控制计划格式范例

供应商代码XXXXX
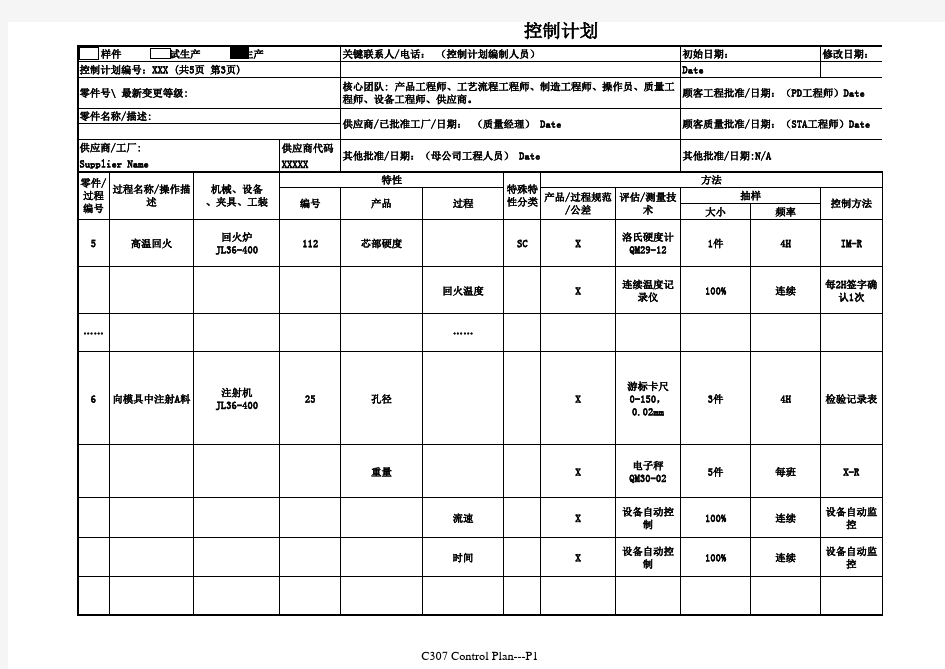
大小频率5
高温回火
回火炉JL36-400
112芯部硬度SC
X
洛氏硬度计
QM29-121件
4H
IM-R
回火温度X 连续温度记
录仪
100%连续
每2H签字确认1次
…………
6向模具中注射A料
注射机JL36-400
25孔径X
游标卡尺0-150,0.02mm
3件4H 检验记录表
重量X
电子秤QM30-025件每班X-R
流速X 设备自动控
制100%连续
设备自动监
控时间X 设备自动控
制
100%连续
设备自动监
控
其他批准/日期:N/A
顾客质量批准/日期:(STA工程师)Date 顾客工程批准/日期:(PD工程师)Date
Date
核心团队: 产品工程师、工艺流程工程师、制造工程师、操作员、质量工
程师、设备工程师、供应商。
供应商/工厂:Supplier Name
零件名称/描述: 零件号\ 最新变更等级:其他批准/日期:(母公司工程人员) Date
供应商/已批准工厂/日期: (质量经理) Date 控制计划
样件 试生产 生产控制计划编号:XXX (共5页 第3页)关键联系人/电话: (控制计划编制人员)
初始日期:修改日期:
特殊特
性分类方法
产品/过程规范/公差评估/测量技
术抽样
控制方法零件/
过程
编号过程名称/操作描述
机械、设备、夹具、工装特性
编号
产品
过程
:
Date
反应计划
标识隔离炉内所有可疑品 →通知
班长/检验员 →停止后续产品生产
→通知质量工程师 →追溯到前1次
检验合格品 →按不合格品处理程
序《QC2351》 →问题分析解决流
程《QC0412》。
隔离不良品等待判定 →若连续出
现5件不良品 →通知班长通知班长
/检验员 →停止后续产品生产 →
通知质量工程师→追溯到前1次检
验合格品 →按不合格品处理程序
《QC2351》 →问题分析解决流程
《QC0412》。
当SPC失控时:按照反映计划《
QC1235》1.2.1进行处理。
当超出规范时:按照反映计划《
QC1235》1.2.3进行处理。
标识隔离所有可疑品 →通知班长/
检验员 →停止后续产品生产 →通
知质量工程师 →调整工艺参数 →
按不合格品处理程序《QC2351》
→问题分析解决流程《QC0412》。