冷轧薄板相关标准

冷轧薄板相关标准
1.GB/T708-1988 冷轧钢板和钢带的尺寸、外形、重量及允许偏差(摘录)1.1.厚度允许偏差
1.2宽度允许偏差
钢板和钢带的宽度允许偏差
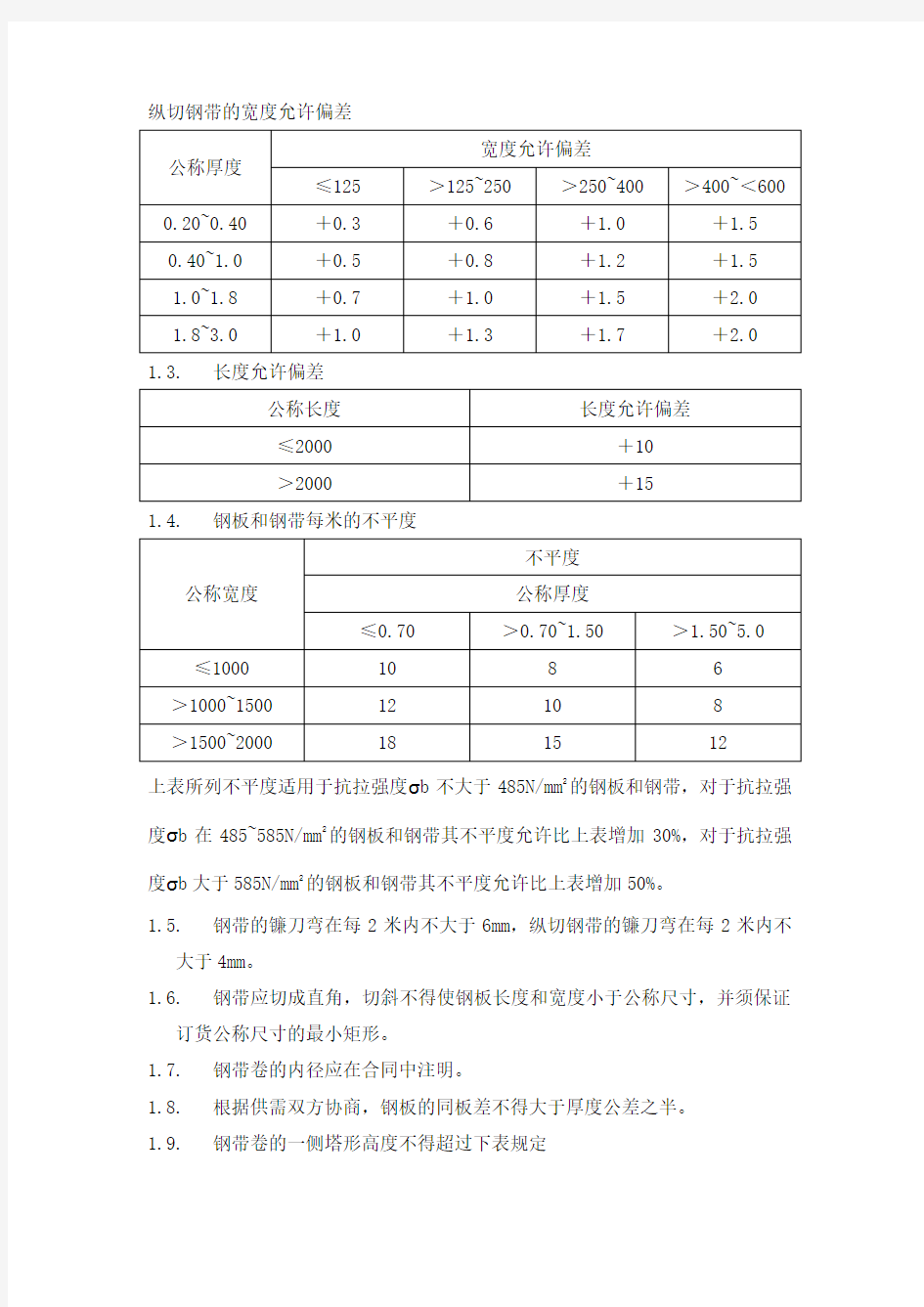
纵切钢带的宽度允许偏差
长度允许偏差
钢板和钢带每米的不平度
上表所列不平度适用于抗拉强度σb不大于485N/mm2的钢板和钢带,对于抗拉强度σb在485~585N/mm2的钢板和钢带其不平度允许比上表增加30%,对于抗拉强度σb大于585N/mm2的钢板和钢带其不平度允许比上表增加50%。
钢带的镰刀弯在每2米内不大于6mm,纵切钢带的镰刀弯在每2米内不大于4mm。
钢带应切成直角,切斜不得使钢板长度和宽度小于公称尺寸,并须保证订货公称尺寸的最小矩形。
钢带卷的内径应在合同中注明。
根据供需双方协商,钢板的同板差不得大于厚度公差之半。
钢带卷的一侧塔形高度不得超过下表规定
2.GB/T2518-1988 连续热镀锌薄钢板和钢带(摘录)
本标准适用于公称厚度为0.25~2.5mm的冷轧连续热镀锌薄钢板和钢带2.1.钢板和钢带的公称尺寸
2.2.钢板和钢带的厚度偏差
2.3.钢板和钢带宽度允许偏差
2.4. 钢板和钢带长度允许偏差
2.5.钢板切斜度不大于1%,tgα=A/B
2.6. 钢板和钢带的镰刀弯最大值
2.7.钢板的每米不平度见下表
3. GB/T2520-2000 冷轧电镀锡薄钢板(摘录)
本标准适用于以板状和卷状供货的低碳钢一次冷轧和二次冷轧电镀锡钢板,公称厚度为0.005mm的倍数,公称宽度不小于500mm;一次冷轧电镀锡板的厚度为0.17~0.55mm;二次冷轧电镀锡板的厚度为0.14~0.29mm。
3.1.板卷的尺寸、形状的允许偏差
3.1.1.厚度偏差
从板卷剪切出来的单张钢板,如果其厚度超出公称厚度的±8.5%,则应剔除; 15000m以上的钢带的平均厚度不超出公称厚度的±2.5%;
15000m及以内的钢带的平均厚度不超出公称厚度的±4%;
同板差:从板卷剪切出来的单张钢板上去两片试样,他们的厚度不超出这张钢板平均厚度的4%
薄边:边部厚度不超出这张钢板的平均厚度的8%。
3.1.2.宽度偏差:-0/+3mm
3.1.3.长度偏差:对于任意一个板卷,生产厂标示的长度和实际测量长度之差不超出±3%。100个板卷实际测量长度和标示长度的累计差不超过0.1%。
3.1.
