啤酒工厂设计
安阳市年产10万吨啤酒厂工艺设计
摘要本设计是对安阳市年产10万吨10度淡色啤酒厂的工艺设计。在设计过程中,完成了啤酒生产过程的确定,根究产量完成糖化和发酵车间的物料衡算,车间的设备计算和设备选型,糖化车间的平面布置。
关键词安阳市啤酒厂工艺设计
目录
1. 设计背景 (1)
1.1 啤酒简介 (1)
1.2啤酒原料 (1)
2. 设计方案 (2)
2.1 生产工艺流程 (2)
2.2 麦汁制备 (3)
2.3 发酵过程 (3)
3. 方案实施 (4)
3.1制麦 (4)
3.2 糖化 (4)
3.3 发酵 (5)
3.4 包装 (5)
4. 结果与结论 (6)
4.1 生产规模 (6)
4.2 产品质量标准 (6)
4.3 物料衡算 (6)
4.4 主要设备及设备选型 (11)
4.5 啤酒生产工艺流程图 (13)
5. 收获与致谢 (13)
参考文献 (13)
附件 (13)
1. 设计背景
1.1啤酒简介
1.1.1 定义
啤酒以大麦芽﹑酒花﹑水为主要原料,经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度酒。现在国际上的啤酒大部分均添加辅助原料。有的国家规定辅助原料的用量总计不超过麦芽用量的50%。但在德国,除制造出口啤酒外,国内销售啤酒一概不使用辅助原料。国际上常用的辅助原料为﹕玉米、大米、大麦、小麦、淀粉、糖浆和糖类物质等。
1.1.2啤酒原料
啤酒的原料为大麦、酿造用水、酒花、酵母以及淀粉质辅助原料(玉米、大米、大麦、小麦等)和糖类辅助原料[3]等。主要原料:麦芽、大米。
适于啤酒酿造用的大麦为二棱或六棱大麦。二棱大麦的浸出率高,溶解度较好;六棱大麦的农业单产较高,活力强,但浸出率较低,麦芽溶解度不太稳定。啤酒用大麦的品质要求为:壳皮成分少,淀粉含量高,蛋白质含量适中(9~12%);淡黄色,有光泽;水分含量低于13%;发芽率在95%以上。
酿造用水对于发酵啤酒也很重要,通常软水适于酿造淡色啤酒,碳酸盐含量高的硬水适于酿制浓色啤酒。淡色啤酒用水要求为:无色,无臭,透明,无浮游物,味纯正,无生物污染;硬度低;铁、锰含量低(含量高对啤酒的色、味有害,而且能引起喷涌现象);不含亚硝酸盐。
1.1.3 基本分类
根据所采用的酵母和工艺,国际上啤酒分下面发酵啤酒和上面发酵啤酒两大类。啤酒具有独特的苦味和香味,营养成分丰富,含有各种人体所需的氨基酸及多量维生素如维生素B,菸酸,泛酸以及矿物质等。
啤酒花,使啤酒具有独特的苦味和香气并有防腐和澄清麦芽汁的能力。酒花始用于德国,学名为蛇麻,为大麻科葎草属多年生蔓性草本植物[2]。
1.2 我国啤酒工业发展状况
啤酒是在二十世纪初传入我国,属外来酒种。啤酒是人们根据英语“Beer”的字
头发音,译成中文“啤”,称其为“啤酒”,沿用至今。啤酒的起源与谷物的起源密切相关。人类使用谷物制造酒类饮料已有8000多年的历史。我国是世界上用粮食原料酿造酒历史最悠久的国家之一。早在5000多年前,当时人们就已经能够酿造酒了,其所用原料、发酵的方法、酿造的时间,与世界公认的苏美尔人所酿啤酒非常相似,如出一辙[1]。
直到19世纪,以工业化方法生产的现代啤酒酿造技术才又从西方传到了中国,并逐渐繁衍起来,一批啤酒厂应运而生。新中国成立后,随着经济的逐步发展和人民生活水平的提高,啤酒工业取得了一定进展。近几年来,我国啤酒以每年增加100多万千升的速度迅猛发展。中国的啤酒工业已经成为一个现代化的工业体系,为世人所瞩目。
1.3 中国啤酒的发展前景
改革开放二十多年来中国啤酒工业迅猛发展,从1987年到1994年国内啤酒年产量均增幅在20%以上,最高时达到30%以上,1995年以来我国啤酒产量增长速度放慢,但年均增幅仍达到7%以上。2003年啤酒产量为2540.48万吨,连续两年超过美国成为世界第一啤酒生产主消费大国,但至今中国人均年啤酒消费量只有18升,与世界平均水平25升相比还有相当大的差距。随着中国经济的迅速发展,居民生活水平的日渐提高,啤酒消费量将会继续稳定提升,中国啤酒市场拥有非常广阔的前景,被国外行业观察家誉为“世界啤酒产业最后的乐土”。
2. 设计方案
2.1 生产工艺流程
啤酒生产工艺过程主要包括原料粉碎、糊化、糖化、过滤、发酵和包装等。工艺流程如下:
大麦原料→粗选→精选→浸麦→发芽→干燥→除根→成品麦芽
原料(大米)→粉碎→糊化
↘
→过滤→煮沸→酒花分离→沉渣→冷却→前发酵
↗↓
原料(麦芽)→粉碎→糖化CO2
→后发酵(贮酒)→过冷却→过滤→滤过酒暂贮→装酒→压盖→杀菌→贴标→成品啤酒
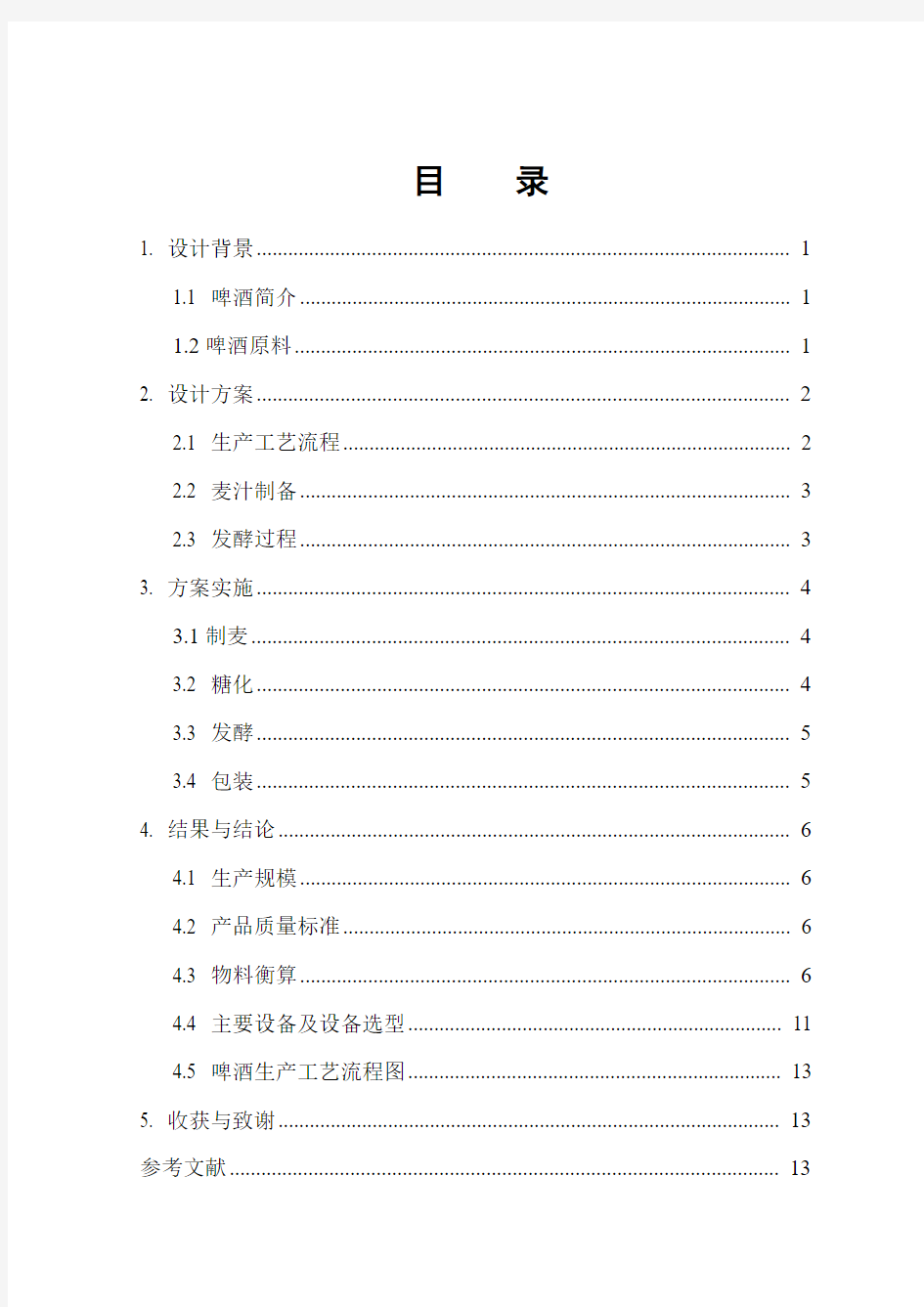
2.2 麦汁制备
制备麦芽汁的主要过程是糖化,糖化车间工程流程如图2-1所示:
图2-1啤酒厂糖化车间工程流程示意图
2.3 发酵过程
啤酒发酵过程是啤酒酵母在一定的条件下,利用麦汁中的可发酵性物质而进行的正常生命活动,其代谢的产物就是所要的产品--啤酒。由于酵母类型的不同,发酵的条件和产品要求、风味不同,发酵的方式也不相同。根据酵母发酵类型不同可把啤酒分成上面发酵啤酒和下面发酵啤酒。一般可以把啤酒发酵技术分为传统发酵技术和现代发酵技术。现代发酵主要有圆柱露天锥形发酵罐发酵、连续发酵和高浓稀释发酵等方式,目前主要采用圆柱露天锥形发酵罐发酵,本方案拟采用圆柱露天锥形发酵罐发
酵。
3. 方案实施
3.1制麦
大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。
为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。
制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。从大麦到制成麦芽需要10天左右时间。
制麦工序的主要生产设备为:筛选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱、空调机、干燥塔、除根机等制麦设备;斗式提升机、螺旋输送机、风机、立仓等输送、储存设备。
3.2 糖化
麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽过滤,然后加入酒花煮沸,去热凝固物,冷却分离。
麦芽在送入酿造车间之前,先被送到粉碎塔。在这里,麦芽经过轻压粉碎制成酿造用麦芽。糊化处理即将粉碎的麦芽与水在糊化锅中混合。糊化锅是一个巨大的回旋金属容器,装有热水与蒸汽入口,搅拌装置如搅拌棒、搅拌桨或螺旋桨,以及大量的温度与控制装置。在糊化锅中,麦芽和水经加热后沸腾,这是天然酸将难溶性的淀粉和蛋白质转变成为可溶性的麦芽提取物,称作“麦芽汁”。然后麦芽汁被送至称作分离塔的滤过容器。麦芽汁在被泵入煮沸锅之前需先在过滤槽中去除其中的麦芽皮壳,并加入酒花和糖。煮沸:在煮沸锅中,混合物被煮沸以吸取酒花的味道,并起色和消毒。在煮沸后,加入酒花的麦芽汁被泵入回旋沉淀槽以去除不需要的酒花剩余物和不溶性的蛋白质。
糊化锅:首先将一部分麦芽、大米、玉米及淀粉等辅料放入糊化锅中煮沸。
糖化槽:往剩余的麦芽中加入适当的温水,并加入在糊化锅中煮沸过的辅料。此时,液体中的淀粉将转变成麦芽糖。
麦汁过滤槽:将糖化槽中的原浆过滤后,即得到透明的麦汁(糖浆)。
煮沸锅:向麦汁中加入啤酒花并煮沸,散发出啤酒特有的芳香与苦味。
3.3 发酵
发酵罐成熟罐:在冷却的麦汁中加入啤酒酵母使其发酵。麦汁中的糖分分解为酒精和二氧化碳,大约一星期后,即可生成“嫩啤酒”,然后再经过几十天使其成熟。将成熟的啤酒过滤后,即得到琥珀色的生啤酒。
