机加工新手该如何选择丝锥的种类和精度等级
机加工新手该如何选择丝锥的种类和精度等级
攻丝是属于比较困难的加工工序,因为丝锥几乎是被埋在工件中进行切削,其每齿的加工负荷比其它刀具都要大,为了使攻丝顺利进行,应事先考虑可能出现的各种问题。如工件材料的性能、选择什么的刀具及机床、选用多高的切削速度、进给量等。
关于丝锥的分类
丝锥作为一种内螺纹的加工刀具,
按刀具类型可分为切削丝锥和挤压丝锥。
按排屑槽形状可以分为螺旋槽丝锥和直槽丝锥,
按照使用环境可以分为手用丝锥和机用丝锥,
按照规格可以分为公制、美制和英制丝锥等。
攻丝是加工效率较低的一道工序
丝锥是目前制造业中加工螺纹的最主要工具,与麻花钻和立铣刀相比丝锥的工作条件最差。
攻丝过程中同时参与切削的刀刃较长与工件表面的摩擦也大因此扭矩较大而丝锥的断面的强度又较小。会因排屑不畅等原因很容易造成折断。
因此,攻丝是加工效率较低的一道工序。
丝锥切削的特点
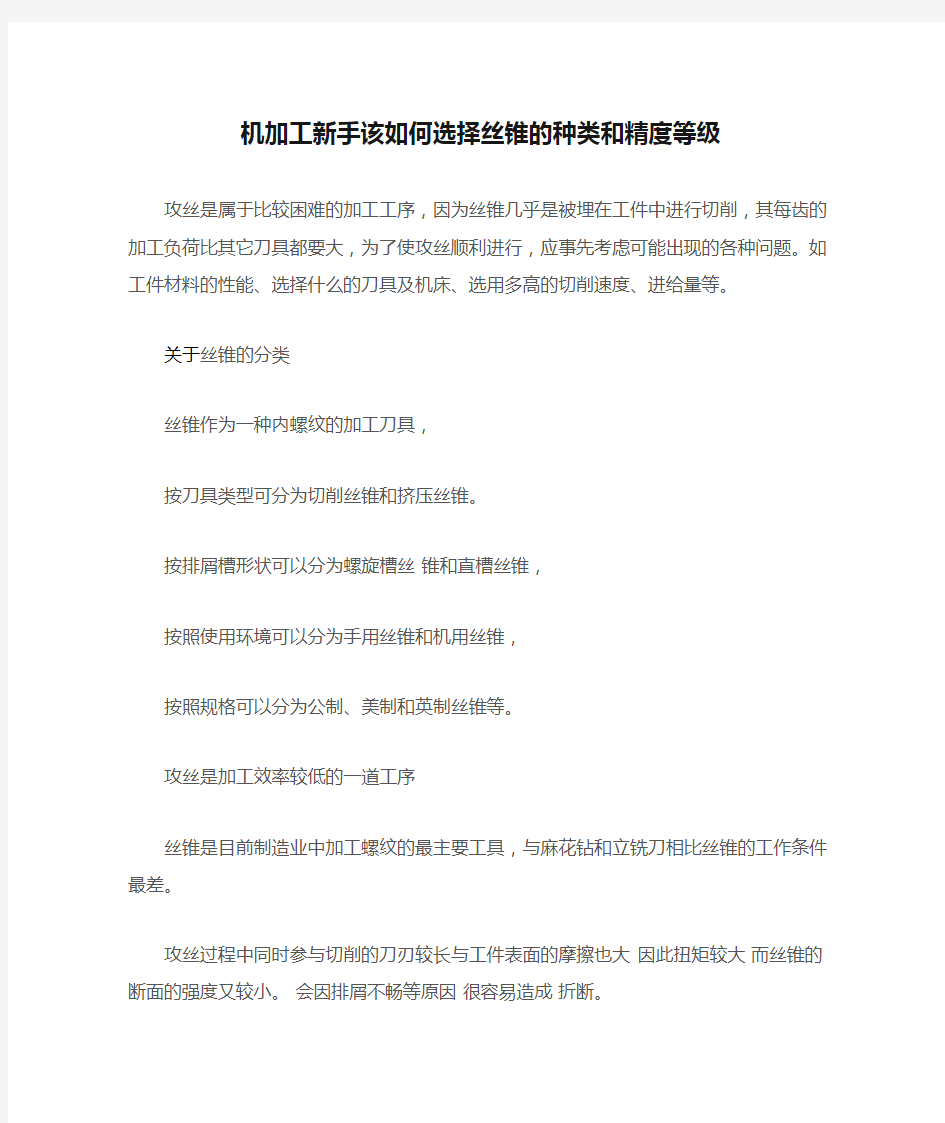
丝锥的选用首先要根据工件螺纹的公称直径和螺距选择相应的丝锥,两者必须一致。其次,再根据通孔或盲孔选择丝锥的槽形,有直槽丝锥、刃倾角丝锥、螺旋槽丝锥、挤压丝锥之分,其特点见表
丝锥一般都做成直槽,较为通用,通孔、盲孔都可用,且直槽丝锥的刚性较好,攻丝时螺距的变形较小。
刃倾角丝锥用于加工通孔,是在直槽丝锥的切削部分修磨出负的刃倾角,使切屑朝前方排出,排屑顺畅。丝锥校正部分的槽可以稍浅增加丝锥的强度。
另一方面,又因为切削部分较锋利减小了攻丝的扭矩使用更可靠。为进一步增加刃倾角丝锥的强度提高切削效率甚至可把校准部分做成无槽的称无槽丝锥但切削液不易进入切削区使摩擦增加。
螺旋槽丝锥用于盲孔的攻丝排屑效果好切削较轻快。
挤压丝锥的外形相当于一段圆柱螺栓前端有一个锥角。攻丝时丝锥齿形对工
件材料挤压产生塑性变形挤压出螺纹加工时不产生切屑。
其特点是丝锥强度高适用于加工塑性较好的材料如普通碳钢、合金钢、不锈钢和铜、铝合金等加工效率高、螺纹的表面质量好对于加工硬化倾向严重的材料用于攻丝前钻孔的钻头应保持锋利。
此外挤压丝锥对攻丝前底孔的直径另有规定底孔尺寸与塑性变形后所形成的工件牙形的高度有关这个牙形高度与外螺纹牙形的标准高度 H 之比称为充填率底孔的尺寸则根据充填率的要求进行计算。
对于公制螺纹和美制统一螺纹的计算公式为: 底孔的理论直径D1(mm)=丝锥公称外径D(mm)―(0.0068×充填率百分数×螺距P(mm))
如M5×0.8 的丝锥,充填率要求百分之65,则 D1=5―(0.0068×65×
0.8)=4.646mm 取D1=4.6mm 或美制钻头 No.14。
攻丝前还应把孔口锪成锥形或倒角,以免挤出毛刺影响装配。为了减少挤压时的摩擦降低扭矩提高表面质量可沿丝锥轴向开出油槽增强润滑效果。
丝锥精度等级的选定
丝锥的结构还应适应不同工件材料的攻丝特点。
一般,可加工各种材料的通用结构的丝锥,攻丝效率较低。
为了提高攻丝和效率,对凯威凯达丝锥的前角、后角、槽形、螺旋角、刃背的厚度等进行优化设计。
或提高刃口的锋利度、加大容屑空间,如加工铝合金的丝锥和加工不锈钢丝锥;
或减小螺旋角、加粗芯部直径,提高丝锥刚性,如加工铸铁、加工钛合金、高温
合金的丝锥。
丝锥的精度等级应根据螺孔的精度等级来选取,两者的对应关系如表2所示。丝锥与内螺纹公差带的位置如图1 所示。
仪表精度等级
仪表精度等级
