊缝中的含氢量,因此制定合理的焊接工艺尤为重 要。 2珠光体耐热钢焊接工艺 2.1坡口 坡口的加工通常用火焰或者等离子切割工艺,必要时切割也要预热,打磨干净后做PT检验,去除坡口上的裂纹。通常选用V型坡口, 坡口角度为60°,从防止裂纹的角度考虑,坡口角度大些有利,但
是增加了焊接量,同时将坡口及内处两侧打磨干净,去除油污、铁锈及水份等污物(去氢、防止气孔)。 2.2组对 要求不能强制组对,防止产生内应力,由于铬钼耐热钢裂纹倾 向较大,故在焊接时焊缝的拘束度不能过大,以免造成过大的刚度,特别在厚板焊接时,妨碍焊缝自由收缩的拉筋、夹具和卡具等应尽量避免使用。 2.3焊接方法的选用 目前,我们石油石化安装单位管线焊接常用的焊接方法是钨极氩弧焊打底,焊条电弧焊填充盖面,其它焊接方法还有熔化极惰性气体保护焊(MIG焊)、CO2气体保护焊、电渣焊和埋弧自动焊等。 2.4焊接材料的选择 选配焊接材料的原则,焊缝金属的合金成分与强度性能基本上要与母材相应指标一致或者应达到产品技术条件提出的最低性能指标。而且为了降低氢含量应先用低氢型碱性焊条,焊条或者焊剂应按规定工艺烘干,随用随取,要装在焊条保温桶中随用随取,焊条再保温桶内不得超过4个小时,否则应重新烘干,烘干次数不得超过三次,这在具体施工过程中都有详细的规定。铬钼耐热钢手弧焊时,也可选用奥氏体不锈钢焊条,如A307焊条,但焊前仍需要预热,这种方法适用于焊件焊后不能热处理的情况。 耐热钢焊材选用表如下所示:
高级别管线钢概述
高级别管线钢概述 管线钢是指用于输送石油、天然气等的大口经焊接钢管用热轧卷板或宽厚板。管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧性和优良的焊接性能。随着石油、天然气消费量的增长,其输送的重要性显越发突出,尤其是长距离输送。而提高输送效率,提高输送的经济效益就要通过加大输送管道口径,提高输送压力来解决。从而提高了对高级别、高性能管线钢的需求。 1、国内发展概况 我国管线钢的起步较晚,国内生产符合API5L标准的管线工程设计要求的管线钢仅有10多年的历史,X60~X70级管线钢已在国际市场上占有一定的地位,目前国内已投入生产的X80级管线钢质量也达到了国际先进水平,X100级管线钢已经研制出来。随着国内冶金技术装备水平的提高,我国能生产管线钢板卷的企业逐渐增多,但是能够生产X70及以上级别的钢厂仅有宝钢、武钢、鞍钢、舞钢、等。近两年来,许多钢铁厂加大了对高级别管线钢的研究开发,宝钢已研发出X120级别的管线用钢板。 21世纪是我国输气管建设的高峰时期。“西气东输”管线采用大口径、高压输送管的方法,这条管线全长4167km,输送压力为10MPa,管径为1016mm,采用的钢级为X70、厚度4.6mm,-20℃的横向冲击功≥120J。从西气东输工程钢材与钢板的国产化率统计看(表1.1)[1],此项目X70钢材与钢管的总国产化率并不高,说明我国迫切需要加速高钢级管线钢宽厚板生产能力的建设。从总体上来看,我国X80级别以上高级别管线钢与国际上还有很大的差距,同级别管线钢的开发与应用整整比发达国家晚了近30年。 表1.1西气东输工程钢材与钢板的国产化率统计 2、国外发展概况 国外高级别管线钢呈现强劲的发展趋势,从20世纪70年代初期X65管线钢开始投入使用,80年代X70级管线钢逐渐被引入工程建设,1985年API标准中
我国高钢级管线管研究及应用[1]