冷却、发酵:洁净的麦芽汁从回旋沉淀槽中泵出后,被送入热交换器冷却。随后,麦芽汁中被加入酵母,开始进入发酵的程序。在发酵的过程中,人工培养的酵母将麦芽汁中可发酵的糖份转化为酒精和二氧化碳,生产出啤酒。发酵在八个小时内发生并以加快的速度进行,积聚一种被称作“皱沫”的高密度泡沫。这种泡沫在第3或第4天达到它的最高阶段。从第5天开始,发酵的速度有所减慢,皱沫开始散布在麦芽汁表面,必须将它撇掉。酵母在发酵完麦芽汁中所有可供发酵的物质后,就开始在容器底部形成一层稠状的沉淀物。随之温度逐渐降低,在8~10天后发酵就完全结束了。整个过程中,需要对温度和压力做严格的控制。当然啤酒的不同、生产工艺的不同,导致发酵的时间也不同。通常,贮藏啤酒的发酵过程需要大约6天,淡色啤酒为5天左右。发酵结束以后,绝大部分酵母沉淀于罐底。酿酒师们将这部分酵母回收起来以供下一罐使用。除去酵母后,生成物"嫩啤酒"被泵入后发酵罐(或者被称为熟化罐中)。在此,剩余的酵母和不溶性蛋白质进一步沉淀下来,使啤酒的风格逐渐成熟。成熟的时间随啤酒品种的不同而异,一般在7~21天。经过后发酵而成熟的啤酒在过滤机中将所有剩余的酵母和不溶性蛋白质滤去,就成为待包装的清酒。
3.4 包装
包装是啤酒生产过程的最后一步,包装要求在无菌的环境下进行。常用的包装类型有瓶装、灌装和桶装。
装瓶、装罐机:酿造好的啤酒先被装到啤酒瓶或啤酒罐里。然后经过目测和液体检验机等严格的检查后,再被装到啤酒箱里出厂。
4. 结果与结论
4.1 生产规模
设计项目:年产10万吨啤酒厂设计
设计规模:淡季日产200t,旺季日产330t,班产量为110t.
成品:淡色啤酒
生产品种及数量如下表4-1:
表4-1生产品种为10°淡色啤酒
产品名称年产量班产量时间
瓶装啤酒100000t 110×3 1~12月(300天计)
4.2 物料衡算
啤酒厂糖化车间的物料平衡计算主要项目为原料(麦芽、大米)和酒花用量,热麦汁和冷麦汁量,废渣量(糖化槽和酒花槽)等。啤酒生产的基础数据如表4-2。
表4-2啤酒生产基础数据
项目名称百分比(%)
定额
原料利用率98 麦芽水分 6
大米水分12 无水麦芽浸出率78
原料配比无水大米浸出率90 麦芽70
大米30 冷却损失7
啤酒损失率(对麦汁)发酵损失 2 过滤损失 1 瓶装损失 2 总损失12
根据表4-4的基础数据,首先进行100kg原料生产10°淡色啤酒的物料计算,然后进行100L 10°淡色啤酒的物料衡算,最后进行100000t/a啤酒厂糖化车间的物料平衡计算[5]。
表4-3啤酒厂酿造车间物料衡算表
物料名称单位对100kg混合原料
对100kg混合原
料
用量
班用量年用量
大麦kg 70 11.21 0.123×105 1.108×107大米kg 30 4.81 0.053×1050.475×107酒花kg 1.50 0.24 263.6 2.372×105热麦汁L 705.93 113.09 1.240×10511.175×107冷麦汁L 656.52 105.18 1.016×10510.393×107湿糖化糟kg 72.35 11.59 0.127×105 1.145×107湿酒花糟kg 4.50 0.72 790.1 7.115×105发酵液L 643.39 103.07 1.132×10510.185×107过滤酒L 636.95 102.04 1.120×10510.083×107成品啤酒L 624.22 100.00 1.098×1059.881×107
计算过程如下
(1)热麦计算根据表4-2可得到原料收率分别为:
麦芽收率为:78%×(100-6) %=73.32%
大米收率为:90%×(100-12) %=79.2%
混合原料收得率为:(0.70×73.32%+0.30×79.2%)98%=73.58%
由上述可得100kg混合料原料可制得的10°热麦汁量为:(73.58%×100)÷10%=735.8(kg)
又知10°麦汁在20℃时的相对密度为1.084,而100℃热麦汁比20℃时的麦汁体积增加1.04倍,故热麦汁(100℃)体积:735.8÷(1.084×1000)×1000×1.04=705.93(L)
(2)冷麦汁量为:705.93×(1-0.07)=656.52(L)
(3)发酵液量为:656.52×(1-0.02)=643.39(L)
(4)过滤酒量为:643.39×(1-0.01)=636.95(L)
(5)成品啤酒量为:636.95×(1-0.02)=624.22(L)
4.3.3 100000t/a 10°淡色啤酒酿造车间物料衡算表
设生产旺季每天糖化8次,而淡季则糖化4次,淡季150天,旺季150天,则每年总糖化次数为1800次。由此可计算出每次投料量及其他项目的物料平衡。把述的有关啤酒厂酿造车间的三项物料衡算计算结果,整理成物料衡算表,如表4-2所示。
糖化一次定额:
成品啤酒:100000吨÷1800次=55.556吨/次
55555.556 kg÷1.012kg∕L=54896.794L
过滤酒:102.04L×54896.794L÷100L=56016.689L
发酵液:103.07L×54896.794L÷100L=56582.126L
湿酒花槽:0.72 kg×54896.794L÷100L=395.257 kg
湿糖化槽:11.59 kg×54896.794L÷100L=6362.538 kg
冷麦汁:105.18 L×54896.794L÷100L=57738.889 L
热麦汁:113.09 L×54896.794L÷100L=62082.784 L
酒花:0.24 kg×54896.794L÷100L=131.752 kg
大米:4.81 kg×54896.794L÷100L=2640.536 kg
大麦:11.21 kg×54896.794L÷100L=6153.931 kg
混合原料16.02 kg×54896.794L÷100L=8794.464 kg
旺季一天生产:54896.794L×8=439174.352L
淡季一天生产:54896.794L×4=219587.176L
年生产量:54896.794L×1800=98814229.2L其他的年产量的计算都乘以1800可得到表4-6
4.3.4 100000t/a 10°淡色啤酒酿造车间用水量衡算表
根据工艺,糊化锅加水量为:G1=(2640+528)×4.5=14256kg
式中,2640kg为糊化一次大米量,528kg为糊化锅加入的麦芽粉量(为大米量的20%)。
而糖化锅加水量为:G2=5625×3.5=19687.5kg
式中,5625kg为糖化一次投入的麦芽粉量,即6153-528=5625kg
而6153为糖化一次麦芽糖定额量。
故糖化总用水量为:GW=G1+G2=14256+19687.5=33943.5kg
4.3 产品质量标准
质量特征:富有洁白、细腻又持久的泡沫,悦目明快的色泽,酒液清凉,饮后有爽口和醇厚感。
感观要求:
浓、黑色啤酒的感观指标应符合表4-2规定
表4-4 浓、黑色啤酒的感官指标[3]
外观无明显悬浮物和沉淀物无明显沉淀物沉淀物
泡沫形态泡沫细腻,挂杯泡沫较细腻,挂杯泡沫较粗
泡持性,S ≥210≥180≥120
色度EBS浓色15.0—40.0
黑色〉40.0
香气和口味具有明显的麦芽香气,口味
纯正,爽有较明显的麦芽香
气,口味纯正
有麦芽香气,口味较纯
正,较爽
淡色啤酒的感观指标应符合表4-3的规定
表4-5 淡色啤酒的感官指标
项目优级一级二级
外观透明度
清亮透明,无明显悬浮
物和沉淀物尚清,较透明
较透明
浊度,EBC ≤1.0≤1.5≤2.0泡沫瓶装S ≥210≥180≥120色度EBC 10°11°12° 5.0-9.5 5.0-11.0 5.0-14.0理化要求:
