烟丝结构对烟丝填充值和卷接质量的影响
第18卷 第4期
郑州轻工业学院学报(自然科学版)V ol.18 N o.4 2003年12月JOURNA L OF ZHENG ZHOU INSTIT UTE OF LIGHT INDUSTRY (Natural Science )Dec.2003 收稿日期:2003-05-20
作者简介:姚光明(1964—
),男,河南省邓州市人,郑州烟草研究院高级工程师,硕士,主要从事卷烟工艺技术研究. 文章编号:1004-1478(2003)04-0062-03?烟草科学与工程?
烟丝结构对烟丝填充值和卷接质量的影响
姚光明1, 王文辉2, 尹献忠2, 李胜华2, 李 强2
(1.郑州烟草研究院,河南郑州450000;
2.南阳卷烟厂,河南南阳473007)
摘要:研究了不同结构烟丝的填充值和卷接质量的变化规律.结果表明:在试验范围内,整丝率与烟丝的填充值、卷烟单支质量呈现出显著的相关性,当烟丝的整丝率(质量分数)≥80%时,可使烟丝的填充值稳定提高、卷烟单支质量显著降低;碎丝率与卷烟单支质量、卷烟空头率呈现出显著的线性关系,烟丝碎丝率(质量分数)增大1%,卷烟单支质量增加0.0084g ,卷烟空头率增大0.41%.利用该成果,在生产中采取相应的措施,可使烟丝的结构更加合理,卷接质量及稳定性得到显著提高.关键词:烟丝结构;烟丝填充值;烟支质量;空头率
中图分类号:TS411 文献标识码:A
E ffect of the size proportion of cut tobacco on the filling pow er of
cut tobacco and cigarette making quality
Y AO G uang 2ming 1, W ANG Wen 2hui 2, YI N X ian 2zhong 2, LI Sheng 2hua 2, LI Qiang 2
(1.Zhengzhou Tobacco Research Inst.,Zhengzhou 450000,China ;
2.Nanyang Cigarette Factory ,Nanyang 473007,China )
Abstract :Variation trend of the filling power and cigarette quality of cut tobacco was studied through altering size proportion of the same batch cut tobacco.Within the trial stretch experimental results showed that :when particles in cut tobacco are above 80%,the filling power of cut tobacco is higher and the cigarette weight is lighter ;particles in cut tobacco have a significant correlation with the cigarette quality.When particles in cut tobacco increase 1%,the single cigarette weight increases 0.0084g and the cigarette loose 2ends ratio increases 0.41%.Series of measures were adopted to stablilize and im prove size proportion of cut tobacco in Nanyang cigarette factory according to the conclusion.
K ey w ords :size proportion of cut tobacco ;filling power of cut tobacco ;cigarette quality ;loose 2ends ratio 0 引言
烟丝的结构是影响烟丝填充值和烟支卷接质量的主要因素之一[1].受来料烟片结构的波动、制丝掺配的精度差及卷烟机的风力送丝系统性能不稳定等诸多因素的影响,输送至卷烟机的烟丝结构会发生较大变化,从而影响烟支的卷接质量.《卷烟工艺规范》要求配送后不同时间间隔、不同机台的烟丝结构无明显差异[2].目前,很多卷烟厂采用风力送丝系统进行烟丝配送,一套喂丝系统向多台卷烟机供丝,由于不同机台吸丝口在喂丝机振动盘中的位置和每台卷烟机距喂丝机的输送距离不同,且喂丝系统无风压平衡调节装置,所以不同机台、不同时间间隔输送至卷烟机的烟丝差异较大,严重影响了烟支卷接质量.鉴于此,笔者进行了烟丝结
第4期姚光明等:烟丝结构对烟丝填充值和卷接质量的影响?63? 构对烟丝填充值和卷接质量影响的研究,通过将风力送丝系统改为小车送丝系统、提高各工序的掺配精度、提高喂丝的均匀性、合理设置筛分环节等措施,使输送至卷烟机的烟丝结构更加合理,烟支的卷接质量稳步提高.1 材料与方法
1.1 材料
“群英会”牌三类烤烟型卷烟配方烟丝,南阳卷烟厂产.
1.2 设备
Y Q —2型烟丝振动分选筛、Y DZ 430型烟丝填充值测定仪,郑州烟草研究院产;“长城”牌卷接机组,中国烟草总公司许昌烟草机械厂产;电子天平,感量1/100.
1.3 试验方法
用小车在配丝贮丝柜的出料振槽上接取8份同一批次的“群英会”牌三类卷烟配方烟丝,每份约80kg.将其中2份烟丝用加料前网孔为6mm 的振动分选筛进行筛分,筛下的烟丝用加香前网孔为1.0mm 的振动筛筛分.将这3种尺寸规格的烟丝(>6.0mm ,1.0mm ~6.0mm 和<1.0mm )分别以不同的比例掺入其余6份烟丝中,使每份约100kg ,人工混合均匀,用小车推入贮丝房平衡后,
用同一台“长城”牌卷接机组进行卷制试验.
关闭卷烟机的烟支质量控制系统,在感观判定烟支空头率基本一致且空头率均不超标的前提下,将6份不同结构的烟丝进行卷烟试验,每份烟丝取5次,每次取50支,用电子天平进行称量,得出6种结构烟丝所卷制烟支的质量平均值.开启卷烟机的烟支质量控制系统,将20支卷烟的质量控制为17.6g ,对6份不同结构的烟丝进行卷烟试验,每份取3盘烟支,每盘烟支约4000支,测定各份烟丝的卷烟空头率,计算平均值.
1.4 测定方法
烟丝结构采用《卷烟工艺规范》规定的方法进行测定;烟丝填充值采用Y C/T 152
—2001《卷烟烟丝填充值的测定》方法测定.
