光伏组件(太阳能电池板)规格表

光伏规范标准图纸
(一)村级光伏电站组件排布图纸 根据现场图片进行设计 1
2 村集体光伏电站效果图1 村集体光伏电站效果图2
3 村集体光伏电站效果图3 (二)、详细说明 项目概述 本项目叶集区南依大别山,北连淮北平原,西临史河,东部丘陵,境内河流纵横,塘堰星罗棋布,林竹繁茂。全区共有森林面积71800亩,其中,孙岗乡28000亩,三元乡7400亩,平岗办事处30000亩,镇区办事处6400亩,本区树种以意扬、国外松、杉木为主,经济林有板栗、桃、枣、水蜜桃等。属于北亚热带向暖温带转换的过渡带,季风显著,四季分明,气候温和,雨量充沛,光照充足,无霜期长。全年日照小时,平均气温,梅雨季节一般在6-7月间。全区年平均日照时数为小时,日照百分率为%左右,属于太阳能利用条件中等的地区。除
梅雨季节外,太阳能资源具备利用的稳定性。本项目参考METEONORM 7 数据库中的数据进行太阳能资源分析,统计了 1991~2010 年累年各月的水平面总辐射值和15°斜面总辐射值,详见下表。 月份水平面辐射(kWh/m2) 一月63 二月75 三月91 四月120 五月143 六月133 七月154 八月135 九月115 十月95 十一月71 十二月61 合计1253 (行业标准Q XT-89-2008)制定的太阳能资源丰根据《太阳能资源评估方法》 富程度等级划分,本项目站址所在地为资源丰富地区。 光伏电站根据现场安装状况进行组件及逆变器的配置,本村级光伏电站配备4个50KW的组串式逆变器,经逆变后进入一个交流配电箱,最终并入国家电网。 4
分布式光伏电站原理图5
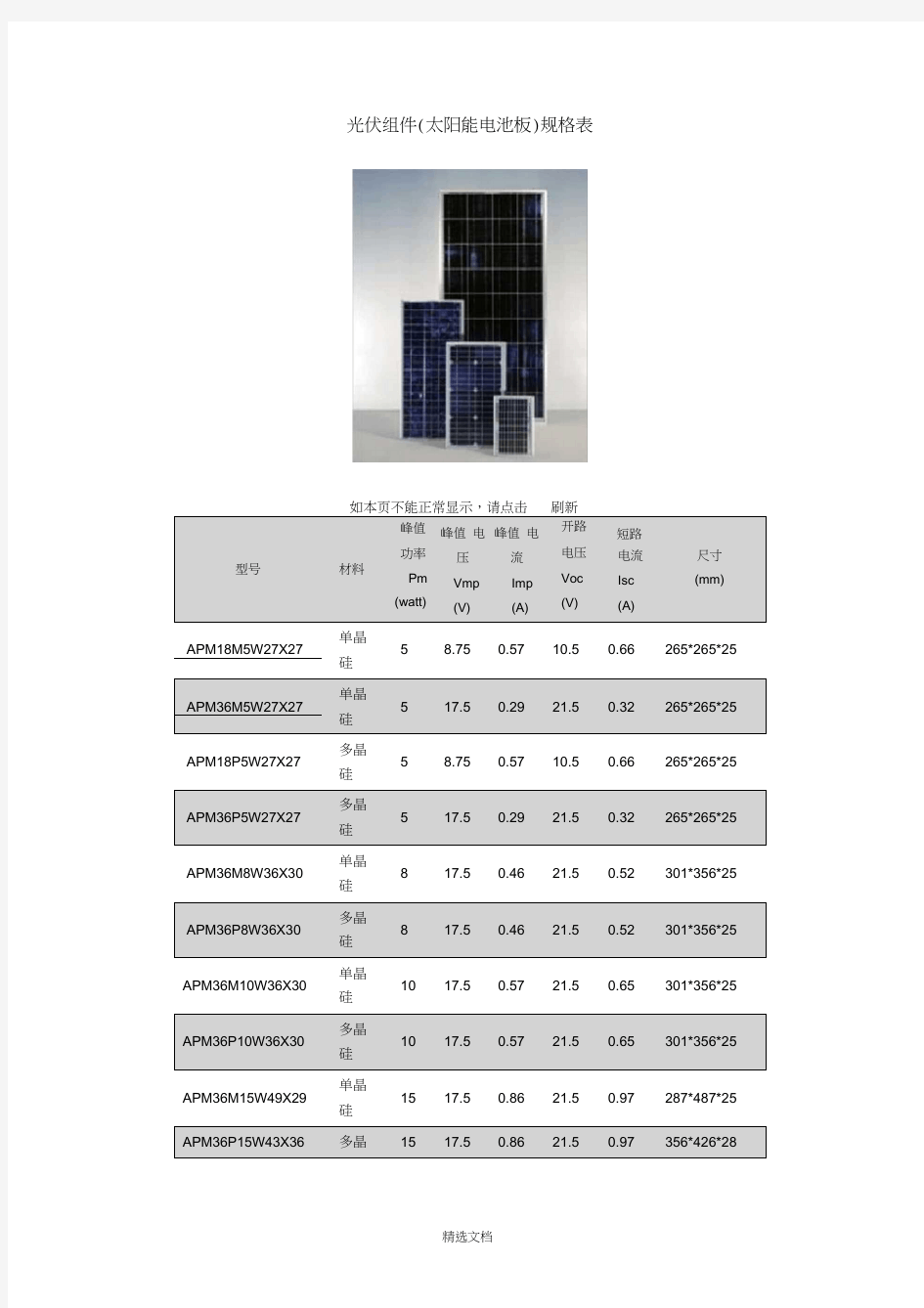
光伏组件规格表
光伏组件规格表光伏组件(太阳能电池板)规格表 如本页不能正常显示,请点击刷新 短路峰值开路峰值峰值 电压电流电流尺寸电压功率型号材料(mm) Pm Voc Imp Isc Vmp (V) (A) (watt) (V) (A) 单晶0.66 265*265*25 5 APM18M5W27x28.75 0.57 10.5 硅_________________ 单晶265*265*25 17.5 5 0.29 21.5 0.32 APM36M5W27x27 硅多晶265*265*25 10.5 5 8.75 0.57 0.66 APM18P5W27x27 硅 ------------------- 多晶265*265*25 17.5 0.29 21.5 0.32 5 APM36P5W27X27 硅 单晶301*356*25 0.46 21.5 0.52 17.5 APM36M8W36X30 硅 多晶301*356*25 21.5 0.52 APM36P8W36X30 17.5 0.46 硅 单晶APM36M10W36X300 1 7.5 0.57 21.5 0.65 301*356*25 多晶APM36P10W36X300 17.5 0.57 21.5 0.65 301*356*25 287*487*25 0.97 21.5 0.86 单晶17.5 15 APM36M15W49X29 光伏组件规格表硅 多晶356*426*28 0.86 21.5 0.97 15 17.5 APM36P15W43X36 硅单晶1.29 1.14 21.5 281*627*25 APM36M20W63x220 17.5 硅 多晶356*576*28 1.14 21.5 1.29 APM36P20W58x36!0 17.5 硅 单晶536*477*28 21.5 1.61 APM36M25W48X525 17.5 1.43 硅 多晶356*676*28 21.5 1.61 APM36P25W68X325 17.5 1.43 硅
太阳能电池板的生产工艺流程
太阳能电池板的生产工艺流程 太阳能电池板的生产工艺流程 封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的太阳能电池板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得客户满意的关键,所以太阳能电池板的封装质量非常重要。 (1)流程 电池检测——正面焊接——检验——背面串接——检验——敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)——装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——焊接接线盒——高压测试——组件测试——外观检验——包装入库。 (2)组件高效和高寿命的保证措施 高转换效率、高质量的电池片;高质量的原材料,例如,高的交联度的EVA、高黏结强度的封装剂(中性硅酮树脂胶)、高透光率高强度的钢化玻璃等; 合理的封装工艺,严谨的工作作风, 由于太阳电池属于高科技产品,生产过程中一些细节问题,如应该戴手套而不戴、应该均匀地涂刷试剂却潦草完事等都会严重地影响产品质量,所以除了制定合理的工艺外,员工的认真和严谨是非常重要的。 (3)太阳能电池组装工艺简介 ①电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效地将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的太阳能电池组件。如果把一片或者几片低功率的电池片装在太阳电池单体中,将会使整个组件的输出功率降低。因此,为了最大限度地降低电池串并联的损失,必须将性能相近的单体电池组合成组件。 ②焊接:一般将6~12个太阳能电池串联起来形成太阳能电池串。传统上,一般采用银扁线构成电池的接头,然后利用点焊或焊接(用红外灯,利用红外线的热效应)等方法连接起来。现在一般使用60%的Sn、38%的Pb、2%的Ag 电镀后的铜扁丝(厚度约为100~200μm)。接头需要经过火烧、红外、热风、激