4.形状偏差:在6000mm弦长上测得的边线镰刀弯不超过6mm,或者在1000mm 弦长测得的边线镰刀弯不超过1mm。
3.1.5.板卷直径
内径:(420+10
-15)、(450+10
-15
)(508+10
-15
)
外径:板卷外径的最小值由买卖双方协定。
4.GB/T5213-2001 深冲压用冷轧薄钢板及钢带(摘录)本标准适用于汽车工业等深冲压变形复杂零件用的优质冷轧低碳和无间隙原子钢板和钢带。
牌号:钢板和钢带的牌号由代表“深冲”的汉语拼音字母“SC”和代表“冲压级别顺序号”的1,2,3表示。牌号为SC1、SC2 、SC3 。SC1为深冲压用钢板和钢带的牌号,SC2 、SC3为超深冲用钢板和钢带的牌号。
4.1.钢板和钢带的尺寸范围应符合下表规定,双方协商,可供应其他规格的钢板或钢带。
4.2. 钢板和钢带的厚度偏差
4.3.钢板的宽度允许偏差
切边:公称宽度≤1200mm(0~+4mm)
公称宽度>1200mm(0~+5mm)
不切边:0~+8mm
4.4. 钢板的长度允许偏差
公称长度≤2000mm(0~+10mm)
公称宽度>2000mm(0~+15mm)
4.5.脱方度
钢板的脱方度不得超过钢板实际宽度的1%。脱方度系钢板的宽边在轧制方向边部的垂直投影长度,或者测量钢板实际长度的0.3%。
4.6.镰刀弯
切边钢板及钢带的镰刀弯,任意2000mm长度应不大于6mm; 钢板的长度不大于2000mm时,镰刀弯应不大于钢板实际长度的0.3%。
4.7.不平度
钢板的每米不平度应符合下表规定
5. GB/T11253-1989 碳素结构钢和低合金结构钢冷轧薄钢板及钢带(摘录)
钢板和钢带的尺寸、外形、重量及允许偏差符合GB708的规定
6. GB/T12754-1991 彩色涂层钢板及钢带(摘录)
本标准适用于卷材涂层线生产的上表面为二涂结构供建筑材料、家用电器、钢制家具等行业使用的彩色涂层钢板和钢带
尺寸符合下表规定
基板厚度偏差符合相应产品标准的规定。
7. GB/T2521-1996 冷轧晶粒取向、无取向钢带(片).
本标准适用于磁路结构中使用的、带有绝缘涂层的全工艺冷轧取向和无取向磁性钢带(片)
7.1.无取向钢带厚度、宽度、长度偏差
7.2.不平度
钢片的不平度取向钢不大于1.5%,无取向钢不大于2.0%。
7.3.镰刀弯
钢带的镰刀弯,每2000mm不大于1.0mm.。
7.4.毛刺
钢带(片)剪边毛刺不大于0.05mm,对于分条交货的钢带(片)剪边毛刺不大于0.10mm
7.5.供货形式
钢片以箱供货,钢带以卷供货。箱卷的重量应符合订货协议。协议中无特殊要求时,箱卷重不大于3吨,钢卷内径为510±20mm。
国家标准《钢铁企业给水排水设计规范》.
国家标准《钢铁企业给水排水设计规范》 第一次工作会议纪要 国家标准《钢铁企业给水排水设计规范》第一次工作会于2007年7月9日至11日在重庆召开。建设部标准定额司、中国冶金建设协会、主编单位以及参编单位参加了会议(与会代表名单详见附件1)。 会议由中国冶金建设协会主持。中冶赛迪公司领导代表中冶赛迪致欢迎词,向各位代表致谢,并表示中冶赛迪将大力支持国家标准的编制工作,在建设部和协会的指导下,经过各位专家的共同努力,一定能够圆满完成国家标准的编制任务。 建设部标准定额司领导作了重要讲话,并介绍了建设部近几年国家标准修编的情况,表示建设部对标准编写高度重视,希望大家在标准编制过程中既要注重内容也要确保形式满足标准的要求。规范的编写既要吸取国际先进标准的内容,也要根据我国的基本国情,结合国内具体的工程实际,深入思考,认真总结;遵循统一、简化、协调、择优的原则,把国家标准编制成兼顾先进性、科学性、协调性、可操作性的好标准。 中国冶金建设协会对本规范的编制工作提出要求,从内容、范围、深度等方面编好大纲;严格按合同内容、时间执行;合理分工,形成很好的会议纪要文件,同时指出了标准编写中要注意的问题。国家规范的编制既要体现国家的产业政策,也要符合我国的国情,国家规范的编写要采用工程中已成熟的技术,要简明,易于被工程设计人员使用。 本标准主要起草人中冶赛迪工程技术股份有限公司张晓卫、曾昭成对《钢铁企业给水排水设计规范》(以下简称给水排水设计规范)的工作大纲和本次会议的准备工作情况进行了说明。与会专家就编写大纲的内容、深度、编制分工等内容进行了广泛深入的讨论,现将主要 - 1 -
内容纪要如下: 1、确定了《钢铁企业给水排水设计规范》编制原则 ⑴认真贯彻执行建设部《工程建设标准化管理办法》(建标[1996]626号)、国标GB/T1.1-2000《标准化工作导责第1部分:标准的结构和编写规则》以及相关的法律法规和方针政策。 ⑵条文和条文说明的编写严格遵守《工程建设标准编写规定》。条文中的内容应准确无误,依据充分,可操作性强,文字表达应简练、明确,逻辑严谨,不能摸棱两可;统一术语或符号应表达同一概念,同一概念的内涵始终采用同一术语符号。 ⑶条文说明中不得做补充规范或加以延伸;说明的内容与条文一致,并应说明规范的主要依据及执行条文时的主要注意事项。 ⑷注意规范之间的相互协调,并体现钢铁企业的特点,不得将其它规范的正文作为本规范的正文和附录。 ⑸规范中的技术术语、符号、代号,采用国际通用的符号和国家标准GB3100~3102-93《量和单位》,GB/T20001.2-2001《标准编写规则第1部分:术语》,GB/T20001.2-2001《标准编写规则第2部分:符号》。 ⑹认真研究总结国内外近年来钢铁企业给排水技术和经验,积极采纳国内外已有的科技成果和先进标准。 ⑺广泛收集生产单位的实际情况,深入了解生产单位的意见和建议。 ⑻纳入规范正文的内容成熟且行之有效。 ⑼规范应体现企业加快改造或淘汰落后的耗水量大的工艺、技术和设备,促进节水技术的开发和应用。 ⑽用水定额部分应编制工序设计用水定额;从节水技术角度,应明确推荐采用技术和设备。 ⑾在缺水地区,考虑利用雨水、废水包括城市再生水、海水。 - 2 -
冷轧产品板型控制技术浅析