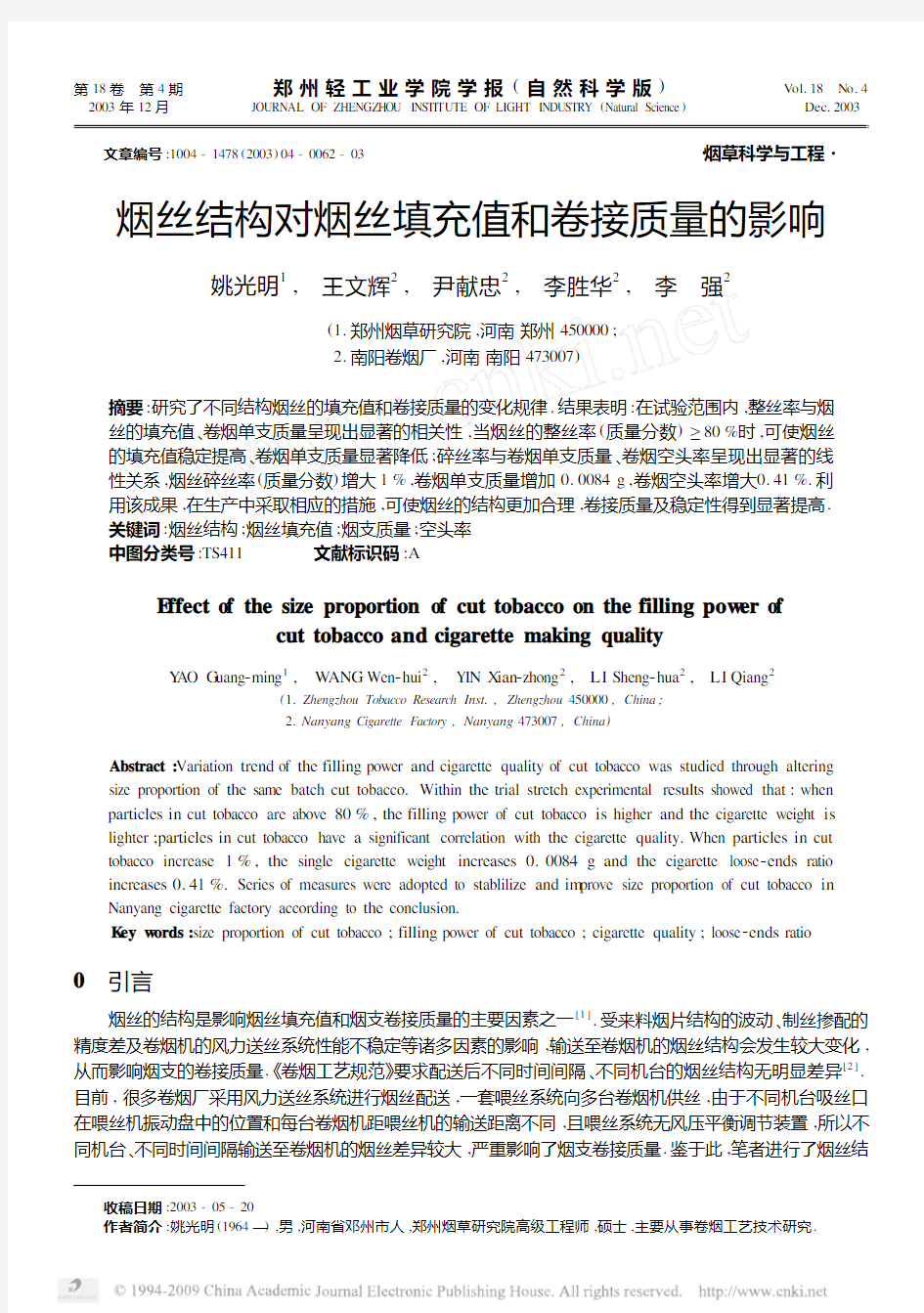
图
1 烟丝整丝率对烟丝填充值的影响
2 结果与讨论
2.1 烟丝整丝率对烟丝填充值、烟支质量和空头率的影响
烟丝整丝率对烟丝填充值的影响结果见图1.在卷
烟空头率为116%~118%,烟丝含水率为12.4%,
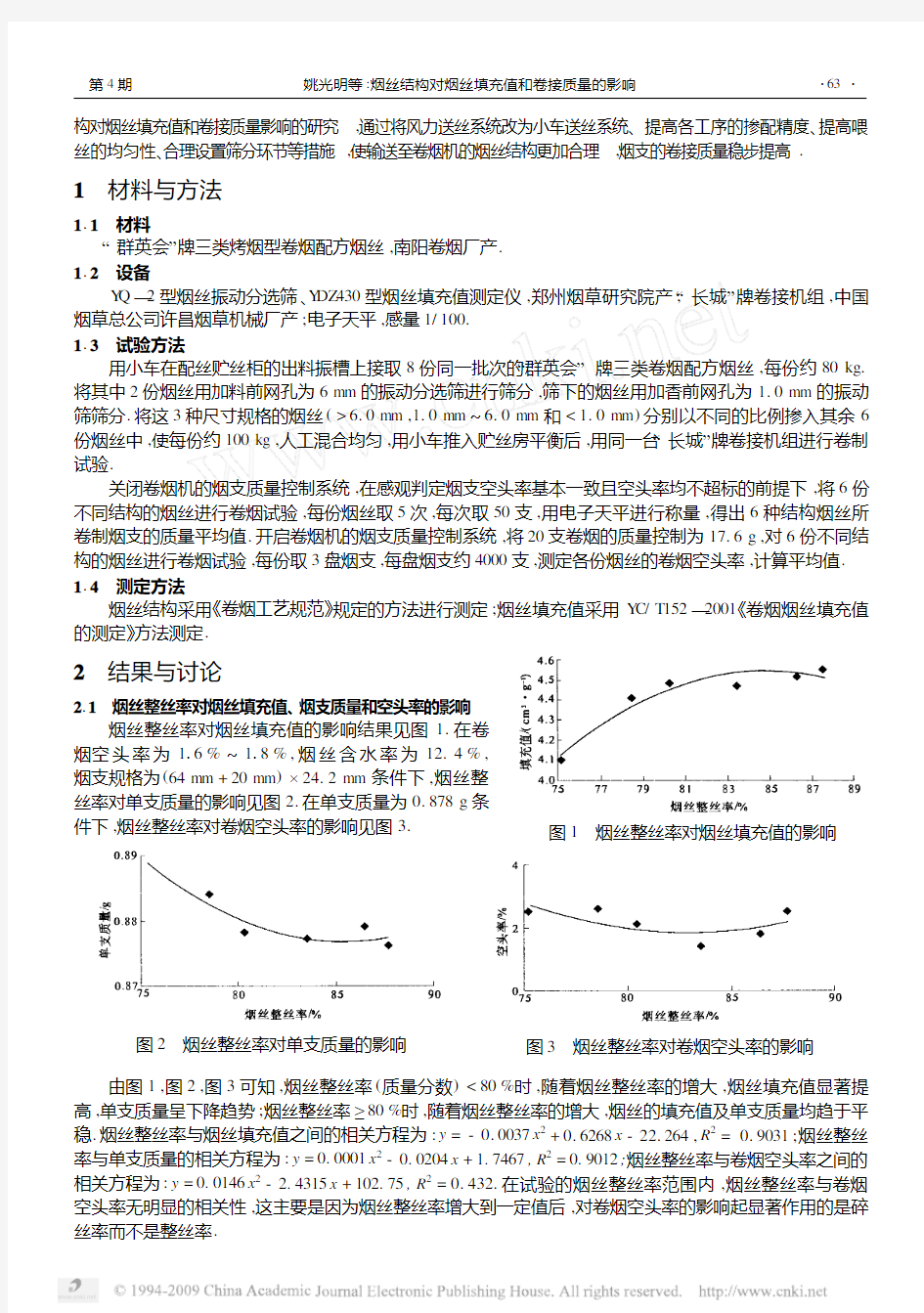
烟支规格为(64mm +20mm )×24.2mm 条件下,烟丝整丝率对单支质量的影响见图2.在单支质量为0.878g 条
件下,烟丝整丝率对卷烟空头率的影响见图3.图2 烟丝整丝率对单支质量的影响图3 烟丝整丝率对卷烟空头率的影响
由图1,图2,图3可知,烟丝整丝率(质量分数)<80%时,随着烟丝整丝率的增大,烟丝填充值显著提高,单支质量呈下降趋势;烟丝整丝率≥80%时,随着烟丝整丝率的增大,烟丝的填充值及单支质量均趋于平稳.烟丝整丝率与烟丝填充值之间的相关方程为:y =-0.0037x 2+0.6268x -22.264,R 2=0.9031;烟丝整丝率与单支质量的相关方程为:y =0.0001x 2-0.0204x +1.7467,R 2=0.9012;烟丝整丝率与卷烟空头率之间的相关方程为:y =0.0146x 2-2.4315x +102.75,R 2=0.432.在试验的烟丝整丝率范围内,烟丝整丝率与卷烟空头率无明显的相关性,这主要是因为烟丝整丝率增大到一定值后,对卷烟空头率的影响起显著作用的是碎丝率而不是整丝率.
?64?郑州轻工业学院学报(自然科学版)2003年
图6
烟丝碎丝率对卷烟空头率的影响图5
烟丝碎丝率对单支质量的影响图4 烟丝碎丝率对烟丝填充值的影响2.2 烟丝碎丝率对烟丝填充值、烟支质量和空头率的影响
烟丝碎丝率对烟丝填充值的影响结果见图4.在卷烟空
头率为116%~118%,烟丝含水率为12.4%,烟支规格
为(64mm +20mm )×24.2mm 的条件下,烟丝碎丝率对单支
质量的影响见图5.在单支质量为01878g 条件下,烟丝碎丝
率对卷烟空头率的影响见图6.