光伏组件(太阳能电池板)规格表
光伏组件(太阳能电池板)规格表如本页不能正常显示,请点击刷新 型号材料 峰值 功率 Pm (watt) 峰值 电压 Vmp (V) 峰值 电流 Imp (A) 开路 电压 Voc (V) 短路 电流 Isc (A) 尺寸 (mm) APM18M5W27x27单晶硅 5 8.75 0.57 10.5 0.66 265*265*25 APM36M5W27x27单晶硅 5 17.5 0.29 21.5 0.32 265*265*25 APM18P5W27x27多晶硅 5 8.75 0.57 10.5 0.66 265*265*25 APM36P5W27x27多晶硅 5 17.5 0.29 21.5 0.32 265*265*25 APM36M8W36x30单晶硅8 17.5 0.46 21.5 0.52 301*356*25 APM36P8W36x30多晶硅8 17.5 0.46 21.5 0.52 301*356*25 APM36M10W36x30单晶硅10 17.5 0.57 21.5 0.65 301*356*25 APM36P10W36x30多晶硅10 17.5 0.57 21.5 0.65 301*356*25 APM36M15W49x29单晶硅15 17.5 0.86 21.5 0.97 287*487*25 APM36P15W43x36多晶硅15 17.5 0.86 21.5 0.97 356*426*28 APM36M20W63x28单晶硅20 17.5 1.14 21.5 1.29 281*627*25 APM36P20W58x36多晶硅20 17.5 1.14 21.5 1.29 356*576*28 APM36M25W48x54单晶硅25 17.5 1.43 21.5 1.61 536*477*28 APM36P25W68x36多晶硅25 17.5 1.43 21.5 1.61 356*676*28 APM36M30W48x54单晶硅30 17.5 1.71 21.5 1.94 536*477*28 APM36P30W82x36多晶硅30 17.5 1.71 21.5 1.94 356*816*28 APM36M35W62x54单晶硅35 17.5 2.00 21.5 2.26 537*617*40
如何识别光伏组件优劣
如何快速识别光伏组件优劣? 一、电池片 1. 检验内容及方式: 1)电池片厂家,包装(内包装及外包装),外观,尺寸,电性能,可焊性,栅线印刷,主栅线抗拉力,切割后电性能均匀度。(电池片在未拆封前保质期为一年) 2)抽检(按来料的千分之二),电性能和外观以及可焊性在生产过程全检。 2. 检验工具设备: 单片测试仪,游标卡尺,电烙铁,橡皮,刀片,拉力计,镭射划片机。 3. 所需材料: xx 带,助焊剂。4.检验方法: 1)包装: 良好,目检。 2)外观: 符合购买合同要求。 3)尺寸: 用游标卡尺测量,结果符合厂家提供的尺寸的±0.5mm 4)电性能: 用单体测试仪测试,结果±3%。 5)可焊性: 用320-350C的温度正常焊接,焊接后主栅线留有均匀的焊锡层为合格。(要保证实验用的涂锡带和助焊剂具有可焊性)
6)栅线印刷: 用橡皮在同一位置反复来回擦20 次,不脱落为合格。 7)主栅线抗拉力: 将互链条焊接成△状,然后用拉力计测试,结果大于 2.5N。 8)切割后电性能xx:用镭射划片机将电池片化成若干份,测试每片的电性能保持误差在 ± 0.15w。 5.检验规则:以上内容全检,若有一项不符合检验要求则对该批进行千分之五 的检验。如仍不符合4)。5)。7)8)项内容,则判定该批来料为不合格。 二、xx 带 1. 检验内容及方式: 1)厂家,规格,包装,保质期(六个月),外观,厚度均匀性,可焊性,折断率,蛇形弯度及抗拉强度。2)每次来料全检(盘装),外观生产过程全检。 2. 检验所需工具: 钢尺,XX,烙铁,XX,拉力计。 3. 所需材料:电池片,助焊剂。 4. 检验方法: 1)外包装目视良好,保质期限,规格型号及厂家。 2)外观: 目视涂锡带表面是否存在黑点,锡层不均匀,扭曲等不良现象。 3)厚度及规格: 根据供方提供的几何尺寸检查,宽度士0.12mm厚度士0.02mm视为合格。
太阳能电池的研究与发展
