线材与端子拉拔力标准
线材端子拉拔力检验标准
1.0目的及範圍:
本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品
2.0相关文件
2.1產品的測量和監控控制程序
2.2不合格品控制程序
2.3文件控制程序
2.4質量記錄控制程序
3.0 主要職責
3.1 品保課負責制定、評價和更新本作業指導書,並監督執行;
3.2品保課PQC嚴格按本標準進行檢驗;
3.3各相關部門是本文件的支持部門。
4.0設備/工具
显微镜、拉拔力计、卡尺
5.0标准内容
5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良
5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度)
5.3最后测试端子拉拔力
5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位
5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度
5.6以上测试每次2EA
5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果
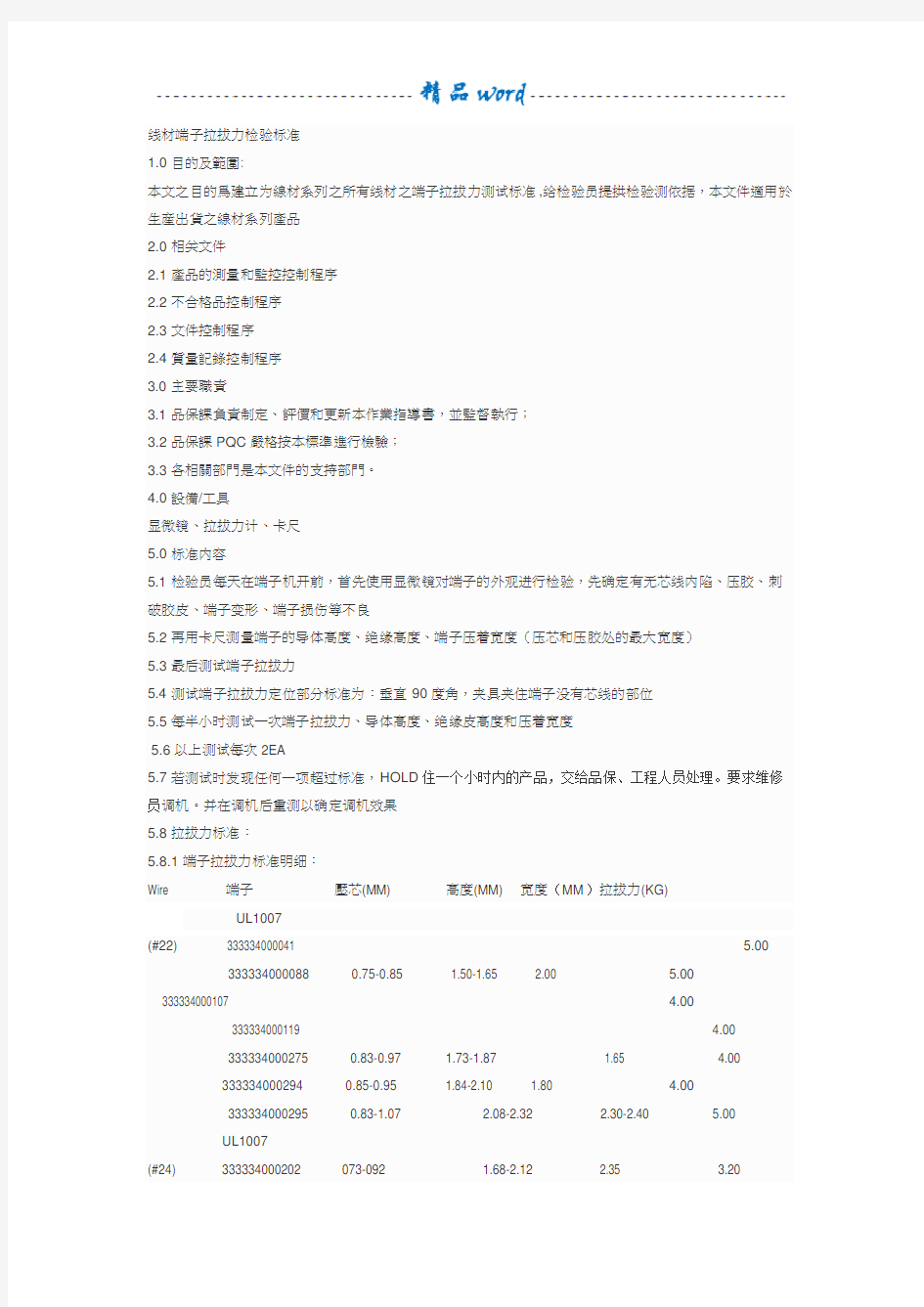
5.8拉拔力标准:
5.8.1端子拉拔力标准明细:
Wire 端子壓芯(MM) 高度(MM) 宽度(MM)拉拔力(KG)
UL1007
(#22) 333334000041 5.00 333334000088 0.75-0.85 1.50-1.65 2.00 5.00
333334000107 4.00
333334000119 4.00
333334000275 0.83-0.97 1.73-1.87 1.65 4.00
333334000294 0.85-0.95 1.84-2.10 1.80 4.00
333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00
UL1007
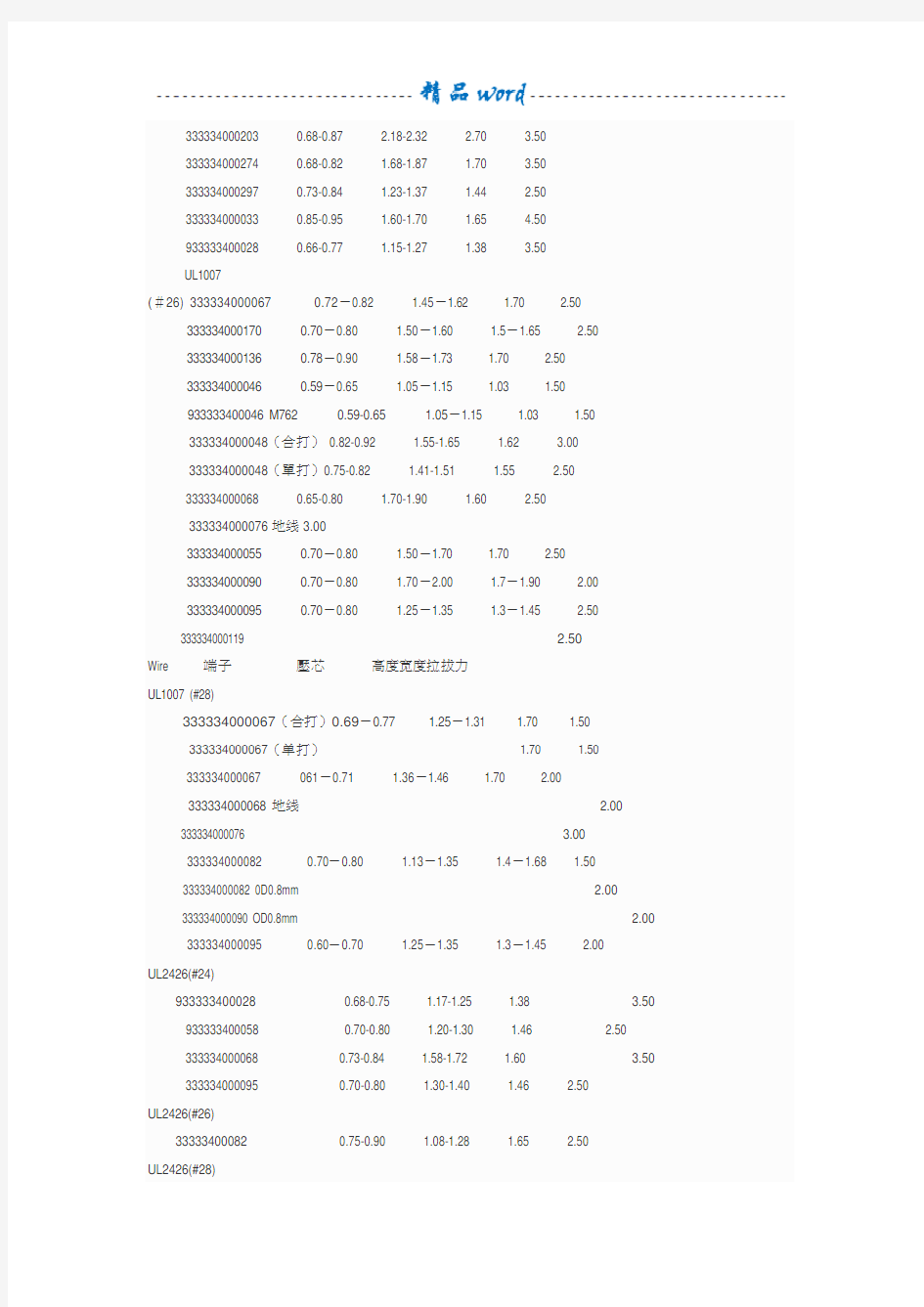
(#24) 333334000202 073-092 1.68-2.12 2.35 3.20
333334000203 0.68-0.87 2.18-2.32 2.70 3.50
333334000274 0.68-0.82 1.68-1.87 1.70 3.50
333334000297 0.73-0.84 1.23-1.37 1.44 2.50
333334000033 0.85-0.95 1.60-1.70 1.65 4.50
933333400028 0.66-0.77 1.15-1.27 1.38 3.50
UL1007
(#26) 333334000067 0.72-0.82 1.45-1.62 1.70 2.50
333334000170 0.70-0.80 1.50-1.60 1.5-1.65 2.50
333334000136 0.78-0.90 1.58-1.73 1.70 2.50
333334000046 0.59-0.65 1.05-1.15 1.03 1.50
933333400046 M762 0.59-0.65 1.05-1.15 1.03 1.50
333334000048(合打) 0.82-0.92 1.55-1.65 1.62 3.00
333334000048(單打)0.75-0.82 1.41-1.51 1.55 2.50
333334000068 0.65-0.80 1.70-1.90 1.60 2.50
333334000076地线3.00
333334000055 0.70-0.80 1.50-1.70 1.70 2.50
333334000090 0.70-0.80 1.70-2.00 1.7-1.90 2.00
333334000095 0.70-0.80 1.25-1.35 1.3-1.45 2.50
333334000119 2.50
Wire 端子壓芯高度宽度拉拔力
UL1007 (#28)
333334000067(合打)0.69-0.77 1.25-1.31 1.70 1.50
333334000067(单打) 1.70 1.50
333334000067 061-0.71 1.36-1.46 1.70 2.00
333334000068 地线 2.00
333334000076 3.00
333334000082 0.70-0.80 1.13-1.35 1.4-1.68 1.50
333334000082 0D0.8mm 2.00
333334000090 OD0.8mm 2.00 333334000095 0.60-0.70 1.25-1.35 1.3-1.45 2.00
UL2426(#24)
933333400028 0.68-0.75 1.17-1.25 1.38 3.50 933333400058 0.70-0.80 1.20-1.30 1.46 2.50
333334000068 0.73-0.84 1.58-1.72 1.60 3.50 333334000095 0.70-0.80 1.30-1.40 1.46 2.50
UL2426(#26)
33333400082 0.75-0.90 1.08-1.28 1.65 2.50
UL2426(#28)
333334000170 1.50
UL1007(#18)
333334000026 1.10(min) 2.35-2.65 2.91 10-20
333334000029 1.05-1.15 1.85-2.00 1.98 6.00
333334000087 1.05 2.15-2.4 2.68 10-20
333334000089 1.08-1.18 2.18-2.30 3.03 10.00