理化要求应符合表4-4的规定
表4-6理化要求
项目优级一级二级酒精度12°≥3.7 ≥3.5
11°≥3.4≥3.2
10°≥3.1≥2.9 原麦汁浓度12°12±0.3
11°11±0.3
10°10±0.3 总酸10°11° 12°≤2.6
二氧化碳%≥0.4 ≥0.38 ≥0.35 双乙酰淡色mg/L ≤0.13 ≤0.15 ≤0.20 4.4 主要设备及设备选型
年产十万吨所需设备选型如表4-7所示
4-7设备选型
设备名称数量型号设备尺寸/mm 产地
筛选机 2 JGT3A
2000×1500×200
上海长隆
浸麦设备 6 Φ3000×4000北京远安
发芽箱10
125m3(4个)
250 m3 (6个) 250000×5000×1
000
500000×5000×1
000
上海中福
通风机10 4-72No5.5 1320×840×3000 上海创业干燥炉 2 LUCKYB-Ⅶ2 Φ2400×6000上海创业鼓风机 2
SFG×75-3No1
4D
2400×960×2000 上海创业除根机 2 J55701 4000×2000×300上海创业
翻拌机10 J56205 4500×800×1000 上海创业粉碎机 2 JMH3.2
2000×1500×200
上海创业糊化锅 1 HHG22 Φ3000×1500 北京远安糖化锅 2 THG37 Φ6000×3000 北京远安煮沸锅 1 ZGH60 Φ6000×3000 北京远安麦汁沉淀锅 1 CDC55 Φ2000×4000北京远安板式换热器 2 LQ-300 2500×800×1000 上海中福酵母添加器 1 ZOD 上海中福
发酵塔54 FJT-01
FJT-02
FJT-03
Φ1500×10000
Φ2000×15000
Φ2500×20000
北京远安
酵母分离器 1 上海中福清酒罐 4 100m3Φ2000×3000北京远安灌装压盖机 3 PGF-323210 Φ1500×2500上海长隆喷淋式杀菌机 3 QSP24/36
10000×7500×25
00
上海长隆贴标机 3 SB30-8 Φ2000×2450上海长隆空瓶清洗机 3 BXP-305
5000×3000×250
上海长隆CIP清洗机 2
3000×1000×200
上海长隆酵母清洗机 1 JMX 1000×800×1000 上海长隆硅藻土过滤机 2 330-Ⅱ
3000×1000×150
上海长隆斗式提升机 2 B-800 上海长隆
4.5 啤酒生产工艺流程图(图见附件)
5. 收获与致谢
本论文是在老师的悉心指导下完成的。本课题在选题及进行过程中得到马雪梅老师的悉心指导,老师多次帮助我分析思路,开拓视角,感谢老师对我的辛勤培育,正是老师的辛勤劳动,我才有了今天的成绩!在此,谨向老师致以诚挚的谢意和崇高的敬意。从开始进入课题设计到顺利完成,还得到了其他老师和同学的热心帮助,在这里请接受我诚挚的谢意!
参考文献
[1]毛青钟.山东食品发酵[J].2007,第2期,维普资讯网。
[2] 酿造酒工艺学,无锡轻工业大学.顾国贤教授主编[M].轻工业出版社.1996. 12,12-24。
[3] 王文甫.啤酒生产工艺[M].中国轻工业出版社.1997,63-74。
[4] 桂祖发.当代食品生产技术丛书——酒类制造[M].化学工业出版社.2001,74-77。
[5] 周国藩.设备安装工程施工概算编制——通用设备[M].黑龙江科技出版社.1997,143-148。
附件
啤酒生产工艺流程图
工厂设计说明书
设计说明书 -年产8万吨小麦啤酒工厂工艺设计说明书 学院: 专业:生物工程 姓名: 学号: 日期:2013年9月18日
年产8万吨小麦啤酒工厂工艺设计说明书 摘要 本次设计的目的是设计一个年产80 000t的小麦啤酒工厂,设计的内容包括工厂选址和工厂平面设计,设计成果为小麦啤酒厂选址和总平面设计,以及生产过程中的物料衡算和生产工艺。 关键词:小麦啤酒工艺设计工艺流程 目录 第一章绪论 (3) 1.1 前言 (3) 1.2 小麦啤酒的应用 (3) 1.3 小麦啤酒的生产方法 (3) 第二章小麦啤酒工艺设计 (4) 2.1 原料的预处理 (5) 2.2 主要工艺 (5) 第三章工艺计算 (7) 3.1 生产指标 (7) 3.2 反应方程式 (7) 3.3 物料衡算 (8) 第四章工厂总平面设计 (11)
4.1 工厂选址 (11) 4.2 总平面设计 (11) 4.3 设计评估 (12) 总结 (13) 参考文献 (14) 附件 (15) 第一章绪论 1.1 前言 小麦啤酒是指以小麦为全部或者大部分原料所生产的一类啤酒,小麦麦芽和大麦麦芽相比具有较高的蛋白质含量,从而具有很好的泡持力。小麦啤酒以其特殊的小麦芽香气,风味上较普通大麦啤酒有显著特点,深受消费者的青睐。 兰考县位处中原腹地,耕地面积95万亩,小麦年产量约57万吨,大米种植面积也很大。而且当地濒临黄河,水资源丰富,这对啤酒厂的建立有很大好处。 1.2 小麦啤酒的应用 啤酒是一种含有营养成分(碳水化合物、蛋白质、维生素、矿物质)且平
衡性良好的饮料。其特点为:所含蛋白质中人体必须的氨基酸占12-22%、含有多种维生素及矿物质。 啤酒具有利尿作用、促进胃液分泌、缓解紧张作用及治疗结石作用。适当饮用啤酒可以提高肝脏解毒作用,对冠心病、高血压、糖尿病血脉不畅、便泌均有一定疗效。啤酒中还含有钙、磷、钾、钠、镁等无机盐和微量元素。啤酒中约含有17种氨基酸,8种必须氨基酸。 啤酒中含有这麽多营养物质,又都溶解于液体中,容易被人体吸收,所以被称为“液体面包”是当之无愧的。但是,饮用啤酒一定要注意适度,过量的饮用啤酒只会对身体造成伤害。 1.3 小麦啤酒的生产方法 国外啤酒主要采用以下方法生产: 1.3.1 上面发酵型属于传统的爱尔啤酒生产方法,用小麦麦芽为原料,按一定的糖化工艺制成麦汁,在较高的温度下接种上面酵母进行发酵,发酵结束后用撇沫法回收酵母,经适当时间的后熟及贮酒制成,具有爱尔啤酒典型的风味。 1.3.2 下面发酵型这是国内使用较多的一种发酵方式。采用下面酵母、低温发酵,既有下面发酵啤酒的风味,又有小麦啤酒的典型香味,酯香适中,口感醇厚,酸味较轻。 1.3.3 混合发酵型同时使用两种酵母(上面酵母和下面酵母)进行发酵,先添加上面酵母,在较高的温度条件下进行主发酵,达到一定的发酵度后,回收酵母。然后转入贮酒罐,同时添加下面酵母进行后发酵,经过适当时间的后熟处理即可。 1.3.4 阶段发酵型类似于混合发酵型,即以小麦麦芽制成的麦汁在较高的温度下添加上面酵母进行上面发酵,待发酵结束后用酵母离心分离机分离掉上面酵
年产10万吨啤酒工厂设计
项目策划书 鲁东大学设计题目:年产10万吨啤酒工厂设计 2010年06月05日
目录 一.可行性研究报告 (3) 1.1 总论 (3) 1.2 项目建设的目的和意义 (3) 1.3 产品方案及需求预测 (4) 1.4 建厂条件及厂址选择 (4) 1.5 项目实施预规划及资金支付 (6) 1.6 经济效益及社会效益的初步估算 (6) 二.总平面布局 (7) 三.淡色啤酒生产的工艺设计 (7) 3.1 原料 (7) 3.2 生产工艺 (8) 四.工艺计算 (10) 4.1 100000t/a啤酒厂糖化车间的物料衡算 (10) 4.2 100000t/a啤酒厂糖化车间的热量衡算 (12) 4.3 100000t/a啤酒厂发酵车间的耗冷量衡算 (15) 4.4 年产10万吨12度啤酒的用水量计算 (18) 4.5 总容积200立方米啤酒锥底发酵罐计算 (19) 五.设备计算及选型 (20) 5.1 主要设备的计算 (20) 5.2 设备清单 (21) 六.工厂布局 (22) 七.啤酒工厂卫生 (22) 7.1 工厂设计规范 (22) 7.2 厂库环境卫生 (22) 7.3 厂区设施卫生 (22) 7.4 车间卫生 (22) 7.5 厂区公共卫生 (22) 八.环境保护与综合利用 (23) 8.1 环保治理工艺的设计原则: (23) 8.2 三废处理 (23) 九. 经济技术及概算 (23) 9.1人力资源配置 (23) 9.2产品成本及利润估算 (24) 十.总结 (25) 参考文献 (25)