仪表精度等级 真值、测量值与误差 【真值】一个变量本身所具有的真实值,它是一个理想概念,一般是无法得到的。 【约定真值】一个接近真值的值,它与真值之差可忽略不计。实际测量中以在没有系统误差的情况下,足够多次的测量值之平均值作为约定真值。 【相对真值】指当高一级标准器的误差仅为低一级的1/3以下时,可认为高一级的标准器或仪表示值为低一级的相对真值。 【测量误差】测量值与真实值之间存在的差别。在计算误差时,一般用约定真值或相对真值来代替。 【绝对误差】指误差偏离真实值的多少。绝对误差的实质,是仪表读数与被测参数真实值之差。仪表的绝对误差只能是读数与约定真值或相对真值之差。 【相对误差】仪表的绝对误差与真值的百分比。 相对百分误差=(测量值-真值)/(标尺上限值-标尺下限值)×100% 【引用误差】绝对误差与仪表量程的百分比。例如:2% F.S. 引用误差=(绝对误差的最大值/仪表量程)×100% 【基本误差】intrinsic error,又称固有误差。在参比条件下仪器仪表的示值误差。其计算公式为:基本误差=测量值-真实值 【基本误差】在标准条件下,基准值(量程)范围内的引用误差。 【基本误差】又称引用误差或相对误差,是一种简化的相对误差。仪表的基本误差定义为: 基本误差=(最大绝对误差/仪表量程)×100%=MAX(仪表指示值-被测量真值)/(测量上限-测量下限)×100% 【重复性误差】repeatability error,在相同的工作条件下,对同一个输入值在短 1
时间内多次连续测量输出所获得的极限值之间的代数差。 【线性误差】实测曲线与理想直线之间的偏差。 【线性度】校准曲线接近规定直线的吻合程度。是测试系统的输出与输入系统能否像理想系统那样保持正常值比例关系(线性关系)的一种度量。 在规定条件下,传感器校准曲线与拟合直线间的最大偏差(ΔYmax)与满量程输出(Y)的百分比,称为线性度(线性度又称为“非线性误差”),该值越小,表明线性特性越好。表示为公式如下: δ=ΔYmax/ Y×100% 以上说到了“拟合直线”的概念,拟合直线是一条通过一定方法绘制出来的直线,求拟合直线的方法有:端基法、最小二乘法等等。 【线性范围】传感器在线性工作时的可测量范围。 仪表精度等级 【准确度】在正常的使用条件下,仪表测量结果的准确程度叫仪表的准确度。 【准确度等级】在工业测量中,为了便于表示仪表的质量,通常用准确度等级来表示仪表的准确程度。准确度等级就是最大引用误差去掉正、负号及百分号。准确度等级是衡量仪表质量优劣的重要指标之一。我国工业仪表等级分为0.1,0.2,0.5,1.0,1.5,2.5,5.0七个等级,并标志在仪表刻度标尺或铭牌上。仪表准确度习惯上称为精度,准确度等级习惯上称为精度等级。 仪表精度=(绝对误差的最大值/仪表量程)×100% 以上计算式取绝对值去掉%就是我们看到的精度等级了。 请教各位高手,仪表精度等级是如何定义的?如测压范围是10~100Pa的压力表,精度等级是1.0级,55Pa处的最大误差应该是多少啊?谢谢指教! 全量程都应该是±(100-10)×1%=±0.9Pa 仪表精度是根据国家规定的允许误差大小分成几个等级的。某一类仪表的允许 2
YAMAWA丝攻P级精度说明
Y A M A W A丝攻P级精 度说明 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
