(完整版)年产2亿粒胶囊剂生产车间工艺设计.doc
药学院
课程设计说明书
课程名称:药物制剂生产设备及车间工艺设计
题目:胶囊剂车间设计
学生姓名:
学号:
班级:
指导教师:
2011 年 12 月
一. 概述????????????????? 2
二. 任??????????????????? 2
三. 生制度??????????????????? 2
四. 生工序??????????????????? 3
五. 物料衡算??????????????????? 5
六. 生型?????????????????8
七. 明????????????????13
目:年 2 粒胶囊生工一、概述
1.胶囊制
胶囊制主要从事的是胶囊的生。要求有一定的
度,在定的境下行混合制粒、干燥和整粒混,胶囊填充、抛光囊和内包装等工段的操作。按照生流程行合理布局,充分合理利用空,同减少各个工段之的相互干。
2.目的
首先足品的工化生要求,按照生工流程提供最佳布置。其次要始GMP原。
3.依据
GMP 、《医药工业洁净厂房设计规范》和国家关于建筑、环保、能源等方面的规范。
4.设计原则
在满足各项规范条件下,尽可能做到人、物流分开,不返流;选
用先进生产工艺和设备;空调系统可以有效控制温湿度;
二、设计任务
1.生产规模: 2 亿粒,片重 0.3g
2.包装形式:胶囊剂,铝塑包装
三、生产制度
年工作日:按单班考虑,8h/ 天;年工作日 250 天。
产年班生产月份备品产产注名量量
1 2 3 4 5 6 7 8 9 10 11 12
称/
kg
对 2 41 可停停停
乙亿7. 按产产 27 27 27 27 产 27 30 25 30 30
酰粒32 实检检 d d d d 检 d d d d d
际氨
修修修
基调
酚整
四、生产工序
工艺成熟、技术先进。自动化、连续化、联动、密闭化生产。固
体制剂目前以单机生产为主
1.粉碎、过筛:注意排尘除尘;
2.配料:称量时产生粉尘;
3.制粒:混合均匀,可改善物料流动性,减少粉尘飞扬。流化法应注
意防爆;
4.干燥:排气经过除尘过滤;
5.过筛、整粒与总混:过筛、整粒(加入润滑剂,增加流动性)后混合,必须有除尘装置;
6.胶囊填充:注意颗粒扩散和除尘,局部负压;
7.胶囊抛光:
8.包装:铝塑包装排热、排风;
9.清场:更换批号和、品种、规格时,对车间进行卫生清场和有关设
备的拆洗灭菌
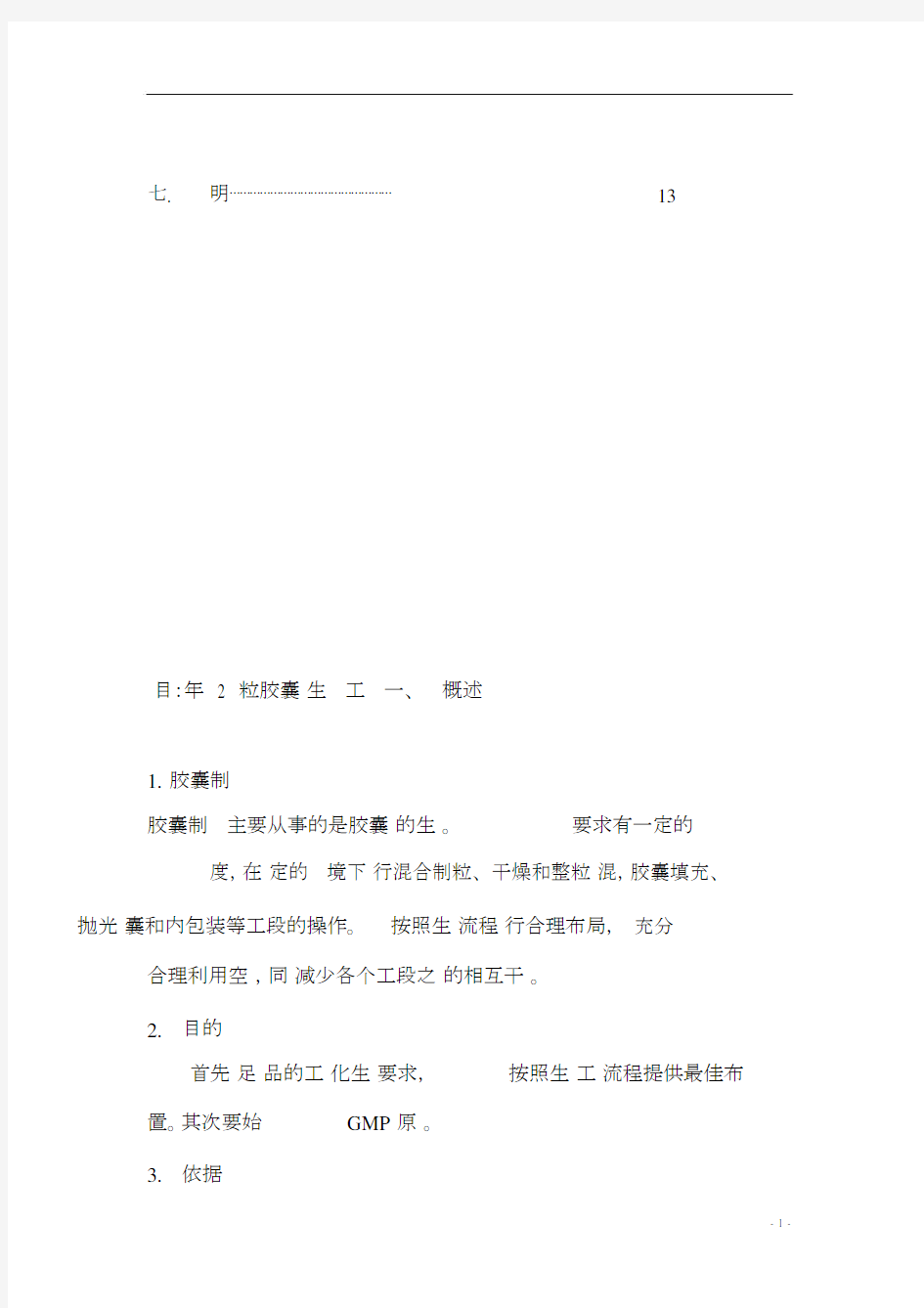
4-1胶囊制剂的车间工艺流程图
五、物料衡算
1.计算是根据物质平衡原理。
2.包括产品的原辅料、中间产品、副产品、产品和包装材料等的计算。一般按生产品种、规格、包装形式及班产量进行计算。
3.通过物料衡算可确定各品种主要原辅料的采购量、运输量和仓库储存量;包装材料的需要量、存储量,并为确定生产过程中所需设备的配置、劳动定员、仓库面积,确定生产过程中的供排水、蒸汽、各类能耗的需要量以及设备计算、管路设计提供计算依据。
4.首先按规定的工艺绘制物料衡算示意图,用箭头标出各物料的进出方向、数量、组成及温度、压力等条件,绘出物料流向示意图。然后收集有关生产规模、生产班次及班产量等数据。
5.根据生产剂型和生产量对每天生产的药物进行物料衡算。选定计算基准。
根据设计的工艺和产量要求 : 选定乙酰氨基酚胶囊为涉及的胶囊车间
所生产的药物。
查资料得处方如下:
【处方】对乙酰氨基酚3kg
维生素C1kg
胆汁粉1kg
咖啡因30g
扑尔敏30g
10%淀粉浆适量
食用色素适量
共制成硬胶囊剂10000 粒
1.年生产 2 亿粒胶囊生产车间工艺设计
按单班考虑, 8h/ 天;年工作日 250 天
2.每天生产量: 2*108 /250=80 万粒 / 天
时生产量: 800000/8=10 万粒 / 小时
3.总的物料衡算:
设包转损失1%,填充损失2%,总混损失2%,整粒损失1%,干燥损失2%,制粒损失2%,过筛损失1%,粉碎损失1%,物料含水量15.5%,干燥后物料含水量 3%。
(1)、每万粒对乙酰氨基酚胶囊的物料量 =(3+1+1+0.03+0.03 )/(1-3%)=5.2165kg
则2 亿粒的总物料量为 104329.90Kg
每小时的生产量为10*5.2165=52.165kg/h
(2)、包装损失 1%,则包装时投入量: 52.165/99%=52.692kg/h (3)、填充损失 2%,则填充时投入量: 52.692/98%=53.767kg/h (4)、总混损失 2%,则总混是投入量: 53.767/0.98=54.865kg/h (5)、整粒损失 1%,其投入量为: 54.864/99%=55.418kg/h
(6)、干燥损失 2%,则每小时投入的绝干物料量为:
55.418/0.98*(1-3%)=54.853kg/h
故每小时投入的总湿物料量为:
54.853/ (1-15.5%)=64.914kg/h
则每小时加入的纯水量为:
64.914-54.853=10.061kg/h
(7 )、制粒损失 2%,其投入量为: 64.914/0.98=66.239kg/h
(8)、过筛损失 1%,则投入量为 (66.239-10.061)/0.99=56.745kg/h
(9)、粉碎损失 1%,故每小时投入粉碎的对乙酰氨基酚的总量为:56.745/0.99 =57.318kg/h
【物料流程图】计算基准kg/ 小时 0.3g/ 片
原料 57.318
↓
粉碎,过筛→损耗 0.573
↓56.745
辅料 1.091 →湿法制粒→损耗 1.325
水 10.061 ↗↓ 66.572
0.565 损耗←烘干→水汽 10.061
↓ 55.946
整粒,总混→损耗 1.651
↓ 54.259
充填,抛光→损耗 1.603
↓ 52.692
↙内包
0.527 损耗↓
↖外包
↓
成品52.165
六、生产设备选型
Ⅰ. 生产设备的选型说明
设备选型是工艺设计的重要内容,国内制药企业积极推进GMP认证,但对国内生产药机设备却没有权威部门给予认证是佛符合GMP,而国外生产的药机设备选型问题上坚持按GMP得要求,力求先进、质量可靠、运行平稳、符合国情和企业实际情况。
1.从设计角度看 GMP对知己设备的要求
GMP认证达标中一个重要内容是设备验证,它包括设备的安装确
认(IQ)、运行确认(OQ)、性能确定(PQ)、和投产后的产品验证(PV)四个阶段,制剂设备要达标,关键在于制剂设备在设计、选型、制造和安装上要符合 GMP标准。
要达到 GMP标准,制剂设备在具体设计中应体现符合产品生产及
工艺要求、安全、稳定、可靠、以及易于有清洗、消毒或灭菌,便于
生产操作和维修保养,并能防止差错和交叉污染的总体思想。在设计中,凡与药品直接接触的设备内表面及工作零件表面,尽可能不设计有台、沟及外露的螺栓连接。设备内外表面应平整、光洁、无棱角无
死角、无凹槽、易清洗及消毒。同时,为不对装置之外构成污染,设
备应采取防尘、防漏、隔热、防噪声、及防爆等措施。
设备的选材应严格控制,凡与药品直接接触的零部件均应选用无毒、耐腐蚀、不与药品发生化学反应、不释放出微粒或吸附药品的材
质。
无菌设备的清洗,尤其是直接接触的部件必须灭菌,除采取一般方法外,最好配备就地清洗(GIP),就地灭菌(SIP)的洁净、灭菌系统等。同时设备设计还应满足GMP对制剂设备在安装、维修、保养、管理和验证等方面的一系列要求。
2.制剂设备应事先机械化、自动化、程控化和智能化
由于制剂工业 GMP达标是个复杂的系统工程,因此我国制剂设
