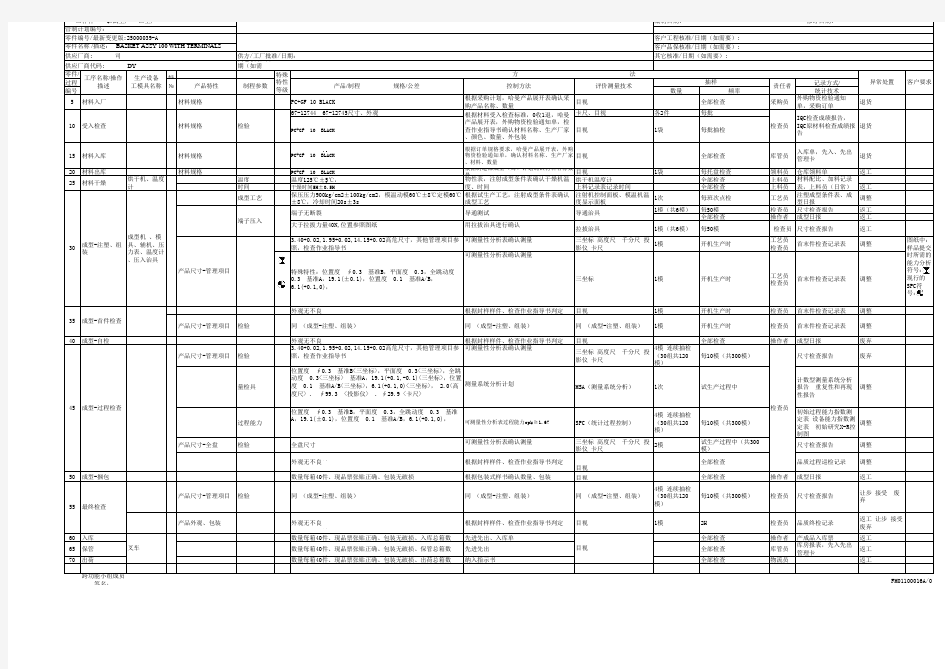
试生产控制计划
DY 其它核准/日期(如需要):
零件/ 特 性
过程
记录方式/
编号数量
频率
统计技术5
材料入厂
材料规格
PC+GF 10 BLACK
根据采购计划,哈曼产品展开表确认采
购产品名称、数量
目视
全部检查
采购员
外购物资检验通知单,采购订单
退货
67-12744 67-12745尺寸、外观
卡尺、目视各2件每批PC+GF 10 BLACK
目视1袋
每批抽检
15材料入库材料规格PC+GF 10 BLACK 根据订单规格要求,哈曼产品展开表,外购
物资检验通知单,确认材料名称、生产厂家、材料、数量
目视全部检查
库管员入库单,先入、先出管理卡
退货20材料出库材料规格
PC+GF 10 BLACK
根据制造部成型(周)计划确认材料名称数量目视1袋
每托盘检查领料员仓库领料单
返工温度温度125℃±5℃,
烘干机温度计
全部检查上料员时间干燥时间5H±0.5H
上料记录表记录时间
全部检查上料员返工成型工艺
保压压力900kg/cm2±100kg/cm2,模温动模60℃±8℃定模60℃±8℃,冷却时间20s±3s 根据试生产工艺,注射成型条件表确认成型工艺注射机控制面板、模温机温
度显示面板
1次
每班次点检工艺员注塑成型条件表、成型日报
调整 1模(共6模)
每50模检查员尺寸检查报告返工全部检查操作者
成型日报
返工大于拉拔力量40N,位置参照图纸
用拉拔治具进行确认
拉拔治具
1模(共6模)
每50模 检查员尺寸检查报告返工3.40+0.02,1.95+0.02,14.15+0.02高危尺寸,其他管理项目参照,检查作业指导书
可测量性分析表确认测量三坐标 高度尺 千分尺 投
影仪 卡尺
1模
开机生产时
工艺员检查员
首末件检查记录表
调整
特殊特性:位置度 ∮0.3 基准B,平面度 0.3,全跳动度 0.3 基准A,19.1(±0.1),位置度 0.1 基准A/B,6.1(+0.1,0),
可测量性分析表确认测量三坐标1模开机生产时
工艺员检查员
首末件检查记录表调整
外观无不良
根据封样样件、检查作业指导书判定目视
1模开机生产时检查员首末件检查记录表调整产品尺寸-管理项目
检验
同 (成型-注塑、组装)
同 (成型-注塑、组装)
同 (成型-注塑、组装)1模
开机生产时检查员首末件检查记录表调整40成型-自检
外观无不良根据封样样件、检查作业指导书判定目视
全部检查
操作者
成型日报废弃产品尺寸-管理项目
检验
3.40+0.02,1.95+0.02,1
4.15+0.02高危尺寸,其他管理项目参照,检查作业指导书
可测量性分析表确认测量三坐标 高度尺 千分尺 投
影仪 卡尺
4模 连续抽检
(30组共120
模)
每10模(共300模)
尺寸检查报告
废弃
量检具
位置度 ∮0.3 基准B<三坐标>,平面度 0.3<三坐标>,全跳动度 0.3<三坐标> 基准A,19.1(+0.1,-0.1)<三坐标>,位置
度 0.1 基准A/B<三坐标>,6.1(+0.1,0)<三坐标>, 2.0<高度尺> . ∮99.3 <投影仪> . ∮29.9 <卡尺>
测量系统分析计划MSA(测量系统分析)1次试生产过程中