世界金属导报/2012年/3月/13日/第B12版 钢管型材 我国高钢级管线管研究及应用 王旭 随着油气田开发向边远的荒漠、极地冻土带和海洋等地域拓展,将面临地理环境复杂、气候条件低寒、石油与天然气成分复杂、具有腐蚀性等一系列问题,因此要求管线管具有更高的可靠性,而且还要具有高强度、高韧性(特别是低温冲击韧性和止裂韧性)、良好的焊接性、抗腐蚀(SCC 和HIC)和抗大变形等性能。 近些年,国外的新日铁集团、安赛乐米塔尔钢铁集团及欧洲钢管等开展高钢级管线钢的研究,已取得了丰硕成果。国内在这方面的研究也成效显著,在大口径、大壁厚X80焊管成功应用,并在积极开展X100、X120超高强度管线钢管试制。本文主要介绍几种高钢级管线管的研究及应用。 1X80钢管的研究及应用 西气东输二线建设期间,我国钢厂和制管厂密切协作,在一年时间成功开发了外径1219mm、壁厚15.3、18.4mm的X80螺旋焊管和壁厚22、26.4、27.5mm的X80直缝埋弧焊管,以及最大壁厚33mm的感应加热弯管和管件,并在钢管生产中应用了高精度成型和高速焊接等先进技术,使大口径高强度钢管的尺寸精度和冲击韧性达到国际先进水平。X80钢管的国产化率超过90%,比采用X70钢级的西气东输一线钢管国产化率大幅提高。节约钢材40万t,节省资金65亿元。西气东输二线X80管线管开发成功并大批量生产,不仅加强了我国在高钢级管线管领域的国际地位,也为高附加值的高钢级管线钢管走出国门创造了十分有利的条件。虽然,我国在大口径、大壁厚X80焊管生产技术上趋于成熟,但也应该看到,我国还需要在X80焊管的性能稳定性、X80钢管系列化方面进行深入研究,开展较小口径、薄壁X80焊管的试制,开展低成本、高性能和高可靠性X80管线钢材研究,从而降低管道建设成本,提高管线运行的安全性,满足管道建设需求。 2 X90、X100、X120超高强度钢管的研究与应用 欧洲、日本的制管企业实现了X100、X120管线钢管的生产,在北美地区建设了X100、X120超高强度管线钢管试验段,我国也试制成功了X90、X100、X120超高强度管线钢管,并且计划年内在国内建设X100焊管的试验段。虽然X100、X120钢管能大幅度节约用钢量,同时还可节约焊接材料和施工等方面的成本,但目前所建的X100以上钢级焊管试验段还没有真正意义上应用,问题在于难以依靠管材本身的韧性实现止裂,需要安装大量止裂器,因此管道建设还没有大规模采用,世界范围内X100、X120超高强度管线钢管只处于技术储备的研制阶段。而X80钢管韧性止裂能力还有一定的裕量,因此X90钢管能否实现既降低管线用钢量,又能韧性止裂正逐渐成为关注的焦点,需要更深入研究。 3抗大变形管线钢管的研究与应用 管线钢管发展最具挑战性的领域之一是用于地震区、滑坡、采空区塌陷以及冻土带等特殊地质地区,这些地区管线钢管可能发生大的塑性变形。 近年来,日本JFE公司推出了抗大变形钢管,这种钢管具有较强的变形能力,在上述地区应用时不至于发生破坏。我国从西气东输二线开始,在地震和地质断层区采用了以应变为基础的管线设计方法,截止目前,宝钢、鞍钢、南钢、首钢和湘钢均已完成中缅X70大变形钢管试制工作的首轮制管,产品性能完全达到了国外同类产品的水平。 宝鸡石油钢管有限责任公司和渤海装备巨龙钢管公司也在抓紧研制X80抗大变形管线钢管方面的工作。可以看出,我国虽然填补了国内抗大变形管线钢管产品的研发空白,但抗大变形管线焊管的系列化开发和国产化仍是一项紧迫而艰巨的任务,是进一步增强我国油气输送制管领域
耐热钢性能与材质
材料名称:耐热钢铸件 牌号:ZG35Cr26Ni12 标准:GB 8492-87 ●特性及适用范围: 最高使用温度为1100℃,高温强度高,抗氧化性能好,在规格范围内调整其成分,可使组织内含有一些铁素体,也可为单相奥氏体。能广泛地用于许多类型的炉子构件,但不宜用于温度急剧变化的地方 ●化学成份: 碳C :0.20~0.50 硅Si:≤2.00 锰Mn:≤2.00 硫S :≤0.04 磷P :≤0.04 铬Cr:24.0~28.0 镍Ni:11.00~14.00 ●力学性能: 抗拉强度σb (MPa):≥490 条件屈服强度σ0.2 (MPa):≥235 伸长率δ(%):≥8 ●热处理规范及金相组织: 热处理规范:铸件不经热处理,若有需要,由供需双方协定。 ●交货状态: 铸态 材料名称:耐热钢铸件 牌号:ZG40Cr25Ni20 标准:GB 8492-87 ●特性及适用范围: 最高使用温度为1150℃,具有较高的蠕变和持久强度,抗高温气体腐蚀能力强,常用于作炉辊、辐射管、钢坯滑板、热处理炉炉辊、管支架、制轻转化管、乙烯裂介管以及需要较高蠕变强度的零件。 ●化学成份: 碳C :0.35~0.45 硅Si:≤1.50 锰Mn:≤1.75 硫S :≤0.04 磷P :≤0.04 铬Cr:23.0~27.0 镍Ni:19.00~22.00 钼Mo:≤0.50 ●力学性能: 抗拉强度σb (MPa):≥440
条件屈服强度σ0.2 (MPa):≥235 伸长率δ(%):≥8 ●热处理规范及金相组织: 热处理规范:铸件不经热处理,若有需要,由供需双方协定。 ●交货状态: 铸态 SUS314对应国标0Cr25Ni20Si2 特性: SUS314属于奥氏体型耐热耐腐蚀性不锈钢材料,具有所有奥氏体不锈钢的性能,另外还具有耐高温抗氧化性强,所以又称为耐热钢的代表,因为含有2%的硅元素,所以为高级工程(化工设备、酸高温环境下使用)的首选不锈钢材料。应用:热处理工业、水泥制造等行业不可或缺的金属材料。 SUS314不锈钢 SUS314属于奥氏体不锈钢,化学成分是: C Max:0.25%; Mn Max:2.00%; P Max:0.045%; S Max:0.030%; Si:Max:1.50-3.00%; Cr:23.00-26.00%; Ni:19.00-22.00%。
耐热钢的分类与用途资料
一、不锈钢: 按成分可分为Cr系(400系列)、Cr-Ni系(300系列)、Cr-Mn-Ni(200系列)及析出硬化系(600系列)。200 系列—铬-镍-锰奥氏体不锈钢300 系列—铬-镍奥氏体不锈钢301—延展性好,用于成型产品。也可通过机械加工使其迅速硬化。焊接性好。抗磨性和疲劳强度优于304不锈钢。302—耐腐蚀性同304,由于含碳相对要高因而强度更好。303—通过添加少量的硫、磷使其较304更易切削加工。304—即18/8不锈钢。GB牌号为0Cr18Ni9。309—较之304有更好的耐温性。316—继304之后,第二个得到最广泛应用的钢种,主要用于食品工业、制药行业和外科手术器材,添加钼元素使其获得一种抗腐蚀的特殊结构。由于较之304其具有更好的抗氯化物腐蚀能力因而也作“船用钢”来使用。SS316则通常用于核燃料回收装置。18/10级不锈钢通常也符合这个应用级别。[1] 不锈钢水桶 型号321—除了因为添加了钛元素降低了材料焊缝锈蚀的风险之外其他性能类似304。400 系列—铁素体和马氏体不锈钢。408—耐热性好,弱抗腐蚀性,11%的Cr,8%的Ni。409—最廉价的型号(英美),通常用作汽车排气管,属铁素体不锈钢(铬钢)。410—马氏体(高强度铬钢),耐磨性好,抗腐蚀性较差。416—添加了硫改善了材料的加工性能。420—“刃具级”马氏体钢,类似布氏高铬钢这种最早的不锈钢。也用于外科手术刀具,可以做的非常光亮。430—铁素体不锈钢,装饰用,例如用于汽车饰品。良好的成型性,但耐温性和抗腐蚀性要差。440—高强度刃具钢,含碳稍高,经过适当的热处理后可以获得较高屈服强度,硬度可以达到58HRC,属于最硬的不锈钢之列。最常见的应用例子就是“剃须刀片”。常用型号有三种:440A、440B、440C,另外还有440F(易加工型)。500 系列—耐热铬合金钢。600 系列—马氏体沉淀硬化不锈钢。不锈钢 630—最常用的沉淀硬化不锈钢型号,通常也叫17-4;17%Cr,4%Ni。 “不锈钢”一词不仅仅是单纯指一种不锈钢,而是表示一百多种工业不锈钢,所开发的每种不锈钢都在其特定的应用领域具有良好的性能。