备与制造商应该沿着标准化、通用化、系列化和机电一体化方向发展,以实现生产过程的连续密闭、自动检测。
3.设备选型概述
Ⅰ.混合、制粒、干燥宜采用先进的一步制粒法,生产效率高,槽
型混合机、摇摆式颗粒剂、烘箱等设备不易清洗、不密闭,工艺过程
繁琐。
Ⅱ.总混宜采用三维混合机,无离心力作用影响,不产生比重偏析和积聚现象,混合均匀度高、装载系数大、效率高、易清洗等。
Ⅲ.胶囊填充机宜采用全自动连续灌装机,胶囊上机率高,装量
准确,全封闭操作。
Ⅳ. 包装:铝塑平板包装机适用于药品小包装。为满足不同品种不
同档次的需求,同时也应考虑瓶装线。
综上所述,由于药机设备的研制,生产不断发展,设备性能持续改进,需除尘的设备不再很多,不要局限在 GMP规定的框框里,应从减
轻操作者的劳动强度上,考虑采用液压提升上料,避免上料时粉尘飞扬;若设备本身密闭,自带除尘器,则就没有必要再设一套除尘系统。
由下面的设备选型可以看出,有三款制剂设备玉同一个厂家购买,
方便售后维修以及购买时候的优惠,符合制剂厂家利益。
Ⅱ.主要生产设备选型计算
1.设备选型计算步骤
1)根据班产规模和物料衡算计算出各工序、各过程的物流量,储存
容量,传热量,蒸发量等,以此作为设备选型计算的依据。
2)按计算的物流量等,根据所选用设备的生产能力、生产富裕量
等来计算设备台数、容量、传热面积等。最后确定设备的型号、规
格、生产能力、台数、功率等。
3)在进行设备选型和计算时必须注意到设备的最大生产能力和设备
最经济、最合理的生产能力的分别。在生产上希望设备发挥最大的生
产能力,但从安全运转角度来看,如果设备长期以最大负荷运转,将
会影响到能耗、设备使用寿命等,设备都有最佳的运转范围。在一般
的设备参数中都会标明最大生产能力。另外需要重视单机生产能力与
台数的选择、搭配,既要考虑连续生产的需要,也要考虑突发事故发
生时的可操作性。
2.主要设备选型
1)粉碎机:据物料衡算,每天处理原辅料 458.544kg ,每小时
57.318kg ,可选一台 WF-180万能粉碎机,单机生产能力 250kg/h ,可以满足生
- 10 -
2)筛分设备:目的使物料颗粒大小均匀,可选型号为 ZS-365 的振动
筛,单机生产能力为 60-500kg/h ,可满足生产要求。
3)物料混合机:每天处理的原辅料和水达600kg,每小时至少处理物
料74.975kg ,可选一台型号为HLSG-270P湿法混合制粒机,可以满
足生产要求,而且有较大的增产空间。
4)干燥设备:湿颗粒需经过干燥处理后方可进入下一道工序,选用
一台型号为 GFG-200的高效沸腾干燥机,单机生产能力60kg/ 次。可
以满足生产要求,而且有较大的增产空间。
5)整粒设备:选用一台型号为KIL-180的快速整粒机,生产能力
20-50kg/h ,可以满足生产要求,而且有较大增产空间。
6)多向运动混合机:混合时物料在容器内强烈湍动、平移、翻转,
不产生偏析和聚积,装料系数大,无死角、不损料、易清洗。根据计
算选用 HD-100三维运动混合机,装料容积85L,最大装量80kg。可以满足工艺要求。
7)胶囊灌装机:根据物料衡算每分钟至少填充1250 粒,可选两台型
号为 NJP-1200 的全自动胶囊填充机,单机生产能力 120 粒 /min ,胶囊上机率>98%,装量差异±4%,适用于0-5 号胶囊,工作噪声<80dB,真空度 - (0.04-0.08 )MPa。
8)胶囊抛光机:清除填充后胶囊表面的粉尘。根据生产需要,可选
用一台型号为JP-1 的胶囊抛光机,单机生产能力为7000 粒/ 分适用
于各种型号的胶囊,吸尘机功率为 1.2kW。
9)铝塑包装机:是片剂和胶囊剂的常用包装形式,通常有平板式、
滚筒式、滚板式,有正压及真空成型,根据生产需要可选两台型号为DPT-140的平板式泡罩包装机,包装效率3600-8000 板/h ,标准板块58mmx90mm。
七、车间设计说明
1.在厂区中的位置
车间人流物流出入口尽量与厂区人流物流道路相吻合;由于发
尘量大,应位于常年风向的下风处;厂房纵轴应尽量布置成南、北向,以避免大面积的窗墙受日晒影响。
2.正确处理工艺布局中的人流物流关系
人流、物流出入口不能合用;要有净化室;在洁净区设计洁净走廊时,应保证此通道可以直接到达每一个生产岗位、中间物或内包材存放间,不能把其他岗位操作间作为通道;相邻洁净室,如果空调系统参数相同,可在隔墙上开门,开传递窗或设输送带传送物料,尽量少用公共通道;车间出入口尽量少,避免昆虫、鼠类进入车间,整个车间主要出入口有人流出入口即门厅,物料出入口即收、发厅。
3.生产线安排
粉碎、过筛、称配等工序适用独立的空调系统,位于仓库附近。
由于片剂、胶囊剂、颗粒剂前部分工序一样,因此布置在同一洁净区,可以提高设备使用率,减少洁净区面积,减少投资。
4.备料室设置
GMP 要求生产企业应设备料室。综合固体制剂车间原辅料处理量大,应设备料室,并布置在仓库附近便于实现定额定量、加工和称量
的集中管理。
5.中间站布置
防止混药发生。有分散式和集中式布置方式。本设计选用集中式,专人管理,可有效防止混淆和交叉污染。
6.粉尘、散热、散湿、臭味的处理
7.容器具的清洗
应布置洁具清洗、存放间。
8.参观走廊的设置:人、物流通道,消防安全畅通的保证。参观者不
影响。
9.仓库
为增大仓库的贮存量,采用钢制货架、托盘,货物分区分架存放。仓库内设发货厅、原辅料区、包装材料区、成品区等。
10.洁净工作服的处理
洗涤,应和生产级别一致。即洁净工作服是在与生产洁净区同级别的区域内清洗、干燥完成封口,并存放在存衣柜。
11.安全门的设置
设置参观走廊和洁净走廊时必须设置相应的安全门。
12.其他设计说明
固体制剂综合生产车间洁净级别为30 万级,按 GMP要求,洁净区控制温度为18-26 ℃,相对湿度为45%-65%。
序号设备名产地型号规格/mm数量备注称
1 万能粉碎天津市成品粒度 ( 目 ): 1 主轴转速 (r/min):
机茂源制WF-18 10~200 4000 活动齿盘直药机械0 径(mm): Φ180
厂齿式
2 振荡筛江苏省ZS-365 2115 × 1615 × 1 生产能力( kg/h ):
范群干2350( 长×宽×高 ) 60~ 500 主轴转速
燥设备过筛目数(目):(r/min) :1380
厂12~200
3 湿法混合浙江明250× 1400× 2000 1 总容积 270L,
制粒机天机械HLSG-270P 工作容积 200L 工作容积 200L,投有限公料量 100kg
司
4 高效沸腾天津市GFG-200 2800*1350*2700 1 料斗容积 (L): 200
干燥机茂源制干燥能力 (kg/h): 进风温度 ( ℃ ): 药机械30~60 50~ 100 蒸汽耗量
厂(kg/h): 140
5 快速整粒江西庐KIL-180 生产能力 1 粉粒目数 :10-80
机山精密20-50kg/h 目:300/
制造厂
6 多向运动温州市HD-100 1360×1500×1530 1 混合桶容积: 100
混合机制药设最大装料容积: 85 主轴转速:≥14 电备厂最大装料重量: 80 机功率: 2.2
7 全自动胶瑞安市NJP-1200 1270*1060*1960 生 2 胶囊上机率 (%):
囊充填机华联制产能力 ( 粒 /min): >98 适用胶囊 : 00 药机械1200 #~ 5#
实业公
司
8 胶囊抛光天津市JP-1 1180*420*1200 1 吸尘机功率 (kw):