一.可行性研究报告 1.1 总论 1.1.1 项目名称:年产100000吨啤酒工厂设计 1.1.2 承办单位:青岛三德工艺品有限公司 昌邑得益工艺品有限公司 1.1.3 项目地址:潍坊市昌邑饮马工业园区 1.1.4 项目经理:杨玉琨 1.2项目建设的目的和意义 1.2.1 提出背景和依据 啤酒是夏秋季防暑降温解渴止汗的清凉饮料。 据医学和食品专家们研究,啤酒含有4%的酒精,能促进血液循环;含二氧化碳,饮用时有清凉舒适感;还能帮助消化,促进食欲。 啤酒花含有蛋白质、维生素、挥发油、苦味素、树脂等,具有强心、健胃、利尿,镇痛等医疗效能,对高血压病、心脏病及结核病等均有较好的辅助疗效。产妇喝啤酒,以增加母体乳汁,使婴儿得到更充分的营养。适量适用啤酒对心脏和高血压患者亦有一定疗效。啤酒生产是采用发芽的谷物作原料,经磨碎,糖化,发酵等工序制得.。在古代中国,也有类似于啤酒的酒精饮料,古人称之为醴.大约在汉代后,醴被酒曲酿造的黄酒所淘汰.清代末期开始,国外的啤酒生产技术引入我国,新中国成立后,尤其是80年代以来,啤酒工业得到了突飞猛进的发展,到现在中国已成为世界第二啤酒生产大国. 如今可说是中国的啤酒工业进入了旺盛的成熟期,一方面, 啤酒工业继续以高速度发展,在高速发展的同时,开始对啤酒的质量, 啤酒工业的经济效益更加重视,啤酒工业的规模按照国际上的惯例,开始向大型化,集团化方向发展.一些中小型啤酒厂被大型啤酒厂兼并. 1.2.2 投资的必要性和经济意义 现在我国啤酒产量方面跃居世界第二位,而且在质量、技术、装备水平等方 面也都有了较大幅度的提高,充分显示了我国啤酒工业强劲的发展势头。但是,我 国啤酒与世界发达国家相比,仍有很大差距。我国啤酒厂不合理企业规模偏多,达不到啤酒生产应有的经济规模。通过对国内外技术经济指标的数据分析得出,10万吨/年规模以上 的啤酒厂才有较好的技术经济指标水平。而现在这样的酒厂还较少,多数是设备陈旧、老化,生产能力不足,设备的自动化程度不高,工艺落后的小酒厂。所以建设一个现代化的大规模的啤酒厂势在必行。 1.2.3 产品优势 经过10年有价值的健康研究,专家们发现,经常性、中度啤酒摄入量——即每天1—2杯12盎司(350毫升)啤酒——对于男性和女性都有益,特别是如果你正面临衰老或受到最常见疾病的困扰。而以下7个你梦寐以求的好处,啤酒都可以带给你。 1护心脏健康: 大量的研究表明,适度饮酒,包括啤酒,可降低患心脏病的危险。 2护血管: 适度喝啤酒也有助于防止血栓形成,预防缺血性脑中风。 3低糖尿病风险: 研究显示,糖尿病人中度饮酒也能减少最大的杀手——冠心病发作的风险。这可能是因为,
啤酒工厂设计
啤酒厂发酵系统管路设计 姓名:xxx学号:xxx 班级: 生物技术及应用xxx班摘要:介绍啤酒厂发酵部分管路系统的现状,详细分析五种系统的优缺点,对于啤酒厂的设计及改造具有指导。 关键词:管路、罐底阀、双座阀、阀阵、死角、短三角流速。 啤酒发酵系统管路较复杂,主要包括灌顶管路、罐底管路和取样管路三部分,罐底管路主要包括:CIP供液管路、co2加压管管路、co2回收管路以及排空管路、取样管路则主要包括取样及CIP清洗管路两次,发酵系统所需输送的流体分为液体和气体液体有专汁、啤酒、酵母泥、CIP清洗液;气体有无菌压缩空气和空气、co2、以及压缩co2各啤酒厂由于建厂年代以及投资规模的不同、发酵系统管路设计差别较大。 我国80年代建设的啤酒厂,罐底管路基本上用食品胶管(活管)连接,用一根食品胶管完成所有物料进出。这种方法简单实用,但存在操作麻烦,胶管内表面不易清洗等缺点,特别是不能满足纯生啤酒,尽管现在很多中小啤酒厂还在采用;但大型啤酒厂已经基本完成改造。90年以来新设计的啤酒厂管路系统基本采用两种方式:一种管盘(换流板);另一种是阀阵。 由于这种状况,国内的啤酒在酿造上也有所限制,一方面物料进出物品不方面、清洁不全面、浪费原材料等等,给予啤酒酿造工艺极大的
限制。 以下是几种管路系统的典型设计方案 方案一:这是国内大型啤酒厂广泛采用的一种方案这种方案最大的优势是投资省,比较实用,但只能手动操作,取样管路不能独立清洗。其发酵罐底采用双座防混罐底阀,每两到三个罐串成一组与换流板接通,流体的输送通过在换流板上换流板接通,转换来实现,取样直接从发酵罐上一根取样管到换流板上无菌取样阀相通,从而清洗取样管。罐顶管路换流板上设置一个调压阀,可以自动对发酵保压。CIP 供液管通过换流管跨接,这种跨接方法虽能避免CIP洗液在管路中的混合,但通过换流管得跨接却使管路阻力损失,灌顶气路从主管路引到各换流板上,主管路可流洗,但引出部分存在一定清洗死角。 方案二:这也是国内啤酒厂家采用的一种方案,这种方案投资省,取样部分能独立消失,但整个操作只能手动进行,发酵罐不能自动保压。发酵罐底串成一组与换流板接通,流体的输送通过在换流板上换流管的转换来实现。取样采用双回路,在发酵罐体上焊接气动三通阀或电动三动阀,并且单设取样站及取样完毕能独立清洗。CIP供液管路与方案一相同。罐顶气路直接接到换流板上,接通部分管路短,清洗死较少。 方案三:这是国际上比较流行的一种方案。其特点是灌顶采用短三通跨接管,罐底采用阀阵灌顶部分物料转换通过换流管人工跨接来完成,罐底部份可通过计算机自动操作,CIP供液管及co2加压,co2回收和排空管都采用直接连接,中间无跨接流管,管路阻力损失小;
方便面工厂设计说明书
日产量100吨挂面和日产300万包方便面 面制食品厂设计方案 一、收集相关资料 日产量100吨挂面和日产300万包方便面面制品厂厂址位于河南省郑州市郑东新区。郑州市的地理情况如下: 1、地貌 郑州市横跨中国第二级和第三级地貌台阶,西南部嵩山属第二级地貌台阶前缘,东部平原为第三级地貌台阶的组成部分,山地与平原之间的低山丘陵地带,构成第二级地貌台阶向第三级地貌台阶过渡的边坡。郑州地势自西南向东北倾斜,西南部最高海拔258米,东北部的柳园口海拔82.5米,西南部是受到侵蚀而形成的低山丘陵,逐渐向南过渡为黄土倾斜平原和黄淮冲积平原以及少量的沙丘和沙地。郑州位于黄河南岸,京广铁路与陇海铁路的交汇处,地处中原大地,交通极其便利,郑州北站为全亚洲最大的铁路货运编组站。位于华北平原,地势平坦。 2、水系 郑州境内有大小河流124条,流域面积较大的河流有29条,分属于黄河和淮河两大水系,其中黄河流域6条,淮河流域23条。流经郑州段的黄河长约150.4公里,黄河是郑州市主要的生活用水水源地。 3、气候 郑州市属北温带大陆性季风气候,冬季主导风向为东北风和西北风,夏季为南风。东北风全年频率为12%,西北风为8%,南风为10%。全年静风频率为15%,冬季平均室外风速为2.8m/s。在太阳辐射、地形地质、大气环流等因素的的共同作用下,形成了冷暖适中、四季分明、雨热同期、干冷同季等特征的气候。随着四季的明显交替,依次呈现为春季干旱少雨,夏季炎热多雨,秋季晴朗日照长,冬季寒冷少雨的特点。郑州市的冬季最长,夏季次之,春季较短。郑州年平均降雨量640.9毫米,无霜期220天,全年日照时间约2400小时。 4、经济建设
年产10万吨啤酒工厂设计项目策划书
工程策划书 鲁东大学 设计题目:年产10万吨啤酒工厂设计