成功的关键首先是要弄清用途,然后再确定正确的钢种。有关不锈钢的进一步详细情况可参见由NiDI 编制的"不锈钢指南"软盘。幸而和建筑构造应用领域有关的钢种通常只有六种。它们都含有17~22%的铬,较好的钢种还含有镍。添加钼可进一步改善大气腐蚀性,特别是耐含氯化物大气的腐蚀。 二耐热钢: 耐热钢是指在高温下工作的钢材。耐热钢的发展与电站、锅炉、燃气轮机、内燃机、航空发动机等各工业部门的技术进步密切相关。由于各类机器、装置使用的温度和所承受的应力不同,以及所处环境各异,因此所采用的钢材种类也各不相同。这里所谈的温度是个相对的概念。最早在锅炉和加热炉中使用的材料是低碳钢,使用的温度一般在200℃左右,压力仅为0.8MPa。知道现在使用的锅炉用低碳钢,如20g,使用温度也不超过450℃,工作压力不超过6MPa。随着各类动力装置的使用温度不断提高,工作压力迅速增加,现代耐热钢的使用温度已高达700℃,使用的环境也变得更加复杂与苛刻。现在,耐热钢的使用温度范围为200~800℃,工作压力为几兆帕到几十兆帕,工作环境从单纯的氧化气氛,发展到硫化气氛、混合气氛以及熔盐和液金属等更复杂的环境。
UOE和JCOE管线管的性能和成本分析
直缝埋弧焊管的主要成型方法为UOE成型法(U成型、O成型、E扩径)、JCOE成型法(钢板压成J型、再依次压成C型和O型、后进行扩径),作为比较成熟的生产工艺,在国际上已经广泛应用,目前在我国也均有引进。由于其生产工艺上的差异,必然导致其产成品性能的差异,下面重点从产品的技术指标方面对UOE和JCOE的优缺点进行分析比较。 1、生产工艺 (1)UOE的生产工艺流程转炉→精炼→连铸→厚板→钢板上料→焊引弧板→铣边→预弯边→U成型→O成型→高压水冲洗→干燥→预焊→内焊→外焊→ 去除引弧板→焊缝及管端超声探伤→X光检查→钢管扩径→管端焊缝磨平→管端平头→水压试验→焊缝及管端超声探伤→焊缝及管端X光检查→倒棱→管端分层及磁粉探伤→剩磁退磁→工厂检查→称重、测长→喷标记→上保护环→堆放、发货。 (2)JCOE的生产工艺流程材料复检→真空吊→板探→翻板→刨边→上板→卷曲前半幅钢板(J成型)→松出→输入后半幅钢板→卷曲后半幅钢板(C成型)→松出→后弯→预焊→焊引(熄)弧板→内焊→清根→外焊→去引(熄)弧板→超声波检验→机械扩径→水压试验→机械修端→超声波检验→管端环向UT分层检验→X射线检验→成品检验→磁粉检验→称重与测长→外防腐→内防腐→标记→发货。 2、UOE和JCOE的生产工艺不同导致的产品差异 从上述两种生产工艺来看,二者在成型前后的工艺基本相同,最大差别在于成型方式上。UOE成型主要由两步完成:U成型和O成
型。而JCOE成型部分程序分为6个环节,生产效率大大降低。而由于成型方式的不同,导致了UOE和JCOE在直径、壁厚、外形尺寸、生产效率、屈强比等方面的差异(如下表)。 2.1 UOE和JCOE产品规格和生产效率的比较 (1)管径和壁厚 JCOE可生产的管径和壁厚范围要大于UOE,这是由两种产线的模具及生产工艺决定的。对于UOE,一套O机模具只能生产一种直径的钢管,且是二道工序完成成型,对成型机组压力要求高,因此UOE可生产的管径和壁厚范围稍小。对于JCOE,钢管成型采取的是折弯机 步进方式成型每次弯曲需要的压力要大大减小,因而对机组的动力要求大大减小。因此在同等机组压力的情况下,JCOE可生产的壁厚范围要更大,且一套模具可以生产多种管径的钢管,可生产钢管的管径范围要更大。宝钢的O成型机压力达到72000t ,是世界上压力最大的O成型机组之一,生产的壁厚能达到40mm。从目前国内外的管线钢技术发展来看,高钢级,薄壁厚是管道发展的必然趋势,西气东输二线所用的φ1219钢管是当前最大口径的钢管,UOE的生产能力有 足够大 的余量,因而目前宝钢UOE的管径和壁厚生产范围完全可以满足管线工程的需要。 (2)生产效率和产能