由图4,图5,图6可知,烟丝填充值与烟丝碎丝率的相关
方程为:y =-0.0214x +4.4536,R 2=0.3507,在试验的烟丝
碎丝率范围内,烟丝碎丝率与烟丝填充值无明显的相关性;在
卷烟空头率一定的前提下,随着碎丝率的增大,卷烟单支质量
显著增大,卷烟单支质量与烟丝碎丝率的相关方程为:
y =0.0084x +0.862,R 2=0.8986;在相同卷烟单支质量的前
提下,随着烟丝碎丝率的增大,卷烟空头率显著增大,卷烟空
头率与烟丝碎丝率之间的相关方程为:y =0.4063x +0.4375,R 2=0.9239.
2.3 应用效果
利用上述结果,南阳卷烟厂采取了以下措施来改善和稳
定烟丝的结构,以达到稳定提高烟丝填充值和烟支卷制质量
的效果.1)将卷烟机烟丝配送由风力送丝系统改为小车送丝
系统,并对小车的喂丝量进行严格控制,尽可能减少不同机台
的烟丝结构发生较大变化.2)提高制丝生产过程的掺配精
度,尤其是提高比例掺配的精度和配丝贮丝柜、配叶贮叶柜、
烟片预配柜掺配的均匀性,减少输送至卷烟机的烟丝在不同
的时间间隔存在较大差异.3)加大生产过程中碎片筛分的力度,减少卷烟加工过程中烟丝的造碎.新制丝线中,在烟片加
料、切叶丝、加香、水洗梗、梗丝加香等工序之前均设置了振动
分选筛,并且使筛分出的物料按工艺要求的不同有序输出,从
而稳定和改善了烟丝的结构.4)加强对来料烟片结构的监督
检查.整改后,南阳卷烟厂“群英会”牌三类配方烟丝的结构、填充值、卷接质量与整改前的对比结果如表1所示.由表1可以看出,整改后烟丝的结构更加稳定、合理,烟丝的填充值和卷接质量稳定提高.
表1 整改前后烟丝结构、填充值及卷接质量对比结果
整改
前后
整丝率/%碎丝率/%填充值/%单支质量/g 空头率/%极差平均极差平均极差平均极差平均极差平均整改前
5.881.1 3.9 3.00.71 4.450.1970.928 1.60.9整改后 3.183.4 1.6 2.20.46 4.680.1350.9030.40.7 注:整改前后数据分别为2002年4月与2003年4月质检结果统计值.
3 结论
1)卷烟生产中可以通过取得合理的烟丝结构提高烟丝的填充值和卷接质量.整丝率(质量分数)≥80%,可以较好地达到提高烟丝填充值、降低卷烟单支质量的效果.在卷烟空头率一定的情况下,碎丝率(质量分数)每降低1%,卷烟单支质量降低0.0084g ;在卷烟单支质量一定的情况下,碎丝率(质量分数)每降低1%,卷烟空头率降低0.41%.2)制丝和卷烟生产过程中,可以通过改进卷烟机喂丝系统、提高制丝过程中物料的掺配精度、合理设置筛分环节、改善来料烟片结构等技术措施来取得合理的烟丝结构,从而提高烟支的卷制质量.
参考文献:
[1] 陈良元.卷烟加工工艺[M].郑州:河南科学技术出版社,1996.212—214.
《烟叶、烟丝、卷烟成品及相关环境虫情防治管理规定》草稿分析
Q/HLY 红塔辽宁烟草有限责任公司企业标准 Q/ HLY. J05.29—2013 替代Q/HLY.J05.29-2011 烟叶、烟丝、卷烟成品及相关环境 虫情防治管理规定 2013-10 -09发布2013-10-14实施
目次 前言................................................................................ II 1 范围 (1) 2 规范性引用文件 (1) 3 职责 (1) 4 标准要求 (1) 5 防治办法 (2) 6 消毒杀虫程序 (3) 7 杀虫用药及相关要求 (3) 8 安全与环境要求 (3) 9 考核 (4) 10 附录 (4) 附录A(规范性附录)虫情监测巡检记录表 (5) JL(J05.29)-01 (5) 附录B(规范性附录)烟叶杀虫验收记录表 (6) JL(J05.29)-02 (6) 附录C(规范性附录)虫情监测反馈表 (7) JL(J05.29)-03 (7)
前言 本标准代替Q/HLY. J05.29—2011 《烟叶、烟丝、卷烟成品及相关环境虫情防治管理规定》,与代替标准相比主要有以下变化:修改了杀虫用药及相关要求部分,主要是结构格式按GB/T1.1-2009进行了规范。 本标准依据GB/T1.1-2009的规则起草。 本标准由工艺技术分标委归口。 本标准起草部门:技术中心(工艺质量科)。 本标准主要起草人:陈广平。 本标准主要评审人:郭连民、刘晓旭、邱宝平、李美亮、刘宝民、刘宏、时景权。 本标准发放范围:技术中心、物流采购中心、两厂制丝车间、卷包车间、滤嘴车间、质量管理科、安保科。 本标准2011年第一次发布,2013年第一次修改。
加工质量分析及控制
机械加工质量分析与控制 一、内容概述 本章将机械制造质量分成加工精度和表面质量两个方面来研究。随着科学技术的发展和市场竞争的加剧,对零件机械加工质量的要求也越来越高,因此,对机械加工质量的深入研究与解决,不仅已成为机械制造工艺师的首要任务,而且是机械制造工艺学的核心内容,机械加工质量分析与控制就成为本课程内容中十分重要的一章。 二、本章重点 1.在加工误差的单因素分析中,着重掌握机床误差、工艺系统受力变形、热变形及工件残余应力等原始误差对加工误差的影响; 2.在加工误差的统计分析中,着重掌握分布图在误差分析中的应用。 三、课时分配 本章课时:讲课:16学时,实验:4学时 第一节概述(1学时) 加工误差的来源,原始误差和加工误差的关系。 第二节影响加工精度的因素(8学时) 一、原理误差 二、机床的几何误差 三、工艺系统其它几何误差 四、工艺系统受力变形引起的加工误差 工艺系统刚度、部件刚度及其特点、切削力作用点位置变化对加I:误差的影响、误差复映 五、工艺系统热变形引起的加工误差 六、工件内应力引起的变形 第三节加工误差的统计分析(3学时) 第四节机械加工表面质量(4学时) 第四节机械加工中的振动(4学时) 四、授课方式 多媒体教学 五、实验 ①三向刚度测定法 ②加工误差统计分析 六、习题与思考题
4-1 试分析在卧式车床上加工时,产生下述误差的原因: 1)在卧式车床上镗孔时,引起被加工孔圆度误差和圆柱度误差。 2)在卧式车床(用三爪自定心卡盘)上镗孔时,引起内孔与外圆同轴度误差、端面与外 圆的垂直度误差的原因。 4-2 在卧式车床上用两顶尖装夹工件车削细长轴时,出现图4-1a 、b 、c 所示的误差是什么原因,分别采用什么办法来减少或消除? 图4-1 4-3 设已知一工艺系统的误差复映系数为0.25,工件在本工序前有圆度误差0.45mm , 若本工序形状精度规定允差0.Olmm ,试问至少要走刀几次方能使形状精度合格? 4-4 在车床上加工丝杠,工件总长为2650mm ,螺纹部分的长度L=200mm ,工件材料和母丝杠材料都是45钢,加工时室温为20℃,加工后工件温度升至45℃,母丝杠温升至30℃。试求工件全长上由于热变形引起的螺距累积误差。 4-5 试说明磨削外圆时,采用死顶尖磨削的目的是什么?哪些因素引起外圆的圆度和锥度误差(4-2) 图4-2 4-6 在车床或磨床上加工相同尺寸及相同精度的内外圆柱表面时,加工内孔表面的走刀次数往往多于外圆面,试分析其原因。 4-7 在卧式铣床上铣削键槽(图4-3),经测量发现靠工件两端深度大于中间,且都比调整的深度尺寸小。试分析这一现象的原因。 4-8 在车床上加工一批工件的孔,经测量实际尺寸小于要求的尺寸而必须返修的工件数占22.4%,大于要求的尺寸而不能返修的占1.4%,若孔的直径公差T=0.2mm ,整批