333334000092 1.30-1.40 2.2-2.32 2.70
333334000102/933333400102 1.03-1.40 2.20-2.28 2.68 333334000103/933333400103 1.16-1.35 2.10-2.45 10-20
333334000294 1.05(min) 2.70-3.00 5.00
333334000029 0.75(min) 1.65-1.95
333334000087 0.8(min) 1.90-2.00
UL1007(#24) 333334000029 0.81-0.95 1.61-1.72 1.84 3.50
Wire 端子壓芯高度宽度拉拔力
UL1571(#32)
333334000103/933333400103 0.53-0.61 0.85-0.95 1.00 0.75
333334000061 0.47-0.57 0.7-0.82 0.77
333334000061带套管 0.58-0.64 0.95-1.05 1.00
333334000062 0.48-0.54 0.70-0.80 0.85
333334000062带套管0.53-0.61 0.70-0.80 1.00
333334000080 0.46-0.52 0.70-0.80 0.85
333334000080带套管0.53-0.61 0.72-0.82 1.00
333334000081 0.40-0.50 0.73-0.87 1.04
333334000081带套管0.56-0.67 0.93-1.07 1.04
333334000084 0.52-0.58 0.75-0.85 1.00
333334000084带套管0.57-0.65 0.95-1.05 1.00
333334000097 0.42-0.52 0.78-0.87 0.85
333334000097带套管0.54-0.64 0.93-1.07 0.85
333334000099 0.44-0.51 0.70-0.80 1.00
333334000099带套管0.52-0.58 0.95-1.05 1.00
333334000099两线合打0.50-0.60 0.95-1.05 1.00 0.80
333334000084两线合打0.55-0.65 0.95-1.05 1.10 1.10
333334000046带套管0.58-0.66 0.95-1.05 0.9-1.0 1.25
933333400046带套管
333334000046/933333400046 0.55-0.61 0.85-0.95 1.00 0.75
933333400005 0.47-0.57 0.78-0.90 0.82
933333400005带套管0.56-0.66 0.93-1.07 1.00
333334000256 0.50-0.60 0.73-0.87 1.00
333334000256带套管0.55-0.65 0.93-1.07 1.00
333334000259 0.49-0.59 0.80-0.92 0.98
333334000106 0.48-0.56 0.83-0.93 0.92-0.98
Wire 端子壓芯高度宽度拉拔力UL1061(#26) 333334000033 2.50
333334000068 0.70-0.76 1.39-1.49 1.58 1.50
333334000082 0.75-0.90 1.25-1.45 1.65 2.50
333334000095 2.50
333334000107 0.58-0.75 1.45-1.60 1.95-2.10 2.50
333334000107 0.70-0.80 1.50-1.60 1.5-1.65 2.00
UL1061(#28) 333334000082 0.70-0.80 1.13-1.35 1.40-1.60 2.20
333334000046/933333400046 0.57-0.63 1.00-1.10 1.03 1.50
333334000148 0.55-0.64 0.98-1.04 1.02 1.50
333334000068 0.65-0.75 1.52-1.62 1.60 2.00
333334000095 0.60-0.70 1.05-1.20 1.30-1.45 2.00
333334000105 OD0.6mm 1.50
333334000106 OD0.8mm 0.56-0.64 1.16-1.26 1.03 1.50
333334000131 0.60-0.70 .090-1.10 0.90-1.10 1.50
333334000153 0.59-0.65 1.16-1.26 1.03 1.50
333334000170 0.60-0.70 1.10-1.30 1.50-1.60 10-20
333334000259 0.54-0.66 1.14-1.28 1.00 1.50
333334000048 0.55-0.64 0.98-1.04 1.02 1.50
333334000130 0.60-0.70 1.00-1.15 0.90-1.10 1.50
UL2725(#24) 333334000107 0.70-0.80 1.50-1.60 1.50-1.60 2.00
333334000095 2.50
UL2725(#28) 333334000170 0.60-0.70 1.40-1.50 1.50-1.60 2.00
933333400058 0.60-0.70 1.05-1.20 1.30-1.45 2.00
933333400055 0.70-0.76 1.13-1.23 1.40-1.68 1.50
333334000095 2.00
UL2725(#26) 333334000082 0.73-0.92 1.23-1.52 1.75 2.50
Wire 端子壓芯高度宽度拉拔力
