机床主要铸件壁厚及筋板尺寸
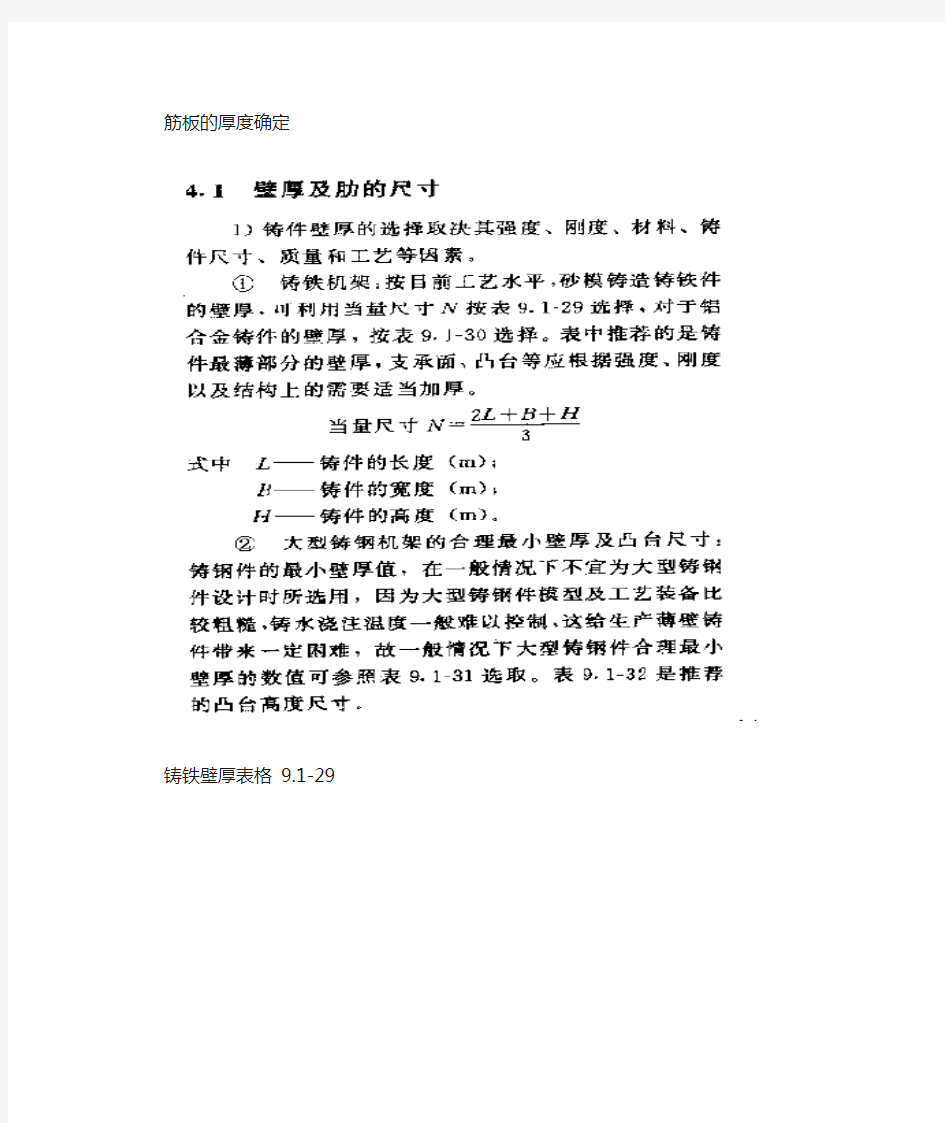

筋板的厚度确定
铸铁壁厚表格9.1-29
表格9.1-31大型铸钢件最小壁厚
加强筋的尺寸一般可按照表9.1-33确定,为防止铸铁平板变形所加的加强筋的高度见表9.1-34
大型铸铁件凸台面的尺寸
数控 车床数控小径数控车床怎样计算螺纹牙高…大径…小径…
数控车床数控小径数控车床怎样计算螺纹牙高…大径…小径… d的算法有很多种,根据不同的罗纹有不同的值。下面我给你具体分开来算: 1:公制螺纹d=D-1.0825乘P; 2:55度英制螺纹d=D-1.2乘P; 3:60度圆锥管螺纹d=D-1.6乘P; 4:55度圆锥管螺纹d=D-1.28乘P; 5:55度圆柱管螺纹d=D-1.3乘P; 6:60度米制锥螺纹d=D-1.3乘P; 注:d=螺纹小径,D=螺纹大径,P=螺距,H就是牙形高度 粗牙就是M+公称直径(也就是螺纹大径)。例如:M10,M16 细牙就是M+公称直径乘螺距。例如:M10X1,M20X1.5 当螺纹为左旋时,会标注“左”,右旋时不标注。 还有一种标注法:例如,M10——5g6g(这就是外螺纹),M10——6H(这就是内螺纹) 注:内外螺纹都是大径算小径.公式一样 ? 数控车床怎样计算螺纹牙高…大径…小径…知道详细的说一下,还有公式?的答案: 牙形高度=D-d除2。这是单边量。 d的算法有很多种,根据不同的罗纹有不同的值。下面我给你具体分开来算: 1:公制螺纹d=D-1.0825乘P; 2:55度英制螺纹d=D-1.2乘P; 3:60度圆锥管螺纹d=D-1.6乘P;
4:55度圆锥管螺纹d=D-1.28乘P; 5:55度圆柱管螺纹d=D-1.3乘P; 6:60度米制锥螺纹d=D-1.3乘P; 注:d=螺纹小径,D=螺纹大径,P=螺距,H就是牙形高度 粗牙就是M+公称直径(也就是螺纹大径)。例如:M10,M16 细牙就是M+公称直径乘螺距。例如:M10X1,M20X1.5 当螺纹为左旋时,会标注“左”,右旋时不标注。 还有一种标注法:例如,M10——5g6g(这就是外螺纹),M10——6H(这就是内螺纹) 注:内外螺纹都是大径算小径.公式一样
车床零件加工工艺
车床零件加工工艺 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
轴类零件的数控加工工艺分析与编制 班级 姓名 学号 综合成绩 项目一轴类零件的数控加工工艺分析与编制 零件图 项目一轴类零件的数控加工工艺分析与编制 零件图 任务一、零件图纸的工艺分析 该零件由圆柱、槽、螺纹等表面形成 设计基准径向以轴线为基准,轴向以工件右端面为基准。 未注倒角C1 表面粗糙度为, 工件材料为45钢 任务二、工艺路线的拟定 1、表面加工的方法 粗车---精车 粗车精车 精度等级 IT7,IT8 表面粗糙度 , 2、毛坯尺寸 15mm*145mm 3、工序划分 任务三、机床的选择 零件毛坯尺寸:35mm*145mm
零件最高精度:IT7,IT8 刀具类型:外圆车刀、螺纹刀 机床:CK6141 机床参数 主电机功率:4000(kw) 刀具数量:4 最大加工长度:1000(mm) 最大加工直径:58(mm) 最大回转直径:224(mm) 精度级:IT6~IT8 卡盘:三爪卡盘 任务四、装夹方案及夹具的选择 通过对刀的方式找基准 径向基准为轴线 轴向基准为工件两端面 夹具为三爪卡盘 任务五、刀具的选择 工件材料:45钢 刀具材料:硬质合金(刀片) P类:精JC215V(黛杰) 粗JC450V 适用加工结构钢、工具钢、耐热钢、铸钢可锻造钢,是钢材连续切削加工首选刀具材料任务六、刀片规格 外圆车刀 CNMG080404 切槽刀 N123H2-03 50-0004-GF 螺纹刀 任务五、刀具的选择 工件材料:45钢 刀具材料:硬质合金(刀片) P类:精JC215V(黛杰) 粗JC450V 适用加工结构钢、工具钢、耐热钢、铸钢可锻造钢,是钢材连续切削加工首选刀具材料任务六、刀片规格 外圆车刀 CNMG080404 切槽刀 N123H2-03 50-0004-GF 螺纹刀 任务七、切削用量的选择
纸张大小对应尺寸图(DOC)
纸张尺寸 一、设计印刷常用尺寸 宣传页、彩页标准尺寸:(A4) 210mm × 285mm 三折页广告标准尺寸:(A4) 210mm × 285mm 宣传画册尺寸、画册规格:(A4) 210mm × 285mm 一般画册的尺寸(单位:mm) 16开大度:210×285 正度:185×260 8开大度:285×420 正度:260×370 4开大度:420×570 正度:370×540 2开大度:570×840 正度:540×740 全开大:889×1194 小:787×1092 封套标准尺寸: 220mm × 305mm 招贴画标准尺寸:540mm × 380mm 海报的标准尺寸: 13cm × 18cm 19cm × 25cm 42cm × 57cm 50cm × 70cm 60cm × 90cm 70cm × 100cm 最常见的海报尺寸
42cm × 57cm 50cm × 70cm 特别常见的是 50cm × 70cm 吊旗、挂旗标准尺寸: 8开 376mm x 265mm 4开 540mm x 380mm 手提袋尺寸: 标准尺寸:400mm x 285mm x 80mm 信纸、便条: 标准尺寸:185mm x 260mm 210mm x 285mm 信封 小号:220×110mm 中号:230×158mm 大号:320×228mm D1:220×110mm C6:114×162mm 桌旗: 210×140mm (与桌面成75度夹角) 竖旗: 750×1500mm 大企业司旗: 1440×960mm 960×640mm (中小型)胸牌 大号:110×80mm 小号:20×20(滴朔徽章) 名片: 横版:90mm×54mm (最常用) 横版:90*55mm<方角> 85*54mm<圆角>