太阳能电池的研究与发展 文献综述 摘要:能源是人类不可忽视的一个问题,因为它同我们的生活息息相关并且制约着未来经济的发展。面临非可再生能源被大规模地开采利用,其储量越来越少,总有枯竭之时这样一个现实问题,可再生能源显得尤为重要,因为可再生能源可以循环再生,不因长期使用而减少。而我国作为一个能耗大的国家,考虑到我国资源情况及国际环境和我国的环境状况,若到22世纪初不能用核能、太阳能等这些非化石能源代替化石能源,那么我们国家、我们民族的发展都会受到严重的影响。 太阳能具有环境友好、与之不尽用之不竭等特点,由此在可再生能源中的位置得以突显。而本文选择从光伏发电这个方面来说明太阳能电池的研究与发展。讲述了太阳能光伏发电的模式,输送方式及原理等。 关键词:太阳能;光伏发电;独立光伏发电;并网光伏发电;分布式光伏发电 1引言 能源是现今人类不得不考虑的一个重大问题,面临着严峻的能源形势和生态环境的恶化,人们对于绿色能源的需求显得迫切起来。改变现有能源结构、发展可持续发展的绿色能源已成为世界各国极为关注的课题。 化石燃料为不可再生能源,随着社会的进步与发展,人类对能源的需求量日益增大,所以化石燃料是无法满足的。除此之外,化石燃料煤、石油和天然气都是含碳元素的物质.其中还含硫元素等杂质。这些燃料燃烧时,会产生二氧化硫等污染空气的气体,燃料燃烧不充分,会产生一氧化碳和碳粒,加上未燃烧的碳氢化合物,如果直接排放到空气中必然对空气造成污染。因此,对于可再生能源的概念中最重要的要保证两点:第一,要求提供的可再生能源的源头是巨大的、无限制的。第二,从整体技术效率而言,要有明显的安全保障性。从这两点出发,显现了太阳能的利用在可再生能源中领域中的重要地位。 太阳能发电分光热发电和光伏发电。但不论产销量、发展速度和发展前景、光热发电都赶不上光伏发电。光伏发电设备极为精炼,可靠稳定寿命长、安装维护简便。理论上讲,光伏发电技术可以用于任何需要电源的场合,上至航天器,下至家用电源,大到兆瓦级电站,小到玩具,光伏电源可以无处不在。
太阳能光伏组件分原材料及部件
太阳能光伏组件的原材料及部件性能,作 用,特点,及检验 1.太阳能电池片 外形与特点: 太阳能电池片是太阳能电池组件中的主要材料,电池片表面有一层蓝色的减反射膜,还有银白色的电极栅线。其中很多条细的栅线,是电池片表面电极向主栅线汇总的引线,两条宽一点的银白线就是主栅线,也叫电极线或上电极。电池片的背面也有两条(或间断的)银白色的主栅线,叫下电极或背电极。电池片与电池片之间的连接,就是把互连条焊接到主栅线上实现的。一般正面的电极线是电池片的负极线,背面的电极线是电池片的正极线。太阳能电池片无论面积大小(整片或切割成小片),单片的正负极间输出峰值电压都是0.48~0.5v。而电池片的面积大小与输出电流和发电功率成正比,面积越大,输出电流和发电功率越大。 合格的太阳能电池片应具有以下特点。 (1)具有稳定高效的光电转换效率,可靠性高。 (2)采用先进的扩散技术,保证片内各处转换效率的均匀性。 (3)运用先进的pecvd成膜技术,在电池片表面镀上深蓝色的氮化硅减反射膜,颜色均匀美观。 (4)应用高品质的银和银铝金属浆料制作背场和栅线电极,确保良好的导电性、可靠的附着力和很好的电极可焊性。 (5)高精度的丝网印刷图形和高平整度,使得电池片易于自动焊接和激光切割。 太阳能电池片的分类及规格尺寸 太阳能电池片按用途可分为地面用晶体硅太阳能电池、海上用晶体硅太阳能电池和空间用晶体硅太阳能电池,按基片材料的不同分为单晶硅电池和多晶硅电池。目前太阳能电池片常见的规格尺寸主要有125mm×125mm、150mm×150mm和156mm×156mm等几种,厚度一般在170~220μm。 单晶硅与多晶硅电池片到底有哪些区别呢?由于单晶硅电池片和多晶硅电池片前期生产工艺的不同,使它们从外观到电性能都有一些区别。从外观上看:单晶硅电池片四个角呈圆弧缺角状,表面没有花纹;多晶硅电池片四个角为方角,表面有类似冰花一样的花纹(业内称为多晶多彩),也有一种绒面多晶硅电池片表面没有明显的冰花状花纹(业内称为多晶绒面);单晶硅电池片减反射膜绒面表面颜色一般呈现为黑蓝色,多晶硅电池片减反射膜绒面表面颜色一般呈现为蓝色。 对于使用者来说,相同转换效率的单晶硅电池和多晶硅电池是没有太大区别的。单晶硅电池和多晶硅电池的寿命和稳定性都很好。虽然单晶硅电池的平均转换效率比多晶硅电池的平均转换效率高1%左右,但是由于单晶硅太阳能电池只能做成准正方形(4个角为圆弧状),当组成太阳能电池组件时就有一部分面积填不满,而多晶硅太阳能电池是正方形的,不存在这个问题,因此对于太阳能电池组件的转换效率来讲几乎是一样的。另外,由于两种太阳能电池材料的制造工艺不一样,多晶硅太阳能电池制造过程中消耗的能量要比单晶硅太阳能电池少30%左右,所以多晶硅太阳能电池占全球太阳能电池总产量的份额越来越大,制造成本也将大大小于单晶硅电池,所以使用多晶硅太阳能电池将更节能、更环保 分类及规格尺寸 (1)单晶硅太阳能电池 目前单晶硅太阳能电池的光电转换效率为15%左右,最高的达到24%,这
太阳能光伏发电的现状与发展
太阳能光伏发电的现状与发展 摘要: 太阳能光伏产业近年来发展迅速,从大型的光伏发电机组到太阳能光伏电池,各国对光伏产业的重视程度也日益上升;光伏发电的原理与应用;总结了光伏发电的成本;预测了国内外光伏产业的现状与发展趋势。 前言: 传统的燃料能源正在一天天减少,对环境造成的危害日益突出。全世界都把目光投向了可再生能源,希望可再生能源能够改变人类的能源结构。丰富的太阳能是取之不尽、用之不竭的、无污染、廉价、人类能够自由利用的能源。其中,光伏发电是近些年来发展最快,也是最具经济潜力的能源开发领域。太阳能每秒钟到达地面的能量高达80万千瓦,假如把地球表面0.1%的太阳能转为电能,转变率5%,每年发电量可达5.6×1012千瓦小时,相当于世界上能耗的40倍。