机茂源制生产能力 ( 粒 /min): 1.2 适用胶囊 : 各药机械3000~7000 种型号
厂
9 自动铝塑浙江省DPT-140 版块尺寸系列: 2 最高冲裁频率: 40
包装机瑞安市81.6*(56-116)*39m 次 / 分最大泡罩投金安制m 影面积: 1200 平方
药机械生产能力: 9.6 —-34 厘米;最大泡罩高
有限公万粒 / 小时度: 15mm
司
年产12000吨酸奶工厂设计,李雯霞
年产量12000吨酸奶工厂设计 李雯霞 (安徽工程大学生物与化学工程学院安徽芜湖241000) 摘要 本毕业设计选取的题目是年产12000吨酸奶的工厂设计。本设计是建造一个年产12000吨的酸奶工厂,工厂建筑高15m,工厂面积27025m2。本毕业设计由绪论、物料衡算、设备选型和工厂造价等部分组成。前言部分,通过对酸奶的介绍和工厂的设计理念简要的概括设计理念和设计要求以及设计要达到的目标。物料衡算部分。根据产量和设备的选型以及现实情况,对物料的使用量和利用率的计算,对能量的计算。设备选型部分。根据自己产品的特点和对产品的要求对生产设备的选择以及各个管道的选择,还有各个零件的大小直径以及管壁的选择。工厂造价部分。根据上面的计算和实际情况的把握,估算出工厂的造价。 关键字:酸奶,平面设计,工艺流程,设备,经济分析
Abstract The graduation design topic is the design of an annual output of12000tons of plant.This design is the construction of an annual output of12000tons of yogurt factory,factory buildings with high15m,the factory area of47076m2.Thisgraduation design is composed of the introduction,material balance calculation,equipment selection and factory cost components.The preface:The yogurt introduction and plant design summary of design idea and design requirements and design to achieve the goal.Material balance part.:According to the selection of output and equipment as well as the current situation,use of materials and the utilization of the calculation, calculation of energy.The selection of equipment parts:According to the characteristics of their products and requirements for the product production equipment selection and the selection of pipeline,and various parts of the size of diameter and wall selection.Factory cost part.According to the above calculation and the actual. Keywords:yogurt,graphic design,process flow,equipment,economic analysis
片剂车间工艺设计
《课程设计》 设计成绩: 批阅人: 批阅日期: 设计题目:年产2.8亿芍甘片生产车间工艺设计 设计者: 班级: 学号: 指导教师: 设计日期: 南京中医药大学药学院
设计任务书 一、设计题目 年产2.8亿芍甘片生产车间工艺设计 二、设计条件 (1)生产制度 年工作日:250天;1天2班,每班8 h,一天2班。 (2)药剂规格及原辅材料的消耗 依照各“中药制药分离技术课程设计”而定 ①规格:0.35 g/片 ②主要工序及原辅材料可参照 a. 药材干浸膏提取率:7.5%,干浸膏粉碎过筛收率:98% b.干法制粒:干浸膏粉末和辅料比为30:70,收率为98% c. 整粒、总混:收率为99% d. 压片、包衣:收率为98% e. 包装:内包收率为99%;外包无损耗 三、设计内容与要求 (1)确定工艺流程及净化区域划分; (2)物料衡算; (3)设备选型; (4)按GMP规范要求设计生产工艺流程图和车间工艺平面图; (5)编写设计说明书; 四、设计成果 (1)设计说明书一份 包括工艺概述、工艺流程及净化区域划分说明、物料衡算、设备选型及主要设备一览表、车间工艺平面布置原则、技术要求和说明。 (2)工艺流程图; (3)提取车间、制剂车间平面布置图(1∶100) 五、设计时间
设计时间为2周,从2015年6月12日至2016年6月24日。 目录 1 片剂生产工艺概述 (05) 1.1项目概述 (05) 1.2设计目的和意义……………………………………… 07 1.3设计内容 (07) 1.4 设计指导思想和设计原则 (08) 2 生产工艺流程简述 (08) 2.1生产方案、产品类型与包装方式 (08) 2.2生产规模、制度与方式 (09) 2.3工艺流程 (09) 2.3.1工艺流程制定的原则 (09) 2.3.2制粒压片工艺 (09) 2.3.3片剂的生产工艺 (11) 2.3.4工艺简介 (12) 3 物料衡算 (14)
生产车间规划设计经典
生产车间规划设计经典 The Standardization Office was revised on the afternoon of December 13, 2020
目录 一、主要内容简介........................................................................................... 错误!未定义书签。 1、改善主要内容.................................................................................... 错误!未定义书签。 2、制约因素 ........................................................................................... 错误!未定义书签。 3、推进方法 ........................................................................................... 错误!未定义书签。 二、改善方法运用........................................................................................... 错误!未定义书签。 1、生产车间整理、整顿........................................................................ 错误!未定义书签。 (1)整理:........................................................................................ 错误!未定义书签。 (2) 整顿:....................................................................................... 错误!未定义书签。 2、人、机、料、法、环管理优化........................................................ 错误!未定义书签。 (1)对人员的管理——OJT ........................................................ 错误!未定义书签。 (2)对设备的管理——TPM ...................................................... 错误!未定义书签。 (3)对物料的管理 ...................................................................... 错误!未定义书签。 (4)法、环管理 .......................................................................... 错误!未定义书签。 3、工序优化 ........................................................................................... 错误!未定义书签。 4、设施布局优化.................................................................................... 错误!未定义书签。 5、流程(排产、流水线设计)优化.................................................... 错误!未定义书签。 (1)排产设计 .............................................................................. 错误!未定义书签。 (2)流水线设计 .......................................................................... 错误!未定义书签。 6、执行力的提升.................................................................................... 错误!未定义书签。 三、各任务间的关系....................................................................................... 错误!未定义书签。 四、管理上的其他问题................................................................................... 错误!未定义书签。 1、员工是“社会人”而非“经济人” ............................................... 错误!未定义书签。 2、建立责任制 ....................................................................................... 错误!未定义书签。 3、改善推进注意事项............................................................................ 错误!未定义书签。 五、进度安排................................................................................................... 错误!未定义书签。 六、总结........................................................................................................... 错误!未定义书签。
酸奶的生产工艺及其发展趋势
酸奶的现状及其发展趋势 李凡金 (师范学院生物资源与环境科学学院,云南曲靖655011) 摘要:酸奶在人们的生活中扮演着越来越重要的角色,本文主要介绍了酸奶的基本定义,国内外发展现状及发展前景 关键词:酸奶、发展前景、现状 The present situation and Prospect of yoghurt LI Fan-jin (College of Biological Resources and Environment Science, Qujing Normal University, Qujing Yunnan 655011, China;) Abstract:Y oghurt in people's life plays a more and more important role,this paper introduces the basic definition of yoghurt,the domestic and foreign development situation and development prospect of Keywords: Y ogurt,development prospects,present situation 引言 20世纪50年代以来,酸奶生产技术有了很大发展,除了使用传统的保加利亚乳杆菌、嗜热链球菌发酸奶的品质外,还增加了营养保健功能。由于不断开发出新的品种,极大地拓宽了消费市场,特别是20世纪80年代以来,各大中城市的酸奶生产量急剧上升,并迅速地向城镇和农村扩展。现在酸奶有凝固型和搅拌型2 大类别数10个品种。
工艺设计的基本原则和程序
工艺设计的基本原则和程序 一、工艺设计的基本原则 水泥厂工艺设计的基本原则可归纳如下: (1)根据计划任务书规定的产品品种、质量、产量要求进行设计。 计划任务书规定的产品产量往往有一定范围,设计产量在该范围之内或略超出该范围,都应认为是合适的;但如限于设备选型,设计达到的产量略低干该范围,则应提出报告,说明原因,取得上级同意后,按此继续设计。 对于产品品种,如果设计考虑认为计划任务书的规定在技术上和经济上有不适当之处,也应提出报告,阐明理由,建议调整,并取得上级的同意。例如,某大型水泥厂计划任务书要求生产少量特种水泥,设计单位经过论证,认为大型窑改变生产品种,在技术上和经济上均不合理,建议将少量特种水泥安排给某中小型水泥厂生产,经上级批准后,改变了要求的品种。 窑、磨等主机的产量,除了参考设备说明和经验公式计算以外,还应根据国内同类型主机的生产数据并参考国内外近似规格的主机产量进行标定。在工厂建成后的较短时期内,主机应能达到标定的产量;同时,标定的主机产量应符合优质、高产、低消耗和设备长期安全运转的要求,既要发挥设备能力,但又不能过分追求强化操作。 (2)选择技术先进、经济合理的工艺流程和设备。 工厂的工艺流程和主要设备确定以后,整个工厂设计可谓大局已定。工厂建成后,再想改变其工艺流程和主要设备,将是十分困难的。例如,要把湿法厂改为干法厂,固然困难;要把旧干法厂改为新型干法厂,也非易事。例如,为了利用窑尾废气余热来烘干原料,生料磨系统也得迁移,输送设备等也得重新建设,诸如此类的情况,在某些条件下就不一定可行。 在选择生产工艺流程和设备时,应尽量考虑节省能源,采用国内较成熟的先进经验和先进技术;