数控车床常用计算公式
数控车床常用计算公式 直径Φ 倒角量a 角度θ 正切函数tanθ 正弦函数sinθ 余弦函数cosθ 圆弧半径R 乘以号x 除以号÷先运算()内结果,再运算【】,再运算全式 一、外圆倒斜角计算 公式例子:Φ30直径外端倒角1、5x60°程式:GoX32Z2 1,倒角起点直径X=Φ-2xaxtanθ°X=30-2x1、5x1、732=24、804G1X24、804Z0F0、2 2,倒角起点长度Z=0其中tan60°由数学用表查出G1X30Z-1、5F0、15 3,倒角收点直径X=Φ;G1Z-50 4,倒角收点长度Z=-a。。。。。。 二、内圆倒斜角计算 公式例子:Φ20孔径外端倒角2x60°程式:GoX18Z2
1,倒角起点直径X=Φ+2xaxtanθ°x=20+2x2x1、732=26、928G1x26、928Z0F0、2 2,倒角起点长度Z=0G1X20Z-2F0、15 3,倒角收点直径X=Φ;G1Z-30 4,倒角收点长度Z=-a。。。。。。 三、外圆倒圆角计算 公式例子:Φ35直径外端圆角R3程式:GoX36Z2 1,倒角起点直径X=Φ-2*RX=35-2x3=29G1X29Z0F0、2 2,倒角起点长度Z=0G3X35Z-3R3F0、15 3,倒角收点直径X=Φ;G1Z-30 4,倒角收点长度Z=-R。。。。。。 四、内圆倒圆角计算 公式例子;Φ20孔径外端圆角R2程式:G0X18Z2 1,倒角起点直径X=Φ+2*RX=20+2x2=24G1X24Z0F0、2 2,倒角起点长度Z=0G2X20Z-2R2F0、1 3,倒角收点直径X=Φ;G1Z-25 4,倒角收点长度Z=-R。。。。。。 五、G90、G92数控指令R锥度值的计算: 例子:大端Φ35小端Φ32锥体长20牙长16mm让刀3mm加工 1、计算图上锥度比例值:(32-35)/20=-0、15程式;G0X37Z3 (起始端直径-收点端直径)÷锥体长度G92X33、8Z-16R-1、425F2
数控车床加工件零件图及编程程序
数控车床加工件零件图 及编程程序 内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)
加工件1: 根据下图零件,按GSK-980T数控系统要求编制加工程序。刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。 编程参考 1 O 1001 ;说明: N10G50 X50 Z100 ;以换刀点定位工件坐标系 N20M3 S560 ;启动主轴 N30T0101 ;换1号刀 N40G0 X25 Z2 ;快速移动到加工出发点 N50G71 U0.8 R0.5 ;执行外圆粗加工循环 N60G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70G0 X0 ;轮廓加工起始行 N80G1 Z0 F30 ;精加工进给量30 N90G3 X10 Z-5 R5 ; N100G1 Z-15 ; N110X18 W-10 ; N120W-7 ; N130X21 ; N140X23 Z-33 ; N150Z-45 ;轮廓加工结束行 N160G70 P70 Q140 ;执行精加工循环 N170G0 X50 Z100 ;回换刀点 N180T0404 ;换4号切断刀 N190G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量N200G1 X12 F15 ; N210G0 X25 ; N220Z-40 ; N230G1 X0 F10 ;切断,进给量10mm/min N240G0 X50 ; N250Z100 M5 ;回换刀点,停主轴 N260T0100 ;换回基准刀 N270M30 ;结束程序 %
标准制图图纸尺寸大小
[b]图纸尺寸大小[/b] A0:1189毫米*841毫米A1:841毫米*594毫米 A2:594毫米*420毫米 A3:420毫米*297毫米 A4:297毫米*210毫米 A5:210毫米*148毫米 纸张幅面规格纸张的规格是指纸张制成后,经过修整切边,裁成一定的尺寸。过去是以多少"开"(例如8开或16开等)来表示纸张的大小,现在我采用国际标准,规定以A0、A1、A2、B1、B2......等标记来表示纸张的幅面规格。 按照纸张幅面的基本面积,把幅面规格分为A系列、B系列和C系列,幅面规格为A0的幅面尺寸为841mm×1189mm,幅面面积为1平方米;B0的幅面尺寸为1000mm×1414mm,幅面面积为平方米;C0的幅面尺寸为917mm×1279mm,幅面面积为平方米;复印纸的幅面规格只采用A系列和B系列。 若将A0纸张沿长度方式对开成两等分,便成为A1规格,将A纸张沿长度方向对开,便成为A2规格,如此对开至A8规格;B0纸张亦按此法对开至B8规格。其中A3、A4、A5、A6和B4、B5、B6、B7种幅面规格为复印纸常用的规格。 A系列里面A0是最大的,但是全系列里面B0最大, C组纸张尺寸主要使用于信封。 A组纸张尺寸的长宽比都是1:√2,然后舍去到最接近的毫米值。A0定义成面积为一平方米,长宽比为1:√2的纸张。接下来的A1、A2、A3……等纸张尺寸,都是定义成将编号少一号的纸张沿著长边对折,然后舍去到最接近的毫米值。B组纸张尺寸是编号相同与编号少一号的A组纸张的几何平均。举例来说,B1是A1和A0的几何平均。 C组纸张尺寸是编号相同的A、B组纸张的几何平均。举例来说,C2是B2和A2的几何平均。 一张A4大小的纸张可以刚好放进一个C4大小的信封。如果把A4纸张对折变成
