电主轴内置电机热性能分析
Ansys12.0 Mechanical教程-5热分析
Workbench -Mechanical Introduction 第六章 热分析
概念 Training Manual ?本章练习稳态热分析的模拟,包括: A.几何模型 B B.组件-实体接触 C.热载荷 D.求解选项 E E.结果和后处理 F.作业6.1 本节描述的应用般都能在ANSYS DesignSpace Entra或更高版本中使用,除了?本节描述的应用一般都能在ANSYS DesignSpace Entra ANSYS Structural 提示:在S S热分析的培训中包含了包括热瞬态分析的高级分析 ?ANSYS
Training Manual 稳态热传导基础 ?对于一个稳态热分析的模拟,温度矩阵{T}通过下面的矩阵方程解得: ()[]{}(){} T Q T T K =?假设: –在稳态分析中不考虑瞬态影响[K]可以是个常量或是温度的函数–[K] 可以是一个常量或是温度的函数–{Q}可以是一个常量或是温度的函数
稳态热传导基础 Training Manual ?上述方程基于傅里叶定律: ?固体内部的热流(Fourier’s Law)是[K]的基础; ?热通量、热流率、以及对流在{Q}为边界条件; ?对流被处理成边界条件,虽然对流换热系数可能与温度相关 ?在模拟时,记住这些假设对热分析是很重要的。
A. 几何模型 Training Manual ?热分析里所有实体类都被约束: –体、面、线 ?线实体的截面和轴向在DesignModeler中定义 ?热分析里不可以使用点质量(Point Mass)的特性 ?壳体和线体假设: –壳体:没有厚度方向上的温度梯度 –线体:没有厚度变化,假设在截面上是一个常量温度 ?但在线实体的轴向仍有温度变化
电主轴的介绍 090404041009
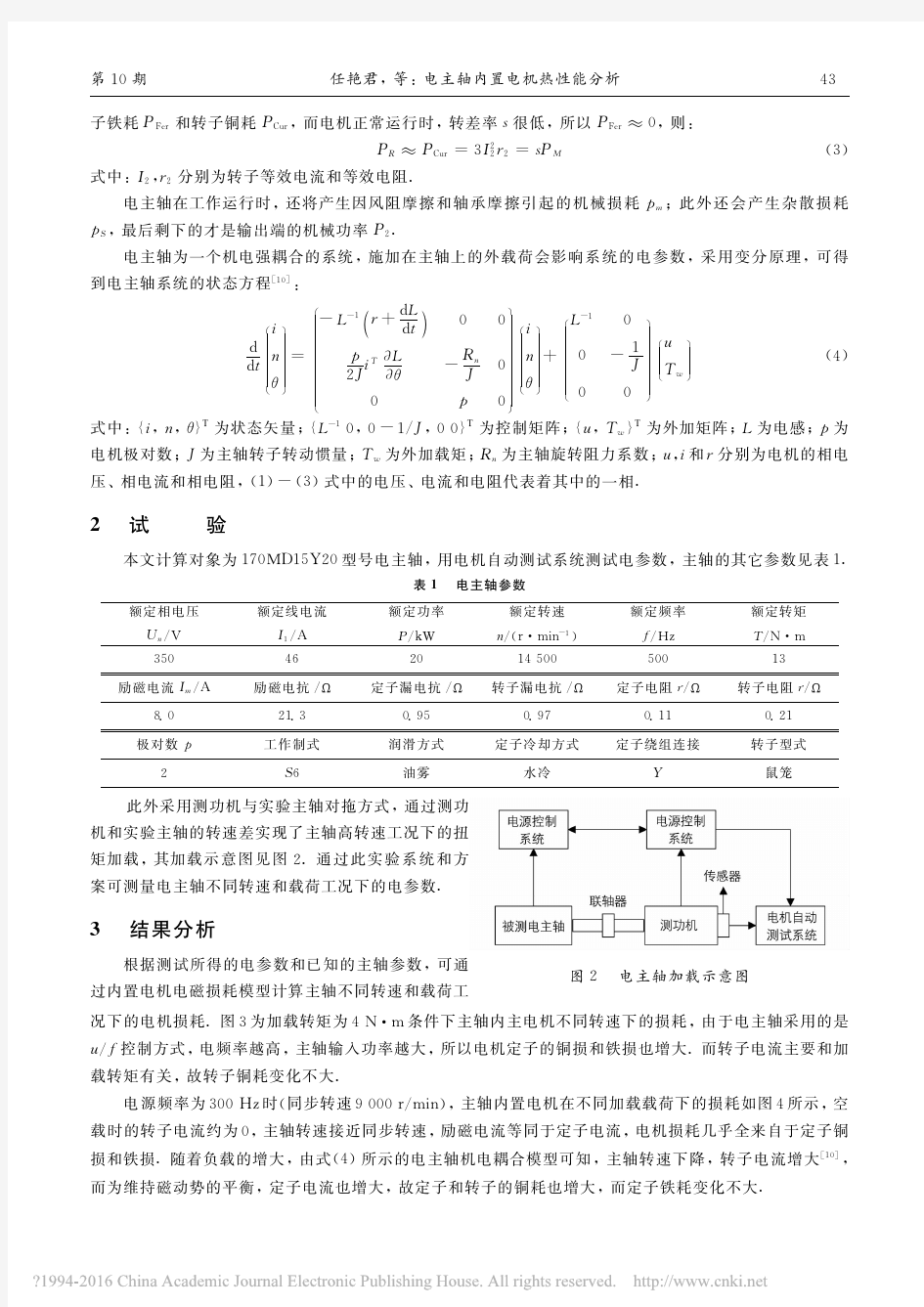
电主轴的介绍 1.概括:高速数控机床(CNC)是装备制造业的技术基础和发展方向之一,是装备制造业的战略性产业。高速数控机床的工作性能,首先取决于高速主轴的性能。数控机床高速电主轴单元影响加工系统的精度、稳定性及应用范围,其动力性能及稳定性对高速加工起着关键的作用。高速主轴单元的类型主要有电主轴、气动主轴、水动主轴等。不同类型的高速主轴单元输出功率相差较大。 2.电主轴的结构:电动机的转子直接作为机床的主轴,主轴单元的壳体就是电动机机座,并且配合其他零部件,实现电动机与机床主轴的一体化。 3. 优点:电主轴具有结构紧凑、重量轻、惯性小、振动小、噪声低、响应快等优点,而且转速高、功率大,简化机床设计,易于实现主轴定位,是高速主轴单元中的一种理想结构。电主轴轴承采用高速轴承技术,耐磨耐热,寿命是传统轴承的几倍。 4.电主轴的融合技术: 高速轴承技术 电主轴通常采用动静压轴承、复合陶瓷轴承或电磁悬浮轴承。 动静压轴承具有很高的刚度和阻尼,能大幅度提高加工效率、加工质量、延长刀具寿命、降低加工成本,这种轴承寿命多半无限长。 复合陶瓷轴承目前在电主轴单元中应用较多,这种轴承滚动体使用热压Si3N4陶瓷球,轴承套圈仍为钢圈,标准化程度高,对机床结构改动小,易于维护。 电磁悬浮轴承高速性能好,精度高,容易实现诊断和在线监控,但是由于电磁测控系统复杂,这种轴承价格十分昂贵,而且长期居高不下,至今没有得到广泛应用。 高速电机技术 电主轴是电动机与主轴融合在一起的产物,电动机的转子即为主轴的旋转部分,理论上可以把电主轴看作一台高速电动机。关键技术是高速度下的动平衡; 润滑
电主轴的润滑一般采用定时定量油气润滑;也可以采用脂润滑,但相应的速度要打折扣。所谓定时,就是每隔一定的时间间隔注一次油。所谓定量,就是通过一个叫定量阀的器件,精确地控制每次润滑油的油量。而油气润滑,指的是润滑油在压缩空气的携带下,被吹入陶瓷轴承。油量控制很重要,太少,起不到润滑作用;太多,在轴承高速旋转时会因油的阻力而发热。 冷却装置 为了尽快给高速运行的电主轴散热,通常对电主轴的外壁通以循环,冷却装置的作用是保持冷却剂的温度。 高速刀具的装卡方式 广为熟悉的BT、ISO刀具,已被实践证明不适合于高速加工。这种情况下出现了HSK、SKI等高速刀具。 高频变频装置 要实现电主轴每分钟几万甚至十几万转的转速,必须用一高频变频装置来驱动电主轴的内置高速电动机,变频器的输出频率必须达到上千或几千赫兹。 电主轴的运动控制 在数控机床中,电主轴通常采用变频调速方法。目前主要有普通变频驱动和控制、矢量控制驱动器的驱动和控制以及直接转矩控制三种控制方式。 普通变频为标量驱动和控制,其驱动控制特性为恒转矩驱动,输出功率和转速成正比。普通变频控制的动态性能不够理想,在低速时控制性能不佳,输出功率不够稳定,也不具备C轴功能。但价格便宜、结构简单,一般用于磨床和普通的高速铣床等。 矢量控制技术模仿直流电动机的控制,以转子磁场定向,用矢量变换的方法来实现驱动和控制,具有良好的动态性能。矢量控制驱动器在刚启动时具有很大的转矩值,加之电主轴本身结构简单,惯性很小,故启动加速度大,可以实现启动后瞬时达到允许极限速度。这种驱动器又有开环和闭环两种,后者可以实现位置和速度的反馈,不仅具有更好的动态性能,还可以实现C轴功能;而前者动态性能稍差,也不具备C轴功能,但价格较为便宜。 直接转矩控制是继矢量控制技术之后发展起来的又一种新型的高性能交流调速技术,其控制思想新颖,系统结构简洁明了,更适合于高速电主轴的驱动,更能满足高速电主轴高转速、宽调速范围、高速瞬间准停的动态特性和静态特性的要求,已成为交流传动领域的一个热点技术。 5.电主轴的发展趋势:随着机床技术、高速切削技术的发展和实际应用的需要,对机床电主轴的性能也提出了越来越高的要求,
