刀具进给和转速
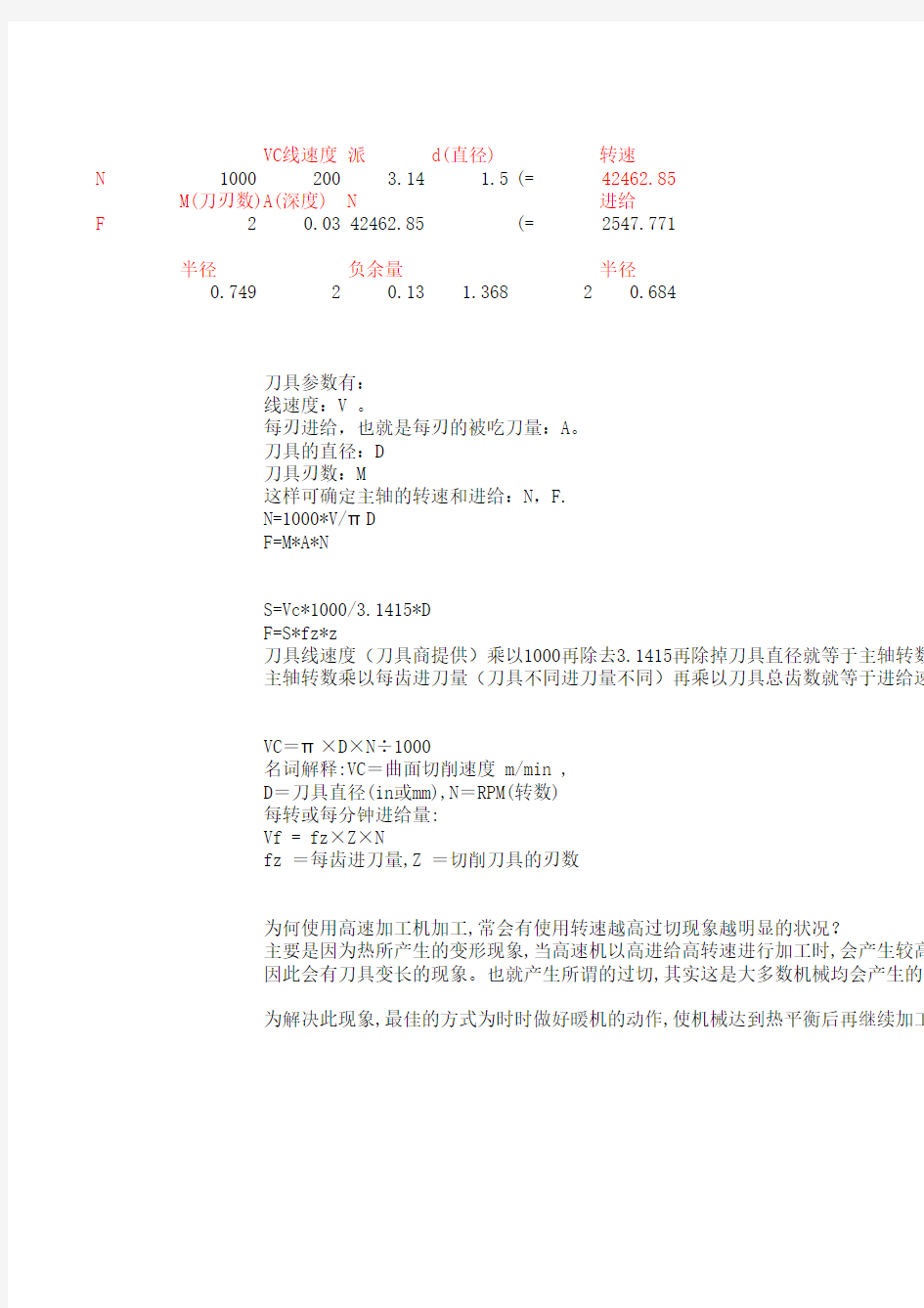

VC线速度派d(直径)转速
N1000200 3.14 1.5(=42462.85
M(刀刃数)A(深度)N进给
F20.0342462.85(=2547.771
半径负余量半径
0.74920.13 1.36820.684
刀具参数有:
线速度:V 。
每刃进给,也就是每刃的被吃刀量:A。
刀具的直径:D
刀具刃数:M
这样可确定主轴的转速和进给:N,F.
N=1000*V/πD
F=M*A*N
S=Vc*1000/3.1415*D
F=S*fz*z
刀具线速度(刀具商提供)乘以1000再除去3.1415再除掉刀具直径就等于主轴转数
主轴转数乘以每齿进刀量(刀具不同进刀量不同)再乘以刀具总齿数就等于进给速
VC=π×D×N÷1000
名词解释:VC=曲面切削速度 m/min ,
D=刀具直径(in或mm),N=RPM(转数)
每转或每分钟进给量:
Vf = fz×Z×N
fz =每齿进刀量,Z =切削刀具的刃数
为何使用高速加工机加工,常会有使用转速越高过切现象越明显的状况?
主要是因为热所产生的变形现象,当高速机以高进给高转速进行加工时,会产生较高
因此会有刀具变长的现象。也就产生所谓的过切,其实这是大多数机械均会产生的现
为解决此现象,最佳的方式为时时做好暖机的动作,使机械达到热平衡后再继续加工
等于主轴转数
具总齿数就等于进给速度
显的状况?
行加工时,会产生较高的热温升,相对的必然产生热变形的状况,
多数机械均会产生的现象,并不是刀具不准确或是刀具长度未设定好所引起的。到热平衡后再继续加工,则过切现象就会自然消除。
相关主题