铁素体型耐热钢发展主要分为四个发展阶段
铁素体型耐热钢发展主要分为四个发展阶段 在1960~1970年代EM12、HCM9M、HT9、HT91等9~12%Cr钢对于亚临界机组的发展有很大贡献。直到1970~1985年期间,T/P91、HCM12和HCM2S提高了钢的持久强度、可焊接性等,机组蒸汽温度提高到593℃以上,保证了超临界机组的运行和超超临界机组的试验建造。1985年以后开发了T92(NF616)、E911和HCM12A(T/P122)。由于进一步增加W、Mo、Cu等强化元素,钢的持久强度提高,机组的蒸汽温度提高至600℃以上,这样保证了超超临界机组的成功运行。由于铁素体钢导热性好,热膨胀系数小,钢的热疲劳抗力比奥氏体钢好。同时,铁素体耐热钢焊接性好,与其它铁素体钢的焊接属于同种材料焊接,焊接接头性能稳定,成本比18-8奥氏体钢低。由于这些优点,世界各国都大力研究发展铁素体耐热钢。近年来,通过加入3W-3Co及B、Ta、Nd等元素进一步强化发展了NF12,SA VE12等新型耐热钢,可望满足650℃蒸汽温度参数使用。 奥氏体耐热钢主要用于过热器和再热器的高温段管道,其的特点是持久强度高、抗氧化和抗腐蚀性能优越,使用温度比铁素体钢高。可以大致分成四类,即15Cr-15Ni型、18-8型、25Cr-20Ni型和高Cr合金型。15Cr-15Ni型有17-14CuNb、Esshete1250、TempaloyA-2等;18-8型有TP304H、TP321H、TP316H、TP347H、TP347HFG、Super304H、TempaloyA-1等;25Cr-20Ni型有TP310、TP310NbN(HR3C)、NF707、NF709、Alloy800H、TempaloyA-3、SA VE25等;高铬合金型有CR30A、
管线钢知识
管线钢知识 石油和天然气的需求迅速增长,2011-2015 年世界范围内管道建设的工程投资每年近400 亿美元。 西气东输二线管道以高强度X80为管材,管径1219mm,压力12MPa,主干线全长 4895km。2010年底的统计资料显示,我国已建立原油管道1.9*104km, 天然气管道 3.3*104km,成品油管道1.6*104km,油气管道总里程已达6.8*104km,2020年有望达到 20*104km。同时,与我国的能源需求和先进国家的管道水平相比,我国管道建设还有巨大的需求和潜力。 一、管道工程面临的挑战与管线钢发展方向 管道的大管径、高压输送与高强度管线钢 由建立在流体力学基础上的设计计算可知,原油管道单位时间输送量与输送压力梯度的平方根成正比,与略大于管道直径的平方成正比。加大管道直径,提高管道工作压力是提高管道输送量的有力措施和油气管道的基本发展方向。 目前认为,输油管道合适的最大管径为1220m m,输气管道合适的最大管径为 1420mm。在输送压力方面,提高压力的追求仍无止境。20世纪50-60年代的最高输送压力为6.3MPa(X52),70-80年代的最高输送压力为10MPa(X60-65),90年代后的最高输送压力达14MPa(X70-80)。近年来,国外一些新建天然气管道压力一般为10-15MPa,一些管道压力已超过20MPa (X100-X120)。 由管道设计准则可知,管道工程的大口径、高压输送这一目标可以通过增加钢管壁厚和钢管强度来实现。然而,提高管线钢的强度才是一种理想的选择。这是因为高强度管线钢的采用不仅可减少钢管壁厚和重量,节约钢材成本,而且由于钢管管径和壁厚的减少,可以产生许多连带的经济效益。据统计,在大口径管道工程中,25%-40%的工程成本与材料有关。一般认为,管线钢每提高一个级别,可使管道造价成本降低5%-15%。 