高速电主轴及其结构
高速电主轴及其结构报告 姓名:周李念 学号: 班级:机自实验04班 重庆大学机械工程学院
高速电主轴及其结构 周李念 (重庆大学机械工程学院机自实验04班) 摘要:高速加工能显著地提高生产率、降低生产成本和提高产品加工质量,是制造业发展的重要趋势,也是一项非常有前景的先进制造技术。实现高速加工的首要条件是高质量的高速机床,而高速机床的核心部件是高速电主轴单元,它实现了机床的“零传动”,简化了结构,提高了机床的动态响应速度,是一种新型的机械结构形式,其性能好坏在很大程度上决定了整台机床的加工精度和生产效率。 关键词:高速加工;电主轴;结构设计 1 高速电主轴概述 高速电主轴最早是用于磨削机床加工,逐步发展到加工中心电主轴及其他各行业机床主轴.典型的磨削电主轴的结构如图1 所示,传统的主轴一般是通过传动带、齿轮来进行传动驱动,而电主轴的驱动是将异步电机直接装入主轴内部,通过驱动电源直接驱动主轴进行工作,以实现机床主轴系统的零传动,形成“直接传动主轴”.从而减少中间皮带或者齿轮机械传动等环节,实现了机械与电机一体的主轴单元.电主轴不但减少了中间环节存在的打滑、振动和噪音的因素,也加速了主轴在高速领域的快速发展,成为满足高速切削,实现高速加工的最佳方案,其高转速、高精度、高刚性、低噪音、低温升、结构紧凑、易于平衡、安装方便、传动效率高等优点,使它在超高速切削机床上得到广泛的应用[1]. . 1 转轴;2 前轴承组;3 定子部件;4 转子部件;5 后轴承组;6 进-出水孔;7 进油孔;8 接线座;9 出油孔 图1 电主轴结构简图 高速电主轴的优点: 高速电主轴取消了由电机驱动主轴旋转工作的中间变速和传动装置(如齿轮、皮带、联轴节等),因此高速电主轴具有如下优点: (1)主轴由内装式电机直接驱动,省去了中间传动环节,机械结构简单、紧凑, 噪声低,主轴振动小,回转精度高,快速响应性好,机械效率高; (2)电主轴系统减少了高精密齿轮等关键零件,消除了齿轮传动误差,运行时更加平稳; (3)采用交流变频调速和矢量控制技术,输出功率大,调速范围宽,功率—扭矩特性好,可在额定转速范围实现无级调速,以适应各种负载和工况变化的需要; (4)可实现精确的主轴定位,并实现很高的速度、加速度及定角度快速准停,动态精度和稳定性好,可满足高速切削和精密加工的需要; (5)大幅度缩短了加工时间,只有原来的约 1/4; (6)加工表面质量高,无需再进行打磨等表面处理工序;
电力系统防晃电技术应用
公共管理 122 ·ENT REPRE NEUR WO RLD 电力系统防晃电技术应用 文/吴 方 摘 要:在大型石化﹑化工企业中,连续性生产要求很高。部分由交流电动机驱动的关键设备在工艺流程上是不允许跳闸停车的,这些关键电动机一旦跳闸停车,将会造成整个系统非计划停运,给企业带来很大的经济损失。然而,在实际运行中有很多不确定因素(例如大型设备起动、雷击、电力系统故障等内部、外部原因),很容易对电网产生影响,使企业内部配电网供电电源电压降低或短时中断后又恢复供电(通常称为晃电),造成电动机跳闸停车进而导致整个装置停车。本文从晃电类型及对电气设备运行的影响入手,结合防晃电改造实例详细介绍了常用防晃电措施。关键词:防晃电技术;电力系统;安全作 者:南京化工职业技术学院 一、晃电类型及其影响 1.晃电的类型 电力系统在运行过程中,由于雷击、短路故障重合闸、企业外部或内部电网故障、大型设备起动等原因,会造成电压瞬间较大幅度波动或者短时断电又恢复,这种现象通常称为“晃电”。晃电主要有以下几种情况。 ①电压骤降、骤升持续时间0.5个周期至1min ,电压上升或下降至标称电压的110~180%或10~90%。 ②电压闪变 电压波形包络线呈规则的变化或电压幅值一系列的随机变化,一般表现为人眼对电压波动所引起的照明异常而产生的视觉感受。 ③短时断电持续时间在0.5个周波至3s 的供电中断(如备自投、重合闸等)。 2.晃电的影响 ①晃电对继电保护的影响 晃电引起的网络电压波动会造成变配电所进线开关欠压、过压继电保护误动作,开关跳闸母线停电造成大面积的停电。 ②晃电对供电回路控制电器的影响 交流接触器在低压电动机控制系统中应用非常广泛,占了相当大的比例。由于工作原理的特点,当电网出现晃电时,会造成其操作线圈短时断电或电压过低,导致线圈对铁芯的吸力小于释放弹簧的弹力使接触器释放。 ③晃电对变频器的影响 在使用变频器调节控制电动机的场合,由于一般的变频器都具有过压、失压和瞬间停电的保护功能,变频器的逆变器件为G T R 时,一旦失压(指电压下降到额定电压的70%,个别变频器为76%)或停电,控制电路将停止向驱动电路输出信号,使驱动电路和G T R 全部停止工作,电动机将处于自由制动状态;逆变器件为IGBT 时,在失压或停电后,将允许变频器继续工作一 个短时间td (对于td 有两种规定方法,一种具体的规定时间,如15ms ;另一种规定为主电路的直流电压下降到原值的85%所需的时间),若失压或停电时间to