烟叶来料水分对烘丝效果影响的研究
江西食品工业 引言:烘丝是制丝工艺流程中的重要环节。烘丝机采用蒸汽对滚筒内布置的加热面而加热,烟丝通过滚筒与加热面直接接触受热,从而使烟丝内部水分气化而干燥[1]。通过烘丝机对烟丝进行干燥处理,可以干燥去湿,使烟丝满足加工要求;卷曲松散,提高烟丝填充能力;改善吸味,减轻刺激,去除不良杂气,提高烟丝感官质量。在生产稳定状态下,烘丝机设定参数恒定时,烘丝机的干燥加热效率不变,来料水分有波动的烟丝在烘丝机内得到的干燥加热效果也不相同[2]。因此,我们应找到这种波动与烘丝效果的直接联系,以求指导生产实践。 1实验设计 以某一品牌烟丝为研究样本,在来料流量、烘丝机效 率不变的情况下对烟丝进行加热干燥,取烘后烟丝作小样,从烟丝水分、填充能力、耐加工性、感官质量方面进行对比分析。 1.1取样方法 在来料流量不变、稳定作业过程中,从确定某一烘前 烟丝水分时记,经过一定时间(烟丝在烘丝筒内通过的时间,已知),在烘丝出口2m处取样2.5kg,编为一组样品。人为调控来料烟丝水分,重复12次上述步骤,取得12组样品。将每组样品各自混合均匀,分成五个小样各500g,分别供检测烟丝水分、填充能力及感官质量评吸用,将其余两小样混合,计1kg,供碎丝率检测。 1.2实验器材 SIMATICTP37在线水分检测仪(可同时检测烘丝入 口、出口水份,组内、样间误差一致),TCZ—3型填充仪,YZXJ—OSM型烟丝振动筛等1.3感官评吸方法 每组取出一小样,按照卷烟叶组配比、加香比例进行加埂加香处理,由专人将12个小样制成烟支,分发9位同志评吸(评吸人员由3位省评委,其余为厂评委组成),依据GB5606.4—2005方法评分[3],得分在设计值±4分内记为合格, 否则为不合格,不低于5票合格则记为整体合格,否则为整体不合格。 2相关分析讨论 烟丝质量要求多项指标均控制在工艺要求范围内。 根据实际工艺,一般要求烘后烟丝水分为12.0±1.5%,填充值≥4.2cm3/g,碎丝率≤3.0%,感官质量得分为设计值± 4分。下表是试验所得各项数据 表一来料水分波动对烘后烟丝各质量指标的影响 2.1来料水分波动与烘后烟丝水分的关系 图1 来料水分波动与烘后烟丝水分之间的关系 烟叶来料水分对烘丝效果影响的研究 吴光阳 (广丰卷烟厂,江西省广丰县永丰大道1号334600) 关键词:水分波动;烘丝效果;权重 摘要:根据烘丝机原理,在来料流量、 烘丝机参数不变的情况下,不同水分的烟丝加热干燥的效果也不相同。本文通过改变来料烟丝水分,从烘后烟丝水分、填充能力、耐加工性及内在质量方面来研究水分波动对烘丝效果的影响;对比分析了水分波动与烘丝效果各细项指标的走势,并确定出最佳水分波动范围。食品科技 FOODSCIENCE&TECHNOLOGY 030
烟丝的制作
一、方法 1原料: 主要原料:烟叶500克、白酒150克、蜂蜜100克、麦芽粉50克 辅助原料:菜刀、可密闭玻璃瓶、炒锅、黄豆等 2步骤: (1)烟叶选取:再特殊的香精和香料,也只是辅助的作用,真正的卷烟的醇香来自烟叶本身,烟叶的香味和品质就是卷烟的灵魂,后面的一切工艺都只是为了把烟叶的香味发挥到极致。因此,选择是良好的烟叶是自制烟丝的关键。 (2)开刀切丝:首先把烟叶潮湿化,潮湿化烟叶是为了不让切烟时烟叶粉碎,而能切成细条,潮湿化的方式也很简单,天气潮湿时放在外面第二天早上烟叶就自然潮湿了;另一个我已实验的方法是,把烟叶分散放在报纸上,拿到卫生间,打开热水器,让热水的雾气潮湿烟叶,这方法很快速。一般情况下,一斤烟叶如果切的很细,能做手卷烟,十分钟就能切好,如果是烟斗烟那就更快。切烟就象切菜,菜板上就能行。 (3)增香搅拌:将蜂蜜兑酒搅匀,装入喷壶;将麦芽粉均撒在烟丝上,翻搅;将蜂蜜、白酒均匀喷在烟丝上,翻搅.在此,白酒的选择根据自己的口味,喜欢浓香型可用五粮液,酱香型可用茅台,实际二锅头口感是很不错的,经济划算。 (4)炒制烟丝:烟丝用酒、蜂蜜喷洒后,将黄豆和烟丝同时锅炒(火别太急)当金黄色的烟丝变成暗黄接近红色,停止!这个时候可能碎了(可以试试微波炉,我没试过,如果用微波炉可能没碎,更好些)用筛子筛过,OK! (5)装瓶发酵:将炒制好的烟丝装入玻璃瓶中密封保存,一个月后打开享用。香味扑鼻,味道正,好过市场上任何一种烟丝,主要是环保安全,响应毛主席的号召:自己动手、丰衣足食,感觉就是爽啊! (6)收藏享用:自制卷烟、斗烟,随便怎么抽,但不要嚼着吃哦。 二、 1烟丝是指将烟叶切成丝状、粒状、片状、末状或其他形状,再加入辅料,经过发酵、储存,不经卷制即可供销售吸用的烟草制品。如斗烟、莫合烟、烟末、水烟、黄红烟丝等等烟丝的使用方法有多种,可以直接用卷烟纸卷成任意形状抽,也有用专用的卷烟器将烟丝卷成香烟状来使用,更有用烟斗等烟具配合使用的方法.烟丝是烟叶经过加工后形成,根据产地不同,烟的味道也有很大的不同.真品卷烟的烟丝主要由叶丝、梗丝和烟草薄片丝等成分组成。 2分类 旱烟丝 黄河流域称也把烟叶成为烟丝,即田地里(非水田)种植的烟草植株,采摘后,放房屋角落里阴干,然后就可以把一片片大叶子揉碎,用烟纸卷起来就可以吸了。在东北地区也把这种烟丝(即碎烟叶)称为旱烟。水烟丝:呈线形。水烟丝不可以顾名思义,并不是因为水洗过就称为水烟丝。这里的水是指水烟筒,水烟丝即为可以放到上吸的烟丝,一般成丝状的,可以揉成团的。都可以放到水烟筒上吸烟,只是北方的旱烟,因为是碎烟叶,放到水烟筒上就不容易结成团,反而容易掉进水烟筒里面。因为水烟筒以滇南的最为出名,所以云南市场上私自出售的大多是水烟丝。最为出名的水烟丝,当属滇南北回归线一带,云烟品质最好的红河道所用的烟丝(或者叫烟叶)即为此处所产。 手卷烟丝 手卷烟丝比水烟丝段,呈段形,一段一段的,我们的吸的烟卷大多为0.5cm,而手卷烟丝较长一些,但比水烟丝短很多。 雪茄烟丝(中国)
烟丝和香烟那个危害大