冷轧产品板型控制技术浅析 文中就冷轧产品板型控制技术,分析了影响带钢板型的主要因素,提出了冷轧板型控制的主要方法,并对轧制过程中板型控制进行了讨论。 关健词:冷轧;板型控制 板型是冷轧产品质量的重要评价指标。近年来,用户对产品不断提出新的要求,饱和的钢材市场更加促使了各大钢厂对产品质量的重视。在冷轧板生产过程中,板型控制是提高和稳定产品质量的重要途径,是带钢平直度、凸度等指标的决定性因素。 1 影响板型的主要因素 1.1 原材料 来料为热轧卷,其主要缺陷多为带钢边部波浪和镰刀弯。无论是边浪还是镰刀弯,经过冷轧工艺成型后,均会影响后续产品质量。 1.2 轧制壓下量 压下量的均匀程度直接影响到带钢经轧制后沿纵向延伸量的均匀程度,若带钢中部压下量高于两边部,就会在产品中部生成鼓浪,当两边部压下量高于中部时,又会在带钢两边部产生边浪。 1.3 轧辊变形量 在较高的轧制力作用下,轧辊会产生径向弹性变形,同时由于轧制过程产生的摩擦热和变形热,使得轧辊产生热变形,这两种变形量均会使得辊缝不匀,造成产品横向厚度分成不匀。此外,轧辊本身质量问题(如辊面压痕、软点等)、轧辊磨损不匀等也会影响产品板型。 1.4 压扁量与金属横流动因素 在轧制过程中,带钢两边部金属比中部更容易产生横向流动,使轧辊与边部带钢压扁量及带钢边部轧制力明显减小,增加了两边部的减薄量。因此,部分带钢的边部厚度会实然变薄,即边部减薄现象。为保产品质量,这种现象会使得切边量增加,成才率降低。 2 板型控制的主要方法 之前,人们只重视冷轧产品板型在冷轧过程中的控制,主要包括轧制过程中轧辊磨损、设备的弹性变形、轧辊的轴向位移、乳化液辅助轧制效果、热凸度等
鞍钢企业标准Q275-2005
鞍山钢铁集团公司企业标准 Q/ASB 275-2005 代替Q/ASB 275-2004 汽车结构用热连轧钢板和钢带 (SEW 092-82,NEQ) 2005-06-01发布 2005-06-01实施 鞍山钢铁集团公司发布
Q/ASB 275-2005 前言 本标准根据热轧带钢厂1700机组、1780机组生产汽车结构用钢板和钢带的实际情况,并结合市场的需求,对Q/ASB 275-2004《汽车结构用热连轧钢板和钢带》进行修订。 本标准代替Q/ASB 275-2004《汽车结构用热连轧钢板和钢带》。 本标准与Q/ASB 275-2004相比,主要变化如下: --汽车大梁用钢增加了A610L牌号,汽车车轮用钢增加了A330LF、A400LF牌号; --补充了A610L、A330LF、A400LF的化学成分和力学、工艺性能。 本标准的附录A是资料性附录。 本标准由鞍钢集团公司科技质量部提出。 本标准由鞍钢集团公司科技质量部归口。 本标准起草单位:鞍钢集团公司科技质量部、鞍钢集团公司热轧带钢厂 本标准主要起草人:郑英杰、翟永彬 本标准水平等级标记:Q/ASB 275-2005 Y。 本标准历次版本发布情况为:Q/ASB 275-1999,Q/ASB 275-2003,Q/ASB 275-2004。
Q/ASB 275-2005 汽车结构用热连轧钢板和钢带 1 范围 本标准规定了汽车结构用热连轧钢板和钢带的分类、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书。 本标准适用于鞍钢集团公司热轧带钢厂生产的,具有良好冷成型性能的碳素钢、低合金及微合金钢热连轧钢板和钢带,产品用于制造汽车纵梁、横梁、滚型车轮、汽车桥壳等结构件及冲压件。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T 228 金属材料室温拉伸试验方法(eqv ISO 6892) GB/T 232 金属材料弯曲试验方法(eqv ISO7438) GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备(eqv ISO377) GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) GB/T 6394 金属平均晶粒度测定方法 GB/T 13298 金属显微组织检验方法 GB/T 13299 钢的显微组织评定方法 YB/T 081 冶金技术标准的数值修约与检验数值的判定原则 Q/ASB 81 热连轧钢板及钢带包装、标志和质量证明书 Q/ASB 269 热连轧钢板和钢带的尺寸、外形、重量及允许偏差(1780、2150) Q/ASB 318 热连轧钢板和钢带的尺寸、外形、重量及允许偏差(1700) JIS G 3113 汽车结构用热轧钢板和钢带 SEW 092-82 冷变形用热轧细晶粒钢 1
H3C冷轧板技术规范
HH3C 杭州华三通信技术有限公司技术规范 HH3C-02014-2008 替代HH3C-0214-2006 冷轧板技术规范V1.1 2008-11-11发布2008-11-11实施 杭州华三通信技术有限公司 Hangzhou H3C Technologies Co., Ltd 版权所有侵权必究All rights reserved
冷轧板技术规范HH3C-02014-2008 目录Table of Contents 1 范围 (4) 2 规范性引用文件 (4) 3 定义和缩略语 (5) 4 代号 (5) 5 技术要求 (5) 5.1化学成分 (5) 5.2尺寸、外形、重量及允许偏差 (5) 5.3力学性能 (5) 5.4工艺性能 (6) 5.4.1弯曲试验 (6) 5.4.2杯突试验 (6) 5.5热处理及硬度 (6) 5.6表面结构 (6) 5.7表面质量 (6) 5.8涂装性能 (6) 6 试验方法 (6) 7 其他 (7) 参考文献: (8) 表目录List of Tables 表1 冷轧板化学成分 (5) 表2 冷轧板力学性能 (5) 表3 冷轧板杯突值 (6) 表4 检验项目及试验方法 (6)
前言 由于各个钢厂和各个国家产冷轧板的牌号命名各不相同,相同性能板材又有不同叫法。为规范我司对冷轧板的要求,指导外协厂的采购,特制定本规范。 本规范主要参考GB 13237-91以及Q/BQB 402-2003等标准,根据杭州华三通信技术有限公司(以下简称H3C公司)产品对材料的要求以及生产实际情况而制定。 本规范的相关系列规范或文件:无 本规范起草部门:产品工程部结构整机部 本规范主要起草人:喻勇胜 本规范主要评审人:郭远军 本规范历次修订情况:
鞍钢镀锌企业标准
鞍山钢铁集团公司企业标准 Q/ASB 385-2004 代替Q/ASB 385-2003、Q/ASB 386-2003 连续热镀锌钢板和钢带(EN、DIN)(EN10142—2000、EN10147—2000、DIN17162:1-1977、 DIN17162:2-1987,MOD) 2004-07-01发布 2004-07-20实施 鞍山钢铁集团公司发布