电主轴综述
高速电主轴技术 乔志敏 S1203027 摘要:通过阐述了高速电主轴的发展历程、高速电主轴的结构以及高速电主轴设计制造过程中的关键技术,分析了高精度、高转速电主轴对数控机床性能的影响。实践证明,采用高速加工技术可以解决机械产品制造中的诸多难题,能够获得特殊的加工精度和表面质量,高精度高转速电主轴功能部件,对提高数控机床的性能具有极大的影响。 关键词:高速电主轴;高精度;数控机床 Abstract: Based on the development of high-speed motorized spindle and the main str ucture of the motorized and the key technologies in the manufacturing process of high -speed motorized spindle, it analyzes the high precision, high speed electric spindle of influence on the performance of the numerical control machine. Practice has proved t hat high-speed processing technology can solve many problems in the manufacturing of mechanical products, and it can obtain special machining accuracy and surface qual ity. High precision and high speed motorized spindle features have a great impact on t he performance of CNC machine tools . Keywords: high-speed motorized spindle, high precision, CNC machine
电主轴的工作原理、典型结构及优点
电主轴的工作原理、典型结构及优点 打印引用发布时间:2010-04-25 电主轴是高速数控加工机床的“心脏部件”,本文介绍了电主轴的工作原理、典型结构,阐述了电主轴的关键技术,总结了其发展趋势. 1、概述 由于高速加工不但可以大幅度提高加工效率,而且还可以显著提高工件的加工质量,所以其应用领域非常广泛,特别是在航空航天、汽车和模具等制造业中。于是,具有高速加工能力的数控机床已成为市场新宠。目前,国内外各著名机床制造商在高速数控机床中广泛采用电主轴结构,特别是在复合加工机床、多轴联动、多面体加工机床和并联机床中。电主轴是高速数控加工机床的“心脏部件”,其性能指标直接决定机床的水平,它是机床实现高速加工的前提和基本条件。 2、电主轴的工作原理、典型结构及优点 2.1 电主轴的工作原理 电主轴就是直接将空心的电动机转子装在主轴上,定子通过冷却套固定在主轴箱体孔内,形成一个完整的主轴单元,通电后转子直接带动主轴运转。 2.2电主轴的典型结构 电主轴单元典型的结构布局方式是电机置于主轴前、后轴承之间(如图所示),其优点是主轴单元的轴向尺寸较短,主轴刚度大,功率大,较适合于大、中型高速数控机床;其不足是在封闭的主轴箱体内电机的自然散热条件差,温升比较高。 1主轴箱体 2冷却套 3冷却水进口 4定子 5转子 6套筒 7冷却水出口 8转轴 9反馈装置 10主轴前轴承 11主轴后轴承 2.3电主轴的优点 电主轴省去了带轮或齿轮传动,实现了机床的“零传动”,提高了传动效率。电主轴的刚性好、回转精度高、快速响应性好,能够实现极高的转速和加、减速度及定角度的快速准停(C轴控制),调速范围宽。 3、电主轴的关键技术 “电主轴”的概念不应简单理解为只是一根主轴套筒,而应该是一套组件,包括:定子、转子、轴承、高速变频装置、润滑装置、冷却装置等。因此电主轴是高速轴承技术、润滑技术、冷却技术、动平衡技术、精密制造与装配技术以及电机高速驱动等技术的综合运用。 3.1电主轴的高速轴承技术 实现电主轴高速化精密化的关键是高速精密轴承的应用。目前在高速精密电主轴中应用的轴承有精密滚动轴承、液体动静压轴承、气体静压轴承和磁悬浮轴承等,但主要是精密角接触陶瓷球轴承和精密圆柱滚子轴承。液体动静压轴承的标准化程度不高;气体静压轴承不适合于大功率场合;磁悬浮轴承由于控制系统复杂,价格昂贵,其实用性受到限制。
永磁同步电主轴新技术的优缺点