车间规划设计.doc
整车工厂冲压车间规划设计原理 摘要:结合实际案例,介绍整车工厂冲压设计冲压车间在规划设计阶段应考虑的原则,提出结合实际优化设计、降低投资和运行成本、提高生产效率、利于扩建需求的设计原则。 1、产品产能、工艺、设备与生产管理规划 1.1产品输入 (1)投产车型 不同的车型其工艺流程、工艺布局、设备选型、模具与物料缓冲区及扩建预留都不一样。该基地投产车型包括7座家用车、紧凑车型、中型车、SUV等。 (2)自制件种类与数量 为保证产量和质量,确定车门外板、左/右翼子板、发动机盖、车顶盖、尾门外板等10多个重要车身覆盖件采取自制,内板有供应商提供,以减少自身生产规模建设投资及降低运行成本、风险。 1.2产能 依据工厂产量测算:月产能(冲次)=小时产量*每日工作小时数*每月工作日*模具数线; 月实际产能(冲次)=每分钟实际冲次*60*每日工作时间小时数*每月工作日 1.3工艺 车身外板多为三维非规则曲面。尺寸大、形状复杂、,外观质量要求极高以满足造型、配合精度高、状和尺寸的一致性好以保证焊接和装配质量的对不同车型零件,冲压的工艺特点、设备、模具、材料都不同。 为精益的投资和运行成本、该车间选择4序而非5序工艺,两者优缺点如下: (1)4序工艺有点是投资、运行成本相对较低,与本地其它工厂生产工艺相同,满足产品柔性;缺店是较复杂零件的模具设计难度较高、模具较负责、成产稳定性较差。
(2)5序工艺有点是可简化相应的模具设计,减小模具设计难度,降低模具结构复杂性,提高稳定性;缺点是公司其他共产均为4序压力机生产,若5序设备损坏,需5序设备损害,序5序生产较大影响,且占地与设备投资大。 1.4.1压力机 (1)根据产量、生产线自动化程度,按工艺流程排列,通常采用以双动力机为首的加上多台单动宽台面压力机,多以贯通纵向排列的形式。 (2)由于车身覆盖件形状复杂,单动压力机很难达到要求,在拉深工序,采用2250吨宽台面双动压力机 (3)由于车身覆盖件轮廓尺寸大而材料厚度小,同时为了缩短换模时间,其它切边、翻边、整形工序采用宽台面多点且带活动台面的1000吨压力机 为控制投资、便于生产维保、两条压力机线供应为济南二机床集团有限公司,其特点为: 1)适合高强度钢材的冲压使用; 2)配合单臂机械手及高速拆垛系统,可不停机更换料垛; 3)滑块运动曲线特性好,速度最高可达18转/分钟,能实现一模双件的冲压; 4)生产线的冲压效率有效提升; 5)整线设计最大冲压节拍为12次/分钟,能实现一模双件的冲压。 1.4.2落料翻转系统 主要车门板需要翻转,落料翻转单元采用10001吨的偏心轮式压力机,使用Fanuc六轴机器人搬运零件,落料与翻转工艺一体化程序启动后,机器人抓取板材送至落料压力机上,整形后再由另一端的Funuc六轴机器人去下在并放置在完工台上。 主要参数:清洗机速度最大120米/分钟(可调式),挤干輥上輥压力最大100PL1,泵输出量约600升/分钟,邮箱加热器功率6KW 1.4.4自动化输送线 零件输送一般有3中方式: a机器人(六台机器人+拆垛对中+零件输送带)
年产20万吨硫酸生产车间工艺设计
年产20万吨硫酸生产车间工艺设计 摘要 硫酸是最重要的基础化工原料之一,主要用于制造磷肥及无机化工原料,其次作为化工原料广泛应用于有色金属的冶炼、石油炼制和石油化工、橡胶工业以及农药、医药、印染、皮革、钢铁工业的酸洗等。本设计以硫磺为原料生产硫酸,因为以硫磺为原料生产硫酸不需净化,大大简化了工艺过程,节省投资费用,且产品质量高。 本设计完成了年产20万吨硫酸生产车间工艺设计,介绍了硫酸生产的主要方法和成熟的工艺流程。主要内容包括原料熔硫工段、焚硫转化工段、干吸工段及主要设备的选择、环保措施等。完成了化工设计的各个设计环节,达到了设计目标。经分析,设计技术可靠,经济合理。在设计过程中,还重点对废水处理进行了分析。 关键词:硫酸;硫磺制酸;焚烧炉;转化塔
The Production Process Design of the Workshop for Sulfuric acid with an Annual Output of 200,000 Tons Abstract Sulfuric acid is one of the most important basic chemical raw materials, mainly used in the manufacture of phosphate fertilizer and inorganic chemical raw materials, as a chemical raw material, it is widely used in non-ferrous metal smelting, petroleum refining and petroleum chemical industry, rubber industry, as well as pesticides, pharmaceuticals, printing and dyeing, leather pickling of iron and steel industry. This design is used sulfuric acid as raw material to product sulfur, thus it products sulfur without purification, the process is greatly simplified to save investment costs and gain high product quality. It is an annual output of 200,000 tons of sulfuric acid production plant process design, introduces the main methods of sulfuric acid production and mature process. The main contents include the raw material sulfur melting section, and burning sulfur conversion section, drying and absorption section and the major equipments selection, environmental protection measures. It completes various links of the chemical engineering design, and achieves the design objectives. Through the analysis of the design, design technology is reliable, and the design is economical and reasonable. In the design process, it is also focusing on wastewater treatment.