Q/ASB 385-2004 前言 本标准修改采用EN 10142—2000《连续热镀锌低碳钢冷轧钢板和钢带供货技术条件》、EN 10147—2000《连续热镀锌结构钢薄钢板和钢带供货技术条件》、DIN 17162:1-1977《低碳钢热镀锌钢板和钢带》和DIN 17162:2-1978《热镀锌钢板及钢带供货技术条件一般结构钢》。 本标准代替Q/ASB 385-2003《连续热镀锌钢板和钢带(DIN)》和Q/ASB 386-2003《连续热镀锌钢板和钢带(EN)》。 本标准根据EN 10142—2000《连续热镀锌低碳钢冷轧钢板和钢带供货技术条件》、EN 10147—2000《连续热镀锌结构钢薄钢板和钢带供货技术条件》、DIN 17162:1-1977《低碳钢热镀锌钢板和钢带》和DIN 17162:2-1978《热镀锌钢板及钢带供货技术条件一般结构钢》重新起草。考虑生产实际和用户要求,在采用该标准时,本标准做一些修改,在附录B中给上了有关技术性差异及原因一览表以供参考。为便于使用,本标准还按GB/T1.1的要求对章条进行重新编辑。本标准的相应指标均达到或超过国外标准的要求,可作为订货标准,如订国外标准订货时,应按本标准组织生产。 本标准与Q/ASB化385-2003、 Q/ASB 386-2003相比主要变化如下: ——根据市场需求,删除锌层重量40g/m2产品; ——根据市场需求,取消表面处理中的不处理方式; ——钢板和钢带的交货方式按实际重量交货。 本标准的附录A、附录B为资料性附录。 本标准由鞍山钢铁集团公司科技质量部提出。 本标准由鞍山钢铁集团公司科技质量部归口。 本标准起草单位:鞍钢集团新轧钢股份有限公司冷轧厂。 本标准主要起草人:王越、郑英杰、高毅。 本标准水平等级Q/ASB 385—2004 (Y)。 本标准历次发布情况为: Q/ASB 385—2003、Q/ASB 386—2003。
【财务】鞍钢股份有限公司0507年财务分析报告
【关键字】财务 财务报表分析案例 鞍钢股份有限公司财务报表 分析比较报告 一、研究对象及选取理由 (一)研究对象 本报告选取了钢铁行业上市公司——、鞍钢股份有限公司(000898)作为研究对象,对鞍钢股份有限公司2005年度—2007年度连续三年的财务报表进行了简单分析及对比,以期对两个公司财务状况及经营状况得出简要结论。 (二)行业概况 钢铁行业近两、三年来非常受人瞩目,资产和成本均持续较长时间大幅增长。2005年、2006年市场表现均非常优秀,特别是2007年,大多数公司的主营业务收入出现了增长,同时经营性现金流量大幅提高,说明整体上看,钢铁类上市公司的效益在2007年有较大程度的提升。2007年能源钢铁类上市公司平均每股收益为1.121元,高出市场平均水平95%左右。2007年钢铁行业无论在基本面还是市场表现方面都有良好的表现。 且未来成长性预期非常良好。钢铁在我国属于基础能源,随着新一轮经济高成长阶段的到来,钢铁需求的缺口越来越大,尽管目前钢铁行业投资规模大幅增加,但是钢铁供给能力提升速度仍然落后于需求增长速度,钢铁供求矛盾将进一步加剧。由于煤炭的价格大幅上涨,这对那些钢铁类公司来说,势必影响其盈利能力,但因此钢铁价格上涨也将成为一种趋势。在这样的背景下,钢铁行业必将在相当长的一段时期内,表现出良好的成长性。因此,我们选取了这一重点行业为研究对象来分析。 (三)公司概况 鞍钢股份有限公司 鞍钢是新中国最早成立和恢复建设的大型钢铁联合企业,最早建成的钢铁生产基地。在恢复生产和建设发展中,为我国钢铁工业的发展和经济建设做出了巨大贡献,创造了巨大的物质财富。1949 年至2007 年,累计生产生铁 3.28 亿吨、钢3.34 亿吨、钢材 2.33 亿吨。累计实现利税1238.88 亿元,上缴税金931.24 亿元,相当于国家同期对鞍钢投资的17 倍,,1997年12月15日在深圳A股上市,其中流通股2.5亿股。 在过去的几年中,鞍钢股份有限公司大力调整品种结构,不断提高专用材比例。大力推进专用钢材的市场开发,重点开发集装箱板、管线钢、船板、汽车板、家电板、石油管、耐候钢等专用品种,提高“双高”产品的比例,稳步推进品牌战略。重点品种2007 年销售量保持全国领先水平,船板和管线钢成为全国最大供应商。全年专用材完成1376.17 万吨,占商品材比例的92.29 %。 鞍钢股份有限公布的按国际财务报告准则,公司截至2007 年12 月31 日止年度财务报告,营业额为65,294 百万元,净成本为7,534 百万元,,比去年同期分别增长24.97% 和24.58%。由此可看出,无论是营业收入及成本,华能国际都实现了健康的同步快速增长。。 在发展战略上,鞍钢股份有限公司2007 年实施开展28 个科研项目共197 项课题;滚动验收课题155 余项,其中121 项课题年创增值效益5.8 亿
冷轧钢板介绍
钢板介绍 我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。 本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。 1 板材牌号及标记的识别 1.1 冷轧普通薄钢板 冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。 适用牌号:Q195、Q215、Q235、Q275; 符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa (N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最了,能较好地满足一般的使用要求,所以应用范围十分广泛。 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.5×750×1500-GB708-88 冷轧钢板:Q225-GB912-89 产地:鞍钢、武钢、宝钢等 1.2 冷轧优质薄钢板 同冷轧普通薄钢析一样,冷轧优质碳素结构钢薄钢板也是冷板中使用最广泛的薄钢板。冷轧优质碳素薄钢板是以优质碳素结构钢为材质,经冷轧制成厚度小于4mm的薄板。 适用牌号:08、08F、10、10F 符号:08、10—钢号开头的两位数字表示钢的含碳量,以平均碳含量×100表示;F—不脱氧的沸腾钢;b—半镇静钢,Z—一般脱氧的镇静钢(有时无字母表示)。 例如:08F表示其平均含碳量为0.08%的不脱氧沸腾钢;由于08F钢板的塑性好,冲压性能也好,大多用来制造一般有拉延结构的钣金件制品。 拉延级别:Z—最深拉延级,S—深拉延级,P—普通拉延级 表面质量:Ⅰ—高级的精整表面、Ⅱ—较高级的精整表面、Ⅲ—普通的精整表面