永磁同步电主轴新技术的优缺点 电主轴行业新技术是大家都在关注的问题,如何让更多的人了解更多的信息,本文将要借此机会进行一些关于电主轴行业新技术的介绍,希望更多的人从中获取到欲求的知识.详情可参见下文. 在日益讲究节约能源的今天,永磁同步技术的发展与应用越来越引起人们的重视。星轮简单介绍下这项技术应用的几点特征及优缺点。 根据这项新技术开发的永磁同步电主轴具有以下几点特征: 无感应电流 永磁同步电主轴转子无感应电流,转子发热小,且具有极佳的硬转矩特性,在负载波动情况下仍具有较高的转速稳定性,能保持砂轮的匀速转动,因此,其加工零件表面的质量高。 较强的带负载能力 永磁同步电主轴在额定转速以下能满足功率指标要求,严格遵循恒转矩规律,在较小的范围内具有很强的带负载能力。 无励磁电流 永磁同步电主轴的转子表贴永磁磁钢,直接形成转子磁场,无需励磁电流,功率因素接近1,几乎所有定子电流都用于输出转矩,具有较高的工作效率,能减少电机损耗。 永磁同步技术的应用能够节省投资成本,同时提高效率;提高工件表面加工精度;扩大精密切削和低速强力切削的范围;实现节能减耗。 除此之外该项新技术也存在最大转矩受永磁体去磁约束,抗震能力差,高转速受限制等诸多缺点,因此在实际应用中应根据使用要求选择合适的电主轴。相信科
技的进步在不断提高永磁同步技术卓越性能的同时,也能改善不足之处,使其得以更广泛的应用于实际生产中。 高速机床时实现高速切削的基础,而高速主轴单元则是高速机床的核心部件和技术关键。相比传统的主轴,高速电主轴的主要形式是将主轴电机的定子、转子直接装入主轴组件的内部形成机电一体化的电主轴,实现机床系统的“零传动”,具有调速范围宽、结构紧凑、转动惯量小、响应速度快、易于实现无极调速和精密控制等优点。 但以往高度电主轴采用的电机主要是异步电机,异步电机的功率损耗较大,电机的定、转子的功耗发热成为高速机床的主要热源。此外,主轴轴承在高速运转中,存在着复杂摩擦现象,也加剧了电主轴的发热强度,使电主轴的整体温度升高,热变形大,从而严重影响到高速机床的加工精度。严重时,还会是轴承发生金属粘结烧毁现象,导致轴承失效。 永磁同步电机与异步电机相比,具有的优点是:整体功率损耗小且转子没有损耗,具有更高的效率;电机体积小;由转子磁钢产生气隙磁密,功率因素高等。 显然采用永磁同步电机能够很好地改善电主轴的热态特性,因此,本课题进行了 永磁同步电主轴的设计,并对其热态特性进行研究,这对于促进电主轴在高速加 工领域的进一步应用是十分必要的尝试。
化工企业供电系统防晃电对策
化工企业供电系统防晃电对策 目前,所有的石油化工等连续运行的企业,供电系统“晃电”,会引起瞬间电压波动,使生产过程紊乱,操作混乱,甚至发生起火爆炸事故,造成很大的经济损失。所谓的“晃电”是指电网因雷击、对地短路、发电厂故障及其他外部、内部原因造成电网短时间故障、电网电压短时大幅度波动、甚至短时断电数秒种的现象。化工企业中380V低压接触器是泵组电动机供配电主回路中,使用占有率达到90%的主要设备。供电系统“晃电”往往会造成运行中的交流接触器因失压而脱扣,所控制的电动机停止运行,造成石油化工装置停车或局部停车, 进而导致生产过程紊乱。自建厂以来,因供电系统“晃电”已多次对我厂的正常生产运行造成了威胁,供电系统可靠性低和抗“晃电”能力弱成为困扰我厂安全生产的一大难题,为了消除“晃电对生产的不良影响,我们逐年以来,跟踪高新技术,采用新器件,改造重要机泵和用电设备的供电设施,使供电平稳性有效提高。 我厂地理位置特殊,现有三座总降压变电所的66KV高压架空进线铁塔,都是经过厂区北侧的山顶进入厂区。夏季的雷击晃电概率非常大,而且雷击晃电在全世界范围内,目前都无法采用技术手段来避免。吉林电网的短路、接地短路故障,能够瞬间影响到我厂的用电稳定。厂内供电系统中线路的绝缘损坏引起的相间短路、接地短路也会瞬间影响本段供电负荷的运行。为了减低晃电的风险,电气车间开始逐步实施以下措施。 首先,自2010年起,在新建项目的车间级变电所的6KV供电系
统中,使用上海合富共展的TPM300和ABB的SUE3000这两种快切装置。“快切”装置实质上是一种替代原有的“备自投”功能的智能装置。这种装置的优点是:实时监测,快速切换。 “备自投”是一种备用电源自动投入的经典控制设计,和“自动重合闸”一样,都广泛使用在90年代中期以前的中高压多路独立电源的控制线路中。其缺点也非常明显,需要判断并延时,将负荷切换到正常的备用电源继续供电,但是至少1.5秒的时间间隔,无论高压和低压用电负载,都会转速急剧下降而停车,低压接触器全部掉电释放。而这1.5秒是为了备用电源安全而不得不设计的最短时间,防止故障段残余电压并列引起备用段过流或者速断保护动作而拉掉双路电源。 这种“快切”装置,替代原有的“备自投”功能,对于应付上级变电所引来电源的失压,逻辑判断迅速,启动快,在故障发生的第一时间就发出故障段进线分闸,母联合闸的指令,避免高压电动机因低电压保护动作而跳闸。再次是它的切换非常安全,通过采集双路电源的电压、频率和相位角,结合内部程序的智能判断,以快慢不同的四种方式发出分、合闸指令,使故障段并列到备用段的时刻,相位角最接近,电流冲击最小。一旦一种切换条件失败,立即进入下一个切换判别条件实现切换。曾经我厂某车间级变电所晃电,TPM-300切换时间不足80毫秒,所有高压电动机都没有停车,低压电动机仅有几台停车。限于篇幅,该装置的具体技术规格和使用要求,参见《TPM-300型使用说明书》有关章节。
高速电主轴动力学特性分析综述
《机械模态分析与实验》结课论文高速电主轴模态分析综述 班级研1201 姓名赵川 学号2012020003