烟丝和香烟那个危害大 烟丝和香烟那个危害大 香烟燃烧时产生的烟雾中含有几百种对人体有害的化学成分,特别是焦油、亚硝胺等40多种致癌物质,这已是尽人皆知的常识。 为了不失去市场,烟草制造商想出妙招,给卷烟装上一段过滤嘴,说是这样可阻断有害化学物质吸入体内。这一举措迷惑了不少烟民,他们以为隔着过滤嘴就可以毫无顾忌地吸个痛快。 殊不知,过滤嘴所起的过滤作用是很有限的,对嗜烟者来说不过是自我安慰罢了,而且过滤嘴本身所含的物质对人体同样有害。 有人作过调查研究,卷烟中尼古丁的滤除率,长滤嘴为43.28%,短滤嘴仅为9.93%。而吸入气道的烟雾中,有害成分一氧化碳却上升了30%——40%,两项相抵,过滤嘴对健康的危害反而有增无减。美国研究人员曾对3737名吸烟者进行调查,结果发现,吸带过滤嘴香烟的人,冠心病的患病率并不比吸无过滤嘴烟的人少,可见过滤嘴
对烟民的健康是“爱莫能助”。 卷烟过滤嘴是用醋酸纤维制成的。科学家研究发现,在吸烟过程中,特别是当吸烟者用手指头轻弹烟卷或舌头触及滤嘴时,会有数根至数十根细小的纤维从过滤嘴中脱落下来。这种直径只有20微米的 纤维,可随高温的烟雾吸入呼吸道,并长驱直入最后到达吸烟者的肺泡组织,成为癌变的诱因。 美国纽约州布法罗城一家癌症研究所的约翰·波利博士通过显微镜意外地发现,在吸烟的癌症患者被手术切除的肺叶病理组织切片上,有一种闪光的细微杆状体,此乃来自卷烟过滤嘴中沾染了致癌物质的纤维。这是广大烟民意想不到的事情。 另外,人的手指一般都直接接触过滤嘴,香烟的这一段就成了细菌污物的载体。烟民们在人际交往过程中相互递烟,自然也给疾病交叉感染提供了一个方便途径。 香烟危害大,因为尼古丁是直接进入肺部,你的肺部就会对尼古丁产生了依赖,再加上香烟用的纸张和烟丝的添加剂,在你吸烟的时
机加工质量分析与控制
第4章 练习题 1. 单项选择 1-1 表面粗糙度的波长与波高比值一般( )。 ① 小于50 ② 等于50~200 ③ 等于200~1000 ④ 大于1000 1-2 表面层加工硬化程度是指( )。 ① 表面层的硬度 ② 表面层的硬度与基体硬度之比 ③ 表面层的硬度与基体硬度之差 ④ 表面层的硬度与基体硬度之差与基体硬度之比 1-3 原始误差是指产生加工误差的“源误差”,即( )。 ① 机床误差 ② 夹具误差 ③ 刀具误差 ④ 工艺系统误差 1-4 误差的敏感方向是( )。 ① 主运动方向 ② 进给运动方向 ③ 过刀尖的加工表面的法向 ④ 过刀尖的加工表面的切向 1-5 试切n 个工件,由于判断不准而引起的刀具调整误差为( )。 ① 3σ ② 6σ ③ n σ3 ④ n σ 6 1-6 精加工夹具的有关尺寸公差常取工件相应尺寸公差的( )。 ① 1/10~1/5 ② 1/5~1/3 ③ 1/3~1/2 ④ 1/2~1 1-7 镗床主轴采用滑动轴承时,影响主轴回转精度的最主要因素是( )。 ① 轴承孔的圆度误差 ② 主轴轴径的圆度误差 ③ 轴径与轴承孔的间隙 ④ 切削力的大小 1-8 在普通车床上用三爪卡盘夹工件外圆车内孔,车后发现内孔与外圆不同轴,其最可能原因是( )。 ① 车床主轴径向跳动 ② 卡爪装夹面与主轴回转轴线不同轴 ③ 刀尖与主轴轴线不等高 ④ 车床纵向导轨与主轴回转轴线不平行 1-9 在车床上就地车削(或磨削)三爪卡盘的卡爪是为了( )。 ① 提高主轴回转精度 ② 降低三爪卡盘卡爪面的表面粗糙度 ③ 提高装夹稳定性 ④ 保证三爪卡盘卡爪面与主轴回转轴线同轴 1-10 为减小传动元件对传动精度的影响,应采用( )传动。 ② 升速 ② 降速 ③ 等速 ④ 变速 1-11 通常机床传动链的( )元件误差对加工误差影响最大。 ① 首端 ② 末端 ③ 中间 ④ 两端 1-12 工艺系统刚度等于工艺系统各组成环节刚度( )。 ① 之和 ② 倒数之和 ③ 之和的倒数 ④ 倒数之和的倒数 1-13 机床部件的实际刚度( )按实体所估算的刚度。 ① 大于 ② 等于 ③ 小于 ④ 远小于 1-14 接触变形与接触表面名义压强成( )。 ① 正比 ② 反比 ③ 指数关系 ④ 对数关系 1-15 误差复映系数与工艺系统刚度成( )。 ① 正比 ② 反比 ③ 指数关系 ④ 对数关系 1-16 车削加工中,大部分切削热( )。 ① 传给工件 ② 传给刀具 ③ 传给机床 ④ 被切屑所带走 1-17 磨削加工中,大部分磨削热( )。 ① 传给工件 ② 传给刀具 ③ 传给机床 ④ 被磨屑所带走 1-18 为了减小机床零部件的热变形,在零部件设计上应注意( )。 ① 加大截面积 ② 减小长径比 ③ 采用开式结构 ④ 采用热对称结构
烟草行业专用计量器具技术审核规范 第7部分:烟丝或梗丝填充值
I C S65.160 X89 备案号:69313 2019 中华人民共和国烟草行业标准 Y C/T547.7 2018 烟草行业专用计量器具技术审核规范第7部分:烟丝或梗丝填充值检测设备 S p e c i f i c a t i o no f t e c h n i c a l c h e c k f o r t h e s p e c i a lm e a s u r i n g i n s t r u m e n t o f t o b a c c o i n d u s t r y P a r t7:T h e c u t t o b a c c o o r s t e mf i l l i n g v a l u e t e s t e r 2018-12-17发布2019-01-15实施
前言 Y C/T547‘烟草行业专用计量器具技术审核规范“包括但不限于: 第1部分:基本要求和工作程序; 第2部分:卷烟吸阻和滤棒压降检测设备; 第3部分:卷烟和滤棒长度检测设备; 第4部分:卷烟和滤棒圆周检测设备; 第5部分:卷烟和滤棒硬度检测设备; 第6部分:卷烟通风率检测设备; 第7部分:烟丝或梗丝填充值检测设备三 根据需要可增加新的部分三 本部分为Y C/T547的第7部分三 本部分按照G B/T1.1 2009给出的规则起草三 本部分由国家烟草专卖局提出三 本部分由全国烟草标准化技术委员会卷烟分技术委员会(S A C/T C144/S C1)归口三 本部分起草单位:中国烟草标准化研究中心二浙江中烟工业有限责任公司二江苏中烟工业有限责任公司二河南中烟工业有限责任公司二贵州中烟工业有限责任公司二广西中烟工业有限责任公司二河北中烟工业有限责任公司三 本部分主要起草人:曾波二苗芊二赵航二张勍二杨荣超二范黎二储国海二张映二马宇平二彭黔荣二蒋志才二吴洋二苏东赢二赖东辉二李小兰二梁桐二丁雪二牛小民二顾永圣二赵冰二雷云泽二周芸二姜丽二方婷二林莉二王娟娟二周建华二张鹏飞二史占东二冯守爱二崔廷三
几种烟丝的形态_结构与热稳定性比较_白晓莉