鞍山钢铁集团公司企业标准
鞍山钢铁集团公司企业标准 Q/ASB 84-2005 代替Q/ASB 84-2004 刃具用热轧厚钢板 2005-06-01发布 2005-06-01实施 鞍山钢铁集团公司发布
前言 本标准根据市场需求,对Q/ASB 84—2004《刃具用热轧厚钢板》进行修订。 本标准代替Q/ASB 84—2004《刃具用热轧厚钢板》及AJT 19—2003《DJ100钢板技术条件》。 本标准与Q/ASB 84—2004相比,主要变化如下: ——扩大了钢板规格; ——将标准的适用范围扩大到厚板厂; ——对厚板厂生产的DJ100,其尺寸允许偏差由原执行GB/T 709 标准,改为按Q/ASB 1 执行,控制精度加严; 本标准由鞍山钢铁集团公司科技开发部提出。 本标准由鞍山钢铁集团公司科技开发部归口。 本标准的起草单位:鞍钢集团公司中板厂、鞍钢集团公司厚板厂 本标准主要起草人:杨军、丛津功 本标准的标准水平等级标记为Q/ASB 84—2005 Y。 本标准历次版本发布情况为:Q/ASB 84—1999、Q/ASB 84-2004。
刃具用热轧厚钢板 1 范围 本标准规定了刃具用热轧厚钢板的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装和质量证明书。 本标准适用于生产厚度为6mm~25mm的刃具、圆锯和机械刀片等用途热轧厚钢板(以下简称钢板)。 2 规范性引用文件 下列文件中的条款通过本标准的引用而构成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 222-1984 钢的化学分析用试样取样法及成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T 226 钢的低倍组织及缺陷酸蚀试验法 GB/T 228 金属材料 室温拉伸试验方法(eqv ISO7438:1985) GB/T 247 钢板和钢带验收、包装、标志及质量证明书的一般规定 GB/T 2970 厚钢板超声波检验方法 GB/T 2975 钢及钢产品 力学性能试验取样位置及试样制备(eqv ISO377:1997) GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法) YB/T 081 冶金技术标准的数值修约与检验数值的判定原则 Q/ASB 1 热轧中厚钢板的尺寸、外形、重量及允许偏差 3 订货内容 3.1 订货时,用户须提供下列信息: a) 标准号; b) 牌号; c) 交货状态; d) 规格尺寸; e) 重量; f) 特殊要求。 1
符合《钢铁行业规范条件》企业名单(第三批)
附件: 符合《钢铁行业规范条件》企业名单(第三批) 序号省份企业名称 装备情况 炼铁炼钢 1 1.鞍钢集团1 攀钢集团成都钢钒有限公司4×405m3高炉 1×70t电炉;1×80t转炉;1×100t 提钒转炉 2 2 攀钢集团江油长城特殊钢有限公司4×40t电炉 3 2.天津1 天津冶金集团轧三钢铁有限公司2×1260m3高炉2×120t转炉 4 2 天津荣程集团唐山特种钢有限公司1×1080m3高炉2×100t转炉 5 3 天津市天重江天重工有限公司1×820m3高炉1×100t电炉;1×120t转炉 6 3.河北1 中普(邯郸)钢铁有限公司1×600m3、2×1260m3高炉2×50t、2×100t转炉 7 2 河北新武安钢铁集团鑫汇冶金有限公司1×460m3、1×1080m3高炉2×55t转炉 8 3 河北永洋特钢集团有限公司1×450m3高炉1×70t电炉 1
9 4 金鼎重工有限公司3×1080m3高炉2×120t转炉 10 5 武安市广耀铸业有限公司1×460m3、1×800m3高炉2×50t转炉 11 6 河北新武安钢铁集团文安钢铁有限公司1×420m3、2×510m3、1×1080m3高炉2×35t、2×60t转炉 12 7 河北新武安钢铁集团明芳钢铁有限公司1×460m3、2×1080m3高炉2×50t、1×80t转炉 13 8 河北宝信钢铁集团有限公司1×420m3、2×630m3高炉2×50t转炉 14 9 武安市永诚铸业有限责任公司2×460m3高炉2×55t转炉 15 10 河北新武安钢铁集团烘熔钢铁有限公司2×620m3、1×12603高炉3×60t转炉 16 11 武安市运丰冶金工业有限公司1×500m3高炉1×50t转炉 17 12 河北新金钢铁有限公司2×450m3、1×600m3、2×1080m3高炉2×40t、2×120t转炉 18 13 河北兴华钢铁有限公司2×550m3高炉2×50t转炉 19 14 河北纵横钢铁集团有限公司4×580m3高炉2×85t转炉 20 15 唐山新宝泰钢铁有限公司2×450m3、1×630m3、1×1080m3高炉3×60t转炉 21 16 唐山安泰钢铁有限公司1×450m3、1×1080m3高炉1×32t、2×35t转炉 2
热镀锌钢板技术要求规范
文件编制部门 热镀锌钢板技术规
文件修订信息记录表
目录 一. 目的................................................. .... ..........4 二. 适用围................................................ .... ........4 三. 引用/参考标准或资料....................................... .... ......4 四. 术语及其定义.............................. ............. .... ........4。 五. 热镀锌钢板的技术要求...................................... .. (5) 1 常用牌号及化学成分............................................5 2 力学性能......................................................7 3 拉伸应变痕....................................................7 4 锌层附着性能..................................................7 5 表面质量......................................................8 6 表面处理......................................................8 7 镀层重量......................................................9 8 不平度....................................................... 9 9 尺寸允许偏差. (10) 六. 