高速电主轴模态分析综述 前言 高速电主轴是高速机床的核心部件, 它将机床主轴与变频电机 轴合二为一, 即将主轴电机的定子、转子直接装入主轴组件内部, 也被称为内装式电主轴( Built- in Motor spindle) ,其间不再使用皮带或齿轮传动副。其具有结构紧凑、重量轻、惯性小、动态特性好等优点, 并改善了机床的动平衡, 避免振动和噪声, 在超高速机床中 得到广泛应用。随着科学技术的发展,高速精密加工技术已广泛应用于高端装备制造各个行业。高速精密数控机床目前成为现代化制造业的关键生产设备。提高高速精密数控机床在加工运行过程中精度的可靠性、稳定性和可维护性,对提升企业竞争力越来越重要。高速精密机床的工作性能,取决于机床的主轴系统。主轴也是最容易失效的部位之一,主轴系统在加工过程中由于各种原因会引起回转精度劣化和功能丧失,严重影响产品加工精度和质量。如精密车削的圆度误差30%-70%是主轴的回转误差引起。加工的精度越高,所占的比例越大。其动态性能的好坏对机床的切削抗振性、加工精度及表面粗糙度均有很大的影响,是制约数控机床加工精度和使用效率的关键因素。 正文 高速加工技术已广泛应用于航空航天、模具及汽车制造等行业。高速主轴在加工过程中, 由于离心力和陀螺力矩效应, 其动态特性相对静止状态发生很大改变。若仍然利用静态主轴的动态特性参数进
行高速切削稳定性分析, 会带来较大的误差。因此有必要对高速旋转状态下的主轴进行精确建模, 以达到优化切削参数的目的。 国内电主轴的研究始于20世纪60 年代, 主要用于零件内表面磨削, 这种电主轴的功率低, 刚度小。且采用无内圈式向心推力球轴承, 限制了高速电主轴的生产社会化和商品化。20世纪70年代后期至80年代, 随着高速主轴轴承的开发, 研制了高刚度、高速电主轴, 它被广泛应用于各种内圆磨床和各机械制造领域。在20世纪80 年代末以后, 由磨用电主轴转向铣用电主轴, 它不仅能加工各种形体复杂的模具, 还开发了用于木工机械用的风冷式高速铣用电主轴, 推动高速电主轴在铣削中的应用。此外, 食品工业的固体饮料; 染化工业的染料; 医药工业的药品等粉状和粒状物质均需用高速离心干燥技术来生产, 而高速离心干燥设备也需要高速电主轴技术。高速拉伸电主轴的应用促进了我国有色管材精密冷成型技术的发展。高精度硅片切割机用电主轴, 促进电子工业设备的更新和进步。利用高速电主轴的优良性能, 还可开发多种高性能试验机。 国外电主轴最早用于内圆磨床, 20世纪80年代, 随着数控机床和高速切削技术的发展和需要, 逐渐将电主轴技术应用于加工中心、数控铣床等高档数控机床, 成为近年来机床技术所取得的重大成就之一。目前, 采用电主轴技术的数控机床越来越多。电主轴已成为现代数控机床最热门的主要功能部件之一, 世界上形成许多著名机床电主轴功能部件专业制造商, 它们生产的电主轴功能部件已经系列化, 如瑞士的FIS2CHER, Step-Tec和IBAG, 德国的GMN和CYTEC, 意
低压变频器防晃电方案研究
低压变频器防晃电方案研究 发表时间:2018-10-01T11:32:18.777Z 来源:《电力设备》2018年第16期作者:李自勇 [导读] 摘要:低压变频器的一个特性就是对电网电压波动较为敏感,变频器的非正常停机的现象主要是因为系统电压发生晃电事故。 (荆门石油化工总厂机电仪部三区(电气维修)湖北荆门 448000) 摘要:低压变频器的一个特性就是对电网电压波动较为敏感,变频器的非正常停机的现象主要是因为系统电压发生晃电事故。笔者在研究了低压变频器防晃电直流支撑方案和再起动方案,通过对常用解决方式的分析出现的弊端,提出了相应的对策,在解决低压变频器防晃电方式中,有一定的借鉴作用。 关键词:防晃电;低压变频器;电网安全 晃电形式包括电压在短时间内跌落或越限、电压闪变、电压短时中断、短时间断电等,突然启动大容量用电或供电设备、自然雷击、突发性对地短路、配电网络故障等均可引发晃电。目前电网环网及并网规模正在不断扩大,再加上电力网络中配置的大容量变压器、电机数量日益增加,致使晃电问题频繁发生,低压配电系统及系统中的设备对于晃电的抵御能力较差,应注意运用保护措施防止晃电对配电设备造成破坏。本文探讨了低压变频器防晃电措施,旨在保证配电网络中的低压设备能够维持稳定运行,减少晃电带来的损失。 1.晃电时变频调速电动机跳车原因分析 在实际应用中.不同低压变频器品牌低电压保护限值和控制回路设计不同.导致低压变频器低电压跳闸原因也不同通常变频调速电机低电压跳闸有以下几个原因 1.1低压变频器自身抗晃电能力差 根据运行和事故数据发现不同品牌低压变频器防晃电能力差别很大。通常根据低压变频器自身低电压限值要求和实际需要进行整定表1列出了部分品牌的低压变频器配置和整定情况。际需通过上表及实际运行发现 Siemens(MM430)和ABPOWERFLEX700低压变频器自身抗晃电能力差.电网电压下降幅度超过15%以上,并持续80ms以上,都会导致低压变频器低电压保护动作而跳闸,电机停机。低压变频器自身低电压限值偏低是导致晃电时低压变频器跳闸的原因。2)ABBACS800—04—3—0440系列低压变频器自身抗晃电能力强.在保证低压变频器控制回路不断电、电机辅机不受晃电影响情况、变频电机所带负荷又不大时.短时晃电。