从美国贝尔实验室第一块结晶体硅太阳电池的产生,到现在国防、民用的大量应用,近几年国际上光伏发电快速发展,世界上已经建成了多座兆瓦级光伏发电系统。 光伏发电系统主要由太阳能电池、蓄电池、控制器和逆变器构成。光伏发电系统可分为独立太阳能光伏发电系统和并网太阳能光伏发电系统:独立太阳能光伏发电是指太阳能光伏发电不与电网连接的发电方式,典型特征为需要蓄电池来存储能量,并网太阳能光伏发电是指太阳能光伏发电连接到国家电网的发电的方式,成为电网的补充。 国内外研究现状: 国内 中国光伏发电产业于20世纪70年代起步,90年代中期进入稳步发展时期。太阳电池及组件产量逐年稳步增加。经过30多年的努力,已迎来了快速发展的新阶段。在“光明工程”先导项目和“送电到乡”工程等国家项目及世界光伏市场的有力拉动下,我国光伏发电产业迅猛发展。 我国太阳能资源非常丰富,从全国太阳年辐射总量的分布来看,青藏高原和西北地区、华北地区、东北大部以及云南、广东、海南等部分低纬度地带均为太阳能资源丰富或较丰富的地区。 我国太阳能发电产业的应用空间也非常广阔。第一,我国有荒漠面积100余万平方公里,主要分布在光照资源丰富的西北地区,如果利用荒漠安装并网太阳能发电系统则可以提供非常可观的电量。第二,太阳电池组件不仅可以作为能源设备,还可作为屋面和墙面材料,既供电节能,又节省了建材,具有良好的经济效益。第三,迄今我国边远地区仍有较多居民尚未用电,如果单纯依靠架设电网供电,则成本高,建设周期长,不经济。太阳能发电无需架设输电线路,且建设周期短,可以有效解决边远地区用电的难题。 我国政府对太阳能产业也给予了充分的扶持。2006年1月,《中华人民共和国可再生能源法》正式实施,此法在资源调查与发展规划、产业指导与技术支持、推广与应用、价格管理与费用分摊、经济激励与监督措施、法律责任等方面做出了规定。随后,国家又陆续出台了《可再生能源发展专项资金管理暂行办法》、《可再生能源建筑应用专项资金管理暂行办法》等支持可再生能源发展的实施细则,使国家在可再生能源领域方面的扶持政策日趋明朗化。这一系列法律、政策无疑有力的支持了我国太阳能发电产业的发展。 近20年来,我国太阳能发电产业长期维持在全球市场1%左右的份额。2005
太阳能电池的发展与趋势
《物理演示实验》结课论文题目:太阳能电池的发展与趋势 学生姓名: 学号: 专业班级: 2013年 5月25日
摘要:现代社会应是节约型的社会,而社会生活也应是节约能耗的生活。而太阳能作为一种取之不尽的新型环保能源已成为世界各国世界上能源探究工作中的一个重要课题。是我国在经济目前状况下采取的较为简单、经济、环保、可靠的节能办法。近些年,随着我国经济的飞速发展、科技水平的快速提升,太阳能技术已逐渐普及、应用到各个行业领域乃至人们的生活中,而市面上也涌现出了大量的太阳能热水器、太阳能发电设备、太阳能照明器具等产品。其中,太阳能电池的应用,不仅充分发挥了太阳能技术环保、节能、可再生的特点,同时也有效满足了当代社会发展、科技进步的需求。本文就太阳能电池新发展的新概念及新的方向作简要的分析、探讨。 关键字:太阳能新能源太阳能电池 一、引言 太阳内部进行着剧烈的由氢聚变成氦的核反应,并不断向宇宙空间辐射出巨大的能量,可以说是“取之不尽、用之不竭”的能源。地面上的太阳辐射能随时间、地理纬度、气候变化,实际可利用量较低,但可利用资源仍远远大于满足现在人类全部能耗及2100年后规划的能源利用量?。地球上太阳能资源一般以全年总辐射量[kJ/(m^2·年)]和全年日照总时数表示。就全球而言,美国西南部、非洲、澳大利亚、中国西藏、中东等地区的全年总辐射量或日照总时数最大,为世界太阳能资源最丰富地区。我国陆地面积每年接收的太阳辐射总量3.3×10^3~8.4×10^6 kJ/(m^2·年)之间,相当于2.4×10^4亿t标煤,属太阳能资源丰富的国家之一。全国总面积2/3以上地区年日照时数大于2200h,日照在5×10^6kJ/(m^2·年)以上。我国西藏、青海、新疆、甘肃、宁夏、内蒙古高原的总辐射量和日照时数均为全国最高,属太阳能资源丰富地区;除四川盆地、贵州资源稍差外,东部、南部及东北等其他地区为资源较富和中等区,所以在我国太阳能有很大的发展前景。 随着新型太阳能电池的涌现,以及传统硅电池的不断革新,新的概念已经开始在太阳能电池技术中显现,从某种意义上讲,预示着太阳能电池技术的发展趋势。通过对太阳能电池的发展背景、现状进行分析,可将太阳能电池发展的新概念、新方向归纳为薄膜电池、柔性电池、叠层电池、以及新概念太阳能电池。 二、太阳能电池概况 1、太阳能电池定义 太阳能电池就是把太阳光转化为电的一种器件,在一般的情况下(注意条件),太阳能电池 的效率随光强增加而增加的。再进一步说就是太阳能电池效率和安装地的综合气候条件有关系。2、太阳能电池的分类 不同的材料对光的吸收系数不同,禁带宽度也不同,量子效率自然也不同,电池效率自然也 不同了。一般来说,单晶硅/多晶硅对光的系数系数远小于非晶硅的,所以非晶硅太阳能电池厚度仅仅有单晶硅/多晶硅厚度的百分之一即可较好的吸收太阳光。另外理论上讲GaAs太阳能电池的极限效率要大于其他太阳能电池的极限效率,因为GaAs太阳电池的禁带宽度在1.4ev,和地面太阳光光谱能量的最值最为接近。根据所用材料的不同,太阳能电池可分为:1、硅太阳能电池2、以无机盐如砷化镓III-V化合物、硫化镉、铜铟硒等多元化合物为材料的电池3、功能高分子材料制备的太阳能电池4、纳米晶太阳能电池等。