制造技术 几种烟丝的形态、结构与热稳定性比较 白晓莉1,霍 红2,蒙延峰3,彭国岗1,龚荣岗1 1红塔烟草(集团)有限责任公司技术中心,玉溪市红塔大道118号653100; 2北京师范大学化学学院,北京市新街口外大街19号100875;3鲁东大学化学与材料科学学院,烟台市红旗中路186号264025 摘 要:利用扫描电镜、广角X -射线衍射仪和热重分析仪比较了几种烟丝的表面形态、断面形态、结晶结构与热稳定性的差异,结果表明:天然烟丝组织干瘪,排列紧密,膨胀丝组织光滑膨大;天然烟丝中纤维素结晶度高,膨胀丝中纤维素结晶度较低;3种烟丝热稳定性差别不大。 关键词:烟丝;表面形态;断面形态;结晶度;热稳定性doi:1013969/j.issn.1004-5708120101061005中图分类号:TS452 文献标识码:A 文章编号:1004-5708(2010)06-0025-04 A comparitive stud y of morphological,structura l and thermal stability in various cu t tobaccos B AI Xiao -li 1,H UO Hong 2,ME NG Yan -feng 3,PE NG Guo -gang 1,GONG Rong -gang 1 1Hongta Tobacco (Group)Co.,LTD.Yuxi 653100,China; 2Institute of Polymer Chemistry and Physics,College of Chemistry,Beijing Normal University,Beijing 100875,China; 3School of Chemistry &Materials Science,Ludong University,Yantai 264025,China Abstract :Data of morphological,structural and thermal stability of three different cut tobaccos were obtained by SEM,W AXD and TGA metods.Results showed that the structure of na tural tobacco was tight and hence limited filling power,while the structure of expanded tobacco was smooth and hence improved filling power.The crystallization of cellulose in natural to -bacco was higher than that in e xpanded tobacco.The thermal stability of the three tobaccos were similar.Key words:cut tobacco;surface morphology;sectional morphology;crystallization;thermal stability 作者简介:白晓莉,女,理学博士,工程师,研究方向为烟草化学, E -mail:baixi aoli@https://www.360docs.net/doc/f41834438.html, 基金项目:云南中烟工业公司项目/中式卷烟清香型风格品类特征的研 究(2009JC05)0 收稿日期:2009-07-09 烟叶的物理性能是影响卷烟内在品质,加工成本及反映其加工性能的重要参数,烟叶形态及内在结构差异会引起填充值、韧性以及吸湿机制等物理性质的变化[1],进而影响卷烟吸食品质,因此备受卷烟生产厂家的重视[2-4] 。扫描电镜(SE M )、X 射线衍射仪(WAXD)和热重分析仪(TGA)是用来研究材料形态、结构和热性能的有力工具,在烟草中的应用相对较 少[5-10]。本文利用上述仪器分析比较了几种烟丝的表面形态、断面形态、结晶结构及热稳定性的差异,旨在 为卷烟的生产加工提供参考。 1 试验部分 111 材料与仪器 材料:巴西烟叶叶丝(2006年巴西烤片MOB/S)、 云南烟叶叶丝(2006年玉溪烤片K326KC3F)、云南烟叶膨胀丝(云南玉溪,水膨胀法)。 仪器:S4800型场发射扫描电子显微镜(日本日立公司);DMax -2500V PC 型X -射线衍射仪(日本Rigaku 公司);STA 409型热重分析仪(德国NETZSC H 公司);DD60A 填充值测量仪(德国Borgwaldt 公司)。112 试验方法 SE M:将烟丝样品截成小段,用导电性胶带固定于样品台,在离子溅射仪上真空干燥、铂喷镀后于扫描电镜上观察取图。电镜工作电压为10kV,放大倍数400-2500倍。 W AXD:将烟丝样品用剪刀绞碎,然后用研钵将样品碎片研磨成粉末,以消除其取向。仪器参数:铜靶,镍单色滤光片,波长01154nm,X 光管电压为40kV,
切丝宽度与烟丝结构及烟支卷制相关关系试验研究报告(图)_苏烟烟丝
切丝宽度与烟丝结构及烟支卷制相关关系试验研究报告(图)_苏烟烟丝 一、试验目的 为进一步探索切叶丝宽度对烟丝结构及烟支卷制的影响程度,同时为今后工艺加工过程中降焦、降耗工作的开展提供相应的资料和数据,特进行本试验。 二、试验地点 一车间、二车间。 三、试验牌号 “雪莲(新品红)” 四、试验机型 SQ35A型切丝机、PASSIh—8000型卷接机组7#、BE包装机组7#。
五、试验方法 1. 投入烟叶总量为14批X 5000千克,分别按0.95 士0.1mm 1.0 士0.1mm 1.1 士0.1mm三种不同的宽度进行切丝试验。 2. 分别对不同宽度的烟丝进行取样检测整丝率、填充值、碎丝率及短丝率。 3. 在烟丝含水率、烟支圆周、烟支克重尽可能保持一致的情况下,在同一台机型上进行卷制和包装,并取样进行主流烟气、感官质量指标对比测试。 六、数据测试及分析 1. 整丝率、填充值、碎丝率及短丝率测试情况平均汇总如下表 从上表看出:1.0 士0.1mm 1.1 士0.1mm宽度分别比0.95 士 0.1mm 宽度的烟丝整丝率提高0.33% 1.05%; 碎丝率分别降低0.625%、0.955%; 短丝率分别降低0.94% 0%
填充值增加0.032cm/g、0.053cm3/g ; 加香筒筛烟末率分别下降0.04% 0.10%。综合来看,1.0 士0.1mm 1.1 士0.1mm宽度下烟丝结构和造碎情况都要好于0.95 士0.1mm宽度的烟丝。 通过试验检测数据分析得出如下结论:在烟丝水分保持一致的情况下,随着切丝宽度的增加,烟丝整丝率和填充能力逐步提高,造碎和消耗情况明显好转。 2. 烟支卷制情况汇总如下表 从烟支卷制汇总情况看,烟支圆周和重量平均值和极差基本接近,说明1.0 士0.1mm和1.1 士0.1mm宽度的烟丝不会对烟支卷制质量造成影响。 3. 感官质量评吸结果。内在质量指标较接近,无太大差异。(见质检科2003年4月上半月卷烟感官质量检验结果汇总表和评吸结果报告)。 七、建议
1、烟草专卖品:是指卷烟、雪茄烟、烟丝、复烤烟叶、烟叶、卷烟纸...
