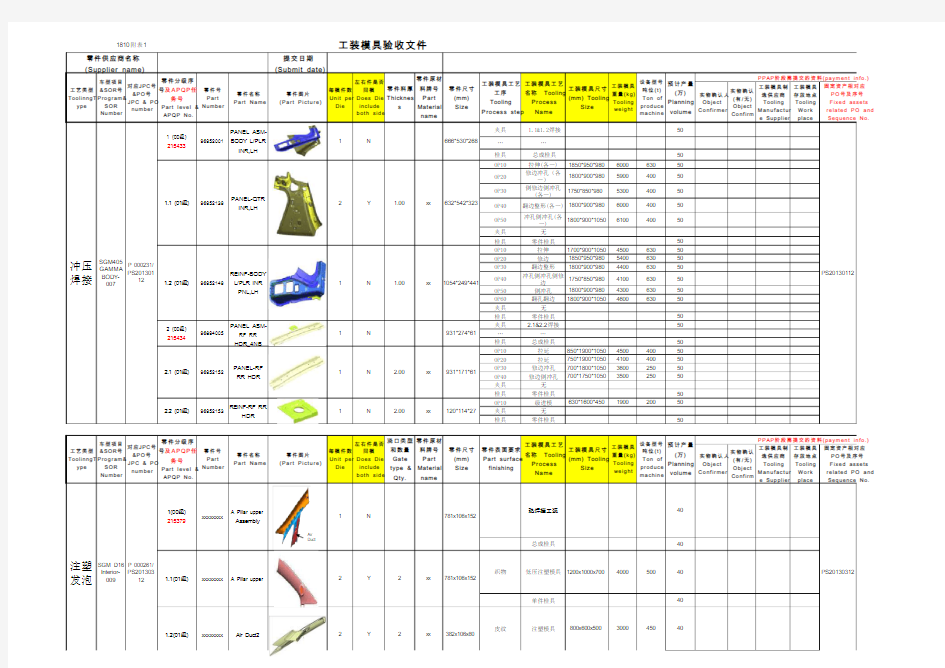
工装模具验收文件

实物确认人Object Confirmer 实物确认(有/无) Object
Confirm
工装模具制
造供应商
Tooling
Manufactur
e Supplier
工装模具
存放地点
Tooling
Work
place
夹具 1.1&1.2焊接50
……
检具 总成检具50
OP10拉伸(各一)1850*950*980600063050
OP20
修边冲孔(各
一)
1800*900*980590040050
OP30
侧修边侧冲孔
(各一)
1750*850*980 530040050
OP40翻边整形(各一)1800*900*980600040050
OP50
冲孔侧冲孔(各
一)
1800*900*1050610040050
夹具无
检具零件检具50
OP10拉伸1700*900*1050450063050
OP20修边1850*950*980540063050
OP30翻边整形1800*900*980440063050
OP40
冲孔侧冲孔侧修
边
1750*850*980410063050
OP50侧冲孔1800*900*980430063050
OP60翻孔翻边1800*900*1050460063050
夹具无
检具零件检具50
夹具 2.1&2.2焊接50
……
检具总成检具50
OP10拉延850*1900*1050450040050
OP20拉延750*1900*1050410040050
OP30修边冲孔700*1800*1050360025050
OP40修边侧冲孔700*1750*1050350025050
夹具无
检具零件检具50
OP10级进模630*1600*450190020050
夹具无
检具零件检具50
实物确认人
Object
Confirmer
实物确认
(有/无)
Object
Confirm
工装模具制
造供应商
Tooling
Manufactur
e Supplier
工装模具
存放地点
Tooling
Work
place
热焊接工装40
总成检具40
织物低压注塑模具1200x1000x700400050040
单件检具40
皮纹注塑模具800x600x500300045040
781x106x152
2
设备型号
吨位(t)
Ton of
produce
machine
Y
2xx
xx
零件图片
(Part Picture)
每模件数
Unit per
Die
工装模具尺寸
(mm) Tooling
Size
工装模具
重量(kg)
Tooling
weight
Y
2
左右件是否
同模
Does Die
include
both side
382x106x80
冲压
焊接
提交日期
(Submit date)
每模件数
Unit per
Die
设备型号
吨位(t)
Ton of
produce
machine
工装模具工艺
工序
Tooling
Process step
N
Y
1054*249*441
工装模具工艺
名称 Tooling
Process
Name
零件图片
(Part Picture)
666*530*268
1
工装模具尺寸
(mm) Tooling
Size
零件供应商名称
(Supplier name)
车型项目
&SOR号
Program&
SOR
Number
零件分级序
号及APQP任
务号
Part level &
APQP No.