数控机床常用计算项目与计算方法
数控机床常用计算项目与计算方法
目录 一、AC主轴伺服电机及变频调速电机 ●几个基本概念 (一)主轴电机转速的计算 (二)主轴电机额定输出扭矩及最大输出扭矩的计算。 (三)主轴电机恒扭矩转速范围内实际输出功率的计算。 (四)机床主轴额定输出扭矩及最大输出扭矩的计算。 车、铣、钻方式下,主轴及电机所需功率的计算 一、AC主轴伺服电机及变频调速电机 ●基本概念 1、电机的功率负载特性: 做为一般驱动负载工作的回转电机有以下三种常用的功率负载特性: (1)连续工作制(S1):是指该电机在额定工作条件和负载条件下允许长时间、不间断的工作。(2)短时工作制(S2):是指该电机在规定的短时间内允许超出额定功率进行运转工作,其超载时间优先采用10、30或60分钟等。(3)断续工作制(S3):是指该电机应按一定的通、断周期进行工作,以保证电机在大电流、超载情况下不致因电机温度过高,击穿绝源而烧坏。 在S3工作制下工作的电机允许的每一通、断工作周期为10分钟,例FANUC AC主轴电机规定在50%ED率下(S3工作制),其循环时间周期为10分钟(即ON:5min,OFF:5min)。 目前的AC主轴电机有一个重要特性就是允许在S2或S3工作制下运转,其实际就是一种短的工作制电机。如FANUC的α11型主轴电机的额定连续输出功率为11kw。S2工作制下的30分钟时间内允许的超载功率为15kw。因数控机床在实际超载切削时每一次走刀时间很难超出30分钟,故许多机床制造厂在标定其生产的某型机床动力参数时,常用主轴电机的30分钟超载功率做为其样本上标示的主轴电机的主参数。同样,进行数控机床设计时,设计者亦充分利用好主轴电机的这种特性。 特别需要指出的是,目前多采用的标准型普通变频电机,其仅能在S1工作制下工作,不允许超载使用,因此设计者选用时必须注意。但随着技术的发展,最近市场上出现了一种称为“变频主轴电机”的新型变频电机,其恒功率的拐点转速控制频率(周波)为33.3Hz,不但大幅降低了电机的拐点转速,提高了电机低速时的特性能力,且允许在S2工作制下进行30分钟超载运行,是一种具有良好价格性能比的新型电机。 2、电机的负载特性及主轴电机的拐点转速nj: 无论AC主轴电机还是变频调速电机,其在nj拐点转速以上进行无级调速时,均基本为恒功率调速。即随着电机转速的提高,其输出功率保持基本不变,而电机的输出扭矩则随转速的升高而下降;其在nj拐点转速以下进行无级调速时,均为恒扭矩调速,即随着电机转速的下降,其输出扭矩恒定不变,而电机的输出功率则随转速的降低而下降。因此机床主轴在低速段进行粗加工而转速又落入电机的恒扭矩段转速时,设计者必须认真校核此时电机的实际输出功率能否满足切削所实际需要的功率,否则会出现“闷车”现象。
车床零件加工工艺
轴类零件的数控加工工艺分析与编制 班级 姓名 学号 综合成绩 项目一轴类零件的数控加工工艺分析与编制 零件图
项目一轴类零件的数控加工工艺分析与编制零件图 任务一、零件图纸的工艺分析 该零件由圆柱、槽、螺纹等表面形成 设计基准径向以轴线为基准,轴向以工件右端面为基准。 未注倒角C1 表面粗糙度为Ra3.2,Ra1.6 工件材料为45钢 任务二、工艺路线的拟定 1、表面加工的方法 粗车---精车 粗车1.5 精车0.5 精度等级 IT7,IT8 表面粗糙度 3.2,1.6 2、毛坯尺寸 ?15mm*145mm 3、工序划分
任务三、机床的选择 零件毛坯尺寸:?35mm*145mm 零件最高精度:IT7,IT8 刀具类型:外圆车刀、螺纹刀 机床:CK6141 机床参数 主电机功率:4000(kw) 刀具数量:4 最大加工长度:1000(mm) 最大加工直径:58(mm) 最大回转直径:224(mm) 精度级:IT6~IT8 卡盘:三爪卡盘 任务四、装夹方案及夹具的选择 通过对刀的方式找基准 径向基准为轴线 轴向基准为工件两端面 夹具为三爪卡盘 任务五、刀具的选择 工件材料:45钢 刀具材料:硬质合金(刀片) P类:精JC215V(黛杰) 粗JC450V 适用加工结构钢、工具钢、耐热钢、铸钢可锻造钢,是钢材连续切削加工首选刀具材料 任务六、刀片规格 外圆车刀 CNMG080404 切槽刀 N123H2-03 50-0004-GF 螺纹刀 R166.0G-16MM01-150 任务五、刀具的选择 工件材料:45钢 刀具材料:硬质合金(刀片) P类:精JC215V(黛杰) 粗JC450V
常用纸张的尺寸大小对照表
纸张的大小 国际标准化组织的ISO216国际标准指明了大多数国家使用的标准纸张的尺寸。此标准源自德国,在1922年通过,定义了A、B、C三组纸张尺寸,C 组纸张尺寸主要用于信封。另外,有些国家也有自己的标准,如美国,日本。这里主要是指办公用纸。下面是一些标准纸张的具体尺寸。单位:mm ISO216A ISO216B ISO216C A0 841×1189B0 1000×1414C0 917×1297 A1 594×841B1 707×1000C1 648×917 A2 420×594B2 500×707C2 458×648 A3 297×420B3 353×500C3 324×458 A4 210×297B4 250×353C4 229×324 A5 148×210B5 176×250C5 162×229 A6 105×148B6 125×176C6 114×162 A7 74×105B7 88×125C7 81×114 A8 52×74B8 62×88DL 110×220 A9 37×52B9 44×62C7/6 81×162 A10 26×37B10 31×44 A组纸张尺寸的长宽比都是,然后舍去到最接近的毫米值。 