酸奶生产工艺流程
酸乳生产工艺流程 酸乳工艺流程如下: 乳酸菌纯培养物→母发酵剂→生产发酵剂 ↓ 原料乳预处理→标准化→配料→均质→杀菌→冷却→加发酵剂 灌装在零售容器内→在发酵室发酵→冷却→后熟→凝固型酸奶 → 在发酵罐中发酵→冷却→添加果料→搅拌→灌装→后熟→搅拌型酸奶 酸奶的生产工艺流程: 1.凝固型酸奶生产工艺流程 鲜牛奶→标准化→均质→杀菌→冷却→接种→搅拌→灌装封口→发酵→冷却→后熟 2.搅拌型酸奶生产工艺流程 鲜牛奶→标准化→均质→杀菌→冷却→发酵→搅拌→灌装封口→冷藏后熟→酸乳↑ 果料、香精 前者先冷却分装,后培养发酵。后者先冷却接种发酵,后分装。 凝固型酸乳用于纯酸奶的生产,搅拌型酸乳还可用于果味、果料等花色品种酸奶的生产。一般凝固型纯酸奶要有良好的组织状态,要防止有裂纹出现,因此要先搅拌,分装,再发酵。带有果料的酸奶,影响乳酸菌的发酵,不能保持良好的组织状态,固采用先发酵,后搅拌加果料的方式。 酸奶生产工艺操作要点 1.配料 2.均质 3.杀菌、冷却 4.乳酸的制备(重点) 5.发酵的操作条件及终点判断(难点) 配料的选择和要求:选择符合质量标准的各种原辅料:牛乳、乳粉、砂糖和稳定剂等。乳粉、砂糖混合后加50~60℃温水溶解。琼脂、明胶等稳定剂可与少量糖混合后加水加热溶解充分后添加。 均质的目的是:防止脂肪上浮,使脂肪微粒化,改善口感。一般采用高压均质机。 均质工艺条件:均质前,应先将混合料预热至50~60℃,均质压力为~. 杀菌目的是什么? ①除去原料乳中的氧,降低氧化还原反应,明显促进乳酸菌的生长。 ②由于蛋白质的变性,改善了牛乳的硬度与组织。 ③对防止乳清分离有效。 杀菌及冷却的条件:杀菌条件:90℃、15min。经杀菌后的混合料冷却到40~45℃备用。 还可以采用高温瞬时杀菌。 操作:135-140℃加热2秒左右。这样有利于营养成分的保存,减少煮沸气味。 酸奶常用的乳酸菌发酵剂及工艺要求:
生产车间规划设计
目录 一、主要内容简介 (2) 1、改善主要内容 (2) 2、制约因素 (2) 3、推进方法 (2) 二、改善方法运用 (3) 1、生产车间整理、整顿 (3) (1)整理: (3) (2) 整顿: (3) 2、人、机、料、法、环管理优化 (4) (1)对人员的管理——OJT (4) (2)对设备的管理——TPM (4) (3)对物料的管理 (5) (4)法、环管理 (5) 3、工序优化 (5) 4、设施布局优化 (7) 5、流程(排产、流水线设计)优化 (7) (1)排产设计 (7) (2)流水线设计 (9) 6、执行力的提升 (9) 三、各任务间的关系 (10) 四、管理上的其他问题 (10) 1、员工是“社会人”而非“经济人” (10) 2、建立责任制 (10) 3、改善推进注意事项 (11) 五、进度安排 (11) 六、总结 (11)
生产车间规划设计 一、主要内容简介 生产车间规划设计是从科学管理角度出发,对人员、物料、设备、能源、信息等所组成的集成系统,运用数学、运筹学和社会科学的专门知识和技术,结合工程分析与设计的原理和方法,对该系统进行Plan(计划)、Do(实施)、Check(检查)、Action(处置)。 1、改善主要内容 我认为今后生产车间改善主要内容如下: (1)生产车间5S,三定,目视化管理; (2)人、机、料、法、环管理优化; (3)工序优化; (4)设施布局优化; (5)流程优化[排产、加工方式(流水线)设计]; (6)执行力的提升; 2、制约因素 改善计划能否顺利进行取决于以下几个因素: (1) 目标正确、领导支持; (2) 管理制度健全、执行坚决; (3) 方法科学、操作人员支持; (4)管理上的科学; 3、推进方法 改进永无止境,坚持先易后难、逐步、全面的推动改进工作,由粗到细,由细到精,进而精益求精。
年产十万吨的酸奶厂的工厂设计说明书_毕业设计
年产十万吨酸奶工厂设计说明书
目录第一章绪论 1.1酸奶的简介 1.2 项目背景 1.3 项目实施的区位优势及厂址选择1.4 市场预测 第二章原辅料及产品的标准 2.1原辅料的特性及标准 2.2产品的标准 第三章工艺论证 3.1 基本原理 3.2项目设计主要特点及可行性 3.3 工艺流程及说明 第二章车间平面设计 2.1 生产车间 2.2 总平面布置基本原则 2.3 总平面设计说明 第三章产品方案、工艺流程及论证3.1 产品与产量的确定 3.2 工艺流程及论证 3.3 产品质量标准 3.4 管路设计
3.5 管路安装 3.6 车间布置与结构 第四章产品方案及物料计算 4.1 产品方案确定说明 4.2 凝固型酸奶的物料衡算 第五章设备的选型 5.1 选择原则 5.2 设备选型 5.3 中心实验室 第六章企业组织与劳动力平衡6.1 企业组织 6.2 生产制度 6.3 全厂人员编制 第七章水、电、汽衡算 7.1 用水量的估算 7.2 用电量的估算 7.3 用汽量的估算 第八章全厂辅助部门及生活设施8.1概述 8.2生产性辅助设施 8.3生活性辅助设施 第九章公用系统
9.1给水系统 9.2 排水系统 9.3 供电系统 9.4供汽系统 第十章建筑物平面布置与卫生要求 10.1全厂平面设计的基本原则 10.2 总平面布置的主要技术指标 10.3 主车间的布置原则 10.4环境卫生要求 第十一章经济核算 11.1 产品成本 11.2 其他支出 11.3产品利润 11.4设备折旧 11.4设备折旧 11.5 利润估算 11.6 静态回收期计算 第十二章酸奶生产的 HACCP 管理 12.1 酸奶生产 HACCP 的管理意义 12.2 HACCP体系在风味凝固型酸奶生产中的应用第十三章卫生、安全及防治污染的措施 13.1 个人卫生
年产10000吨面包虾生产车间工艺设计
本科生毕业设计 年产10,000吨面包虾生产车间工艺设计 Design of 10,000 ton/aBreaded ShrimpPlant 学生XX 陶刚 所在专业食品科学与工程 所在班级食科1061 申请学位学士学位 指导教师夏杏洲职称副教授答辩时间2010年6月12日
目录 设计总说明I INTRODUCTION II 1前言1 2可行性研究2 2.1项目研究总论2 2.1.1项目研究工作概况2 2.1.2原料分析[2](南美白对虾)2 2.1.3产品分析(见4.1冻面包虾产品描述及质量标准)3 2.1.4总环境分析3 2.2建厂条件和厂址选择9 2.2.1厂址位置9 2.2.2建设的必要性10 2.2.3建设的经济意义10 2.3车间平面图设计(见附图2与附图3)10 3工艺设计11 3.1产量的确定11 3.2物料衡算以及加工量的确定11 3.2.1原料虾衡算(以日产量定)11 3.2.2解冻虾横算(以日产量定)12 3.2.3加工量的确定12 3.2.4辅料以及包材横算12 3.3面包虾工艺流程的选择13 3.4面包虾工艺叙述13 4HACCP计划20 4.1冻面包虾产品描述及质量标准20 4.1.1产品说明20 4.1.2质量说明21 4.2原料接收标准(见表3-6)21 4.3产品质量标准21 4.4美国进口面包虾限量标准[14]22 4.5冻面包虾工艺流程图(见附图1)22 4.6面包虾危害分析表(HA)22 4.7面包虾关键控制点(CCP)26