UL1571(#32) 333334000102/933333400102 0.52-0.64 0.90-1.00 1.04 0.75 小线 333334000102/933333400102 0.61-0.71 0.87-0.97 1.04 0.75
地线333334000081 0.57-0.63 0.85-0.95 1.00 0.75
地线333334000084 0.57-0.63 0.80-0.90 1.00 0.75
地线UL1571(#28) 333334000099OD0.8mm 0.49-0.55 0.96-1.05 0.82 1.50 333334000099OD0.6mm 0.46-0.58 0.78-0.88 1.00 2.00
333334000046/933333400046 0.59-0.65 1.16-1.26 1.03 1.50 OD0.8mm 333334000046/933333400046 0.57-0.67 0.90-1.10 1.03 2.00OD0.6mm
线材与端子拉拔力标准
线材端子拉拔力检验标准 目的及範圍: 本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 相关文件 產品的測量和監控控制程序 不合格品控制程序 文件控制程序 質量記錄控制程序 主要職責 品保課負責制定、評價和更新本作業指導書,並監督執行; 品保課PQC嚴格按本標準進行檢驗; 各相關部門是本文件的支持部門。 設備/工具 显微镜、拉拔力计、卡尺 标准内容 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺 破胶皮、端子变形、端子损伤等不良 再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 最后测试端子拉拔力 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 以上测试每次2EA 若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 拉拔力标准: 端子拉拔力标准明细: Wire 端子壓芯(MM) 高度(MM) 宽度(MM) 拉拔力(KG) UL1007 (#22) 0041 0088 0107
0275 0294 0295 UL1007 (#24) 0202 073-092 0203 0274 0297 0033 0028 UL1007 (#26) 0067 -- 0170 --- 0136 -- 0046 -- 0046 M762 - 0048(合打) 0048(單打) 0068 0076地线 0055 -- 0090 --- 0095 --- 0119 Wire 端子壓芯高度宽度拉拔力UL1007 (#28) 0067(合打)-- 0067(单打) 0067 061 -- 0068 地线
端子压接技术经验标准
1.范围 本文件作为通用指导性文件适用于CODEN青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DINEN60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤,如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3.导体压接区应可见芯线(导体)伸出,但不能太大。 尺寸要求:0.2~1.0mm 4.嵌合部不可变形,逆止卡爪不可变形。 5.导体压着部,绝缘体压着部两压接片之间不可有间隙。 6.钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成 钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0,03-0,56mm2(AWG32-20):0,25±0,15mm 0,30-0,81mm2(AWG22-18):0,3±0,15mm 7.尾料片应可见,但长度不可太大。 尺寸要求:max0.5mm. 8.端子上下弯曲不大于5° 9.端子左右弯曲不大于3° 10.端子扭曲不大于5° 3.4导体压着截面分析: 3.4.1压着截面切片的制做要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 1.压接高度: 一般端子厂家会提供具体产品所对应的压着高度。 B. *以下为UL1007线压着时参考值。
连接器插拔力标准
连接器插拔力标准 目地:为了保证连接器适配后的可靠性和稳定性,依据EIA-364-13C(国际电气协会插拔力测试规范)特制定本标准,规定插入力不得大于额定值(确保使用者不至于很难插入适配头),而拔出力不得小于额定值(防止在各种复杂场合松脱或掉落,造成设备连线中断及损坏)。 连接器类型测试项目标准测试条件 USB系列1.连接器拔出力≥1.0Kg,焊线后注塑成品≥0.8Kg 测试头插拔次数≤10次 插拔速度为12.7mm/分钟2.连接器插入力≤3.5Kg Mini-Din系列1.连接器拔出力≥1.3Kg,焊线后注塑成品≥1.0Kg 测试头插拔次数≤10次 插拔速度为25.4mm/分钟2.连接器插入力≤3.5Kg S-ATA系列1.连接器拔出力≥1.0Kg 测试头插拔次数≤10次 插拔速度为25.4mm/分钟2.连接器插入力≤4.5Kg D-SUB系列-09P 1.连接器拔出力≥1.5Kg 测试头插拔次数≤20次 插拔速度为25.4mm/分钟2.连接器插入力≤3.5Kg D-SUB系列-15P 1.连接器拔出力≥2.0Kg 测试头插拔次数≤20次 插拔速度为25.4mm/分钟2.连接器插入力≤5.0Kg D-SUB系列-25P 1.连接器拔出力≥2.5Kg 测试头插拔次数≤20次 插拔速度为25.4mm/分钟2.连接器插入力≤8.5Kg D-SUB系列-37P 1.连接器拔出力≥3.0Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤12.5Kg Housing系列-02P 1.