A0定义成面积为1平方米,长宽比为的纸张。接下来的A1、A2、A3……等纸张尺寸,都是定义成将编号少一号的纸张沿着长边对折,然后舍去到最接近的毫米值。最常用到的纸张尺寸是A4,后来为了能在打印出全副A3?大小的图像,又定义了A3+和SRA3大小,就是人们通常说的“出血”纸,A3+的大小是457mmx305mm,SRA3的大小是450mmx320mm。 B组纸张尺寸是编号相同与编号少一号的A组纸张的几何平均。举例来说,B1是A1和A0的几何平均。同样地,C组纸张尺寸是编号相同的A、B 组纸张的几何平均。举例来说,C2是B2和A2的几何平均。(此外,日本有一种不兼容的B组纸张尺寸,是用算术平均而不是用几何平均来定义的。)C组纸张尺寸主要使用于信封。一张A4大小的纸张可以刚好放进一个C4大小的信封。如果你把A4纸张对折变成A5纸张,那它就可以刚好放进C5大小的信封,同理类推。 美国国家标准化组织ANSI定义了自己的标准X3.151-1987,具体尺寸如下名称纸张大小(mm)名称纸张大小(mm) Letter 216×279Legal 216×356
数控车床常用计算公式
直径Φ 倒角量a 角度θ 正切函数tanθ 正弦函数sinθ 余弦函数cosθ 圆弧半径R 乘以号x 除以号÷先运算()内结果,再运算【】,再运算全式 一、外圆倒斜角计算 公式例子:Φ30直径外端倒角1.5x60°程式:GoX32Z2 1,倒角起点直径 X=Φ-2xaxtanθ°X=30-2x1.5x1.732=24.804G1X24.804Z0F0.2 2,倒角起点长度Z=0其中tan60°由数学用表查出G1X30Z-1.5F0.15 3,倒角收点直径X=Φ;G1Z-50 4,倒角收点长度Z=-a。。。。。。 二、内圆倒斜角计算 公式例子:Φ20孔径外端倒角2x60°程式:GoX18Z2
1,倒角起点直径 X=Φ+2xaxtanθ°x=20+2x2x1.732=26.928G1x26.928Z0F0.2 2,倒角起点长度Z=0G1X20Z-2F0.15 3,倒角收点直径X=Φ;G1Z-30 4,倒角收点长度Z=-a。。。。。。 三、外圆倒圆角计算 公式例子:Φ35直径外端圆角R3程式:GoX36Z2 1,倒角起点直径X=Φ-2*RX=35-2x3=29G1X29Z0F0.2 2,倒角起点长度Z=0G3X35Z-3R3F0.15 3,倒角收点直径X=Φ;G1Z-30 4,倒角收点长度Z=-R。。。。。。 四、内圆倒圆角计算 公式例子;Φ20孔径外端圆角R2程式:G0X18Z2 1,倒角起点直径X=Φ+2*RX=20+2x2=24G1X24Z0F0.2 2,倒角起点长度Z=0G2X20Z-2R2F0.1 3,倒角收点直径X=Φ;G1Z-25 4,倒角收点长度Z=-R。。。。。。 五、G90、G92数控指令R锥度值的计算: 例子:大端Φ35小端Φ32锥体长20牙长16mm让刀3mm加工 1、计算图上锥度比例值:(32-35)/20=-0.15程式;G0X37Z3
铸件尺寸公差(GBT_6414-1999)
铸件尺寸公差数值(GB/T6414-1999) 表1铸件尺寸公差数值mm 基本尺寸公差等级CT 大于至345678910111213141516 100.180.260.360.520.74 1.0 1.5 2.0 2.8 4.2 10160.200.280.380.540.78 1.1 1.6 2.2 3.0 4.4 16250.220.300.420.580.82 1.2 1.7 2.4 3.2 4.6681012 25400.240.320.460.640.90 1.3 1.8 2.6 3.6 5.0791114 40630.260.360.500.70 1.0 1.4 2.0 2.8 4.0 5.68101216 631000.280.400.560.78 1.1 1.6 2.2 3.2 4.469111418 1001600.300.440.620.88 1.2 1.8 2.5 3.6 5.0710121620 1602500.340.500.70 1.0 1.4 2.0 2.8 4.0 5.6811141822 2504000.400.560.78 1.1 1.6 2.2 3.2 4.4 6.2912162025 4006300.640.90 1.2 1.8 2.6 3.6571014182228 6301000 1.0 1.4 2.0 2.8 4.0681116202532 10001600 1.6 2.2 3.2 4.6791318232937 16002500 2.6 3.8 5.48101521263342 25004000 4.4 6.29121724303849 400063007.010142028354456 63001000011162332405064注:①CT1和CT2没有规定公差值,是为了将来可能要求更精密的公差保留的。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2-3级。
常用纸张的尺寸大小对照表