计数型测量系统分析报告 重复性和再现性报告
调整
过程能力
位置度 ∮0.3 基准B,平面度 0.3,全跳动度 0.3 基准A,19.1(±0.1),位置度 0.1 基准A/B,6.1(+0.1,0),
可测量性分析表过程能力cpk≧1.67SPC(统计过程控制)
4模 连续抽检(30组共120模)
每10模(共300模)
初始过程能力指数测定表 设备能力指数测
定表 初始研究X-R控制图调整
产品尺寸-全盘检验全盘尺寸可测量性分析表确认测量
三坐标 高度尺 千分尺 投
影仪 卡尺2模
试生产过程中(共300模)尺寸检查报告调整外观无不良根据封样样件、检查作业指导书判定目视全部检查品质过程巡检记录
调整50成型-捆包
数量每箱40件、现品票张贴正确、包装无破损
根据包装式样书确认数量、包装目视
全部检查
操作者成型日报返工
60入库数量每箱40件、现品票张贴正确、包装无破损、入库总箱数
先进先出、入库单全部检查
操作者产成品入库票
返工65保管数量每箱40件、现品票张贴正确、包装无破损、保管总箱数先进先出全部检查库管员库房报表,先入先出管理卡
返工70出荷
数量每箱40件、现品票张贴正确、包装无破损、出荷总箱数
纳入指示书
全部检查
物流员
返工
跨功能小组成员签名:
4模 连续抽检(30组共120模)每10模(共300模)
叉车
端子压入
端子无断裂
导通测试
烘干机、温度计
成型机 、模
具、辅机、压力表、温度计
、压入治具
目视控制方法
同 (成型-注塑、组装)
外观无不良
材料规格检验
产品尺寸-管理项目
产品尺寸-管理项目
受入检查检查员
IQC检查成绩报告,
IQC原材料检查成绩报告
10根据材料受入检查标准,0收1退,哈曼产品展开表,外购物资检验通知单,检
查作业指导书确认材料名称、生产厂家、颜色、数量、外包装
材料配比、加料记录表,上料员(日常)尺寸检查报告
品质终检记录1模
2H 成型-首件检查成型-过程检查
成型-注塑、组装物性表,注射成型条件表确认干燥机温度、时间
同 (成型-注塑、组装)
25材料干燥
30
35异常处置让步 接受 废弃
返工 让步 接受废弃客户要求
图纸中:样品提交时所需的能力分析符号:现行的SPC符号:
退货产品/制程 规格/公差
评价测量技术
责任者检查员
检查员
检查员同 (成型-注塑、组装)
根据封样样件、检查作业指导书判定目视导通治具产品特性制程参数
特殊特性
等级
检验
产品外观、包装
方 法
抽样
FM01100016A/0
4555工序名称/操作描述最终检查
生产设备
工模具名称№
零件名称 /描述: BASKET ASSY 100 WITH TERMINALS 客户品保核准/日期(如需要):供应厂商: 司
供方/工厂批准/日期:其它核准/日期(如需要):
供应厂商代码: □样件 □试生产 □生产编制日期:
修订日期:
管制计划编号:
零件编号/最新变更版:25000039-A
客户工程核准/日期(如需要): 25000039-A 控制计划(QC 工程表)
□安全件 □功能件 □一般件+0.3
+0.5 +0.5 +0.5
+0.5
+0.5
+0.5
+0.5
+0.5 +0.5
+0.5
+0.5
+0.5 ++
++
+++
+
+
+
+
+
+
+
+
+