检验和试验............................................... (11) 1 试验方法..................................................... 11 2 检验规则..................................................... 11 3 检验报告..................................................... 11 4 封样........................................................ 12 5 说明.. (12)
钢板尺寸标准
钢板是钢材四大品种(板、管、型、丝)之一,在发达国家,钢板产量占钢材生产总量50%以上,随着我国国民经济的发展,钢板生产量逐渐增长。 钢板是一种宽厚比和表面积都很大的扁平钢材。钢板按厚琊分为薄板和厚板两大规格。 薄钢板是用热轧或冷轧方法生产的厚度在0.2-4mm之间的钢板。薄钢板宽度在500-1400mm之间。根据不同的用途,薄钢板采用不同材质钢坯轧制而成。通常采用材质有普碳钢、优碳钢、合金结构钢、碳素工具钢、不锈钢、弹簧钢和电工用硅钢等。它们主要用于汽车工业、航空工业、搪瓷工业、电气工业、机械工业等部门。薄钢板除轧制后直接交货之外,还有经过酸洗的、镀锌和镀锡等种、类。 厚钢板是厚度在4mm以上的钢板的统称,在实际工作中,常将厚度小于20mm的钢板称为中板,厚度>20mm至60mm的钢板称为厚板,厚度>60mm的钢板则需在专门的特厚板轧机上轧制,故称特厚板。厚钢板的宽度从0.6mm-3.0mm。厚板按用途又分造船钢板、桥梁钢板、锅炉钢板、高压容器钢板、花纹钢板、汽车钢板、装甲钢板和复合钢板等。 钢板的一个分支是钢带,钢带实际上是很长的薄板,宽度比较小,常成卷供应,也称为带钢。钢带常在多机架连续式轧机上生产,切成定尺长度后就是钢带,因此生产率比单张机制时高。 一、中、厚板 (一)普通中、厚钢板 1、普碳钢沸腾钢板(GB3274-88) 普碳钢沸腾钢板顾名思义是由普通碳素结构钢的沸腾钢热轧制成的钢板。沸腾钢是一种脱氧不完全的钢材,钢液含氧量较高,当钢水注入钢锭模后,碳氧反应产生大量气体,造成钢液呈沸腾状态而得名。 沸腾钢含碳量低,且由于不用硅铁脱氧,故钢中含硅量常<0.07%。沸腾钢的外层是在沸腾状态下结晶的,所以表层纯净、致密,表面质量好,加工性能良好。沸腾钢没有大的集中缩孔,用脱氧剂少,钢材成本低。沸腾钢心部杂质多,偏析较严重,力学性能不均匀,钢中气体含量较多,韧性低、冷脆和时效敏感性较大,焊接性能较差,故不适用于制造承受冲击截荷,在低温下工作的焊接结构件和其他重要结构件。 (1)主要用途 沸腾钢板大量用制造各种冲压件、建筑及工程结构和一些不太重要的机器结构和零件。(2)材质的牌号、化学成分和力学性能 符合GB700-79(88)(普通碳素结构钢技术条件)中沸腾钢的规定。参阅(型钢)等部分。(3)钢板规格尺寸 热轧厚钢板厚度为4.5-200mm。 (4)生产单位 普碳沸腾钢板由鞍钢、武钢、马钢、太钢、重庆钢厂、邯郸钢铁总厂、新余钢厂、柳州钢厂、安阳钢钢公司、营口中板厂和天津钢厂等生产。 2、普碳钢镇静钢板(GB3274-88) 普碳镇静钢钢板是由普通碳素结构钢镇静钢坯热轧制成的钢板。镇静钢是脱氧完全的钢,钢液在注锭前用锰铁、硅铁和铝等进行充分脱氧,钢液在钢锭模中较平静,不产生沸腾状态,故得名为镇静钢。 镇静钢的优点是化学成分均匀,所以各部分的机械性能也均匀,焊接性能和塑性良好、抗腐蚀性较强。但表面质量较差,有集中缩孔,成本也较高。 (1)主要用途 普通镇静钢板主要用于生产在低温下承受冲击的构件、焊接结构及其他要求较高强度的结构件。
冷轧板的专业知识
文章一:冷轧板的专业知识 冷轧板带用途很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。冷轧薄钢板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。 一、适用牌号:Q195、Q215、Q235、Q275;SPCC(日本牌号);ST12(德国牌号) 符号标识意义: 1、Q普通碳素结构钢屈服点(极限)的代号,它是屈的第一个汉语拼音字母的大小写;195、215、235、255、275分别表示它们屈服点(极限)的数值,单位:兆帕MPa(N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最好,能较好地满足一般的使用要求,所以应用范围十分广泛。 2、S-钢(Steel)、P-板(Plate)、C-冷轧(cold)、第四位C-普通级(common)。 3、ST-钢(Steel)、12-普通级冷轧薄钢板、 4、标记:尺寸精度尺寸钢板品种标准冷轧钢板:钢号技术条件标准标记示例: B-0.57501500-GB708-88;钢板、标准号Q/BQB402,牌号SPCC,热处理状态退火+平整(S),表央加工状态为麻面D,表面质量为FB级的切边(切边EC,不切边EM)钢板、厚度0.5mm,B级精度,宽度1000mm,A级精度,长度2000mm,A级精度,不平度精度为PF.A,则标记为:钢板ECQ/BQB 402-SPCC-SD-FB/(0.51000A2000A-PF.A);冷轧钢板:Q225-GB912-89 主要产地有:宝钢、鞍钢、本钢、武钢、邯钢、包钢、唐钢、涟钢、济钢等 二、冷轧普通薄钢板:由普通碳素结构钢或低合金结构钢冷轧制成。冷轧板表面质量较好。具有良好的冲压性能。对其要求要保证冷弯和杯试验合格,常用于汽车等行业和镀层板的原料。 