YAMAWA丝攻P级精度说明 (2009/09/27 22:13) 目录: 浏览字体:YAMAWA丝攻之P级精度是依TAS(日本工具工业会规格)的规定而制定,类似美国的GH级精度。 如表A所示,丝攻的螺距为0.7mm或以上时,丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为20μm,亦即PI级的有效径精度公差为(+0、+20μm),以此类推,P2级为(+20、+40),P3级为(+40、+60),P4级为(+60、+80)。 如表B所示,螺丝攻的螺距为0.6mm或以下时丝攻的有效径基准尺寸以10μm为基准点,每一级的精度公差为15μm,即P1级为(+10μm、+25μm),以此类推,P2级为(+25、+40),P3级为(+40、+55),P4级为(+55、+70)。 为切削符合日本工业标准(JIS)规格2级螺纹精度之用,本公司对各系列丝攻定有YAMAWA标准P级精度以供用户选用。螺旋丝攻系列(N-SP、N+SP、OS-N-SP、SU-SP、LS-N-SP),先端丝攻系列(N-PO、N+PO、OS-N-PO、SU-PO、LS-N-PO),直槽丝攻系列(SU-HT、LS-HT、HT、OS-HT)等。另外为配合电镀前用或攻牙后有回缩倾向的材料,本公司另备有比YAMAWA标准P级精度大1级或2级公差的产品(加大尺寸用丝攻)以供用户选用。 此外YAMAWA的P级精度丝攻是相对于切削型丝攻(螺旋、先端、直槽皆属切削型,会产生金属屑)而言,不适合用于挤压丝攻
常用加工精度对照表
常用加工方法与达到粗糙度对比图表 粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)
孔加工方案与经济公差 序号加工方案经济公差等级表面粗糙度 Ra(μm)适用范围 1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm 5钻-扩-铰IT8-9 5.0-2.5 6钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸 出孔或锻出孔 10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.5 11粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.25 12粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗 IT6-7 1.25-0.63 13粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工 16钻-(扩)-粗铰-精铰-珩磨 钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨 IT6-70.32-0.040 精度要求很高的孔 17以研磨代替上述方案的珩磨IT6以上0.160-0.010 平面加工方案与经济公差 序号加工方案 经济公差等级 表面粗糙度 Ra(μm)适用范围 1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削 IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面 批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.32 7粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面 8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨 IT5-60.63-0.0409粗铣-拉 IT6-9 1.25-0.32 大量生产,较小的平面(精度视拉刀 的精度而定)10 粗铣-精铣-磨削-研磨 IT5以上 高精度平面
轴承的精度等级及其选用