硅是最理想的太阳能电池材料,这是太阳能电池以硅材料为主的主要原因。在以上电池中单晶硅太阳能电池转换效率最高,技术也最为成熟,光电转化效率可达23.3%。随着新材料的不断开发和相关技术的发展,以其它材料为基础的太阳能电池也愈来愈显示出诱人的前景。目前国际成本大规模生产技术的研究主要集中在多晶硅、大面积薄膜非晶硅、CdTe电池、CIS 电池的制造技术、III-V族化合物半导体高效光电池,非晶硅及结晶硅混合型薄膜光电池等方面。 三、太阳能电池发展综述 长期以来,世界各国在大力发展经济的同时,各行业领域的过度生产消耗了大量的能源,倘若继续按照此种趋势发展,在未来的五十年里,能源危机将是影响人类生活、阻碍社会进步的首要问题。目前,不同国家、地区、种类的全部能源中,能够使用的化石能源占90%以上,若是以现阶段世界各国的能源消耗状态发展到二十一世纪的中期,可供使用的能源储备、化石能源所占比例将减少近50%,之后的能源需求必将是以可再生能源、核能为主。基于此种趋势,预计到2100年,在人类所使用的能源中,可再生资源将占有30%以上。可供开发、使用的可再生能源主要有地热能、生
我国太阳能电池的发展历史
从1958年中国开始研制第一片晶体硅光伏电池以来,到现在已走过半个多世纪。光伏专家、上海交通大学太阳能研究所所长崔容强告诉编辑:“中国的太阳能电池也经历了从无到有、从空间到地面、由军到民、由小到大、由单品种到多品种以及光电转换效率由低到高的艰难而辉煌的历程。” 据统计,从2002年至今,中国太阳能电池产量猛增了77倍。2008年,我国太阳能电池产量约占世界总产量的三分之一,连续两年成为世界第一大太阳能电池生产国。 1839年法国物理学家贝克勒尔首次发现光伏效应;1954年美国贝尔实验室制成第一个单晶硅太阳能电池;1983年美国在加州建立了当时世界上最大的太阳能电厂……人类从来未曾停止过追逐太阳的步伐。 1969年研制完成硅太阳能电池组 1958,我国研制出了首块硅单晶 中科院院士、中科院半导体研究所研究员王占国对编辑说:“美国1957年左右拉出了首块硅单晶,我国1958年也研制出了首块硅单晶,随后,中科院物理新成立的半导体研究室正式开始研发太阳能电池。” 最初,研发出的电池主要用于空间领域。从1958年到1965年间,半导体所研制出的PN结电池效率突飞猛进,10×20mm电池效率稳定在15%,同国际水平相差不大。 1968年至1969年底,半导体所承担了为“实践1号卫星”研制和生产硅太阳能电池板的任务。在研究中,研究人员发现,P+/N硅单片太阳电池在空间中运行时会遭遇电子辐射,造成电池衰减,使电池无法长时间在空间运行。
于是,包括王占国在内的6人小组开始进行人造卫星用硅太阳电池辐照效应研究,实验过程中,由于技术不成熟、设备落后,致使王占国的右手严重电子灼伤,从此他一直饱受痛苦,直到1978年夏天进行植皮手术才有所缓解。编辑注意到,王占国院士右手手背上有一些黑色的褶皱,这正是老一辈科学家殚精竭虑献身科学的印记。 经过刻苦攻关,实验结果给研究人员带来巨大惊喜。王占国院士介绍,NP 结硅太阳电池抗电子辐照的能力比PN结硅电池大几十倍!随后,半导体所做出了将硅PN电池改为NP定型投产的决定,生产出了5690片NP结硅太阳电池,其中达到空间应用要求的成品3350片,圆满完成了“实践1号”卫星用太阳能电池板的研制、生产任务。1971年实践1号发射升空,在8年的寿命期内,太阳电池功率衰降不到15%,该项目在1978年全国科学大会上获重大成果奖。 1969年,半导体所停止了硅太阳电池研发,随后,天津18所为东方红二号、三号、四号系列地球同步轨道卫星研制生产太阳电池阵。 王占国院士说:“70年代末,我国与国际同期开展了砷化镓太阳能电池研究,该电池具有很高的光发射和光吸收系数,1999年,2×2cm2电池的转换效率达22%。” 1975年宁波、开封先后成立太阳电池厂,电池制造工艺模仿早期生产空间电池的工艺,太阳能电池的应用开始从空间降落到地面。 1998,我国太阳能产业有了第一个“吃螃蟹”的人 上世纪80年代开始,我国太阳能电池开始进入萌芽期,研发工作在各地次第展开,但进展缓慢。
光伏组件生产四 EL检测
光伏组件生产四——EL检测 太阳能电池组件缺陷检测仪——即EL测试仪是利用晶体硅的电致发光原理、利用高分辨率的CCD相机拍摄组件的近红外图像,获取并判定组件的缺陷。 EL 检测仪具有灵敏度高、检测速度快、结果直观形象等优点,是提升光伏组件品质的关键设备;红外检测可以全面掌握太阳电池内部问题,为改进生产工艺提供依据,提升产品质量,可以对问题组件进行及时返修,尽可能的降低损失。方便层压前和层压后太阳能电池组件的测试,更换不同规格的太阳能电池组件后设备能方便地调整,保证太阳能电池组件的安全。 使用EL检测仪 通过EL测试仪可以清楚的发现太阳能组件电池片上的黑斑、黑心以及组件中的裂片,包括隐裂和显裂、劣片及焊接缺陷等问题,从而及时发现生产中出现的问题,及时排除,进而改进工艺。对提高效率和稳定生产都有重要的作用,因而太阳电池电致发光测试仪被认为是太阳电池产线上的“眼睛”。 EL检查的生产工艺及注意事项 不同规格的电池片要使用不同的电流和电压,具体如下 注意事项