管道的低温环境与高韧性管线钢 随着管道工程的发展,对管线钢韧性的技术要求日益提高,韧性已成为管线钢最重要的性能指标。为获取高韧性管线钢,可通过多种韧化机制和韧化方法,其中低碳或超低碳、纯净或超纯净、均匀或超均匀、细晶粒或超细晶粒以及针状铁素体为代表的组织形态是高韧性管线钢最重要的特征。 超纯净管线钢:S W 0.0005%、P< 0.002%、N W 0.002%、O< 0.001%和H< 0.0001%; 超细晶粒管线钢:通过严格控制控轧、控冷条件,目前可获得这种有效晶粒尺寸达到1-2um,因而赋予了管线钢优良的韧性。现代管线钢的A v大都在 200-300J以上,50%FAT可达-45 C以下。经过精心控制的管线钢,其A可高达400-500J 以上,DWTT勺85%FAT可降至-60 °C 以下。 管道的大位移环境与大变形管线钢 所谓大变形管线钢是一种适应大位移服役环境的,在拉伸、压缩和弯曲载荷下具有较高极限应变能力和延性断裂抗力的管道材料。这种管线钢既可满足管道高压、大流量输送的强度要求和满足防止裂纹起裂和止裂的韧性要求,同时又具有防止管道因大变形而引起的屈曲、失稳和延性断裂的极限变形能力,因此大变形管线钢是管道工程发展的迫切需要,也是传统油、气输送管道材料的一种重要补充和发展。 大变形管线钢的主要性能特征是在保证高强韧性的同时,具有低的屈强比 (c s/ (T b V 0.8 ),高的均匀伸长率(如S u > 8%和高的形变强化指数(n> 0.15 )。大变形管线钢的主要组织特征是双相组织。双相大变形管线钢不同于传统的管线钢,也不同于一般意义上的双相钢。它通过低碳、超低碳的多元微合金设计和特定的控制轧制和加速冷
新型耐热钢研究现状
新型耐热钢的研发现状 新型耐热钢在原耐热钢的基础上进一步多元合金化以及优化制造工艺。采用固溶强化、弥散强化、位错强化、碳化物强化、Laves相强化等复合强化机制,提高了材料的综合性能,以满足超超临界机组的选材要求,确保发电设备的安全运行。 现阶段我国经济正在稳定快速发展,对电能的需求不断增加。预计到2020年全国装机容量将达到10亿千瓦,其中火电装机容量仍将占70%以上,发展超超临界机组将是我国火力发电提高效率、节约能源、改善环境、降低发电成本的必然趋势。众所周知,发电效率的提高必然提高锅炉蒸汽参数。蒸汽压力及温度参数提高后对耐热钢提出了更苛刻的综合性能要求,尤其是要求材质具有优异的热强性能、抗高温腐蚀、抗氧化性能、焊接性能、冷加工和热加工性能等。 超超临界锅炉用钢可分为两大类:奥氏体钢和铁素体钢(包括珠光体、贝氏体和马氏体及其两相钢)。奥氏体钢比铁素体钢具有更高的热强性、抗氧化性能,但膨胀系数大、导热性能差、抗应力腐蚀能力低、工艺性差,热疲劳和低周疲劳(特别是厚壁件)性能也比不上铁素体钢,且成本要高。目前国内新建超超临界机组的关键部件均采用了大量新型耐热钢,因而对此类材质的综合性能、强化机理、服役性能、国产化的研究迫在眉睫。 1 新型铁素体钢研发现状 铁素体钢按照主要元素Cr的加入量可划分为2-3Cr、9Cr、12Cr三
大系列。总体来说,铁素体耐热钢研发经历了Mo系→Cr-Mo系→Cr-Mo-V系→Cr-W-V系的历程。 Cr不仅改善钢的抗氧化性能,而且能起到固溶强化作用;W、Mo 主要为固溶强化,也参与形成析出强化,可以提高钢的高温强度;V的加入可以明显降低蠕变速度,Nb可以提高钢的强度,复合加入V、Nb 易形成纤细弥散稳定的MX碳化物而产生沉淀强化(以0.25%V和0.05%Nb的组合最为有效),对蠕变断裂强度影响很大;Cu可代Ni稳定蠕变强度,抑制δ铁素体的形成;B进入M23C6碳化物,并偏聚于M23C6和基体间的界面从而阻止M23C6的粗化,同时促进VN形核而提高蠕变强度;Co除固溶强化作用外,还延缓了马氏体在高温回火时的回复,并促进回火时细小碳化物的形核,还减慢碳化物的熟化长大,从而提高蠕变强度。 