1、烟草专卖品:是指卷烟、雪茄烟、烟丝、复烤烟叶、烟叶、卷烟纸、滤嘴棒、烟用丝束、烟草专用机械。卷烟、雪茄烟、烟丝、复烤烟叶统称烟草制品。 ----中华人民共和国烟草专卖法 2、烟草专卖许可证分为: (一)烟草专卖生产企业许可证; (二)烟草专卖批发企业许可证; (三)烟草专卖零售许可证; (四)特种烟草专卖经营企业许可证。 ----中华人民共和国烟草专卖法实施条例 3、烟叶由烟草公司或其委托单位依法统一收购。烟草公司或其委托单位根据需要,可以在国家下达烟叶收购计划的地区设立烟叶收购站(点)收购烟叶。设立烟叶收购站(点),应当经省级烟草专卖行政主管部门批准。 ----中华人民共和国烟草专卖法实施条例 4、烟草专卖品准运证由省级以上烟草专卖行政主管部门或其授权的机构审批、发放。烟草专卖品准运证的管理办法由国务院烟草专卖行政主管部门制定。 跨省、自治区、直辖市运输进口的烟草专卖品、国产烟草专用机械和烟用丝束、滤嘴棒以及分切的进口卷烟纸,应当凭国务院烟草专卖行政主管部门或其授权的机构签发的烟草专卖品准运证办理托运或其授权的机构签发的烟草专卖品准运证办理托运或者自运。跨省、自治区、直辖市运输除国产烟草专用机械、烟用丝束、滤嘴棒以及分切的进口卷烟纸以外的其他国产烟草专卖品,应当凭国务院烟草专卖行政主管部门或省级烟草专卖行政主管部门签发的烟草专卖品准运证办理托运或者自运。在省、自治区、直辖市内跨市、县运输的烟草专卖品,应当凭省级烟草专卖行政主管部门或其授权的机构签发的烟草专卖品准运办理托运或者自运。运输依法没收的走私烟草专卖品,应当凭国务院烟草专卖行政主管部门签发的烟草专卖品准运证办理托运或者自运。 -----中华人民共和国烟草专卖法实施条例 5、上面是摘录的部分重要内容,收集的其他法律法规要求也应遵照执行,并供大家查阅,需补充的有关要求,欢迎提出,以便改进。
机加工质量分析
第6章机械加工质量技术分析 重点:影响机械加工精度的因素 难点:加工误差的统计分析 机械加工精度 随着机器速度、负载的增高以及自动化生产的需要,对机器性能的要求也不断提高,因此保证机器零件具有更高的加工精度也越显得重要。我们在实际生产中经常遇到和需要解决的工艺问题,多数也是加工精度问题。 研究机械加工精度的目的是研究加工系统中各种误差的物理实质,掌握其变化的基本规律,分析工艺系统中各种误差与加工精度之间的关系,寻求提高加工精度的途径,以保征零件的机械加工质量,机械加工精度是本课程的核心内容之一。 一、机械加工精度概述 (一)、加工精度与加工误差 1、加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数的符合程度。符合程度越高,加工精度越高。一般机械加工精度是在零件工作图上给定的,其包括:1)零件的尺寸精度:加工后零件的实际尺寸与零件理想尺寸相符的程度。 2)零件的形状精度:加工后零件的实际形状与零件理想形状相符的程度。 3)零件的位置精度:加工后零件的实际位置与零件理想位置相符的程度。 2、获得加工精度的方法: 1)试切法:即试切--测量--再试切--直至测量结果达到图纸给定要求的方法。 2)定尺寸刀具法:用刀具的相应尺寸来保证加工表面的尺寸。 3)调整法:按零件规定的尺寸预先调整好刀具与工件的相对位置来保证加工表面尺寸的方法。 3、加工误差:实际加工不可能做得与理想零件完全一致,总会有大小不同的偏差,零件加工后的实际几何参数对理想几何参数的偏离程度,称为加工误差。加工误差的大小表示了加工精度的高低。生产实际中用控制加工误差的方法来保证加工精度。 4、误差的敏感方向:加工误差对加工精度影响最大的方向,为误差的敏感方向。例如:车削外圆柱面,加工误差敏感方向为外圆的直径方向。
快速改善方法提高钻石(硬红)烟丝填充值
龙源期刊网 https://www.360docs.net/doc/f41834438.html, 快速改善方法提高钻石(硬红)烟丝填充值作者:肖俿 来源:《经济视野》2016年第14期 摘要:本文对影响钻石(硬红)烟丝填充值的因素进行分析。通过FMEA手段找到7个 对其输出因子有较大影响的关键输入因子,并对其中3个因子进行快速改善,通过改善及二次FMEA验证,结果表明钻石(硬红)烟丝填充值得到提高。 关键词:填充值快速改善 FMEA 烟丝的填充值是一项很重要的检测项目,它直接关系到卷烟厂的经济效益。填充值高的烟丝不仅可以降低消耗,减少造碎,而且可以提高卷烟的质量,同时也可以减少抽吸口数,从而降低烟支的焦油量。“立足质量,精益求精”,努力加快推进钻石品牌发展是我公司产品质量管控过程中的重点工作。 烟丝填充值是影响卷烟品质的关键因素,通过工艺质量部对烟丝填充值的考核,发现部分卷烟品牌烟丝填充值较低,且不达标率居高不下。 影响烟丝填充值的因素分析 2014年各月钻石(硬红)填充值平均值,呈现连续下降趋势,并且不达标情况经常出 现。钻石(硬红)填充能力最低,且达标率较低。在实际生产过程中,影响烟丝填充值的因素较多,分析复杂,找出影响烟丝填充值的因素,提高填充值,是切实可行的。 经分析发现造成填充值降低的可能因素有:叶片加料出口水分过大,热风温度低,切丝宽度小,合格率低,车间现场温度偏高或偏低,HT出口含水率低,出口温度合格率低,叶丝回潮前称流量不稳定,烘丝排潮风门开度低,热风温度低,筒壁温度蒸汽压力低,掺配加香掺配问温度偏高,湿度偏低等。 通过FMEA查找出了7个关键输入因子对其输出因子有较大影响,我们先对其中3个可以直接控制管理的因素进行改善。如图1所示。 快速改善 切丝合格率低的改善 切丝机保养不到位,每批次生产结束后不清理切丝机,在当天生产结束后再做清洁保养,容易造成切丝合格率降低。
烟丝结构对烟丝填充值和卷接质量的影响
第18卷 第4期 郑州轻工业学院学报(自然科学版)V ol.18 N o.4 2003年12月JOURNA L OF ZHENG ZHOU INSTIT UTE OF LIGHT INDUSTRY (Natural Science )Dec.2003 收稿日期:2003-05-20 作者简介:姚光明(1964— ),男,河南省邓州市人,郑州烟草研究院高级工程师,硕士,主要从事卷烟工艺技术研究. 文章编号:1004-1478(2003)04-0062-03?烟草科学与工程? 烟丝结构对烟丝填充值和卷接质量的影响 姚光明1, 王文辉2, 尹献忠2, 李胜华2, 李 强2 (1.郑州烟草研究院,河南郑州450000; 2.南阳卷烟厂,河南南阳473007) 摘要:研究了不同结构烟丝的填充值和卷接质量的变化规律.结果表明:在试验范围内,整丝率与烟丝的填充值、卷烟单支质量呈现出显著的相关性,当烟丝的整丝率(质量分数)≥80%时,可使烟丝的填充值稳定提高、卷烟单支质量显著降低;碎丝率与卷烟单支质量、卷烟空头率呈现出显著的线性关系,烟丝碎丝率(质量分数)增大1%,卷烟单支质量增加0.0084g ,卷烟空头率增大0.41%.利用该成果,在生产中采取相应的措施,可使烟丝的结构更加合理,卷接质量及稳定性得到显著提高.关键词:烟丝结构;烟丝填充值;烟支质量;空头率 中图分类号:TS411 文献标识码:A E ffect of the size proportion of cut tobacco on the filling pow er of cut tobacco and cigarette making quality Y AO G uang 2ming 1, W ANG Wen 2hui 2, YI N X ian 2zhong 2, LI Sheng 2hua 2, LI Qiang 2 (1.Zhengzhou Tobacco Research Inst.,Zhengzhou 450000,China ; 2.Nanyang Cigarette Factory ,Nanyang 473007,China ) Abstract :Variation trend of the filling power and cigarette quality of cut tobacco was studied through altering size proportion of the same batch cut tobacco.Within the trial stretch experimental results showed that :when particles in cut tobacco are above 80%,the filling power of cut tobacco is higher and the cigarette weight is lighter ;particles in cut tobacco have a significant correlation with the cigarette quality.When particles in cut tobacco increase 1%,the single cigarette weight increases 0.0084g and the cigarette loose 2ends ratio increases 0.41%.Series of measures were adopted to stablilize and im prove size proportion of cut tobacco in Nanyang cigarette factory according to the conclusion. K ey w ords :size proportion of cut tobacco ;filling power of cut tobacco ;cigarette quality ;loose 2ends ratio 0 引言 烟丝的结构是影响烟丝填充值和烟支卷接质量的主要因素之一[1].受来料烟片结构的波动、制丝掺配的精度差及卷烟机的风力送丝系统性能不稳定等诸多因素的影响,输送至卷烟机的烟丝结构会发生较大变化,从而影响烟支的卷接质量.《卷烟工艺规范》要求配送后不同时间间隔、不同机台的烟丝结构无明显差异[2].目前,很多卷烟厂采用风力送丝系统进行烟丝配送,一套喂丝系统向多台卷烟机供丝,由于不同机台吸丝口在喂丝机振动盘中的位置和每台卷烟机距喂丝机的输送距离不同,且喂丝系统无风压平衡调节装置,所以不同机台、不同时间间隔输送至卷烟机的烟丝差异较大,严重影响了烟支卷接质量.鉴于此,笔者进行了烟丝结