零件号
Part
Number
对应JPC号
&PO号
JPC & PO
number
零件名称
Part Name
工艺类型
ToolinngT
ype
预计产量
(万)
Planning
volume
左右件是否
同模
Does Die
include
both side
零件料厚
Thicknes
s
零件原材
料牌号
Part
Material
name
零件尺寸
(mm)
Size
SGM405
GAMMA
BODY-
007
1 (00级)
215433
96952001
PANEL ASM-
BODY L/PLR
INR,LH
96952139
2.1 (01级)96952152
2.2 (01级)
工装模具
重量(kg)
Tooling
weight
1.1 (01级)xx
xx
1
931*274*61
96894005
PANEL-QTR
INR,LH
2 1.00632*542*323
REINF-BODY
L/PLR INR
PNL,LH
120*114*27
xx
781x106x152
N 1.00
931*171*61
N 2.00
xx
1N
浇口类型
和数量
Gate
type &
Qty.
P 000231/
PS201301
12
2.00
1.2 (01级)969521491
PANEL-RF
RR HDR
对应JPC号
&PO号
JPC & PO
number
零件分级序
号及APQP任
务号
Part level &
APQP No.
零件号
Part
Number
零件名称
Part Name
N
xxxxxxxx
A Pillar upper
Assembly
A Pillar upper
1(00级)
215379
预计产量
(万)
Planning
volume
零件原材
料牌号
Part
Material
name
零件尺寸
(mm)
Size
工装模具工艺
名称 Tooling
Process
Name
零件表面要求
Part surface
finishing
1810附表1
2 (00级)
215434
工装模具验收文件
PANEL ASM-
RF RR
HDR_4NB
1
2
P 000261/
PS201303
12
SGM D16
Interior-
009
工艺类型
ToolinngT
ype
车型项目
&SOR号
Program&
SOR
Number
1.1(01级)
1.2(01级)Air Duct2
xxxxxxxx
注塑
发泡
1
N
xxxxxxxx
96952153
REINF-RF RR
HDR
PS20130312
PPAP阶段需提交的资料(payment info.)
固定资产相对应
PO号及序号
Fixed assets
related PO and
Sequence No.
PS20130112
PPAP阶段需提交的资料(payment info.)
固定资产相对应
PO号及序号
Fixed assets
related PO and
Sequence No.
Air
Duct
单件检具40
实物确认人Object Confirmer
实物确认(有/无)
Object
Confirm 工装模具制
造供应商Tooling
Manufactur
e Supplier
工装模具存放地点Tooling Work place
压铸铸造其它
D20/D16SOR012
P 000261/PS201403
11
1(00级)217068
5493617
D16
/D20Trans Case
1N xx xx 380*250*320铸造/压铸压铸模具3200x3200x15002100022508PS20140311
设备型号吨位(t)Ton of produce machine
零件尺寸(mm)Size
工装模具工艺名称 Tooling Process Name
工装模具尺寸(mm) Tooling
Size
工装模具重量(kg)Tooling weight
零件图片(Part Picture)
预计产量
(万)Planning volume 工艺类型ToolinngT ype 车型项目
&SOR号Program&SOR Number 对应JPC号
&PO号
JPC & PO
number
零件分级序号及APQP任
务号Part level &APQP No.
零件号
Part Number
零件名称Part Name 工装模具工艺
工序Tooling Process step
每模件数Unit per Die 左右件是否同模
Does Die include both side
浇口类型和数量Gate type &Qty.零件原材
料牌号Part Material
name
PPAP阶段需提交的资料(payment info.)
固定资产相对应PO号及序号Fixed assets related PO and Sequence No.
工装模具实物图片 Tooling Picture
1此处皆附上实物图片,下同
/234567/8910111213141516/1718192021无2223/24
工装模具实物图片 Tooling Picture
1
此处皆附上图片,下同
2
3
4
5
o.)
相对应的PO号及序号Fixed assets related PO and Sequence No.
o.)
相对应的PO号及序号Fixed assets related PO and Sequence No.
6
工装模具实物图片 Tooling Picture
1
o.)
相对应的PO号及序号Fixed assets related PO and Sequence No.