1.使用前确保太阳能电池组件规格是否有调整,严禁未经调整随意测试 不同规格的组件。 2.太阳能电池组件在传输过程中不得随意拉动或者停止太阳能电池组件,确保人员和产品的安全。 3.在检查直流电源前,请在切断电源10分钟后再用万用表等确认进行工作。 4.禁止随意使用U盘拷贝数据,避免病毒传染,重要数据流失。 5.如一段时间不使用,应同时关闭电脑及所有电源。 6.打开直流稳压电源后,确认电源上面的数值是否符合规格。 7.请勿在暗箱内放置任何物体。 EL检测阶段常见问题及解决方法 1、破片 生产过程中由于铺设、层压操作不当导致热应力、机械应力作用不均匀都有可能出现破片现象。 2、黑芯 黑芯一般是由于原材料商在拉硅棒的时候没有拉均匀所致。 3、断栅 断栅的原因是丝网印刷参数没调好或丝网印刷质量不佳,或者是硅片切割不均匀,也有可能出现断层现象。 4、暗片
浅谈太阳能电池的发展和趋势
浅谈太阳能电池的发展和趋势 (长江大学物理与光电工程学院湖北荆州434020) 摘要:随着社会的飞速发展,能源是影响当今社会进步的重要因素,但是现阶段人类社会发展大部分还是依靠化石能源提供能量。可是化石能源分布极不均衡,并且不可再生,而且燃烧化石能源带来的环境污染、雾霾气候和温室效应严重影响到了人类社会的可持续发展。然而太阳能是一种可再生清洁能源,可以提供充足的能量供人类使用,因此开发新能源,是人类社会薪火相传,世代相传的重要保证。相对于风能、地热能、生物能和潮汐能等新能源,太阳能以污染小、可利用率高、资源分布广泛和使用安全可靠等优点,成为最具有发展前景的能源之一。目前,随着太阳能电池制备技术的不断完善,其技术的开发应用已经走向商业化、大众化,特别是一些小功率、小器件的太阳能电池在一些地区都已经大量生产而且广泛使用。所以谁先开发光电转换效率高、制备成本低的太阳能电池就能在将来的市场抢占先机。 关键词:太阳能;薄膜电池;趋势 不可再生能源的?^快消耗对当今的环境形势提出了新 的挑战。例如如何解决温室效应,臭氧空洞等问题。有限的化石能源以及在开发利用不可再生能源的过程中出现的负
面影响,不仅阻碍了人类经济的飞速发展,而且还严重影响到社会的可持续发展。因此,发展一种新型能源已然成为世界各国提升自己综合国力和倡导能源发展的一个重要手段。 一、太阳能电池的发展 (一)第一代太阳能电池 第一代太阳能电池是发展时间最久,制备工艺最为成熟的一代电池,一般按照研究对象我们将其可分为单晶硅、多晶硅、非晶硅电池。按照应用程度来说前两者单晶硅与多晶硅在市场所占份额最多,商业前景最好。 单晶硅太阳电池和多晶硅太阳电池。从单晶硅太阳能电池发明开始到现在,尽管硅材料有各种问题,但仍然是目前太阳能电池的主要材料,其比例约占整个太阳电池产量的90%以上。我国北京市太阳能研究所从20世纪90年代起开始进行高效电池研究,采用倒金字塔表面织构化、发射区钝化、背场等技术,使单晶硅太阳能电池的效率达到了19.8%。多晶硅太阳能电池的研究开发成本较低,稳定性也比较好,这两大优势引起了科研工作者的注意。其光电转换效率随着制备工艺的成熟不断提高,它达到的最高的光电转换效率为21.9%,但是它的电池效率在目前的太阳能电池中仍处于一 般水平。 (二)第二代太阳能电池 第二代太阳能电池以各种薄膜为基底制造出的电池。膜
中国太阳能电池发展历程回顾
中国太阳能电池发展历程回顾 从1958年中国开始研制第一片晶体硅光伏电池以来,到现在已走过半个多世纪。光伏专家、上海交通大学太阳能研究所所长崔容强告诉记者:“中国的太阳能电池也经历了从无到有、从空间到地面、由军到民、由小到大、由单品种到多品种以及光电转换效率由低到高的艰难而辉煌的历程。” 据统计,从2002年至今,中国太阳能电池产量猛增了77倍。2008年,我国太阳能电池产量约占世界总产量的三分之一,连续两年成为世界第一大太阳能电池生产国。 1839年法国物理学家贝克勒尔首次发现光伏效应;1954年美国贝尔实验室制成第一个单晶硅太阳能电池;1983年美国在加州建立了当时世界上最大的太阳能电厂……人类从来未曾停止过追逐太阳的步伐。 1969年研制完成硅太阳能电池组 1958,我国研制出了首块硅单晶 中科院院士、中科院半导体研究所研究员王占国对记者说:“美国1957年左右拉出了首块硅单晶,我国1958年也研制出了首块硅单晶,随后,中科院物理新成立的半导体研究室正式开始研发太阳能电池。” 最初,研发出的电池主要用于空间领域。从1958年到1965年间,半导体所研制出的PN 结电池效率突飞猛进,10×20mm电池效率稳定在15%,同国际水平相差不大。 1968年至1969年底,半导体所承担了为“实践1号卫星”研制和生产硅太阳能电池板的任务。在研究中,研究人员发现,P+/N硅单片太阳电池在空间中运行时会遭遇电子辐射,造成电池衰减,使电池无法长时间在空间运行。 于是,包括王占国在内的6人小组开始进行人造卫星用硅太阳电池辐照效应研究,实验过程中,由于技术不成熟、设备落后,致使王占国的右手严重电子灼伤,从此他一直饱受痛苦,直到1978年夏天进行植皮手术才有所缓解。记者注意到,王占国院士右手手背上有一些黑色的褶皱,这正是老一辈科学家殚精竭虑献身科学的印记。 经过刻苦攻关,实验结果给研究人员带来巨大惊喜。王占国院士介绍,NP结硅太阳电池抗电子辐照的能力比PN结硅电池大几十倍!随后,半导体所做出了将硅PN电池改为NP 定型投产的决定,生产出了5690片NP结硅太阳电池,其中达到空间应用要求的成品3350片,圆满完成了“实践1号”卫星用太阳能电池板的研制、生产任务。1971年实践1号发射升空,在8年的寿命期内,太阳电池功率衰降不到15%,该项目在1978年全国科学大会上获重大成果奖。 1969年,半导体所停止了硅太阳电池研发,随后,天津18所为东方红二号、三号、四号系列地球同步轨道卫星研制生产太阳电池阵。