5设备选型(以每小时产量计)28 5.8清洗设备——高压清洗机28 5.9分选设备——虾类分级机28 5.10速冻设备29 5.10.1网带速冻机29 5.10.2平板速冻机29 5.11脱模设备——ST-3型液压冻品脱盘机29 5.12渡冰衣设备——包冰衣机29 5.13解冻设备——高湿度空气解冻机29 5.14搅拌设备——浆料搅拌机30 5.15金属探测器30 5.16设备参数表31 6车间布置与面积32 6.1车间布置32 6.1.1加工车间基础设计32 6.1.2工艺流程布置。33 6.1.3人流、物流、水流、气流方向33 6.1.4设备、门窗、工具、管道材料设计33 6.1.5卫生设施34 6.1.6储存与运输设备35 6.2车间辅助设施35 6.2.1质量控制设施35 6.2.2冷库设计35 6.3车间面积38 7工厂废水、废渣处理系统[17]38 7.1CASS工艺污水处理39 7.2进水水质设计39 7.3出水水质设计39 7.4CASS工艺污水处理流程图39 7.5CASS工艺说明39 8车间劳动力计算40 9水、电用量的估算41 9.1用水量的估算41 9.2用电量的估算42 10设计概算与技术经济分析42 10.1投资指标42
年产50万吨PET生产车间的工艺设计
年产50万吨PET生产车间的工艺设计 摘要 本设计是年产50万吨聚对苯二甲酸乙二醇酯(PET)车间合成工段初步设计。本文对PET的研究,生产和应用进行了详细的概述,阐述了其在化学工业中的作用和地位。并介绍了PET的制备方法和确定了PET的生产工艺。在确定PET生产工艺的基础上进行了物料衡算,设备选型和车间设计等过程。文中还对供电、供水、采暖等方案进行了简单的阐述。 关键词:聚对苯二甲酸乙二醇酯,PET,酯交换法,反应釜选型
目录 摘要................................................. I 1.概述 (1) 1.1聚对苯二甲酸乙二醇酯(PET)的概述 (1) 1.2聚酯生产技术进展 (2) 1.3中国生产消费现状 (3) 1.4产品构成 (5) 1.5中国聚酯工业及与国外先进水平的差距 (6) 2.聚对苯二甲酸乙二醇酯(PET)的特性与应用 (9) 2.1特性 (9) 2.2应用 (13) 2.3聚对苯二甲酸乙二醇酯的改性品种 (14) 2.3.1增强改性PET (14) 2.3.2共混改性PET (15) 2.3.3结晶改性PET (15) 2.4聚对苯二甲酸乙二醇酯的成型加工 (16) 2.4.1PET的加工特性 (16) 2.4.2 PET的加工方法 (16) 3.PET制备方法的简介和选取 (18) 3.1酯交换缩聚法 (18) 3.2直接酯化缩聚法 (19) 3.3环氧乙烷法 (20) 3.4 PET合成方法的选取 (20) 4.物料衡算 (22)
4.1酯交换时期 (23) 4.1.1第一酯交换器R101物料衡算 (23) 4.1.2第二酯交换器R102物料衡算 (23) 4.1.3第三酯交换器R102物料衡算 (24) 4.1.4 BHET储槽物料衡算 (25) 4.2缩聚时期 (26) 4.2.1第一聚合釜R201物料衡算 (27) 4.2.2第二聚合釜R202物料衡算 (27) 4.2.3第二聚合釜R203物料衡算 (28) 4.3切粒包装 (29) 5关键设备的选型 (29) 5.1釜的选型 (29) 5.2 其他设备的选型 (30) 6.车间设备布置设计 (31) 6.1车间设备布置的原则 (31) 6.1.1车间设备布置的原则 (31) 6.1.2 车间设备平面布置的原则 (32) 6.1.3 车间设立面布置的原则 (33) 6.2车间设备布置 (33) 6.2.1车间设备平面布置 (33) 6.2.2车间设备立面布置 (34) 7. 公用工程 (34) 7.1供水 (34) 7.2供电 (35)
(工厂管理)最新年产吨酸奶工厂设计
最新年产15000 吨酸奶工厂设计 年产15000 吨酸奶工厂设计(上)目录 第一章绪论 1.1 项目背景 1.2 项目实施的区位优势 1.3 市场预测 1.4 项目实施的意义 第二章车间平面设计 2.1 生产车间 2.2 总平面布置基本原则 2.3 总平面设计说明 第三章产品方案、工艺流程及论证3.1 产品与产量的确定 3.2 工艺流程及论证 3.3 产品质量标准 3.4 管路设计 3.5 管路安装 3.6 车间布置与结构 第四章物料衡算 4.1 十类主要产品生产成本 4.2 原辅料衡算 第五章设备选型 5.1 设备选型的依据 5.2 设备概况 第六章辅助部门设计 6.1 冷库 6.2 包装材料库 6.3 化验室 6.4 机修、配电车间 第七章水、电、汽衡算 7.1 用水量的估算 7.2 用电量的估算 7.3 用汽量的估算 7.4 冷用量 第八章卫生、安全及生活设施
8.1 用水方面要求 8.2 个人卫生 8.3 车间设备、环境卫生 8.4 食品接触表面清洁卫生标准 8.5 防止交叉污染卫生标准及操作规程 8.6 虫害防治卫生标准及操作规程 8.7 生产安全及劳动保护 8.8 全厂生活设施 第九章劳动组织 9.1 企业结构 9.2 岗位需求 9.3 人员培训 第十章酸奶生产的HACCP 管理 10.1 酸奶生产HACCP 的管理意义 10.2 酸奶生产HACCP 危害分析 10.3 重点控制 10.4 HACCP 实施注意事项 第十一章技术经济分析 11.1 投资指标 11.2 年经营费用的计算 11.3 利润、利润率、投资回收期计算 11.4 综合评价 致谢 参考文献 第一章绪论 在如今的酸奶市场上,“乳酸饮料”和“酸性乳饮料”占据相当大的比重;在“乳酸菌饮料”和“搅拌型酸奶”类别内,尚无大品牌出现,品牌整合度较低。常温产品中,早期的酸奶市场中的主流产品“调制型酸性乳饮料”和“发酵型乳酸饮料”,由于没有低温保鲜限制,得以较快速的发展,但是其营养价值低,淡出市场是大势所趋。低温产品中,低温乳酸菌饮料及纯酸奶将得到快速发展,此类产品能提供丰富的营养物质,还能调节机体内微生态的平衡,经常食用,能够调整肠道功能、预防癌症、养颜,是一种“功能独特的营养品”。 随着我国冷链设施的不断完善和人们消费知识的日益丰富,这种纯酸奶将成为未来酸奶市场发展的主流。
年产5亿粒胶囊生产车间工艺设计
药厂车间设施规划 课程设计报告 (制药工程学院)设计题目:年产5亿粒胶囊生产车间工艺设计 专业班级:民药131
指导教师:郭东贵、李燕 学生姓名:臧硕、陈德尚、钟远君、班婵 设计地点:第一教学楼4楼 设计日期: 目录 药厂车间设施规划课程设计任务书....................................................................................... 错误!未定义书签。 一、目的任务 ........................................................................................................ 错误!未定义书签。 二、设计内容 ........................................................................................................ 错误!未定义书签。 三、时间安排 ........................................................................................................ 错误!未定义书签。 四、设计工作要求..................................................................................................... 错误!未定义书签。 五、成绩评定 ........................................................................................................ 错误!未定义书签。
化工车间布置原则
化工车间布置原则
————————————————————————————————作者:————————————————————————————————日期: ?
