2020年 接线盒焊接作业指导书 1 -工艺部 -三级文件-安全作业管理
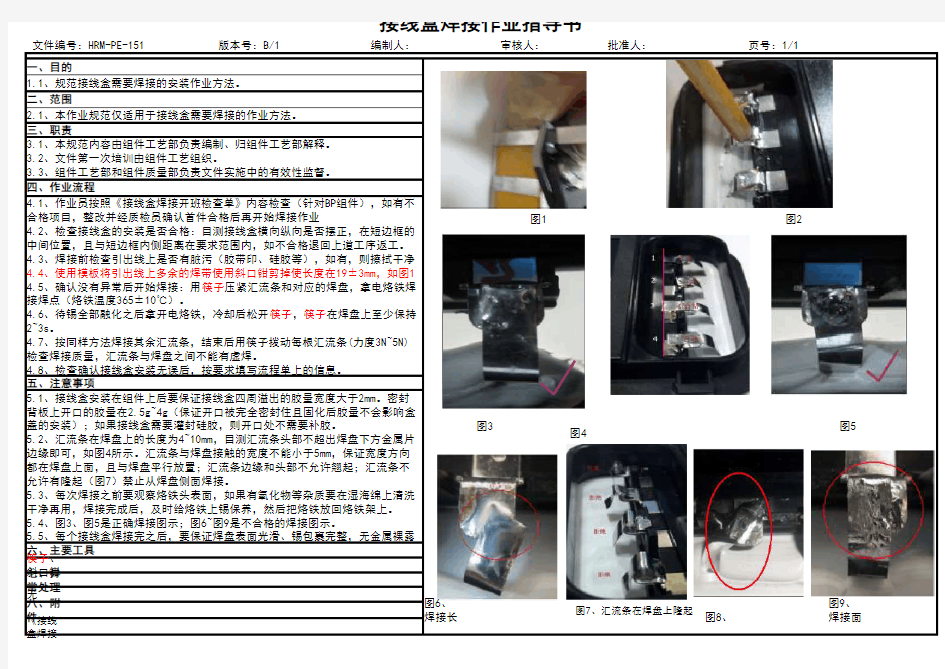

图1图2图3 图4图5筷子、
斜口钳七、异
常处理八、附件图6、
焊接长 图7、汇流条在焊盘上隆起 图8、图9、焊接面
《接线
盒焊接接线盒焊接作业指导书
1.1、规范接线盒需要焊接的安装作业方法。
一、目的
四、作业流程
3.3、组件工艺部和组件质量部负责文件实施中的有效性监督。
二、范围
2.1、本作业规范仅适用于接线盒需要焊接的作业方法。
三、职责
4.1、作业员按照《接线盒焊接开班检查单》内容检查(针对BP组件),如有不
合格项目,整改并经质检员确认首件合格后再开始焊接作业
4.2、检查接线盒的安装是否合格:目测接线盒横向纵向是否摆正,在短边框的
中间位置,且与短边框内侧距离在要求范围内,如不合格退回上道工序返工。
4.3、焊接前检查引出线上是否有脏污(胶带印、硅胶等),如有,则擦拭干净
4.4、使用模板将引出线上多余的焊带使用斜口钳剪掉使长度在19±3mm,如图1
4.5、确认没有异常后开始焊接:用筷子压紧汇流条和对应的焊盘,拿电烙铁焊
接焊点(烙铁温度365±10℃)。
4.6、待锡全部融化之后拿开电烙铁,冷却后松开筷子,筷子在焊盘上至少保持
2~3s。
4.7、按同样方法焊接其余汇流条,结束后用筷子拨动每根汇流条(力度3N~5N)
检查焊接质量,汇流条与焊盘之间不能有虚焊。
4.8、检查确认接线盒安装无误后,按要求填写流程单上的信息。
无六、主要工具五、注意事项
3.1、本规范内容由组件工艺部负责编制、归组件工艺部解释。
3.2、文件第一次培训由组件工艺组织。
5.1、接线盒安装在组件上后要保证接线盒四周溢出的胶量宽度大于2mm。密封
背板上开口的胶量在2.5g~4g(保证开口被完全密封住且固化后胶量不会影响盒
盖的安装);如果接线盒需要灌封硅胶,则开口处不需要补胶。
5.2、汇流条在焊盘上的长度为4~10mm,目测汇流条头部不超出焊盘下方金属片
边缘即可,如图4所示。汇流条与焊盘接触的宽度不能小于5mm,保证宽度方向
都在焊盘上面,且与焊盘平行放置;汇流条边缘和头部不允许翘起;汇流条不
允许有隆起(图7)禁止从焊盘侧面焊接。
5.3、每次焊接之前要观察烙铁头表面,如果有氧化物等杂质要在湿海绵上清洗
干净再用,焊接完成后,及时给烙铁上锡保养,然后把烙铁放回烙铁架上。
5.4、图3、图5是正确焊接图示;图6~图9是不合格的焊接图示。
5.5、每个接线盒焊接完之后,要保证焊盘表面光滑、锡包裹完整,无金属裸露