纸张的大小 国际标准化组织的ISO 216国际标准指明了大多数国家使用的标准纸张的尺寸。此标准源自德国,在1922年通过,定义了A、B、C三组纸张尺寸,C组纸张尺寸主要用于信封。另外,有些国家也有自己的标准,如美国,日本。这里主要是指办公用纸。下面是一些标准纸张的具体尺寸。单位:mm A组纸张尺寸的长宽比都是,然后舍去到最接近的毫米值。 A0定义成面积为1平方米,长宽比为的纸张。接下来的A1、A2、A3……等纸张尺寸,都是定义成将编号少一号的纸张沿著长边对折,然后舍去到最接近的毫米值。最常用到的纸张尺寸是A4,后来为了能在打印出全副A3 大小的图像,又定义了A3+和SRA3大小,就是人们通常说的“出血”纸,A3+的大小是457mm x 305mm,SRA3的大小是450mm x 320mm。 B组纸张尺寸是编号相同与编号少一号的A组纸张的几何平均。举例来说,B1是A1和A0的几何平均。同样地,C组纸张尺寸是编号相同的A、B组纸张的几何平均。举例来说,C2是B2和A2的几何平均。(此外,日本有一种不兼容的B组纸张尺寸,是用算术平均而不是用几何平均来定义的。)C组纸张尺寸主要使用于信封。一张A4大小的纸张可以刚好放进一个C4大小的信封。如果你把A4纸张对折变成A5纸张,那它就可以刚好放进C5大小的信封,同理类推。
日本工业标准协会JIS定义了自己的标准JIS P 0138-61,它接近与ISO 216 B,所以,我们常常看到B5JIS 等,就是指日本标准的B5纸张,具体尺寸如下,单位:mm 我国按国家标准规定生产的纸张称作全开纸,把一张全开纸裁切或折叠成面积相等的若干小张,叫多少开数,装订成册,即为多少开本。各种开本的规格,全国有统一的标准,所以全国各地印制出来的图书,同一规格都是同样大小的。 由于各种规格的纸张幅面大小不一样,虽然都裁折成同一开数,其大小规格也不一样,订 成书后,如统称为多少开本就不确切了。我国目前以787*1092(mm)的纸为标准印张,用它来 印成32开的书,叫做32开本。若以850*1168(mm)的纸来印成32开的书,因纸张幅面比标准 印张大,故要冠一个“大”字,称为大32开本。 开度大度开切毛尺寸成品净尺寸正度毛尺寸成品净尺寸 全开1194×889 1160×860 1092×787 1060×760 对开889×597 860×580 787×546 760×530 长对开1194×444.5 1160×430 1092×393.5 1060×375 三开889×398 860×350 787×364 760×345 丁字三开749.5×444.5 720×430 698.5×393.5 680×375 四开597×444.5 580×430 546×393.5 530×375 长四开298.5×88.9 285×860 787×273 760×260 五开380×480 355×460 330×450 305×430 六开398×44.5 370×430 364×393.5 345×375 八开444.5×298.5 430×285 393.5×273 375×260 九开296.3×398 280×390 262.3×364 240×350 十二开298.5×296.3 285×280 273×262.3 260×250 十六开298.5×222.25 285×210 273×262.3 260×185 十八开199×296.3 180×280 136.5×262.3 120×250 二十开222.5×238 270×160 273×157.4 260×40 二十四开222.5×199 210×185 196.75×182 185×170 二十八开298.5×127 280×110 273×112.41 260×100 三十二开222.5×149.25 210×140 196.75×136.5 185×130 六十四开149.25×111.12 130×100 136.5×98.37 120×80
铸件尺寸公差
铸件尺寸公差 1.主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2. 引用标准 GB6414 铸件尺寸公差 GB1800 公差与配合总论标准公差与基本偏差 3. 术语 3.1 一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 3.2 铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 图1 机械加工余量与铸件尺寸公差的关系
图2 铸件的极限尺寸 3.3 壁厚 本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。 3.4 错型(错箱) 铸件的一部分与另一部分在分型面处相互错开(见图3)。 图3 错型 4. 基本规定 4.1 铸件尺寸公差代号、等级及数值 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。 4.3 公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带 4.4 错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
常用纸张规格尺寸