电网电压下降幅度不超过低压变频器低电压限值时.ABB变频调速电机不会跳车。 1.2低压变频器柜主接触器跳闸 根据一些电网波动导致系统停车的事故发现.很多跳闸故障电网电压下降在15%~20%持续时间约为lOOms一200ms。故障后低压变频器的主接触器断开.变频器控制电断开,控制盘失电.重新上电复位后变频器控制盘上没有故障记录.低压变频器欠电压故障值为额定值的70%,而实际检测到电网电压降落为15%~20%.判断跳闸不是由变频器的欠电压保护引起.而是低压变频器的主接触器的控制回路在晃电时无法保持正常的控制电压,主接触器跳断,导致低压变频器停车。低压变频器控制板的电源取自主回路.低压变频器的主接触器跳车,控制盘也相应失电.因此低压变频器控制板上查不到故障记录。 1.3低压低压变频器内部参数设置不当 为延长低压低压变频器使用寿命.变频器内部参数出场设置欠电压故障一般不设自动复位晃电时低压变频器会因自身抗晃电能力差而跳车,故障后不能自动复位重启动一次.导致变频调速电机跳闸。 2防晃电措施 2.1针对低压变频器特点运用防晃电技术 为了能够有效防晃电,首先应根据低压变频器的运行特点合理选择防晃电技术,以低压系统中的变频器与UPS设备为例,在实际工作中可以运用以下技术防晃电。 (1)变频器。低压变频器由逆变器及整流器等部件构成,具备瞬间停电保护功能、失压保护功能及过压保护功能,但在晃电比较强烈的情况下,变频器的保护机制将会停止运转。对于能够修改自动保护参数的低压变频器,可以在直接修改欠电压自动滞环宽度及直流参考值的基础上实现防晃电。如变压器的欠压自动保护参数无法修改,应通过调整变频器的再启动工作参数实现防晃电。调整再启动工作参数前应进行试验,确保在主电源晃电故障或晃电隐患消失后低压变频器能够自动实现再启动。如在试验中发现低压变频器启动失败,且重试后启动失败的次数达到3次以上,应注意重新修改启动参数,以保证在晃电消失后低压变频器能够实现自动激活。此外,可以通过技术改造强化低压变频器的防晃电性能,如改造主电路、应用DC-BANK系统等。 (2)UPS。为改善防晃电能力,首先应合理选择UPS容量。确定UPS容量时,需要将接触器的线圈保持功率、吸合功率作为依据,并根据以下公式选择容量及校验容量是否合理,公式为NCONT=[70%SUPS-max(PCONT1,PCONT2,PCONT3,PCONT4,PCONT5,PCONT6???PCONTn)]/PCONT,公式中的70%为接触器带载率,PCONT为保持功率,PCONTn为吸合功率,SUPS为UPS容量。其次,应在防晃电系统中运用安全性能好及可靠性高的UPS,保证UPS具有较强的适应能力,在供电环境变得相对恶劣时也能稳定输出非线性及线性负载。 3 低压变频器防晃电实例分析 3.1 防晃电背景 某低压配电系统中的变频器额定输出电压为 6KV,防护等级为 IP30,可在0℃~40℃的环境下运行,控制电源为 1kV A,过载能力为120%/min,超过 150%时可立即启动保护机制,变频器的输出频率为 0~120MHz,输入频率为 45Hz~55Hz,采用正弦波 PWM 调制技术。在低压电气系统中出现晃电时,该变频器回路中的直流电压可在瞬间跌落,在电压跌落至设定限值时,变频器将自动开启欠电压保护动作。该变频器设定的最低电压值为直流电压的 60%,在运行的过程中无法对电压限值参数进行调整,如电气系统的电压扰动达到 20%左右及持续晃电时间达到 200ms,变频器可自动停机,因此需要应用技术改造方案强化防晃电性能。 3.2 技术措施 在改造变频器时应用了 DC-BANK 系统,该系统的构成部分包括监测单元、执行单元、充电器及电池组。在低压电气系统中的电压处于正常水平时,可将 DC-BANK系统投入使用,接通变频器后,系统中的处理器可发出 PLC 逻辑控制指令,保证变频器正常运转,以模拟量电压及电流启动电动机。在 DC-BANK 系统发出模拟信号之后,变压器可自动闭合防晃电状态节点。如配电系统中发生晃电,且直流母
高速电主轴热态特性与动力学特性耦合分析模型_杨佐卫
第41卷 第1期吉林大学学报(工学版) V ol.41 No.12011年1月 Journal of Jilin University(Engineering and Technology Edition) J an.2011收稿日期:2009-10- 19.基金项目:“十一五”国家重大科技专项项目(2009ZX04001-023);四川省科技支撑计划项目(07GG008-023).作者简介:杨佐卫(1980-),男,博士研究生.研究方向:机床性能优化及误差补偿.E-mail:super_yzw@sina.com.cn通信作者:殷国富(1956-),男,教授,博士生导师.研究方向:现代集成制造系统.E-mail:gfy in@scu.edu.cn高速电主轴热态特性与动力学特性耦合分析模型 杨佐卫1,殷国富1,尚 欣1,姜 华2,钟开英2 (1.四川大学制造科学与工程学院,成都610065;2.四川普什宁江机床有限公司,四川都江堰611830 )摘 要:针对高速电主轴的耦合分析,考虑到结合面接触热阻和润滑剂黏温变化对其热态特性影响的同时, 以轴承拟静力学模型描述了径向刚度函数,建立了一种高速电主轴热态特性与动力学特性耦合分析模型。