连接器拔出力≥0.5Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤3.0Kg Housing系列-04P 1.连接器拔出力≥0.5Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤3.0Kg Housing系列-06P 1.连接器拔出力≥0.5Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤3.0Kg Housing系列-08P 1.连接器拔出力≥0.7Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤3.5Kg Housing系列-10P 1.连接器拔出力≥0.7Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤3.5Kg Housing系列-12P 1.连接器拔出力≥1.0Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤5.0Kg Housing系列-14P 1.连接器拔出力≥1.0Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤5.0Kg Housing系列-16P 1.连接器拔出力≥1.0Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤5.0Kg 187端子系列1.连接器拔出力≥1.5Kg 测试头插拔次数≤5次 插拔速度为12.7mm/分钟2.连接器插入力≤6.5Kg 250端子系列1.连接器拔出力≥2.0Kg 测试头插拔次数≤6次 插拔速度为12.7mm/分钟2.连接器插入力≤8.0Kg IDC端子系列1.连接器拔出力≥0.06g*Pin数测试头插拔次数≤10次 插拔速度为12.7mm/分钟2.连接器插入力≤6.8Kg
线材与端子拉拔力标准
扌彳-FFFFF-* - F.-F- - - = *-------- XFXF* ""' iFFF-r-F-FFF----------------------------------------------------F-=. FXF —…八 线材端子拉拔力检验标准 1.0目的及範圍: 本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産岀貨之線材系列產品 2.0相关文件 2.1產品的測量和監控控制程序 2.2不合格品控制程序 2.3文件控制程序 2.4質量記錄控制程序 3.0主要職責 3.1品保課負責制定、評價和更新本作業指導書,並監督執行; 3.2品保課PQC嚴格按本標準進行檢驗; 3.3各相關部門是本文件的支持部門。 4.0設備/工具 显微镜、拉拔力计、卡尺 5.0标准内容 5.1检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺 破胶皮、端子变形、端子损伤等不良 5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 5.3最后测试端子拉拔力 5.4测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 5.6以上测试每次2EA 5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修 员调机。并在调机后重测以确定调机效果 5.8拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯(MM) 高度(MM) 宽度(MM)拉拔力(KG) UL1007 併22) 333334000041 5.00 333334000088 0.75-0.85 1.50-1.65 2.00 5.00 333334000107 4.00 333334000119 4.00 333334000275 0.83-0.97 1.73-1.87 1.65 4.00 333334000294 0.85-0.95 1.84-2.10 1.80 4.00 333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00 UL1007 (#24) 333334000202 073-092 1.68-2.12 2.35 3.20
端子压接技术标准
端子压接标准
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
线材端子拉拔力检验标准
线材端子拉拔力检验标准 线材端子拉拔力检验标准 目的及範圍:本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 相关文件 產品的測量和監控控制程序 不合格品控制程序 文件控制程序 質量記錄控制程序 主要職責 品保課負責制定、評價和更新本作業指導書,並監督執行; 品保課PQC嚴格按本標準進行檢驗; 各相關部門是本文件的支持部門。 設備/工具 显微镜、拉拔力计、卡尺 标准内容 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良 再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 最后测试端子拉拔力 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 以上测试每次2EA 若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯高度宽度拉拔力 Ul1007(#22) 0041 0088 0107 0119 0275 0294 0295 UL1007 (#24) 0202 073-092 0203 0274 0297 0033 0028