一种卷烟烟丝中保润剂的GC-FID测定方法
(10)申请公布号 (43)申请公布日 2013.07.24 C N 103217496 A (21)申请号 201310106368.1(22)申请日 2013.03.28 G01N 30/06(2006.01)G01N 30/14(2006.01) (71)申请人国家烟草质量监督检验中心 地址450001 河南省郑州市高新区枫杨街2 号(72)发明人韩书磊 侯宏卫 陈欢 刘彤 田永峰 陈晓水 张小涛 付立伟胡清源(74)专利代理机构郑州中民专利代理有限公司 41110 代理人 姜振东(54)发明名称 一种卷烟烟丝中保润剂的GC/FID 测定方法(57)摘要 本发明公开了一种卷烟烟丝中保润剂的GC/FID 测定方法,即1,2-丙二醇,丙三醇和三甘醇三种保润剂,其特征在于:将烟丝样品干燥,粉碎和过筛;萃取液分别经过分散固相萃取(SPE )离心管和滤膜净化处理后,通过气相色谱和氢火焰离子检测器(GC/FID ),采用内标法定量检测烟丝中三种保润剂的含量。本方法提供的检测方法,提高了测量方法的重复性,萃取液净化方法简单有效,可减低样品液对色谱柱和离子源的污染,且灵敏度高,回收率好。 (51)Int.Cl. 权利要求书1页 说明书6页 附图3页 (19)中华人民共和国国家知识产权局 (12)发明专利申请 权利要求书1页 说明书6页 附图3页(10)申请公布号CN 103217496 A *CN103217496A*
1/1页 1.一种卷烟烟丝中保润剂的GC/FID 测定方法,即1,2-丙二醇,丙三醇和三甘醇三种保润剂,其特征在于:将烟丝样品干燥,粉碎和过筛;萃取液分别经过分散固相萃取(SPE )离心管和滤膜净化处理后,通过气相色谱和氢火焰离子检测器(GC/FID ),采用内标法定量检测烟丝中三种保润剂的含量,具体步骤如下: 1)卷烟烟丝样品的混匀:将烟丝样品置于40 o C 烘箱中,1小时后将烟丝取出,粉碎后过0.45毫米孔径标准筛; 2)卷烟烟丝样品的萃取:称取约4 g 平衡48小时后的卷烟烟丝粉末,置于100 mL 锥形瓶中,加入含有内标物的甲醇萃取剂,具塞震荡萃取1 h ,后将萃取液避光静置30 min ; 3)萃取液的净化:将2 mL 萃取液置于含有150 mg 无水硫酸镁和25 mg N-丙基乙二胺(PSA )的分散固相萃取(SPE )离心管中,在漩涡混合仪上以2000 rpm 的转速漩涡振荡2 min ,再以10000 rpm 的转速离心10 min ,取上清液过0.22 μm 滤膜后进行GC/FID 分析; 4)气相色谱条件:色谱柱:15 m × 0.53 mm × 1.0 μm 聚乙二醇弹性毛细管色谱柱;进样口温度:220 o C ;检测器温度:260 o C ;载气:氦气(纯度≥99.999%),恒流流速:4.5 mL/min ;进样量:1 μL ,分流进样,分流比25:1;升温程序:初始温度120 o C ,保持3 min ,以10 o C/min 的速率至180 o C ,保持8 min ;运行时间:17 min 。 2.根据权利要求1所述的卷烟烟丝中保润剂的GC/FID 测定方法,其特征在于:内标物为1,3-丁二醇或1,4-丁二醇,内标物在甲醇萃取液中的浓度为2 mg /mL 。 权 利 要 求 书 CN 103217496 A
烤烟烟丝填充值与其理化指标和感官品质的关系
74 中国烟草科学 Chinese Tobacco Science 2012-10,33(5) 烤烟烟丝填充值与其理化指标和感官品质的关系 刘新民1,杜咏梅1,程森2,董建新1,侯小东1,王成栋1,顾毓敏2,殷寿安3, 解燕3,刘加红3 (1.中国农业科学院烟草研究所,青岛 266101;2.上海烟草集团有限责任公司技术中心,上海 200082;3.云南省烟草公司 曲靖市公司,云南曲靖 655000) 摘要:为明确宣威烤烟烟丝填充值与其烟叶理化指标及感官品质的关系,选择云南宣威中部初烤烟叶140份,综合应用相关、回归、方差及通径分析,研究了烟叶主要理化指标对烟丝填充值的影响及填充值与烟气质量风格的关系。结果表明,平衡水分、叶面密度以及总糖、淀粉、莨菪亭含量与烟丝填充值逐步回归最优方程的决定系数达88%,其中,平衡水分对烟丝填充值影响最大,其次是总糖含量。在平衡水分、总糖含量较低的情况下,烟丝填充值随二者含量升高呈显著降低趋势;平衡水分、总糖含量分别大于16%、31%,烟丝填充值随二者含量的变化不显著。填充值大于3.5 cm3/g,烟气劲头极显著升高,烟气清香型风格典型性以及感官质量总分极显著降低。 关键词:烤烟;填充值;理化指标;感官品质;关系 中图分类号:S572.099 文章编号:1007-5119(2012)05-0074-05 DOI:10.3969/j.issn.1007-5119.2012.05.014 Relationship between Filling Power and Major Indices of Physical Feature and Chemical Components and Sensory Quality of Cut Tobacco LIU Xinmin1, DU Yongmei1, CHENG Sen2, DONG Jianxin1, HOU Xiaodong1,WANG Chengdong1, GU Yumin2, YIN Shouan3, XIE Yan3, LIU Jiahong3 (1. Tobacco Research Institute, CAAS, Qingdao 266101, China; 2. Shanghai Tobacco Group Co., Ltd., Shanghai 200082, China; 3. Qujing Tobacco Company of Yunnan Province, Qujing, Yunnan 655000, China) Abstract: Correlation analysis, regression analysis, path analysis and multivariate analysis were used synthetically to study the relationship between filling power and major indices of physical feature and chemical components and sensory quality of 140 representative samples of middle flue-cured tobacco leaf chosen from Xuanwei area. The result show that the coefficient of determination of stepwise regression optimal equation that equilibrium water content, leaf density, and cotent of total sugar and scopoletin to filling power was 88%, equilibrium water content of cut tobacco had the biggest effect on the filling power of cut tobacco, and the content of total sugar was the second. In the condition of equilibrium water or total sugar cotent was lower, filling powe decreased remarkably with the increase of equilibrium water and total sugar content, and if the content of equilibrium water or total sugar was higer 16%, 31% individually, filling power had no obvious changes with the changes of equilibrium water and total sugar content. In the condition of the filling power of cut tobacco greater than 3.5 cm3/g, cigarette Impact increased great remarkably, and the scores of flavor types and sensory quality of raw tobacco decreased great remarkably. Keywords: flue-cure tobacco; filling power; indices of physical feature and chemical components; sensory quality; relationship 填充值又叫填充力,为单位质量的烟丝在标准压力下占有的体积[1]。在卷烟生产中,烟丝填充值不仅影响烟丝消耗量及卷烟成本,也影响卷烟吸阻、抽吸口数,从而影响卷烟焦油含量的关键指标[1-4]。烟丝填充值与其理化特性密切相关[2-7],闫克玉等[6]研究了河南40级烤烟烟叶理化指标间的相关性,揭示了烤烟填充值与主要化学指标的关系;王冬等[7]通过烤烟物理特性与化学成分的相关及逐步回归分析,发现烟丝填充值与总糖含量关系密切;李燕等[4]运用六西格玛方法,确定了制丝生产 作者简介:刘新民,男,副研究员,研究方向为烟草营养与品质。E-mail:yc3280965@https://www.360docs.net/doc/f41834438.html, 收稿日期:2012-02-06 修回日期:2012-09-18