目录 一.可行性研究报告 (3) 1.1 总论 (3) 1.2 工程建设地目地和意义 (3) 1.3 产品方案及需求预测 (4) 1.4 建厂条件及厂址选择 (4) 1.5 工程实施预规划及资金支付 (6) 1.6 经济效益及社会效益地初步估算 (6) 二.总平面布局 (7) 三.淡色啤酒生产地工艺设计 (7) 3.1 原料 (7) 3.2 生产工艺 (8) 四.工艺计算 (10) 4.1 100000t/a啤酒厂糖化车间地物料衡算 (10) 4.2 100000t/a啤酒厂糖化车间地热量衡算 (12) 4.3 100000t/a啤酒厂发酵车间地耗冷量衡算 (15) 4.4 年产10万吨12度啤酒地用水量计算 (18) 4.5 总容积200立方M啤酒锥底发酵罐计算 (19) 五.设备计算及选型 (20) 5.1 主要设备地计算 (20) 5.2 设备清单 (21) 六.工厂布局 (22) 七.啤酒工厂卫生 (22) 7.1 工厂设计规范 (22) 7.2 厂库环境卫生 (22) 7.3 厂区设施卫生 (22) 7.4 车间卫生 (22) 7.5 厂区公共卫生 (22) 八.环境保护与综合利用 (23) 8.1 环保治理工艺地设计原则: (23) 8.2 三废处理 (23) 九. 经济技术及概算 (23) 9.1人力资源配置 (23) 9.2产品成本及利润估算 (24) 十.总结 (25) 参考文献 (25) 一.可行性研究报告 1.1 总论 1.1.1 工程名称:年产100000吨啤酒工厂设计 1.1.2 承办单位:青岛三德工艺品有限公司 昌邑得益工艺品有限公司 1.1.3 工程地址:潍坊市昌邑饮马工业园区 1.1.4 工程经理:杨玉琨
(完整版)工厂设计说明书
说明书目录第一章总论 第一节设计依据和范围 第二节设计原则 第三节建筑规模和产品方案 第四节项目进度建议 第五节主要原辅料供应情况 第六节厂址概述 第七节公用工程和辅助工程 第二章总平面布置及运输 第一节总平面布置 第二节工厂运输 第三章劳动定员 第四章车间工艺 第一节工艺流程及相关工艺参数 第二节物料衡算 第三节车间设备选型配套明细表 第五章管道设计 第一节管道计算与选用 第二节管道附件与选用 第三节管路布置 第六章项目经济分析 第一节产品成本与售价 第二节经济效益 第三节投资回收期
第一章总论 第一节设计依据和范围 一、设计依据 设计依据食品工厂建设的国家标准,拟建工厂所在地理位置、地势环境、水源充足、原料来源,交通运输、消费市场等进行设计。工厂的设计符合经济建设的总原则、长远规划和地区发展,符合各行业开发发展政策,同时也符合本行业的法规政策。 二、建筑制图标准 建筑制图标准符合中华人民共和国建设部颁布的 《房屋建筑制图统一标准》GB/T 50001-2001、 《总图制图标准》GB/T 50103-2001、 《建筑制图标准》GB/T 50104-2001、 《建筑结构制图标准》GB/T 50105-2001、 《给水排水制图标准》GB/T 50106-2001 《暖通空调制图标准》GB/T 50114 《建筑中水设计规范》GB50336—2002 三、生产用水 工厂应有足够的生产用水,水压和水温均应满足生产需要;水质应符合GB5749的规定。如需配备贮水设施,应有防污染措施,并定期清洗、消毒。 非饮用水不与产品接触的冷却用水、制冷用水、消防用水、蒸汽用水等必须用单独管道输送,不得与生产(饮用)用水系统交叉连接,或倒吸入生产用水系统中。这些管道应有明显的颜色区别。 蒸汽用水直接或间接用于加工产品的蒸汽用水,不得含有影响人体健康或污染产品的物质。 四.厂区道路 厂区路面应坚硬(如混凝土或沥青路面)无积水。停车场及其他场地的地面为混凝土。其他地带应绿化,应有良好的排水系统。
年产10万吨啤酒厂设计_本科生毕业论文(设计)
本科生毕业设计年产10万吨啤酒厂设计 姓名 学号 专业食品科学与工程班级 指导教师 学部食品与环境学部答辩日期
黑龙江东方学院本科生毕业论文(设计)评语(一) 姓名学号专业 班级 05-D 总 成绩 毕业论文(设计)题目:年产10万吨啤酒厂设计 答 辩 委 员 会 评 语 答辩成绩 主任签字:年月日答辩委员会成员签字 学部 毕业 论文 (设 计)领 导小 组意 见 组长签字:年月日学部公章
黑龙江东方学院本科生毕业论文(设计)评语(二)姓名李季学号054131235 专业班级05-D 毕业论文(设计)题目:年产10万吨啤酒厂设计 指导教师成绩 指 导 教 师 评 语 指导教师签字:年月日
黑龙江东方学院本科生毕业论文(设计)评语(三)姓名李季学号054131235 专业班级05-D 毕业论文(设计)题目:年产10万吨啤酒厂设计 评阅教师成绩 评 阅 教 师 评 语 评阅教师签字:年月日
黑龙江东方学院本科生毕业论文(设计)任务书姓名李季学号054131235专业班级05-D 毕业论文(设计)题目:年产10万吨啤酒厂设计 毕业论文(设计)的立题依据 主要内容及要求 进度安排 学生签字: 指导教师签字: 年月日本表一式三份,学生本人、指导教师、学部各一份。
年产10万吨啤酒厂设计 摘要 本文主要是简要的介绍年产10万吨10度淡色啤酒厂的工厂设计。它主要包括啤酒发展,啤酒原料,啤酒厂建设的目的,啤酒厂的规划,啤酒工艺计算、啤酒厂设备的计算和重点设备的计算,啤酒厂的发展状况,啤酒厂资金的估算等方面的内容主要是糖化车间的工艺。本设计一共画二张图:全厂平面布置图、工艺流程图。 本文设计的工厂采用3班倒的工作制,每天工作时间24小时,除去设备清洗和升温时间4小时,实际生产时间按20小时计,本设计设计了一个年产量10万吨啤酒厂主车间平面图及项目工艺方案的设计原则、方法、程序、设备、等等。 关键词:啤酒厂;工厂设计;工艺流程
工厂设计说明书
食品工厂设计报告 项目:都江堰乳品厂 学生姓名 专业食品科学与工程 课程名称___________ 《食品工厂设计与环境保护》_________________ 任课教师李欣欣开课学期2009-2010年第2学期 成绩评定_____________________________________________ 吉林大学农学部军需科技学院 乳制品厂工厂设计报告 第一章设计总论 i.i设计工厂名称及设计单位名称、设计者姓名 1.2市场分析及预测 成都平原位处西南地区,在西南地区还没有大规模的奶厂,而西南片区也是一个很大的奶制品消费 市场,厂址选择在成都平原,有效平衡了牛奶厂北方多于南方的差异,并且可以更好的占领市场。 1.3生产规模、品种、销售方式 日产20吨,生产品种有消毒奶、酸奶、调味奶 1.4生产方法(生产技术及设备水平) 1.5厂址概述 都江堰的灌口镇地理位置优越,灌口镇除有较好的工业基础以外,其旅游和第三产业也较发达,与 着名的都江堰景区相邻,已成为山、水、城、林、堰相互交融、城中有景、景内是城的美丽而温馨的城 市。 1.6主要原辅材料、燃料及动力供应情况 1.7环境保护 1.8工厂组成 1.9工作制度(年工作日、月工作日、班次、每班工作时间) 1.10全厂劳动定员 1.11全厂总投资(其中包括固资产、流动资产) 1.12设计结论(投产后工厂预达到的技术水平及经济水平) 第二章建厂条件与厂址(资源、燃料及动力供应、厂址、气象) 2.1厂址的选择 本项目拟建在成都市都江堰的灌口镇,灌口镇地理位置优越,灌口镇除有较好的工业基础以外,其旅 游和第三产业也较发达,与着名的都江堰景区相邻,已成为山、水、城、林、堰相互交融、城中有景、 景内是城的美丽而温馨的城市。随着成灌高速公路的贯通,灌口镇与中心城市成都的距离仅25分钟,
毕业设计论文:年产5万吨啤酒厂生产车间工艺设计.