UL1007(#26) 0067 -- 0170 --- 0136 -- 0046 -- 0046 M762 - 0048(合打) 0048(單打) 0068 0076地线 0055 -- 0090 --- 0095 --- 0119 Wire 端子壓芯高度宽度拉拔力 UL1007 (#28) 0067(合打)--0067(单打) 0067 061-- 0068地线 0076 0082 --- 0082 0090 0095 --- UL2426(#24) 0028 0058 0068 0095 UL2426(#26) 082 UL2426(#28) 0170 UL1007(#18) 0026 (min) 10-20 0029 0087 10-20 0089 0092 0102/0102 0103/0103 10-20 0294 (min) 0029 (min) 0087 (min) UL1007(#24) 0029 Wire 端子壓芯高度宽度拉拔力 UL1571(#32) 0103/0103
线材与端子拉拔力标准
线材端子拉拔力检验标准 1.0目的及範圍: 本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品 2.0相关文件 2.1產品的測量和監控控制程序 2.2不合格品控制程序 2.3文件控制程序 2.4質量記錄控制程序 3.0 主要職責 3.1 品保課負責制定、評價和更新本作業指導書,並監督執行; 3.2品保課PQC嚴格按本標準進行檢驗; 3.3各相關部門是本文件的支持部門。 4.0設備/工具 显微镜、拉拔力计、卡尺 5.0标准内容 5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良 5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 5.3最后测试端子拉拔力 5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 5.6以上测试每次2EA 5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调机后重测以确定调机效果 5.8拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯(MM) 高度(MM) 宽度(MM)拉拔力(KG) UL1007 (#22) 333334000041 5.00 333334000088 0.75-0.85 1.50-1.65 2.00 5.00 333334000107 4.00 333334000119 4.00 333334000275 0.83-0.97 1.73-1.87 1.65 4.00 333334000294 0.85-0.95 1.84-2.10 1.80 4.00 333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00 UL1007 (#24) 333334000202 073-092 1.68-2.12 2.35 3.20
连接器插拔力标准
----刘友辉(Tony Liu),2009 连接器类型 测试项目标准 测试条件 1.连接器拔出力≥1.0Kg,焊线后注塑成品≥0.8Kg 测试头插拔次数≤10次 2.连接器插入力≤ 3.5Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥1.3Kg,焊线后注塑成品≥1.0Kg 测试头插拔次数≤10次2.连接器插入力≤3.5Kg 插拔速度为25.4mm/分钟1.连接器拔出力≥1.0Kg,测试头插拔次数≤10次2.连接器插入力≤4.5Kg 插拔速度为25.4mm/分钟1.连接器拔出力≥1.5Kg 测试头插拔次数≤20次2.连接器插入力≤3.5Kg 插拔速度为25.4mm/分钟1.连接器拔出力≥2.0Kg 测试头插拔次数≤20次2.连接器插入力≤5.0Kg 插拔速度为25.4mm/分钟1.连接器拔出力≥2.5Kg 测试头插拔次数≤20次2.连接器插入力≤8.5Kg 插拔速度为25.4mm/分钟1.连接器拔出力≥3.0Kg 测试头插拔次数≤20次2.连接器插入力≤12.5Kg 插拔速度为25.4mm/分钟1.连接器拔出力≥0.5Kg 测试头插拔次数≤5次2.连接器插入力≤3.0Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥0.5Kg 测试头插拔次数≤5次2.连接器插入力≤3.0Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥0.5Kg 测试头插拔次数≤5次2.连接器插入力≤3.0Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥0.7Kg 测试头插拔次数≤5次2.连接器插入力≤3.5Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥0.7Kg 测试头插拔次数≤5次2.连接器插入力≤3.5Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥1.0Kg 测试头插拔次数≤5次2.连接器插入力≤5.0Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥1.0Kg 测试头插拔次数≤5次2.连接器插入力≤5.0Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥1.0Kg 测试头插拔次数≤5次2.连接器插入力≤5.0Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥1.5Kg 测试头插拔次数≤5次2.