常用纸张规格尺寸以下所有尺寸单位都以mm 表示。 A系列 A0 841×1189 A1 594×841 A2 420×594 A3 297×420 A4 210×297 A5 148×210 A6 105×148 A7 74×105 A8 52×74 B系列 B0 1000×1414 B1 707×1000 B2 500×707 B3 353×500 B4 250×353 B5 176×250 B6 125×176 B7 88×125 B8 62×88 letter信纸的纸张一般以开本来计算,常见信纸一般为正度16开 开本大度:开本正度: 16开210×285 16开185×260 8开285×420 8开260×370 4开420×570 4开370×540 2开(对开)570×840 2开(对开)540×740 全开889×1194 全开787×1092 用国际标准,规定以A0、A1、A2、B1、B2......等标记来表示纸张的幅面规格。标准规定纸张的幅宽(以X表示)和长度(以Y表示)的比例关系为X:Y=1:n 。 按照纸张幅面的基本面积,把幅面规格分为A系列、B系列和C系列,幅面规格为A0的幅面尺寸为841mm×1189mm,幅面面积为1平方米;B0的幅面尺寸为1000mm×1414mm,幅面面积为2.5平方米;C0的幅面尺寸为917mm×1279mm,幅面面积为2.25平方米;复印纸的幅面规格只采用A系列和B系列。若将A0纸张沿长度方式对开成两等分,便成为A1规格,将A纸张沿长度方向对开,便成为A2规格,如此对开至A8规格;B8纸张亦按此法对开至B8规格。A0~A8和B0~B8的幅面尺寸见下表所列。其中A3、A4、A5、A6和B4、B5、B6 7种幅面规格为复印纸常用的规格。 若纸张规格标记字母的前面加一个字母R(或S)时,是表示纸张没有切毛边,经过切边修整后,将减少到标准尺寸,例如RA4(或SA4)表示不切边纸张的尺寸为240mm×330mm,经过切边修整后其尺寸为210mm×297mm。 若进行倍率放大或倍率缩小复印时,所使用、的复印纸的幅面规格有着相应的关系,如下图所列,供作变倍复印时选用复印纸张幅面规格的参考;例如,若将A3幅面的原稿倍率放大1:1.22时,复印纸应采用B3幅面规格;若倍率缩小1:0.8时,复印纸应采用B4规格,若倍率缩小1:0.7时,复印纸应采用A4规格。表中的A5、B5、B6三种画双框的规格表示极少使用。
数控车削切削用量的选择原则、方法及主要问题
数控车削切削用量的选择原则、方法及主要问题 数控车削加工中的切削用量包括背吃刀量ap、主轴转速n或切削速度vc(用于恒线速度切削)、进给速度vf或进给量f。这些参数均应在机床给定的允许范围内选取。 切削用量的选用原则 (1)切削用量的选用原则 粗车时,应尽量保证较高的金属切除率和必要的刀具耐用度。 选择切削用量时应首先选取尽可能大的背吃刀量ap,其次根据机床动力和刚性的限制条件,选取尽可能大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度vc。增大背吃刀量ap可使走刀次数减少,增大进给量f有利于断屑。 精车时,对加工精度和表面粗糙度要求较高,加工余量不大且较均匀。选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础土尽量提高生产率。因此,精车时应选用较小(但不能太小)的背吃刀量和进给量,并选用性能高的刀具材料和合理的几何参数,以尽可能提高切削速度。 (2)切削用量的选取方法 ①背吃刀量的选择粗加工时,除留下精加工余量外,一次走刀尽可能切除全部余量。也可分多次走刀。精加工的加工余量一般较小,可一次切除。在中等功率机床上,粗加工的背吃刀量可达8~10mm;半精加工的背吃刀量取0.5~5mm;精加工的背吃刀量取0.2~1.5mm。 ②进给速度(进给量)的确定粗加工时,由于对工件的表面质量没有太高的要求,这时主要根据机床进给机构的强度和刚性、刀杆的强度和刚性、刀具材料、刀杆和工件尺寸以及已选定的背吃刀量等因素来选取进给速度。精加工时,则按表面粗糙度要求、刀具及工件材料等因素来选取进给速度。进给速度νf 可以按公式ν f =f×n计算,式中f表示每转进给量,粗车时一般取0.3~0.8mm /r;精车时常取0.1~0.3mm/r;切断时常取0.05~0.2mm/r。 ③切削速度的确定切削速度vc可根据己经选定的背吃刀量、进给量及刀具耐用度进行选取。实际加工过程中,也可根据生产实践经验和查表的方法来选取。粗加工或工件材料的加工性能较差时,宜选用较低的切削速度。精加工或刀具材料、工件材料的切削性能较好时,宜选用较高的切削速度。切削速度vc确定后,可根据刀具或工件直径(D)按公式n=l000vc/πD 来确定主轴转速n(r/min)。在工厂的实际生产过程中,切削用量一般根据经验并通过查表的方式进行选取。常用硬质合金或涂层硬质合金切削不同材料时的切削用量推荐值见表1表2为常用切削用量推荐表,供参考。
数控车床加工件零件图及编程程序
加工件1: 根据下图零件,按GSK-980T数控系统要求编制加工程序。刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。 材料:4)2 5 X 5 Oitirti 铝合金棒料I X 45。 换刀*.(50,100)
编程参考1 O 1001 ;说明: N10 G50 X50 Z100 ;以换刀点定位工件坐标系 N20 M3 S560 ;启动主轴 N30 T0101 ;换1 号刀 N40 G0 X25 Z2 ;快速移动到加工出发点 N50 G71 U0.8 R0.5 ;执行外圆粗加工循环 N60 G71 P70 Q140 U0 .5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70 G0 X0 ;轮廓加工起始行 N80 G1 Z0 F30 ;精加工进给量30 N90 G3 X10 Z-5 R5 ; N100 G1 Z-15 ; N110 X18 W-10 ; N120 W-7 ; N130 X21 ; N140 X23 Z-33 ; N150 Z-45 ;轮廓加工结束行 N160 G70 P70 Q140 ;执行精加工循环 N170 G0 X50 Z100 ;回换刀点 N180 T0404 ;换4 号切断刀 N190 G0 X27 Z-40 .1 ;定位切断起点,留0.1mm 余量 N200 G1 X12 F15 ; N210 G0 X25 ; N220 Z-40 ; N230 G1 X0 F10 ;切断,进给量10mm/min N240 G0 X50 ; N250 Z100 M5 ;回换刀点,停主轴 N260 T0100 ;换回基准刀 N270 M30 ;结束程序 %