年产50000吨11o啤酒厂生产车间工艺设计 摘要 本设计是对年产5万吨11°淡色啤酒厂生产车间设计。在设计过程中,完成了啤酒生产工艺流程的确定,根据产量进行糖化和发酵车间的物料衡算及热量衡算,车间的设备计算和设备选型,糖化车间平面布置及工厂总平面设计,而且对啤酒厂的投资及经济效益进行评估并进行可行性分析。 关键词:设计;工艺流程;发酵;糖化
Annual output of 50,000 tons of 11o Brewery Process Design Workshop Abstract This design is about an annual output of 50,000 tons pale beer production plant design. In the design process, the completion of the determination of the beer production process, according to production for saccharification and fermentation plant material balance and heat balance, workshop equipment and computing equipment selection, plant layout and plant glycosylation total graphic design, and on the brewery's investment and economic benefits and feasibility analysis. Key word:Design;process;fermentation;saccharification
年产1000吨方便面工厂设计说明书
浙江工业大学食品科学与工程系 食品工厂CAD辅助课程设计 项目名称:年产1000吨方便面工厂设计CAD辅助设计 设计人:徐程楠(201106250121)常平民(201106250101)
设计说明书目录 年产1000吨方便面工厂设计 第一章绪论(前言) 1.1项目背景介绍 1.1.1 基本介绍 (1) 1.1.2 目前生产状况 (1) 1.1.3 发展趋势 (2) 1.2设计依据和原则 1.2.1设计依据 (2) 1.2.2厂址的选择原则 (2) 1.2.3厂址选择 (3) 1.3原辅料及配方 1.3原辅料及配方 (3) 1.4产品方案 1.4产品方案及班产量确定 (4) 1.5公用工程和辅助工程 1.5公用工程和辅助工程 (5) 第二章工厂总平面布置 2.1工厂建筑物的组成以及布局 (6) 2.2生产车间的布置 (7) 2.3车间平面布置说明 (7) 2.4 厂区建筑面积一览表 (8)
第三章车间工艺 3.1方便面生产工艺流程 3.1.1操作要点 (8) 3.1.2方便面生产工艺流程 (10) 3.2物料衡算 (11) 3.3车间设备选型配套明细表 (13) 3.4生产车间水电气用量计算 (13) 第四章劳动定员 4.1劳动定员 (14) 总结 参考文献 附:图1工厂总平面图 图2工艺流程图 图3主要生产车间布置图
年产1000吨方便面工厂设计 摘要:本设计是年产1000t方便面的工厂设计。通过对全球和我国方便面生产和销售的现状调研,以及方便面的营养状况和未来发展趋势的研究。拟定了年产1000t方便面的工厂设计。首先需要对原材料及工艺流程进行分析,其中包括工艺流程中重要操作要点的说明;依据拟定的产量对生产过程进行物料衡算:进而依据国际市场要求进行了主要的设备选型。 关键词:方便面、原材料、物料衡算、设备选型、工厂设计 1.1项目背景介绍 1.1.1 基本介绍 方便面在我国是家喻户晓的方便食品, 按照生产工艺的不同, 可分为油炸和非油炸。1958 年日清株式会社老板安藤百福发明了现代意义的方便面[1]( 鸡肉方便面) , 并使方便面在日本实现了工业化, 迅速传遍东南亚,目前已成为世界上仅次于面包的第二大主食产品。虽然中国是世界上方便面最大的生产国和消费国, 但人均消费数量大大低于同样身为亚洲国家的日本和韩国, 我国农村居民的方便面消费水平尚不及城市的1/3, 市场需求很大。国内方便面作为近20年发展起来的方便食品, 上升态势明显, 在经历了发展初期品牌多但档次低的竞争后, 方便面市场走上了稳定健康的发展道路。 随着近两年消费者对食品的“营养、安全、卫生”的呼声越来越高, 方便面行业的竞争已由过去单纯的价格竞争转向品质竞争, 方便面的开发必然朝着更加营养健康, 更加安全卫生, 更加风味独特的方向发展。方便面是一个从传统食品经过简单机械加工,逐步发展起来的现代食品,因其具有食用方便、价格低廉、易于保存等特点,经过四十多年的发展,已成为最畅销的方便食品。 1.1.2 目前生产状况 目前国内厂家所使用的生产线可分为三类。首先是以日本的富士、大竹、东京面机为代表的生产线,为90年代的国际水平(其实国际水平也不高),但由于价格高,主要为外资、合资及少数大规模国内厂家采用,其次是台湾和国内合资企业生产的设备.其中台湾设备除在台资企业有少数分布外,在国内其他区域未有广泛推广,国内合资设备以“中威”为代表,技术已达到国际80年代末的水平。此类设备主要是对日本生产线的仿制,在关键性能上已
啤酒工厂设计汇总
年产50万吨啤酒工厂设计 一、课程设计的内容 1.我们组的设计任务是:年产30万吨啤酒厂的设计。 2.根据设计任务,查阅有关资料、文献,搜集必要的技术资料,工艺参数与数据,进行生产方法的选择,工艺流程与工艺条件的确定与论证。 3.工艺计算:全厂的物料衡算;糖化车间的热量衡算(即蒸汽耗量的计算);水用量的计算;发酵车间耗冷量计算。 4.糖化车间设备的选型计算:包括设备的容量,数量,主要的外形尺寸。 5.选择其中某一重点设备进行单体设备的详细化工计算与设计。 二、课程设计的要求与数据 1、生产规模:年产30万吨啤酒,全年生产300天。 2、发酵周期:锥形发酵罐低温发酵24天。 3、原料配比:麦芽75%,大米25% 4、啤酒质量指标 理化要求按我国啤酒质量标准GB 4927-1991执行,卫生指标按GB 4789.1-4789.28执行。 12°啤酒理化指标 外观透明度:清亮透明,无明显悬浮物和沉淀物 浊度,EBC≤1.0 泡沫形态:洁白细腻,持久挂杯 泡持性S≥180 色度 5.0—9.5 香气和口味明显的酒花香气,口味纯正、爽口,酒体柔和,无异香、异味 酒精度%(m/m)≥3.7 原麦汁浓度%(m/m)12±0.3 总酸mL/100mL ≤2.6 二氧化碳%(m/m)≥0.40 双乙酰mg/L ≤0.13 三、课程设计应完成的工作
根据以上设计内容,书写设计说明书。 四、主要参考文献 [1] 金凤,安家彦.酿酒工艺与设备选用手册.北京:化学工业出版社,2003.4 [2] 顾国贤.酿造酒工艺学.北京:中国轻工业出版社,1996.12 [3] 程殿林.啤酒生产技术.北京:化学工业出版社,2005 [4] 俞俊堂, 唐孝宣.生物工艺学.上海: 华东理工大学出版社,2003.1 [5] 余龙江.发酵工程原理与技术应用.北京:化学工业出版社,2006 [6] 徐清华.生物工程设备.北京:科学出版社,2004 [7] 吴思方.发酵工厂工艺设计概论.北京:中国轻工业出版社,2006.7 [8] 黎润钟.发酵工厂设备.北京:中国轻工业出版社,2006 [9] 梁世中.生物工程设备.北京:中国轻工业出版社,2006.9 [10] 陈洪章.生物过程工程与设备. 北京:化学工业出版社,2004 【糖化车间】 一、300 000 t/a啤酒厂糖化车间的物料衡算 啤酒厂糖化车间的物料平衡计算主要项目为原料(麦汁、大米)和酒花用量,热麦汁和冷麦汁量,废渣量(糖化槽和酒花槽)等。 1、糖化车间工艺流程 流程示意图如图1所示: ↙↘ ↓ 麦槽 酒花渣分离器→回旋沉淀槽→薄板冷却器→到发酵车间 ↓↓↓ 酒花槽热凝固物冷凝固物 图1 啤酒厂糖化车间工艺流程示 2、工艺技术指标及基本数据 根据我国啤酒生产现况,有关生产原料配比、工艺指标及生产过据如表1所示。