连接器插入力≤6.5Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥2.0Kg 测试头插拔次数≤5次2.连接器插入力≤8.0Kg 插拔速度为12.7mm/分钟1.连接器拔出力≥0.06g*Pin数测试头插拔次数≤10次2.连接器插入力≤6.8Kg 插拔速度为12.7mm/分钟 Housing 系列-10P Housing 系列-12P Housing 系列-14P D-SUB 系列-09P D-SUB 系列-15P Housing 系列-06P D-SUB 系列-25P D-SUB 系列-37P Housing 系列-02P Housing 系列-04P IDC 端子系列 连接器插拔力标准 目的:为了保证连接器适配后的可靠性和稳定性,依据EIA-364-13C(国际电气协会插拔力测试规范)特制定本标准,规定插入力不得大于额定值(确保使用者不至于很难插入适配头),而拔出力不得小于额定值(防止在各种复杂场合松脱或掉落,造成设备连线中断及损坏)。 USB 系列Mini-Din 系列Housing 系列-08P Housing 系列-16P S-ATA 系列250端子系列187端子系列
端子拉力测试标准
端子拉力测试标准 参照JST的 序号端子型号适用线材压接高度 单位:mm 抗拉强度 单位:N 开口长度/ {6 L3 @% W3 y, p 单位:mm AWG SA(mm)六西格玛品质论坛# V( p, D& [5 # B O 1 6.3直插(250直)22# 0.33 1.25±0.05 45N以上66 W, F+ V/ v: F3 ^! p1 K 20# 0.5 1.35±0.05 73N以上" W( S( w! ?2 \% r3 K1 @) B7 n 18# 0.81 1.40±0.05 91N以上' A/ [; D* w. j/ t8 16# 1.32 1.65±0.05 136N以上 14# 2.08 1.70±0.05 270N以上 2 6.3旗形(250旗)18# 0.81 1.30±0.05 82N以上 5 16# 1.32 1.40±0.05 133N以上六西格玛品质论坛, I$ y+ O; w' [9 i A 14# 2.08 1.55±0.05 194N以上 3 4.8直插(187直)22# 0.33 1.10±0.05 45N以上https://www.360docs.net/doc/eb3887759.html,9 m9 ` O$ s$ b2 d9 w9 S. I 20# 0.5 1.15±0.05 73N以上 18# 0.81 1.25±0.05 91N以上https://www.360docs.net/doc/eb3887759.html,5 W& G. y1 P1 \% { 16# 1.32 1.30±0.05 136N以上 4 4.8旗形(187旗)20# 0. 5 0.95±0.05 61N以上 4.2( y. f4 p2 U! }7 L: ] 6 [. Y' E& C 18# 0.81 1.00±0.05 82N以上六西格玛品质论坛+ r8 r+ \' l. h0 q& X' I 16# 1.32 1.10±0.05 133N以上0 i. i( E _* 5 4.2o型(SRA)24# 0.21 0.85±0.05 20N以上 5.57 }! v% T: v3 m" e1 Y% f3 j 22# 0.33 0.90±0.05 39N以上 20# 0.5 1.65±0.05 61N以上 18# 0.81 1.70±0.05 82N以上 16# 1.25 1.75±0.05 133N以上 14# 2 1.80±0.05 194N以上! y' e; v0 u2 Z: K4 6 4.2u型(SAA)20# 0.5 1.60±0.05 61N以上 5.5 18# 0.81 1.65±0.05 82N以上 16# 1.25 1.70±0.05 133N以上, n$ {/ o% Q* T6 J9 l7 14# 2 1.75±0.05 194N以上 6 }8 s- D# m" i! P 7 3.96间距22# 0.33 1.05±0.05 45N以上4. ~/ [9 M+ l: @3 y' ~7 w 20# 0.5 1.10±0.05 65N以上 18# 0.81 1.15±0.05 80N以上 8 2.5mm间距(XH)28# 0.08 0.60±0.05 10N以上 3 26# 0.13 0.65±0.05 20N以上8 {; a9 y9 [% ~2 G5 W; R2 4 L 24# 0.21 0.70±0.05 30N以上质量-SPC ,six sigma,TS16949,MSA,FMEA--(20万质量人注册)5 z' b1 @ p; T5 J. e] ~9 A5 H2 U 22# 0.83 0.75±0.05 40N以上
线材端子拉拔力检验标准
. 线材端子拉拔力检验标准 线材端子拉拔力检验标准 1.0目的及範圍:本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適 用於生産出貨之線材系列產品 2.0相关文件 2.1產品的測量和監控控制程序 2.2不合格品控制程序 2.3文件控制程序 2.4質量記錄控制程序 3.0 主要職責 3.1 品保課負責制定、評價和更新本作業指導書,並監督執行; 3.2品保課PQC嚴格按本標準進行檢驗; 3.3各相關部門是本文件的支持部門。 4.0設備/工具 显微镜、拉拔力计、卡尺 5.0标准内容 5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子 变形、端子损伤等不良 5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度) 5.3最后测试端子拉拔力 5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位 5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度 5.6以上测试每次2EA 5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。