常用纸张的尺寸大小对照表
常用纸张的尺寸大小对 照表 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
纸张的大小 国际标准化组织的ISO216国际标准指明了大多数国家使用的标准纸张的尺寸。此标准源自德国,在1922年通过,定义了A、B、C三组纸张尺寸,C组纸张尺寸主要用于信封。另外,有些国家也有自己的标准,如美国,日本。这里主要是指办公用纸。下面是一些标准纸张的具体尺寸。单位:mm ISO216A ISO216B ISO216C A0 841×1189 B0 1000×1414 C0 917×1297 A1 594×841 B1 707×1000 C1 648×917 A2 420×594 B2 500×707 C2 458×648 A3 297×420 B3 353×500 C3 324×458 A4 210×297 B4 250×353 C4 229×324 A5 148×210 B5 176×250 C5 162×229 A6 105×148 B6 125×176 C6 114×162 A7 74×105 B7 88×125 C7 81×114 A8 52×74 B8 62×88 DL 110×220 A9 37×52 B9 44×62 C7/6 81×162 A10 26×37 B10 31×44 A组纸张尺寸的长宽比都是,然后舍去到最接近的毫米值。 A0定义成面积为1平方米,长宽比为的纸张。接下来的A1、A2、A3……等纸张尺寸,都是定义成将编号少一号的纸张沿着长边对折,然后舍去到最接近的毫米值。 最常用到的纸张尺寸是A4,后来为了能在打印出全副A3大小的图像,又定义了A3+和SRA3大小,就是人们通常说的“出血”纸,A3+的大小是457mmx305mm,SRA3的大小是450mmx320mm。 B组纸张尺寸是编号相同与编号少一号的A组纸张的几何平均。举例来说,B1是A1和A0的几何平均。同样地,C组纸张尺寸是编号相同的A、B组纸张的几何平均。举例来说,C2是B2和A2的几何平均。(此外,日本有一种不兼容的B组纸张尺寸,是用算术平均而不是用几何平均来定义的。)C组纸张尺寸主要使用于信封。一张A4大小的纸张可以刚好放进一个C4大小的信封。如果你把A4纸张对折变成A5纸张,那它就可以刚好放进C5大小的信封,同理类推。 美国国家标准化组织ANSI定义了自己的标准,具体尺寸如下 名称纸张大小(mm)名称纸张大小(mm) Letter 216×279 Legal 216×356 Executive 190×254 Ledger/Tabloid 279×432
数控编程常用计算方法
第3章数控编程中的数学处理 (一)目的与要求 通过本章内容的学习,使学生了解数控编程前数学处理的主要内容和基本方法,掌握利用三角函数计算基点坐标,为数控编程做准备。 (二)教学内容 1.三角函数法计算基点坐标 2.非圆曲线节点坐标的概念 3.辅助坐标点的设定与计算 (三)教学要求 1.掌握利用三角函数计算基点坐标的方法 2.了解非圆曲线节点坐标的概念 3.掌握辅助坐标点的计算 (四)重点与难点 重点:利用三角函数计算基点坐标 难点:辅助坐标点的设定与计算 (五)学习指导 1、数值计算的内容 对零件图形进行数学处理是编程前的一个关键性的环节。数值计算主要包括以下内容。 (1)基点和节点的坐标计算 零件的轮廓是由许多不同的几何元素组成。如直线、圆弧、二次曲线及列表点曲线等。各几何元素间的联结点称为基点,显然,相邻基点间只能是一个几何元素。 当零件的形状是由直线段或圆弧之外的其他曲线构成,而数控装置又不具备该曲线的插补功能时,其数值计算就比较复杂。将组成零件轮廓曲线,按数控系统插补功能的要求,在满足允许的编程误差的条件下,用若干直线段或圆弧来逼近给定的曲线,逼近线段的交点或切点称为节点。编写程序时,应按节点划分程序段。逼近线段的近似区间愈大,则节点数目愈少,相应地程序段数目也会减少,但逼近线段的误差d应小于或等于编程允许误差d允,即d≤d允。考虑到工艺系统及计算误差的影响,d允一般取零件公差的1/5~1/10。 (2)刀位点轨迹的计算 刀位点是标志刀具所处不同位置的坐标点,不同类型刀具的刀位点不同。对于具有刀具半径补偿功能的数控机床,只要在编写程序时,在程序的适当位置写入建立刀具补偿的有关指令,就可以保证在加工过程中,使刀位点按一定的规则自动偏离编程轨迹,达到正确加工的目的。这时可直接按零件轮廓形状,计算各基点和节点坐标,并作为编程时的坐标数据。 当机床所采用的数控系统不具备刀具半径补偿功能时,编程时,需对刀具的刀位点轨迹进行数值计算,按零件轮廓的等距线编程。 (3)辅助计算 辅助程序段是指刀具从对刀点到切人点或从切出点返回到对刀点而特意安排的程序段。切入点位置的选择应依据零件加工余量而定,适当离开零件一段距离。切出点位置的选择,应避免刀具在快速返回时发生撞刀。使用刀具补偿功能时,建立刀补的程序段应在加工零件之前写入,加工完成后应取消刀具补偿。某些零件的加工,要求刀具“切向”切入和“切向”切出。以上程序段的安排,在绘制走刀路线时,即应明确地表达出来。数值计算时,按照走刀路线的安排,计算出各相关点的坐标。 2、基点坐标的计算 零件轮廓或刀位点轨迹的基点坐标计算,一般采用代数法或几何法。代数法是通过列方程组的方法求解基点坐标,这种方法虽然已根据轮廓形状,将直线和圆弧的关系归纳成若干