工厂设计说明书
工厂设计说明书 Prepared on 22 November 2020
食品工厂设计报告项目:都江堰乳品厂 学生姓名王端朋覃俊锟 罗贤慧张筱苑 唐宁邵元 查斌 专业食品科学与工程 课程名称《食品工厂设计与环境保护》 任课教师李欣欣开课学期 2009-2010年第2学期成绩评定 吉林大学农学部军需科技学院
乳制品厂工厂设计报告 第一章设计总论 设计工厂名称及设计单位名称、设计者姓名 项目名称:都江堰乳制品厂 承办单位:吉林大学食品科学与工程系 设计者名称:罗贤慧、张筱苑、唐宁、王端朋、邵元、覃俊锟、查斌 市场分析及预测 成都平原位处西南地区,在西南地区还没有大规模的奶厂,而西南片区也是一个很大的奶制品消费市场,厂址选择在成都平原,有效平衡了牛奶厂北方多于南方的差异,并且可以更好的占领市场。 生产规模、品种、销售方式 日产20吨,生产品种有消毒奶、酸奶、调味奶 生产方法(生产技术及设备水平) 厂址概述 都江堰的灌口镇地理位置优越,灌口镇除有较好的工业基础以外,其旅游和第三产业也较发达,与着名的都江堰景区相邻,已成为山、水、城、林、堰相互交融、城中有景、景内是城的美丽而温馨的城市。 主要原辅材料、燃料及动力供应情况 环境保护 工厂组成
工作制度(年工作日、月工作日、班次、每班工作时间) 全厂劳动定员 全厂总投资(其中包括固资产、流动资产) 设计结论(投产后工厂预达到的技术水平及经济水平) 第二章建厂条件与厂址(资源、燃料及动力供应、厂址、气象) 厂址的选择 本项目拟建在成都市都江堰的灌口镇,灌口镇地理位置优越,灌口镇除有较好的工业基础以外,其旅游和第三产业也较发达,与着名的都江堰景区相邻,已成为山、水、城、林、堰相互交融、城中有景、景内是城的美丽而温馨的城市。随着成灌高速公路的贯通,灌口镇与中心城市成都的距离仅25分钟,这为在灌口镇的乳制品厂的发展拓展了更加广阔的空间。 原料及电力供应 生产用水全部自来自来水,约为1000吨,靠近都江堰水厂,水源方便。全厂每年用电量约为:300万瓦,由厂内变电所供给。 气象资料 年平均温:18℃,年最高温:30℃,年最低温:4℃。 我国的大型奶厂主要集中在北方,尤其以内蒙古最为显着,其主要原因是因为有天然的草原,可以饲养大量的奶牛,离奶源地近,成都平原拥有同样的优势,它地域广阔,面积约7,000平方公里,从秦代起就在灌县修建水利灌
啤酒厂毕业设计论文
毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期:
学位论文原创性声明 本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。 作者签名:日期:年月日 学位论文版权使用授权书 本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 涉密论文按学校规定处理。 作者签名:日期:年月日 导师签名:日期:年月日
工厂设计说明书
工厂设计说明书 内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)
食品工厂设计报告 项目:都江堰乳品厂 学生姓名 专业食品科学与工程 课程名称《食品工厂设计与环境保护》 任课教师李欣欣开课学期 2009-2010年第2学期 成绩评定 吉林大学农学部军需科技学院 乳制品厂工厂设计报告 第一章设计总论 设计工厂名称及设计单位名称、设计者姓名 市场分析及预测 成都平原位处西南地区,在西南地区还没有大规模的奶厂,而西南片区也是一个很大的奶制品消费市场,厂址选择在成都平原,有效平衡了牛奶厂北方多于南方的差异,并且可以更好的占领市场。 生产规模、品种、销售方式 日产20吨,生产品种有消毒奶、酸奶、调味奶 生产方法(生产技术及设备水平) 厂址概述 都江堰的灌口镇地理位置优越,灌口镇除有较好的工业基础以外,其旅游和第三产业也较发达,与着名的都江堰景区相邻,已成为山、水、城、林、堰相互交融、城中有景、景内是城的美丽而温馨的城市。
主要原辅材料、燃料及动力供应情况 环境保护 工厂组成 工作制度(年工作日、月工作日、班次、每班工作时间) 全厂劳动定员 全厂总投资(其中包括固资产、流动资产) 设计结论(投产后工厂预达到的技术水平及经济水平) 第二章建厂条件与厂址(资源、燃料及动力供应、厂址、气象) 厂址的选择 本项目拟建在成都市都江堰的灌口镇,灌口镇地理位置优越,灌口镇除有较好的工业基础以外,其旅游和第三产业也较发达,与着名的都江堰景区相邻,已成为山、水、城、林、堰相互交融、城中有景、景内是城的美丽而温馨的城市。随着成灌高速公路的贯通,灌口镇与中心城市成都的距离仅25分钟,这为在灌口镇的乳制品厂的发展拓展了更加广阔的空间。 原料及电力供应 生产用水全部自来自来水,约为1000吨,靠近都江堰水厂,水源方便。全厂每年用电量约为:300万瓦,由厂内变电所供给。 气象资料 年平均温:18℃,年最高温:30℃,年最低温:4℃。 我国的大型奶厂主要集中在北方,尤其以内蒙古最为显着,其主要原因是因为有天然的草原,可以饲养大量的奶牛,离奶源地近,成都平原拥有同样的优势,它地域广阔,面积约7,000平方公里,从秦代起就在灌县修建水利灌溉工程
啤酒厂设计开题报告
li 齐齐哈尔大学本科生毕业设计(论文) 开题报告 题目年产15万吨10°白啤酒工厂设计-糖化锅工段的设计——糊化锅 学生姓名刘雪芹 专业班级生工083 指导教师姓名江成英
填表说明 1.凡进行毕业设计(论文)的本科生都必须详细填写《开题报告》。 2.开题报告一般在开始毕业设计(论文)工作的第1-2周内完成,由各专业或教研室组织安排。 3.开题报告应包括以下几个方面内容: (1)课题名称的来源及选题的依据,本课题在理论或实际应用方面的价值以及可能达到的水平。 (2)本课题的国内外研究现状和水平。 (3)课题研究拟采取的技术路线或研究方法(包括资料、实验、加工测试条件等) (4)研究中的主要难点以及解决问题的方法 (5)设计(论文)工作日程计划。 4.填写不下可另加附页。
一、选题的依据、意义和理论或实际应用方面的价值 白啤酒起源于欧洲。所谓白啤酒(WeizenBeer)系指以小麦芽(50一l(X)%)为主要原料,大麦芽、酒花(HOP)为辅料,经糖化,加上面酵母在较高的温度下发酵,且经后处理(或追加部分下面酵母的高泡酒)精酿而成的一种低酒精度的饮料酒。白啤含有少量酒精、酒体浓厚,色微白,味微酸、爽口、营养丰富。由于白啤酒一般以生啤酒的形式饮用,使它同时富含酵母和乳酸,大大提高了啤酒的营养价值,符合当今消费者对营养的要求。与普通啤酒相比口味更柔和更爽口。 白啤酒有以下特点:1、因小麦糖蛋白含量高,因而泡沫十分丰富,细腻洁白;2、口感醇厚、纯正、柔和协调、苦味轻;3、二氧化碳含量高,杀口力强;4、具有悦人的麦芽香味和特殊酯香味、5、酒精度适中,营养丰富。 改革开放二十多年来中国啤酒工业得到迅猛发展, 啤酒走向大型化、集中化、并努力和世界接轨。这为啤酒生产发展提供了市场需求。啤酒消费的个性化趋势创造了多样化的市场需求,促进了啤酒企业产品多样化步伐。随着生活水平的提高,人们对啤酒已不再满足对量的需求,而是对啤酒的品牌、种类、风味、营养价值和消费模式要求越来越高。我国啤酒厂一般都生产以大麦芽为主要原料经下面啤酒酵母发酵的淡色啤酒,难以满足市场竞争和不同的消费者的需求。为了丰富我国啤酒种类,我们对风味独特,营养丰富的白啤酒进行了开发研究。由于白啤酒一般以生啤酒的形式饮用,使它同时富含酵母和乳酸,大大提高了啤酒的营养价值,符合当今消费者对营养的要求。