要求维修员调机。并在调 机后重测以确定调机效果 5.8拉拔力标准: 5.8.1端子拉拔力标准明细: Wire 端子壓芯高度宽度拉拔力 Ul1007(#22) 333334000041 5.00 333334000088 0.75-0.85 1.50-1.65 2.00 5.00 333334000107 4.00 333334000119 4.00 333334000275 0.83-0.97 1.73-1.87 1.65 4.00 333334000294 0.85-0.95 1.84-2.10 1.80 4.00 333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00
接线端子的性能测试及其方法和标准
接线端子的性能测试及其方法和标准 接线端子外形看起来简单,但是接线端子也必须经过严格的产品验证测试和周期性的生产型式实验.本文主要介绍接线端子的机械性能,电气性能和环境性能测试的内容,方法和判定标准. 一,机械性能测试 1、力矩测试(Tightening Torque Test) 力矩测试的目的是测试螺钉是否有足够的机械强度,保证在压线的过程中不出现滑丝的现象,如果在测试后螺钉没有断裂,变形,螺钉头槽没有有影响继续使用的损坏现象,则是合格的。 2、压线可靠性试验(Secureness TeST) 压线可靠性试验的目的是为了测试端子是否能夹紧导线而又不会过度损伤导线。用端子接上规定类型和额定截面积的导线,挂上一定的重物,以每分钟10转(10±2r/min)的速度旋转,持续15min。经测试后,如果导线没有滑出端子夹紧件,也没有在夹紧件附近断裂,则端子的压线可靠性是合格的。如果有导线断裂或者脱落出端子的夹紧机构,则是不合格的。
3、拉拔试验(Pull Out Test) 拉拔试验的目的是测试端子能够将导线牢牢夹紧在金属表面之间。用端子接入规定类型和额定截面积的导线,选用一定的力(lkgf),将导线朝导线的轴线方向拉,保持1min。如果导线没有从端子中脱落出来,则是合格的。 4、机械强度试验(Mechanical Strength Test) 机械强度试验的目的是测试端子是否有足够的机械强度,尤其是测试端子的外壳是否有足够的机械强度。在测试过程中,将1只样品放入测试设备的滚桶中,以每分钟5转的速度旋转,持续5分钟的时间后关机取出样品观察,如果端子没有被破坏,外壳没有裂纹,损伤等,则是合格的。 5、机械寿命测试(Fatigue Test) 机械寿命测试的目的是测试端子的弹性元件,能否承受一定次数的插拔或其它使用的机械操作,如弹簧式端子按钮的压紧和松开。如果测试后的弹性元件装配到端子中,机械和电气性能仍应满足要求,则是合格的。
端子压接技术标准
端子压接标准 1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 端子压着过程:
压接完成品标准: 外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3.导体压接区应可见芯线(导体)伸出,但不能太大。 尺寸要求: ~ 4.嵌合部不可变形,逆止卡爪不可变形。 5.导体压着部,绝缘体压着部两压接片之间不可有间隙。 6. 钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成 钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0,03 - 0,56 mm2 (AWG 32-20) : 0,25 ±0,15mm 0,30 - 0,81 mm2 (AWG 22-18) : 0,3 ±0,15mm 7. 尾料片应可见,但长度不可太大。 尺寸要求:max . 8. 端子上下弯曲不大于5° 9.端子左右弯曲不大于3° 10.端子扭曲不大于5° 导体压着截面分析: 压着截面切片的制做要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 切片分析 1.压接高度: 一般端子厂家会提供具体产品所对应的压着高度。 线材型号压着高度公差
端子压接技术规范标准
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 2015-11- 0 新规作成 20 日期变更号REV. 变更内容承认确认作成
接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2
拉拔力测试方法及标准[1]
端子压着连接性(拉拔力)测试方法及标准 端子与线材拉拔力测试 1 测试目的:在于测试端子与电线之接合是否牢固 2测试工具:万能拉力试验机 3测试方法: 1取UL标准或等同于此标准的电线长约50公分,一端根据所测试的端子正确剥线.2将端子与线材以正确的工具和方法压接牢固,将端子部份固定于拉力机的固定座端,电线尾端固定于拉力机的活动座.3 启动拉力试验机,直到端子与电线脱落为止.4查看拉力机仪表板上显示的最大拉力值,并与UL标准对比,以确定测试是否成功.5同样之测试需连续做三次,全部成功方为合格 附表1/电线股数要求规范 线规AWG(m㎡) 22(0.32) 20(0.52) 18(0.82) 16(1.3) 14(2.1) 12(3.3) 10(5.3) 绞线股数(Intermal Wiring) 7 10 16 26 7 7 7 附表2/拉力测试国际标准 依据标准 UL 486A-1991 JIS C2805-1991 DIN 46249 AWG m㎡ N Kgf m㎡N Kgf m㎡N Kgf 30 0.05 6.7 0.68 ---- ---- ---- ---- ---- ---- 28 0.08 8.9 0.91 ---- ---- ---- ---- ---- ---- 26 0.13 13.4 1.37 ---- ---- ---- ---- ---- ---- 24 0.20 22.3 2.27 ---- ---- ---- ---- --- ---- 22 0.32 35.6 3.63 ---- ---- ---- 0.5 80 8.45 20 0.52 57.9 5.9 ---- ---- ---- 0.7500 120 12.23 18 0.81 89.0 9.07 ---- ---- ---- 1.0 160 16.31 16 1.32 133.5 13.61 1.2500 200.0 20.4 1.5 200 20.35 14 2.08 222.5 22.68 2.0 290 29.6 2.5 250 25.49 12 3.33 311.5 31.75 3.5 540 55.1 4.0 350 35.69 10 5.27 356.0 36.29 5.5 780 79.5 6.0 500.00 50.990 8 8.30 400.5 40.83 8 980 100.0 ---- ---- ---- 6 13.3 445.0 45.36 14 1400 143.0 ---- ---- ---- 5 16.8 ----- ---- ---- ---- ---- ---- ---- ---- 4 21.1 623.0 63.50 22 1800 184.0 ---- ---- ---- 3 26.57 712.0 72.58 30 2300 235.0 ---- ---- ---- 2 33.94 801.0 81.68 38 2500 255.0 ---- ---- ---- 1 42.2 2 890.0 90.72 50 2900 296.0 ---- ---- ---- 1/0 53.52 1112.5 113.4060 3200 326.0 ---- ---- ---- 2/0 67.51 1235.0 125.89---- ---- ---- ---- ---- ---- 3/0 85.16 1557.5 158.7780 3500 357.0 ---- ---- ---- 4/0 107.22 2002.5 204.13100 3900.0 398.0 ---- ---- ----
端子与线材的拉拔力规范
端子与线材拉力规范 参照JST的 序号端子型号适用线材压接高度 单位:mm 抗拉强度 单位:N 开口长度 单位:mm AWG SA(mm) 1 6.3直插(250直) 22# 0.33 1.25±0.05 45N 以上 6 20# 0.5 1.35±0.05 73N以上 18# 0.81 1.40±0.05 91N以上 16# 1.32 1.65±0.05 136N以上 14# 2.08 1.70±0.05 270N以上 2 6.3旗形(250旗) 18# 0.81 1.30±0.05 82N 以上 5 16# 1.32 1.40±0.05 133N以上 14# 2.08 1.55±0.05 194N以上 3 4.8直插(187直) 22# 0.33 1.10±0.05 45N 以上 5 20# 0.5 1.15±0.05 73N以上 18# 0.81 1.25±0.05 91N以上 16# 1.32 1.30±0.05 136N以上 4 4.8旗形(187旗) 20# 0. 5 0.95±0.05 61N以上 4.2 18# 0.81 1.00±0.05 82N以上 16# 1.32 1.10±0.05 133N以上 5 4.2o型(SRA) 24# 0.21 0.85±0.05 20N以 上 5.5 22# 0.33 0.90±0.05 39N以上 20# 0.5 1.65±0.05 61N以上 18# 0.81 1.70±0.05 82N以上 16# 1.25 1.75±0.05 133N以上 14# 2 1.80±0.05 194N以上 6 4.2u型(SAA) 20# 0.5 1.60±0.05 61N以 上 5.5 18# 0.81 1.65±0.05 82N以上 16# 1.25 1.70±0.05 133N以上 14# 2 1.75±0.05 194N以上
JWD2系列弹簧拉拔力标准
JWD2系列弹簧拉拔力标准 弹簧连接技术(Spring Cage Technology)是一种相对较新的连接技术,它是利用弹簧的回拉力将导线可靠地压在端子中的导流条上,实现导线的电气连接。回拉式弹簧端子采用了的新颖的微型回拉式弹簧结构,这种弹簧结构不仅大大节省空间,而且具有以下特点:大面积的标识,最大的接线容量,灵活的插拔桥接方式。 1.大面积的标识 回拉式弹簧端子中央的标识清晰醒目,大大节约了接线时间。另外端子的外侧同样贴有标识。 2.最大的接线容量 回拉式弹簧端子系列的接线容量非常宽裕,即便是额定截面导线加管状绝缘头,导线亦能很顺利地接入。 3.灵活的插拔桥接方式 回拉式弹簧端子具有双排桥接井,以实现多种桥接方式。桥接件分别有2、3、4、5、10和20位,可对端子进行链式桥接和多位桥接。折断桥接件的金属齿,就能可靠地实现相隔端子的跨接。利用转换桥接件可将大电流端子与普通端子连接起来。 参考GB/14048.7.1 GB/14048.1 导线横截面积 按照 IEC60947-7-1/EN6094-7-1 /DINVDE0611,第1节所规 定的拉拔力 在笼式弹簧夹持上测量的拉拔力 单股线多股软线多股线 Mm2 N N N N 0.14 0.2 0.5 0.75 1 1.5 2.5 4 6 10 16 25 35 — 10 30 30 35 40 50 60 80 90 100 135 190 — >20 >30 >35 >40 >60 >90 >140 >170 >300 >10 >15 >30 >30 >35 >40 >60 >90 >100 >180 >220 >280 >350 — — — — — — — — — — >240 >310 >400