图纸纸张的标准尺寸
图纸纸张的标准尺寸 纸张的规格是指纸张制成后,经过修整切边,裁成一定的尺寸。过去是以多少"开"(例如8开或16开等)来表示纸张的大小,现在我国采用国际标准,规定以A0、A1、A2、B1、B2......等标记来表示纸张的幅面规格。标准规定纸张的幅宽(以X表示)和长度(以Y表示)的比例关系为X:Y=1: n 。 按照纸张幅面的基本面积,把幅面规格分为A系列、B 系列和C系列,幅面规格为A0的幅面尺寸为 841mm×1189mm,幅面面积为1平方米;B0的幅面尺寸为1000mm×1414mm,幅面面积为2.5平方米(含正反面);C0的幅面尺寸为917mm×1279mm,幅面面积为2.25平方米(含正反面);复印纸的幅面规格只采用A系列和B系列。若将A0纸张沿长度方式对开成两等分,便成为A1规格,将A1纸张沿长度方向对开,便成为A2规格,如此对开至A8规格;B8纸张亦按此法对开至B8规格。A0~A8和B0~B8的幅面尺寸见下表所列。其中A3、A4、A5、A6和B4、B5、B6等7种幅面规格为复印纸常用的规格。 举例说明:“A4”纸,就是将A型基本尺寸的纸折叠4次,所以一张A4纸的面积就是基本纸面积的2的4次方分之一,即1/16。其余依此类推。
A1,A2,A3,A4纸的尺寸;像素换算;ABC号纸尺寸 以前在做图片的时候从来没想过要做多大的尺寸,总觉得像素换算成我们常用的毫米、厘米等基本单位很难,而且还要考虑分辨率的大小,上次满怀信心地制作简历封面,图的效果很好,但用A4纸打印出来的模糊又难看,今天专门研究了这个问题,其实也并不难,分析如下: A4纸的尺寸是210mm*297mm,也就是21.0cm*29.7cm,而1英寸=2.54cm,当分辨率为72像素/英寸时,我们将其换算成像素/厘米就是28.3,现在,我们将其转换为制作图片时的像素就是(21*28.3)*(29.7*28.3),即:595*842(单位为像素); 同样的道理,我们可以得到: 当分辨率为300像素/英寸时,A4大小是2479*3508像素;当分辨率为120像素/英寸时,A4大小为1487*2105像素。所以如果你要将做的图片打印出来的话,最好先进行换算,不然很可能会降低图片质量的!一般情况下,如果是印刷品,最好用300像素/英寸,如果是打印机或者喷绘,可以选择 72像素/英寸的分辨率。 A0=1189*841mm A1=841*594mm A2=594*420mm A3=420*297mm
数控车床对刀原理及方法步骤(实用详细)
数控车床对刀原理及对刀方法 对刀是数控加工中的主要操作和重要技能。在一定条件下,对刀的精度可以决定零件的加工精度,同时,对刀效率还直接影响数控加工效率。 仅仅知道对刀方法是不够的,还要知道数控系统的各种对刀设置方式,以及这些方式在加工程序中的调用方法,同时要知道各种对刀方式的优缺点、使用条件(下面的论述是以FANUC OiMate数控系统为例)等。 1 为什么要对刀 一般来说,零件的数控加工编程和上机床加工是分开进行的。数控编程员根据零件的设计图纸,选定一个方便编程的坐标系及其原点,我们称之为程序坐标系和程序原点。程序原点一般与零件的工艺基准或设计基准重合,因此又称作工件原点。 数控车床通电后,须进行回零(参考点)操作,其目的是建立数控车床进行位置测量、控制、显示的统一基准,该点就是所谓的机床原点,它的位置由机床位置传感器决定。由于机床回零后,刀具(刀尖)的位置距离机床原点是固定不变的,因此,为便于对刀和加工,可将机床回零后刀尖的位置看作机床原点。 在图1中,O是程序原点,O'是机床回零后以刀尖位置为参照的机床原点。 编程员按程序坐标系中的坐标数据编制刀具(刀尖)的运行轨迹。由于刀尖的初始位置(机床原点)与程序原点存在X向偏移距离和Z向偏移距离,使得实际的刀尖位置与程序指令的位置有同样的偏移距离,因此,须将该距离测量出来并设置进数控系统,使系统据此调整刀尖的运动轨迹。
所谓对刀,其实质就是侧量程序原点与机床原点之间的偏移距离并设置程序原点在以刀尖为参照的机床坐标系里的坐标。 2 试切对刀原理 对刀的方法有很多种,按对刀的精度可分为粗略对刀和精确对刀;按是否采用对刀仪可分为手动对刀和自动对刀;按是否采用基准刀,又可分为绝对对刀和相对对刀等。但无论采用哪种对刀方式,都离不开试切对刀,试切对刀是最根本的对刀方法。 以图2为例,试切对刀步骤如下: ①在手动操作方式下,用所选刀具在加工余量范围内试切工件外圆,记下此时显示屏中的X坐标值,记为Xa。(注意:数控车床显示和编程的X坐标一般为直径值)。 ②将刀具沿+Z方向退回到工件端面余量处一点(假定为α点)切削端面,记录此时显示屏中的Z坐标值,记为Za。 ③测量试切后的工件外圆直径,记为φ。 如果程序原点O设在工件端面(一般必须是已经精加工完毕的端面)与回转中心的交点,则程序原点O在机床坐标系中的坐标为 Xo=Xa-φ(1) Zo=Za 注意:公式中的坐标值均为负值。将Xo、Zo设置进数控系统即完成对刀设置。3 程序原点(工件原点)的设置方式 在FANUC数控系统中,有以下几种设置程序原点的方式:①设置刀具偏移量补偿;②用G50设置刀具起点;③用G54~G59设置程序原点;④用“工件移”设置程序原点。 程序原点设置是对刀不可缺少的组成部分。每种设置方法有不同的编程使用方式、不同的应用条件和不同的工作效率。各种设置方式可以组合使用。