光伏组件材料清单
https://www.360docs.net/doc/f48651371.html, 光伏组件材料清单 I hereby affirm that the information provided on this form is true and accurate. Manufacturer Signature _________________ Date __________________ Inspector remark ________________________________________________ Inspector Signature_____________________ Date __________________ OEM 组件工厂名称 组件数量 504pcs 组件型号 230P 序号 材料名称及规格型号 ZG-CELLS 要求材料 实际材料 1 电池片生产厂家 合格供应商 2 电池片型号 多晶156*156(整柜外观一致) 3 EVA 厂家及型号 福斯特 F806 / 尚美 / 德斯泰 / 飞宇 4 组件固定胶带厂家及规格型号 众诚 5 背板厂家及型号 韩国LG / 东洋铝业 W250 6 钢化玻璃厂家及规格尺寸 tolerance 合格供应商 / 1644*986 *3.2 mm 7 汇流涂锡带厂家及规格型号 With lead or lead free 泰州大为/昆明三利特 8 互联涂锡带厂家及规格型号 泰州大为/昆明三利特 9 密封硅胶厂家及规格型号 可赛新1527/东辰 8258 / 道康宁7091 10 接线盒厂家及规格型号 慈溪天佑 PV-TY709 11 接线盒电缆线厂家及规格型号 PV1-F 1*4.0mm 2 (TUV) 12 接线盒电缆线长度 900mm 13 接线盒二极管厂家及规格型号 10SQ050 14 连接器厂家及规格型号 天佑 701-2 15 助焊剂厂家及规格型号 无锡朝日 16 铝框厂家及规格型号 合格供应商 符合设计要求 17 铝框尺寸 1650*992*50*35mm 18 标贴厂家及材质 ZG-CELLS/白色PET 材质 19 电池片清洗液厂家及规格型号 含量≥99.7%
太阳能电池板及其工作原理
太阳能电池板及其工作原理 性能及特点: 太阳能电池分为单晶硅太阳电池(坚固耐用,使用寿命一般可达20年。光电转换效率为15%。)多晶硅太阳电池(其光电转换效率约14.5%,材料制造简便,节约电耗,总的生产成本较低非晶硅太阳电池。)非晶硅太阳能电池(其光电转换率为10%,成本低,重量轻,应用方便。) 太阳能发电原理: 太阳能不象煤和石油一样用交通工具进行运输,而是应用光学原理,通过光的反射和折射进行直接传输,或者将太阳能转换成其它形式的能量进行间接传输。直接传输适用于较短距离。基本上有三种方法:基本上有三种方法:通过反射镜及其它光学元件组合,改变阳光的传播方向,达到用能地点;通过光导纤维,可以将入射在其一端的阳光传输到另一端,传输时光导纤维可任意弯曲;采用表面镀有高反
射涂层的光导管,通过反射可以将阳光导入室内。间接传输适用于各种不同距离。将太阳能转换为热能,通过热管可将太阳能传输到室内;将太阳能转换为氢能或其它载能化学材料,通过车辆或管道等可输送到用能地点;空间电站将太阳能转换为电能,通过微波或激光将电能传输到地面。 太阳能的光电转换是指太阳的辐射能光子通过半导体物质转变为电能的过程,通常叫做"光生伏打效应”,太阳电池就是利用这种效应制成的。 当太阳光照射到半导体上时,其中一部分被表面反射掉,其余部分被半导体吸收或透过。被吸收的光,当然有一些变成热,另一些光子则同组成半导体的原子价电子碰撞,于是产生电子-空穴对。这样,光能就以产生电子-空穴对的形式转变为电能、如果半导体内存在P-n结,则在P型和n型交界面两边形成势垒电场,能将电子驱向n区,空穴驱向P区,从而使得n区有过剩的电子,P区有过剩的空穴,在P-n结附近形成与势垒电场方向相反光的生电场。光生电场的一部分除抵销势垒电场外,还使P型层带正电,n型层带负电,在n区与p 区之间的薄层产生所谓光生伏打电动势。若分别在P型层和n型层焊上金属引线,接通负载,则外电路便有电流通过。如此形成的一个个电池元件,把它们串联、并联起来,就能产生一定的电压和电流,输出功率。 太阳能发电原理图如下:
光伏组件参数解读和逆变器配比
光伏组件参数解读和逆变器配比 引言:本文为深圳古瑞瓦特新能源股份有限公司原创作品。 光伏组件是光伏电站最重要的设备之一,成本占了并网系统50%左右,组件的技术参数对系统设计非常重要,只能读懂组件参数,才能正确配置光伏逆变器,下面以多晶硅光伏组件为例,解释光伏组件的关键参数。 一、光伏组件技术规格书中的关键参数 1.功率 我们常说265Wp光伏组件。下表的“p”为peak的缩写,代表其峰值功率为265W。所有的技术规格书中都会标注“标准测试条件”的。“0~+5”代表是正公差,265W的组件功率范围在265W到270W之间为合格品,下图为常州天合的多晶光伏组件技术规格书一部分。 只有在标准测试条件(辐照度为1000W/m2,电池温度25℃)时,光伏组件的输出功率才是“标称功率”(265W),辐照度和温度变化时,功率肯定会变化。在非标准条件下,光伏组件的输出功率一般不是标称功率,如下图。