分析了轴承离心力软化效应和热诱导预紧力硬化效应联合作用下的支撑刚度变化规律及其对主轴系统动力学性能的影响。仿真分析与实验结果验证了本文模型的有效性。 关键词:机床;耦合分析模型;接触热阻;热诱导预紧力 中图分类号:TG502.1 文献标志码:A 文章编号:1671-5497(2011)01-0100- 06Coupling analysis model of thermal and dynamic characteristicsfor high-speed motorized sp indleYANG Zuo-wei1,YIN Guo-fu1,SHANG Xin1,JIANG Hua2,ZHONG Kai-ying 2(1.School of Manufacturing Science and Engineering,Sichuan University,Cheng du610065,China;2.Sichuan PushNingjiang Machine Tool Group Co.,Ltd,Dujiangy an611830,China)Abstract:A coupling analysis model of thermal and dynamic characteristics was built for the high-speedmotorized spindle.In the model,the thermal contact resistance of joints and the effect of the lubricantviscosity variation with temperature were considered,the radial stiffness function of the bearing wasdescribed by aquasi-static model of bearing.The variation of the supporting stiffness under thecombined action of the softening effect of bearing centrifugal force and the hardening effect ofthermally induced preload and its effect on the dynamic characteristics of spindle system wereanalyzed.Simulation and experiment results proved the established model satisfied the need ofcoupling analysis for the high-speed motorized spindle.Key words:machine tool;coupling analysis model;thermal contact resistance;thermally inducedp reload0 引 言 高速电主轴内置电机大量的热生成以及附加的转子质量增加了热态特性、 动力学性能及其耦合行为的复杂性,因此,国内外学者对其进行了深 入的研究。T.A.Harris[1] 提出了解析轴承系统温度分布的热网络法。B.Bossmanns等[2]提出 了基于有限差分法的高速电主轴热分析模型。
交流接触器防晃电方案对比研究
交流接触器防晃电方案对比研究 姜万东1周海涛1杜佳2 (1. 江苏国网自控科技股份有限公司,江苏昆山 215311; 2. 国网辽宁电力阜新供电公司,辽宁阜新 123000) 摘要本文介绍了交流接触器防晃电的两种解决方案,即失压再起动方案和晃电保持方案。采用定性分析的方法,分析了母线残压情况、电动机残压情况以及电压恢复时是否存在直接起动和反相位合闸的问题,并指出采用接触器晃电保持方案和快切装置相结合的方式,既保证了快速恢复供电,又使系统冲击电流最小。 关键词:防晃电;交流接触器;失压再起;防晃电保持 The Comparative Study on the Anti-electricity Shaking Scheme of AC Contactor Jiang Wandong1 Zhou Haitao1Du Jia2 (1. Jiangsu State Grid Automation Technology Co., Ltd, Kunshan, Jiangsu 215311; 2. Liaoning Power Grid Fuxin Power Supply, Fuxin, Liaoning 123000) Abstract This paper introduces two solutions of anti-electricity shaking for AC contactor: lost voltage restart scheme and keep contactor not release scheme. In using the method of qualitative analysis, this