车间布置的基本原则与程序 摘要:介绍了车间布置的内容、依据、方法步骤、平立面布置规则、设备布置规则 Abstract:Introduced the content,basis,method,progress of plant arrangement and theregulation oflevel elevation arrangement,equipment arrangement 前言 在化工工程的初步设计或施工图设计中,当工厂总图、工艺流程图、物料衡算、热量衡算、设备选型及其主要尺寸确定后,就可以开始进行车间厂房和车间设备布置设计工作。车间布置设计是否合理,事关重大,它将直接影响整个项目的总投资及操作、安装、检修是否方便,甚至还会影响整个车间的安全以及车间的各项技术经济指标的完成情况。在进行布置设计时,要全盘统筹考虑,合理安排布局,才能完成既符合生产要求,又经济合理的布置设计。 一、车间布置设计的内容 车间布置设计分初步设计和施工图设计两个阶段,初步设计阶段只是初步确定厂房的尺寸、高度,完成主要设备的布置工作,还不能达到施工、操作的要求。 车间布置设计包括车间厂房布置设计和车间设备布置设计两部分。 (一)、车间布置设计的依据 1.标准、规范和规定 车间布置设计所要遵循的标准有很多,以下只列出所遵循的主要标准、规范及规定的名称,详细内容可参见文献[1]第一章内容。 GB 50016—2006建筑设计防火规范
酸奶工厂设计工厂设计
1 绪论 1.1酸奶简介 牛乳的组成最为接近人体的母乳,含有人体所需要的全部营养成分,营养最为均衡,在人们的膳食结构中具有其他食品无法替代的地位和作用。由鲜牛乳发酵成的酸乳由于其丰富的营养、特殊的风味、爽滑的质构和良好的生理功能,备受人们青睐[1]。联合国粮农组织和世界卫生组织(FAO/WHO)将酸奶定义为乳与乳制品(杀菌乳或浓缩乳)在保加利亚杆菌(L.bulgaricus)和嗜热链球菌(S.thermophilus)的作用下乳酸发酵而得到的凝固型乳制品其中可任意添加全脂乳粉、脱脂乳粉、乳清粉等。但在最终发酵产品中必须大量存在这些微生物。也可简单将其定义为以新鲜牛乳或乳粉为原料,经乳酸菌保温发酵而制成的产品[2]。 通常根据酸奶在零售过程中的产品存在状态来进行分类,具体可分为凝固型酸奶和搅拌型酸奶。乳酸菌在乳中生长繁殖,发酵分解产生乳酸等有机酸,导致乳的pH 值下降,使乳酪蛋白在其等电点附近发生凝集,把这种乳凝状的酸奶称为凝固型酸奶。所谓搅拌型酸奶,是指先在发酵罐中通过乳酸菌的作用,将经过标准化处理的牛乳发酵至乳凝,然后再用搅拌器破乳,是凝乳粒子保持在0.01~0.04mm大小的一种酸奶。产品呈半流动状态的粥糊状,易使用吸管吸食[3]。一半搅拌型酸乳可分为原味型和水果型,而凝固型大都为原味型[4]。 酸乳又名酸牛乳或酸奶,作为众多的发酵乳产品中当今最为流行的乳制品,最初出现时其名是与发酵乳混用的,表示变酸的乳。尽管目前没有关于人类何时第一次制作酸奶的明确记载,但酸奶的食用可以追溯到许多世纪以前。发酵乳起源于巴尔干半岛和中东地区,在那里,牧民们早在几千年前就发现了可以通过发酵可以延长鲜乳保存期的方法。虽然起源没有明确的记载,但酸奶有益于人类身体健康并有丰富的营养价值这一观念在许多文明国度里已存在了很长时间。依据波斯人的传统,亚伯拉罕把自己的富饶和长寿归功于酸奶而法国皇帝法兰西一世据说也因饮用由山羊奶制成的酸奶而治愈其体虚气弱之疾[5]。然而,酸奶却极有可能起源于中东,在那时这种发酵产品的演变与世界各地牧民的烹饪技术发展是分不开的[6]。 在如今的酸奶市场上,“乳酸饮料”和“酸性乳饮料”占据相当大的比重;在“乳酸菌饮料”和“搅拌型酸奶”类别内,尚无大品牌出现,品牌整合度较低。常温
(完整版)年产5000万支100ml口服液生产车间工艺设计
年产5000 万支100ml 双黄连口服液生产车间工艺设计说明书 目录 一工艺概述 (1) 二物料衡算 (1) 三工艺设备选型说明........ .2 四工艺主要设备一览表 (7) 五车间工艺平面布置说明 (9) 六车间技术要求 (10) 黄文杰烘 黄意文洗 庞检怀提取 宋德强?
一 、工艺概述 口服液大部分指的是中药口服液制剂, 是在中药汤剂、 注射剂基 础上发展起来的新剂型。是将中药汤剂进一步精制、浓缩、灌封、灭 菌而得到的。 口服液最早是以保健品的一种形式出现于市场的, 如西 洋参口服液、太太口服液等;而最近,许多治疗性的口服液已在制剂 中大量涌现,如柴胡口服液,玉屏风口服液,银黄口服液,抗病毒口 服液,清热解毒口服液等。 口服液具有服用剂量少、 吸收较快、质量稳定、携带及服用方便、 易保存等优点,尤其适合工业化生产。 有些品种可适于中医急症用药, 如四逆汤口服液、 银黄口服液, 故近几年来多将片剂、 颗粒剂、丸剂、 汤剂、中药合剂、 注射剂等改制成口服液,使之成为药物制剂中发展 较快的机型之一。 但口服液的生产设备和工艺条件要求都较高, 成本 较昂贵。应从主药含量、细菌检查、装量差异、澄明度及药液 PH 等 方面进行控制。 二、物料衡算 年工作日: 250 天 每天两班 每班运转机器 6 小时 年产量: 5000 万支 日产量: 20 万支 规格: 100ml/瓶/小盒× 20小盒/ 箱 处方:(1000ml ) 制法: 醇水法:取以上3种生药用95% 乙醇回流提取, 回收乙醇后加水沉淀 杂质,滤液加入蔗糖、香精制成足量。 物料平衡 =理论值/ 实际值× 100% 理论值: 为按照所用的物料量, 在生产中无任何损失或差错的 金 银 花 125g 蔗糖 85g 黄 芩 125g 连 翘 250g