2.效率 理论上,尺寸、标称功率相同的组件,效率肯定是相同的。光伏组件是由电池片组成,一块光伏组件通常由60片(6×10)或72片(6×10)电池片组成,面积分别为1.638m2(0.992m×1.652m)和1.94m2(0.992m×1.956m)。 辐照度为1000W/m2时,1.638m2组件上接收的功率为1638W,当输出为265W时,效率为16.2%,280W时为17%。 3.电压与温度系数
电压分开路电压和MPPT电压,温度系数分电压温度系数和功率温度系数。在进行串并联方案设计时,要用开路电压、工作电压、温度系数、当地极端温度(最好是昼间)进行最大开路电压和MPPT电压范围的计算,与逆变器进行匹配。 二、组件的输出功率 组件的组件输出功率,不考虑逆变器等设备因素外,和太阳辐射度和温度有关。影响辐射度的因素有: 1.太阳高度角或纬度:太阳高度角越大,穿越大气的路径就越短,大气对太阳辐射的削弱作用越小,则到达地面的太阳辐射越强;太阳高度角越大,等量太阳辐射散布的面积越小,太阳辐射越强。例如,中午的太阳辐射强度比早晚的强。 2. 海拔高度:海拔越高空气越稀薄,大气对太阳辐射的削弱作用越小,则到达地面的太阳辐射越强。例如,青藏高原是我国太阳辐射最强的地区。 3. 天气状况:晴天云少,对太阳辐射的削弱作用小,到达地面的太阳辐射强。例如四川盆地多云雾阴雨天气,太阳辐射消弱,太阳辐射成为我国最低值区。 4. 大气透明度:大气透明度高则对太阳辐射的削弱作用小,使到达地面的太阳辐射强。 5. 大气污染的程度:污染重,则对太阳辐射消弱强,到达地面太阳辐射少,雾霾天气对光伏组件影响非常大,在河北保定等雾霾天气严重的地区,全年发电量要比理论少10%左右。
太阳能电池发展历史独家收集
太阳能电池发展历史独 家收集 GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-
太阳能电池的发展历史 太阳能光伏发电最核心的器件——太阳电池。 从1839年法国科学家E. Becquerel发现液体的光生伏特效应(简称光伏现象)算起,太阳能电池已经经过了160多年的漫长的发展历史。从总的发展来看,基础研究和技术进步都起到了积极推进的作用。对太阳电池的实际应用起到决定性作用的是美国贝尔实验室三位科学家关于单晶硅太阳电池的研制成功,在太阳电池发展史上起到里程碑的作用。至今为止,太阳能电池的基本结构和机理没有发生改变。 太阳电池后来的发展主要是薄膜电池的研发,如非晶硅太阳电池、CIS太阳电池、CdTe太阳电池和纳米燃料敏化太阳电池等,此外主要的是生产技术的进步,如丝网印刷、多晶硅太阳电池生产工艺的成功开发,特别是氮化硅薄膜的减反射和钝化技术的建立以及生产工艺的高度自动化等。 回顾历史有利于了解光伏技术的发展历程,按时间的发展顺序,将于太阳电池发展有关的历史事件汇总如下: 1893年法国实验物理学家E.Becquerel发现液体的光生伏特效应,简称为光伏效应。 1877年W.G.Adams和R.E.Day研究了硒(Se)的光伏效应,并制作第一片硒太阳能电池。 1883年美国发明家CharlesFritts描述了第一块硒太阳能电池的原理。 1904年Hallwachs发现铜与氧化亚铜(Cu/Cu2O)结合在一起具有光敏特性;德国物理学家爱因斯坦(AlbertEinstein)发表关于光电效应的论文。 1918年波兰科学家Czochralski发展生长单晶硅的提拉法工艺。
太阳能光伏组件常见重大质量问题汇总
太阳能光伏组件常见重大质量问题汇总解析网状隐裂原因 1.电池片在焊接或搬运过程中受外力造成. 2.电池片在低温下没有经过预热在短时间内突然受到高 温后出现膨胀造成隐裂现象 组件影响: 1.网状隐裂会影响组件功率衰减. 2.网状隐裂长时间出现碎片,出现热斑等直接影响组件性能 预防措施: 1.在生产过程中避免电池片过于受到外力碰撞. 2.在焊接过程中电池片要提前保温(手焊)烙铁温度要 符合要求. 3.EL测试要严格要求检验. 网状隐裂 EVA脱层原因
1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层 4. 助焊剂用量过多,在外界长时间遇到高温出现延主栅线脱层 组件影响: 1.脱层面积较小时影响组件大功率失效。当脱层面积较大时直接导致组件失效报废 预防措施: 1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验,并将交联度控制在85%±5%内。 2.加强原材料供应商的改善及原材检验. 3. 加强制程过程中成品外观检验 4.严格控制助焊剂用量,尽量不超过主栅线两侧0.3mm
硅胶不良导致分层&电池片交叉隐裂纹原因 1.交联度不合格.(如层压机温度低,层压时间短等)造成 2.EVA、玻璃、背板等原材料表面有异物造成. 3.边框打胶有缝隙,雨水进入缝隙内后组件长时间工作中发热导致组件边缘脱层 4.电池片或组件受外力造成隐裂 组件影响: 1.分层会导致组件内部进水使组件内部短路造成组件报废 2.交叉隐裂会造成纹碎片使电池失效,组件功率衰减直接影响组件性能 预防措施: 1.严格控制层压机温度、时间等重要参数并定期按照要求做交联度实验。 2.加强原材料供应商的改善及原材检验.