paper analyzes the residual voltage of the bus, the residual voltage of the motor and the problem of whether there is a direct restart and anti-phase switching after the voltage recovery, and points out that the combination of keeping contactor not released scheme and quick switching device ensure that the power supply which can be restored quickly, and the impulse current of the system being reduced to minimum. Keywords:anti-electricity shaking; AC contactor; lost voltage restart; keep contactor not released 电网因雷击、短路、重合闸、同一段设备起动或故障以及其他原因造成电网电压短时大幅度波动、短时中断数秒的现象俗称“晃电”[1-3]。对于交流接触器,当系统电压发生晃电时,若电压在某一瞬间低于接触器线圈的释放电压,则使低压马达停止运行进而导致用户的严重损失[4-5]。文献[6]也指出接触器对电压暂降敏感度影响因素都很多。目前交流接触器的防晃电方案主要有晃电后接触器再起、晃电接触器保持、采用防晃电交流接触器和采用延时分批再起等方案。文献[7]指出采用专门的防晃电交流接触器不适于防晃电要求较高的场合,而采用分批延时再起动不利于快速的恢复供电,只适用于晃电持续时间较长电动机停转时分批起动电动机(按工艺分批起动),避免造成对系统电压的冲击。 综上所述,在目前交流接触器的防晃电方案中,普遍采用的是晃电后再起接触器和晃电时接触器保持不释放方案(防晃时间一般设定500~1000ms)。应用中存在着对两种方案的系统电压情况、电动机残压情况以及电压恢复时是否系统存在冲击电流等认识较为模糊的问题。本文采用定性分析的方式,来分析晃电时两种方案接触器释放或保持吸合对母线残压、电机能量交互的影响情况,得出分析对比结论,并提出应用建议。 1接触器防晃电的两种方案 交流接触器防晃电再起动方案如图1(a)所示。当系统发生晃电时,电压降低使接触器释放;若电压在再起装置设定的防晃电时间内恢复,则再起装置QD继电器接点闭合,使接触器重新吸合,保证了供电回路继续工作。其中:端子3、8为装置提供
轴承套圈加工技术水平分析及解决方案
轴承套圈加工技术水平分析及解决方案 1.前言 作为整个工业基础的机械制造业,正在朝着高精度、高效率、智能化和柔性化的方向发展。磨削、超精研加工(简称“磨超加工”)往往是机械产品的终极加工环节,其机械加工的好坏直接影响到产品的质量和性能。作为机械工业基础件之一轴承的生产中,套圈的磨超加工是决定套圈零件乃至整个轴承精度的主要环节,其中滚动表面的磨超加工,则又是影响轴承寿命以及轴承减振降噪的主要环节。因此,历来磨超加工都是轴承制造技术领域的关键技术和核心技术。 国外轴承工业,60年代已形成一个稳定的套圈磨超加工工艺流程及基本方法,即:双端面磨削——无心外圆磨削——滚道切入无心磨削——滚道超精研加工。除了结构特殊的轴承,需要附加若干工序外,大量生产的套圈均是按这一流程加工的。几十年来,工艺流程未出现根本性的变化,但是这并不意味着轴承制造技术没有发展。简要地说,60年代只是建立和发展“双端面——无心外圆——切入磨——超精研”这一工艺流程,并相应诞生了成系列的切入无心磨床和超精研机床,零件加工精度达到3~5um,单件加工时间13~18s(中小型尺寸)。70年代则主要是以应用60m/s高速磨削、控制力磨削技术及控制力磨床大量采用,以集成电路为特征的电子控制技术的数字控制技术被大量采用,从而提高了磨床及工艺的稳定性,零件加工精度达到1~3um,零件加工时间10~12s。80年代以来,工艺及设备的加工精度已不是问题,主要发展方向是在稳定质量的前提下,追求更高的效率,{TodayHot}调整更方便以及制造系统的数控化和自动化。 2.轴承套圈的磨削加工 在轴承生产中,磨削加工劳动量约占总劳动量的60%,所用磨床数量也占全部金属切削机床的60%左右,磨削加工的成本占整个轴承成本的15%以上。对于高精度轴承,磨削加工的这些比例更大。另外,磨削加工又是整个加工过程中最复杂,对其了解至今仍是最不充分的一个环节。这个复杂性表现在:所要求的性能指标更多、精度更高;加工成形机理更复杂,影响加工精度的因素众多;加工参数在线检测困难。因此,对于轴承生产中关键工序之一的磨削加工,如何采用新工艺,新技术,以高精度、高效率、低成本地完成磨削过程,便是磨削加工的主要任务。 2.1 高速磨削技术 高速磨削能实现现代制造技术追求的两大目标提高产品质量和劳动效率。实践证明:若将磨削速度由35m/s提高到50~60m/s时,一般生产效率可提高30%~60%,对砂轮的耐用度提高约0.7~1倍,工件表面粗糙度参数值降低50%左右。