中国自行研制的钢102(12Cr2MoWVTiB),在570~595℃这一温度区内,具有足够的抗氧化性能,且比12Cr1MoV钢有较高的许用应力,是性能价格比好且经实践考验的低合金热强钢钢种。 HCM2S是在T22(2.25Cr-1Mo)钢的基础上吸收了钢102的优点改进的,600℃时的强度比T22高93%,与钢102相当。但由于C含量降低,加工性能和焊接性能优于钢102,可以焊前不预热,焊后不热处理(壁厚≤8mm)。该钢已获得ASME锅炉压力容器规范CASE2199认可,被命名为SA213-T23。目前HCM2S已做出大口径管,性能达到小口径管的水平。 T24(7CrMoVTiB10-10)钢是在T22钢的基础上改进的,与T22
crmog耐热钢管道焊接施工工法
15C r M o G耐热钢管道焊接施工工法 1 前言 耐热钢中以珠光体铬钼耐热钢应用最广,因为这类钢一般适用于350-550℃之间,同时,这类钢的合金元素含量相对较少,一般都属于低合金钢的范畴,因为合金钢是在碳钢中加入少量的合金元素,钢的性能就发生了变化,就得到了碳钢所没有的性能,即耐高温、抗氧化、抗蠕化和良好的持久强度,由于合金元素小于%,所以称作低合金,简称合金钢。它的耐热性和强度均超过不锈钢,但是价格比不锈钢便宜得多,适用于在各种高温高压条件下工作的介质管道。例如在攀钢煤化工厂外线工艺管道施工项目中,该工程管道φ273×11共1200米,其设计温度为480℃,设计压力为,并且管道材质为15CrMoG耐热合金钢,这类高温高压的特殊材质管道以前我公司未施工过,所以还没有完善和成熟的施工工艺及经验可以借鉴。由于合金钢的化学成分和性能与碳素钢、不锈钢存在较大的区别,所以施工15CrMoG耐热合金钢的焊接工艺及步骤都比碳素钢、不锈钢要求更高,也更严格和复杂。因此掌握此项新技术、新工艺中所有技术参数是具有较大的技术难题。 为了保证焊接质量,公司成立了专题攻关技术小组,开展科技创新,取得了“15CrMoG耐热钢管道焊接技术”这一新成果,并且该技术于2006年通过攀钢冶金技术有限公司(原攀冶建公司)科技质量部组织的科技成果鉴定,获公司科技进步一等奖;在2007年4月全国冶金施工系统QC成果发布会上获得二等奖。该技术填补了我公司在15CrMoG耐热合金钢焊接技术方面的空白,优化了生产
工艺,提高了劳动生产率,保证了焊接质量,为公司创造了良好的社会效益和经济效益。 2 工法特点 由于15CrMoG钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接接头淬硬倾向大,可能出现冷裂纹,因此15CrMoG钢焊接时,焊接材料的选择和严格的工艺措施,对于防止焊缝产生裂纹,保证管道使用性能至关重要。所以15CrMoG耐热合金钢与碳素钢、不锈钢等管道相比不管从施工工艺还是施工时所使用的工机具要求都更高,也更复杂。因此通过本工法的实施,使我公司的管道施工综合能力得到很大的提高,填补了我公司在15CrMoG耐热合金钢安装技术方面的空白,优化了生产工艺,提高了劳动生产率,保证了焊接质量,为公司创造良好的社会效益。更为今后公司施工同类管道奠定了坚实的基础,提高了1 市场竞争能力。 本工法贯彻实施后,使我公司得以熟练掌握15CrMoG材质高温高压蒸汽管道的打磨、预热、焊接、层间温度、焊后缓冷、焊缝及管道的热处理等所有工序及每个工序的具体要求及相关参数。为今后公司施工同类合金管道将起到较大的指导作用。 3 适用范围 适用于管道介质在10MPa、550℃以下的15CrMoG材质或同类型材质的高温、高压蒸汽管道或其它介质管道的焊接。 4工艺原理
耐热钢焊接焊条选用及说明