冷轧优质薄钢板:主要包括各种优质钢冷轧薄板,最常用的是碳素结构钢板,尤其是深冲压用冷轧薄钢板,是由低碳优质钢08Al冷轧的薄板,钢板按表面质量分为三组;Ⅰ、Ⅱ、Ⅲ,分别表示特别高级、高级、较高的精整表面,按拉延级别分为ZF、HF、F级(代表用于冲制拉延最复杂、很复杂、复杂的零件),根据钢板厚度允许偏差,又分为A、B两级精度、广泛用于汽车拖拉机工业。 冷轧钢板,表面光洁,加工优良,用于汽车、冰箱、洗衣机等家电,以及产业设备、各种建筑材料。随着经济发展,冷轧钢板已被称为现代社会的必须材料。冷轧产品的分类:热轧酸洗、轧硬卷、普通冷轧、镀锌(电镀锌、耐指纹、热镀锌)、镀铝锌、电镀锡、彩涂、电工钢(矽钢片)等。 1、热轧酸洗分为原厂酸洗板(卷)和加工酸洗板,原厂酸洗是厂家酸洗好之后涂油、包装再发货,一般表面质量好,在某些领域以取代冷轧板(价格比冷轧卷要低一些)。加工酸洗是贸易商从厂家拿到热轧卷后全专门的酸洗厂酸洗、开平或分条。 2、轧硬卷:在常温下,对热轧酸洗卷进行连续轧制。产品特点:因为没有经过退火处理,其硬度很高(HRB大于90),机械加工性能极差,只能进行简单的有方向性的小于90度的折弯加工(垂直于卷取方向)。 3、冷轧产品种类 (1)退火后加工成普通冷轧;(2)有退火前处理装置的镀锌机组加工镀锌;(3)基本不需要加工的面板。常用钢号 CDCM - SPCC (SPCD、SPCE、ST12、ST13、ST14、BLC、BLD、BUSD、BUFD、BSUFD等),但其性能基本相同。 4、镀锌; 5、镀铝锌:是采用连续熔融镀层工艺把55%的铝和43.4%的锌及1.6%的硅镀覆到钢板表面。 产品特点: (1)有良好的耐久性,与镀锌钢板相比寿命更长; (2)有良好的耐热性,与镀锌钢板相比在高温下更不容易变色;
基于_大数据_的冷轧板形分析与控制技术研究
基于“大数据”的冷轧板形分析与控制技术研究 Research on flatness analysis and control in cold rolling based on big date 包仁人1,张 杰1,李洪波1,程方武2,贾生晖2 BAO Ren-ren 1, ZHANG Jie 1, Li Hong-bo 1, CHENG Fang-wu 2, JIA Sheng-hui 2 (1.北京科技大学 机械工程学院,北京 100083;2.武汉钢铁(集团)公司,武汉 430083) 摘 要:为充分利用冷轧过程中的工艺数据,总结板形控制过程中的规律,文章借鉴了“大数据”的相 关思想,对板形检测结果和大量工艺数据进行了分析,找到边部板形缺陷难以控制的原因在于冷连轧机现有板形控制手段能力不足,进而提出了能提高轧边部板形控制能力的辊形优化方法,并进行了工业试验,证明此方案的有效性。 关键词:大数据;板形;冷连轧机;辊形优化中图分类号:TG333.7 文献标识码:A 文章编号:1009-0134(2015)03(下)-0010-03Doi:10.3969/j.issn.1009-0134.2015.03(下).03 收稿日期:2014-12-01 基金项目:中央高校基本科研业务费专项资金资助项目(FRF-TP-14-019A2) 作者简介:包仁人(1986 -),男,辽宁本溪人,博士研究生,研究方向为冷轧板形控制、数据挖掘和辊形优化。 0 引言 近年来,“大数据”引起了社会各界广泛的高度关注。2012年3月22日,美国总统奥巴马正式宣布美国政府将斥资2亿美元启动“大数据研究和发展计划(Big Data Research and Development Initiative )”。这是继1993年美国政府宣布“信息高速公路”计划后的再一次重大的科技发展部署,美国对大数据的研究上升为国家意志,必将对未来科技、经济的发展带来深远的影响[1]。在维克托·迈尔-舍恩伯格及肯尼斯·库克耶编写的《大数据时代》中“大数据”指不用随机分析法(抽样调查)这样的捷径,而采用所有数据用于分析的方法,大数据具有4V 特点:Volume (大量)、Velocity (高速)、Variety (多样)、Veracity (真实性)[2] 。 目前对“大数据”的研究多集中在数据的存储、读取等方面[3, 4],建立可快速读取的数据平台,而如何从工业数据中发现并总结规律方面的研究较少。现代化的冷连轧机配备有完整的多级计算机系统,涉及轧制过程监测与控制、物料系统跟踪、合同订单跟踪等,生产线上有大量的传感器,实时采集的信息数据量以GB 为单位存储在服务器中,仅某六辊CVC 冷连轧机基础自动化部分传感器所记录的数据量每天可达6GB ,这些数据被大部分被束之高阁,仅用于出现事故时定点分析及查询[5] 。如何科学、高效的处理轧制过程工艺参数,明确板形控制状态,是冷轧生产单位的迫切需求[6~8] ,因此可将聚类 分析、数据挖掘等“大数据”分析方法引入到冷轧板形 分析领域。 1 冷轧板形缺陷的聚类分析 解决冷轧板形缺陷问题的前提是准确分析板形缺 陷的形式,实际生产过程中往往通过实物板形跟踪来确定板形缺陷的类型,但这种靠人工进行的判断方法存在着效率低下的问题,且因采样较少不能全面的反映板形缺陷问题。因此有学者提出利用模式识别方法来对板形缺陷进行分析[9, 10],将板形仪的检测信号识别为几类确定的板形缺陷,如中浪、边浪、四分之一浪和边中复合浪,这类识别方法中多需对板形检测信号进行拟合,面对成千上万组的板形检测结果计算速度较慢。 某冷连轧机为五机架超宽六辊CVC 轧机,最大可轧带钢宽度达2080mm ,通过对其所轧带钢板形长达两年的跟踪,发现同批轧制规格和钢种近似的带钢,稳定轧制阶段的板形缺陷具有相似性,其浪形幅值和形态接近,因此本文借鉴了“大数据”的思想,采用基于密度和网格的聚类分析方法[11]对大批量带钢的板形检测结果进行特征提取,再利用模式识别方法计算各板形缺陷分量,并利用MATLAB 编程实现聚类分析与模式识别过程[12],与传统板形模式识别方法相比,省去了大量的曲线拟合过程,计算速度从每千帧信号30s ,降低至每千帧5s 以内,而所得板形缺陷识别结果与传统方法保持一致,证明对冷轧板形分析而言,采用聚类分析的方法是可行的。通过对1000多卷,近百万帧冷轧带钢板形检测数据进行分析后发现,此机组所轧带钢板形缺陷以边中复合浪为主,且轧机难以对此类板形缺陷进行有效控制,严重影响后续生产以及用户的使用。 2 冷轧板形相关工艺参数的大数据分析 为确定复杂板形缺陷难以控制的原因,需对轧机的板形控制工艺参数进行分析,以往多对单参数的时域检测信号进行分析,忽视了各工艺参数间的联系性,不能
(整理)冷扎钢板冷板知识.