年产2万吨苹果汁工厂设计实验说明书
年产2万吨苹果汁工厂设计实验说明书 1 绪论 1.1果汁饮料综述 果汁饮料是以水果为原料经过物理方法如压榨、离心、萃取等得到的汁液产品。果汁饮料可以细分为果汁、果浆、浓缩果浆、果肉饮料、果汁饮料、果粒果汁饮料、水果饮料浓浆、水果饮料等9种类型,其大都采用打浆工艺将水果或水果的可食部分加工制成未发酵但能发酵的浆液或在浓缩果浆中加入果浆在浓缩时失去的天然水分等量的水,制成的具有原水果果肉的色泽、风味和可溶性固形物含量的制品。果汁中含有较高的营养价值,主要包括碳水化合物、葡萄糖、果糖等易于被人体吸收的物质和维生素。一些果汁中的有机酸也对人体正常生理活动起着重要作用,如柠檬酸能提高人体对钙的吸收能力。因而果汁除了能补充人体需要的水分,起到消暑解渴的作用外,对人体还有着一定的营养意义。 1.2国内外果汁饮料发展状况 据权威部门统计,国外发达国家果汁人均年消费量约20升,发展中国家人均年消费量约为10.8升,与其他国家相比,我国人均果汁的占有量却只有1升,差距十分明显。目前全球果汁市场主要集中在美国、德国、日本等国家,同时俄罗斯、南非、中国等发展中国家市s场已经启动,将成为未来果汁市场需求的新增长点,果汁成为畅销的产品受到全球消费者的青睐和追捧。调查表明,随着人们生活水平的提高,生活方式的改变,人们更加关注健康,果汁饮料以补充维生素、低糖的健康形象出现,自然吸引了众人的目光。近年来我国果汁饮料迅速发展,果汁饮料更是备受欢迎。目前,我国果汁加工业仍以生产带肉果汁为主,近10多年来,国内有些加工企业花费大量的资金引进国外浓缩果汁生产设备,生产浓缩果汁以供出口。但由于设备投资昂贵,只有少数工厂效益较好。利用国产设备生产具有中国特色的澄清果汁,在国内外具有广阔的市场。随着果品产量的大幅度提高,大力发展果汁加工工业,对于稳定果品生产的发展,促进农业的产业化进程,满足人民的消费需求等方面,具有重要的意义。 1.3苹果汁饮料营养价值和市场前景 苹果中含有的“苹果酚”不仅可以抑制黑色素、酵素的产生,还可以抑制血压上升,预防高血压,抑制过敏反应,有一定的抗敏作用;苹果中含有“果胶”
方便面工厂设计说明书
万包方便面300100日产量吨挂面和日产面制食品厂设计方案 一、收集相关资料万包方便面面制品厂厂址位于河南省郑州市郑300日产量 100吨挂面和日产东新区。郑州市的地理情况如下:、地貌1郑州市横跨中 国第二级和第三级地貌台阶,西南部嵩山属第二级地貌台阶前缘,东部平原为第三级地貌台阶的组成部分,山地与平原之间的低山丘陵地带,构成第二级地貌台阶向第三级地貌台阶过渡的边坡。郑州地82.5米,东北部的柳园口海拔势自西南向东北倾斜,西南部最高海拔258米,西南部是受到侵蚀而形成的低山丘陵,逐渐向南过渡为黄土倾斜平原和黄淮冲积平原以及少量的沙丘和沙地。郑州位于黄河南岸,京广铁路与陇郑州北站为全亚洲最大的铁路交通极其便利,海铁路的 交汇处,地处中原大地,货运编组站。位于华北平原,地势平坦。 2、水系郑 州境内有大小河流124条,流域面积较大的河流有29条,分属于黄河和淮河两大水系,其中黄河流域6条,淮河流域23条。流经郑州段的黄河长约150.4 公里,黄河是郑州市主要的生活用水水源地。 3、气候 郑州市属北温带大陆性季风气候,冬季主导风向为东北风和西北风,夏季为南风。东北风全年频率为12%,西北风为8%,南风为10%。全年静风频率为15%,冬季平均室外风速为2.8m/s。在太阳辐射、地形地质、大气环流等因素的的共同作用下,形成了冷暖适中、四季分明、雨热同期、干冷同季等特征的气候。随着四季的明显交替,依次呈现为春季干旱少雨,夏季炎热多雨,秋季晴朗日照长,冬季寒冷少雨的特点。郑州市的冬季最长,夏季次之,春季较短。郑州年平均降雨量640.9毫米,无霜期220天,全年日照时间约2400小时。 4、经济建设 郑州是中国内陆中西部地区主要大城市之一,1920-1930年代由于铁路的建设而成为重要内陆商埠。如今郑州是中国中部地区第二大城市和主 要经济中心,是中原城市群地区的中心城市,对周边区域具有一定的辐射带动作 用。郑州是内陆地区热点投资城市,吸引大量海外和国内沿海地区的投资。二、厂址的选择 郑东新区作为河南省目前唯一的国家经济技术开发区,在我国中西部第一家全面投入CIS战略,是中原地区扩大开放,吸引外资,扩大出口的前沿阵地。在该地建设面制品厂,符合城市总体发展规划的要求。有较为可靠的地区条件能够
年产10万吨啤酒工厂发酵车间设计_课程设计任务书
课程设计说明书题目:年产10万吨啤酒工厂发酵车间设计
专业课程设计任务书 设计题目:年产10万吨啤酒工厂发酵车间设计 学号:学生姓名:专业: 指导教师姓名:系主任: 一、主要内容及基本要求 主要内容: 1.拟在湘潭市西郊羊牯塘选择厂址新建年产10万吨啤酒工厂 2.设计范围:以发酵车间为主体设计,只做初步设计。 3.以生产工艺(流程)设计为主导,为其它配套专业(如全厂总平面、土建、采暖通风、水电、环保、行政管理、技术经济与概算等单项工程设计)提供设计依据和提出要求,兼顾非工艺设计。 基本要求: 生产方案和平面布局合理,工艺流程设计和设备选择及生产技术经济指标具有先进性与合理性,工艺计算正确,绘图规范,综合指标达到同类工厂先进水平,“三废”环保符合国家有关规定。 二、重点研究的问题 生产工艺流程的选择和设计;物料衡算;发酵主车间布置设计以及专业设备选型。三、进度安排(指导教师填写)
四、应收集的资料及主要参考文献(指导教师填写) [1]管敦仪主编,啤酒工业手册(上)[M]. 轻工业出版社,1985:69-346 [2]管敦仪主编,啤酒工业手册(中)[M]. 轻工业出版社,1985:33-108 [3]管敦仪主编,啤酒工业手册(下)[M]. 轻工业出版社,1985:12-207 [4]张学群、张柏青,啤酒工艺控制指标及检测手册[M]. 中国轻工业出版社,1993 [5]刘芳,啤酒工业废水治理技术研究[J]. 酿酒科技,1999,(9):47-51 [6]吴延东,啤酒工厂糖化设备的组合比较[J]. 酿酒科技,2002,(1):33-37 [7]李大勇,啤酒工厂糖化工艺选择[J]. 酿酒科技,2002,(3):22-30 [8]王坚,啤酒高浓度发酵工艺技术要点[J]. 山西食品科技,2000(5):58-63 [9]乔玉胜,啤酒麦汁一段冷却新技术[J]. 酿酒科技,2001, (2):20-24 [10]无锡轻工业学院,轻工业部上海轻工业设计院组编,食品工厂设计基础[M]. 中国轻工业出版社,1992:8-262 [11]中国食品发酵工业研究院,中国海诚工程科技股份有限公司,江南大学主编.食品工程全书(第三卷)食品工业工程[M]. 中国轻工业出版社,2005 [12]P.F.斯坦伯里,A.惠特克.发酵工艺学原理[M]. 中国医药科技出版社,1992 [13]王念春.啤酒厂自动化控制方案的设计与实现[J]. 测控自动化,2004.1 [14]郑岳传. 现代化啤酒厂设备的选择[J]. 食品与发酵工业,2001, 5:75-84