耐热钢焊接焊条选用及说明 在高温下工作的钢叫做耐热钢,耐热钢应具备高温化学稳定性和高温强度,耐热钢按显微组织可分为珠光体耐热钢、铁素体耐热钢、马氏体耐热钢和奥氏体耐热钢四类;珠光体耐热钢通常热强钢,另有专篇,不再叙述,这里只讲铁素体耐热钢、马氏体耐热钢和奥氏体耐热钢。 一般来说,钢中含Cr达到5%,在600℃下具备了抗氧化能力,当Cr达到12%时,抗氧化能力可达800℃,当Cr达到20%时,抗氧化能力可达950℃,当Cr达到25%时,在1050℃高温下耐热钢表面不起氧化皮,高温化学稳定性非常强;铬金属是耐热钢中最主要的合金元素,所以耐热钢含铬量大都在12%以上。 相对而言,铁素体耐热钢和马氏体耐热钢高温强度低且塑韧性不好,耐热性能不如奥氏体耐热钢,奥氏体耐热钢与奥氏体不锈钢相比,含碳量高一些,有些钢种既是不锈钢又是耐热钢。 本文依据GB/T 4238-2015《耐热钢钢板与钢带》和GB/T 983-2012《不锈钢焊条》标准,选出14种代表性耐热钢材料及其适用的12种焊条,基本涵盖适用温度范围,其余耐热钢焊接时焊条选择也可以参照使用。 一、焊条选用原则 1、耐热性对等 焊缝与母材都在同一个温度下服役,若焊缝耐热性差就会影响整体功能,若焊缝耐热性过剩则会造成浪费,只有两者对等才是最适宜的。 2、化学成分相近 为确保焊缝金属与母材具备相同的耐热性,焊条熔敷金属化学成份与母材应尽量相近;同时两者化学成份相近使得它们膨胀系数相近,避免了因膨胀系数不同在焊接接头处产生内应力。 3、保证抗裂性 对抗裂性差的耐热钢可以用化学成分差异化来选择焊条,防止冷裂纹,确保施工可焊性。如马氏体耐热钢、沉淀硬化耐热钢。
管线钢
管线钢 一、管线钢的概述 1、概念 管线钢主要用于石油、天然气的输送。制造石油天然气集输和长输管或煤炭、建材浆体输送管等用的中厚板和带卷称为管线用钢(LPS)。石油钢的强度一般要求达到600~700MPa;钢中O、S、P、N、C总含量不大于0.0092%;钢中脆性Al2O3夹杂和条状Mn夹杂为痕迹状态。 管线钢主要用于加工制造油气管线。油气管网是连接资源区和市场区的最便捷、最安全的通道,它的快速建设不仅将缓解铁路运输的压力,而且有利于保障油气市场的安全供给,有利于提高能源安全保障程度和能力。 2、管线钢类型 管线钢可分为高寒、高硫地区和海底铺设三类。从油气输送管的发展趋势、管线服役条件、主要失效形式和失效原因综合评价看,不仅要求管线钢有良好的力学性能,还应具有耐负温性、耐腐蚀性、抗海水和HSSCC性能等。这些工作环境恶劣的管线,线路长,又不易维护,对质量要求都很严格。 3、管线钢的消费和生产现状 (1)消费状况 为了把这些自然气输送到主要的消费区域,建设输送管线是必不可少的。目前“西气东输”项目已经建成,今后还将建设的主要管线有陕京二期、中俄自然气管线(东线、西线)、以及中亚或俄罗斯至上海自然气管线,终极与“西气东输”管线形成“两横、两纵”的自然气干线。 目前,原油、自然气管网已经具有相当规模,成品油输送管道相对较少,目前仅占全部输送量的40%,将来计划修建3万km,管径在Ф500mm左右,壁厚在10mm以下,以X65为主。未来10年,我国将建设5万km的油气管道,均匀每年需要展设近5000km,每年自然气管道需要钢材近400万t。 随着管道输送压力的不断进步,油气输送钢管也相应迅速向高钢级方向发展。在国际发达国家,20世纪60年代一般采用X52钢级,70年代普遍采用X60~X65钢级,近年来以X70为主,而国内城市管网以X52、X65为主。目前国内主干线输气管最大压力为10MPa,最大直径能够达到Ф1016~1219mm,以X65、X70应用为主,X80也有应用,但用量未几。随着国内输气管的延长和要求压力的进步,X70、X80将成为主流管线钢。 (2)管线管的生产情况 随着国内冶金技术装备水平的进步,我国能生产管线钢板卷的企业逐渐增多,但是能够生产X70及以上级别的钢厂仅有宝钢、武钢、鞍钢、舞钢、