冷扎钢板(冷板)知识 Link - Fri, 27 Jul 2007 14:08:23 +0800 Description: Micholas:在五金产品开发论坛上找到的好资源,很有用。 我们通常所说的板材,是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm 的钢板,它分为热轧板和冷轧板。众所周知,在家电制造领域里,冷轧板以及以冷轧板为原板的镀锌板的用途十分广泛,冰箱、空调、洗衣机、微波炉、燃气热水器等等的零件材料的选用都与它紧密相连。近年来,国外牌号钢材的大量涌入,丰富了国内钢材市场,使板材选用范围逐步扩大了,这对提高家电产品的制造质量,提供更丰富的款式和外观,起到了显而易见的作用;然而,由于国外的板材型号与我国板材牌号及标记不一致,再加上目前市面上很少有这方面专门介绍的资料和技术书籍,这给如何选用比较恰当的钢板带来了一定的困惑。 本文针对上述情况,介绍了在我国经常用到和使用最多的几个国家(日本、德国、俄罗斯)的冷轧薄钢板以及以冷轧板为原板的镀锌板的基本资料,并归纳出与我们国家钢板牌号的相互对应关系,借此提高我们对国外板材的识别和认知度,并能熟练选用之。 1 板材牌号及标记的识别 1.1 冷轧普通薄钢板 冷轧薄钢板是普通碳素结构钢冷轧板的简称,俗称冷板。它是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板。 适用牌号:Q195、Q215、Q235、Q275; 符号:Q—普通碳素结构钢屈服点(极限)的代号,它是“屈”的第一个汉语拼音字母的大小写;195、215、235、255、275—分别表示它们屈服点(极限)的数值,单位:兆帕MPa (N/mm2);由于Q235钢的强度、塑性、韧性和焊接性等综合机械性能在普通碳素结构钢中属最好了,能较好地满足一般的使用要求,所以应用范围十分广泛。 标记:尺寸精度—尺寸—钢板品种标准 冷轧钢板:钢号—技术条件标准 标记示例:B-0.5×750×1500-GB708-88 冷轧钢板:Q225-GB912-89 产地:鞍钢、武钢、宝钢等
深冲压用冷轧带钢技术标准gb5213-89.doc
深冲压用冷轧薄钢板和钢带 GB 5213-85 本标准适用于汽车拖拉机等工业深冲复杂摘自零折用的低碳优质冷轧薄钢板和钢带 1 分类代号 1.1 特别高级的精整表面 1 高级的精整表面 2 较高的精整表面 3 1.2 钢板和钢带按拉延级别分为三级: 用于冲制摘自最复杂的零件ZF 用于冲制拉延很复杂的零件HF 用于冲制拉延复杂的零件 F 1.3 F 2 尺寸外形重量 2.1 尺寸及允许偏差 2.1.1. 钢板的厚度宽度长度和钢带的厚度宽度应符合GB 708-65《轧制薄钢板品种》表1 的规定。经供需双方协议, 也可供应非标准规格的钢板和钢带。 2.1.2. 成卷供货的钢带内每项应在合同中注明 2.1. 3. 进取度允许偏差 2.1. 3.1 钢板和钢带的厚度允许偏差应符合表1 规定
2.1. 3.1.1 根据需方要求,供应表1 以外厚度的钢板和钢带时,其厚度允许偏差按表中相邻小尺寸钢板厚度的规定。 2.1. 3.1.2 交货钢带头尾总长30M内其厚度偏差允许比表1 规定数值大50%,焊缝区20M内厚度偏差允许比表1 规 定数值大100%。 2.1. 3.3 钢板和钢带的宽度允许偏差: 宽度≤1000mm +4mm 宽度>1000mm +5mm 成卷轧制不剪纵边的钢板+15mm 2.1. 3.3 钢板长度允许偏差: 长度≤1500mm +10mm 长度>1500mm +15mm 成卷轧制的钢板 长度≤1500mm +10mm 长度>1500mm +20mm 2.2 外形 2.2.1 钢板应切成直角,在保证公称尺寸最小矩形的条件下,切斜不得大于钢板宽度的1.0%;钢板和钢带的镰刀弯应 不大于长度的0.3%。 2.2.2 不平度 宽度不大于1000mm的钢板和钢带每米不平度应符合如下规定: Ⅰ组表面≤6mm;
鞍钢股份有限公司、鞍钢集团自动化有限公司-鞍钢智能云仓互联系统
一、企业简介 鞍钢股份有限公司于1997年5月8日由鞍山钢铁集团公司独家发起设立,并于1997年分别在香港联交所(股票代码:0347)和深圳证券交易所(股票代码:000898)挂牌上市。注册资本为72.34亿元。鞍钢股份是国内大型钢材生产企业,主要业务为生产及销售热轧产品、冷轧产品、中厚板及其他钢铁产品。鞍钢股份公司能够生产16大类品种、600个牌号、42000个规格的钢材产品。“鞍钢”牌铁路用钢轨、船体结构用钢板、集装箱用钢板获得“中国名牌产品”称号。2015年,公司生产铁2288万吨、钢2259万吨、钢材2100万吨。 鞍钢股份有限公司物流管理中心(以下简称物流中心)是鞍山钢铁集团公司国内物流业务的管理和运行平台,业务覆盖范围涉及汽车运输管理、铁路运输管理、海路运输管理,仓储管理(成品库、原燃料场、港存物料、内贸现货仓储),包装、加工等核心业务;负责鞍山钢铁物流战略规划设计、物流信息化建设、物流成本控制与管理、物流方案策划等;是鞍山钢铁集团公司物流系统的枢纽,其业务关系着企业众多项目的发展,物流中心不仅要从企业的供应链各环节上考虑,更多的是需要通过各种活动使得生产、销售和客服都做得最好。 二、项目建设背景 (一)系统建设前存在的问题
鞍钢目前仍存在较多信息化盲点,如整个采购物流基本空白等,已不能很好的对企业面临的新问题提供支撑。因此,如何消除盲点,整合各自独立的系统资源,建立鞍钢智能云仓互联系统,实现物流全程跟踪,使供应链各环节的信息共享,形成一种供应链各方共御风险、合作共赢的经营管理机制,实现对整条供应链的协调运作与快速反应,进而谋求整体资源最优化与整体价值最大化,是摆在所有“物流人”面前的迫切问题。 (二)解决思路 (1)构建管控一体的物流操控平台,为操作员人员、业务人员提供具有高效、敏捷特点的管控平台,降低人力成本,提高效率与质量,保证物流系统的可持续发展; (2)构建统一的业务管控平台,统一业务规范,设定标准过程,分解过程指标,整合内外部资源,达成全流程的信息获取与共享; (3)构建智慧物流信息平台,信息同步同时通知,建立高效、低成本、过程实时监控、全流程管控的大物流系统,使物流系统综合指标持续改进并趋于最优。 (4)将Unity 3D增强现实技术应用到库区管理模块,建立增强现实仓库模型,增强仓库模型可视性,实现作业路径仿真,自动信息化作业指导,免去人工指导的过程。 (5)通过对模式识别技术的研究,对支持向量机的研究与应用,实现钢卷喷标识别,为纸质二维码赃污损坏后,实现一种物料信息识别方式。