轴承的精度等级及其选用 轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。几何精度包括内径偏差、平均内 径差、外径偏差、平均外径差、套圈端面平行差的允许值。旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。轴承的 精度等级从普通级0级到6级、5级、4级及2级,依次增高。 轴承的等级具体分为四级:PO-P6-P5-P4-P2,PO级为国家规定的标准,也是轴承行业最为普通的标准,所以也叫普通级,现国内的绝大多数的厂商也都是以生产PO级的产品,P2级为最高精密级!具体也技术参数也有标准的。简单总结如下:精度的基准 滚动轴承的精度分(主要)尺寸精度与旋转精度。精度等级已标准化,分为0级、6X级、6级、5级、4级、2级六个等级。 精度从0级起依次提高,对于一般用途0级已足够,但在用于表1所示条件或场合时,需要5级或更高的精度。 以上的精度等级虽然是以ISO标准为基准制定的,但其称呼在各国标准中有所不同。 尺寸精度(与轴及外壳安装有关的项目) 1、内径、外径、宽度及装配宽度的允许偏差 2、滚子组内复圆直径及外复圆直径的允许偏差 3、倒角尺寸的允许界限值 4、宽度的允许变动量 旋转精度(与旋转体跳动有关的项目) 1、内圈及外圈的允许径向跳动和轴向跳动 2、内圈的允许横向跳动 3、外径面倾斜度的允许变动量 4、推力轴承滚道厚度的允许变动量 5、圆锥孔的允许偏差和允许变动量 轴承类型与适用精度等级 轴承形式适用标准适用精度等级 深沟球轴承GB307 0级6级5级4级2级 角接触球轴承0级6级5级4级2级 调心球轴承0级 圆柱滚子轴承0级6级5级4级2级 圆锥滚子轴承公制系列(单列)GB307 0级6级6级5级4级 公制系列(双列、四列)SB/T5341994 0级 英制系列SB/CO/T1089 Class4 Class2 Class3 Class0 Class00 调心滚子轴承GB307 0级 推力球轴承0级6级5级4级 推力调心滚子轴承0级 GB/T30794标准将轴承等级划分为G E D C B。ISO、JIS等标准对照如下: 标准精度 GB/T30794 B C D E G ISO CLASS2 CALSS4 CLASS5 CLASS6 NORMAL CLASS DIN P2 P4 P5 P6 P0
转子动平衡标准
平衡精度等级 考虑到技术的先进性和经济上的合理性,国际标准化组织(ISO)于1940年制定了世界公认的 ISO1940平衡等级,它将转子平衡等级分为11个级别,每个级别间以2.5倍为增量,从要求最高的G0.4到要求最低的G4000。单位为公克×毫米/公斤(gmm/kg),代表不平衡对于转子轴心的偏心距离。如下表所示: G4000 具有单数个气缸的刚性安装的低速船用柴油机的曲轴驱动件 G1600 刚性安装的大型二冲程发动机的曲轴驱动件 G630 刚性安装的大型四冲程发动机的曲轴驱动件弹性安装的船用柴油机的曲轴驱动件 G250 刚性安装的高速四缸柴油机的曲轴驱动件 G100 六缸和多缸高速柴油机的曲轴传动件;汽车、货车和机车用的发动机整机 G40 汽车车轮、轮毂、车轮整体、传动轴,弹性安装的六缸和多缸高速四冲程发动机的曲轴驱动件 G16 特殊要求的驱动轴(螺旋桨、万向节传动轴);粉碎机的零件;农业机械的零件;汽车发动机的个别零件;特殊要求的六缸和多缸发动机的曲轴驱动件 G6.3 商船、海轮的主涡轮机的齿轮;高速分离机的鼓轮;风扇;航空燃气涡轮机的转子部件;泵的叶轮;机床及一般机器零件;普通电机转子;特殊要求的发动机的个别零件 G2.5 燃气和蒸汽涡轮;机床驱动件;特殊要求的中型和大型电机转子;小电机转子;涡轮泵 G1 磁带录音机及电唱机、CD、DVD的驱动件;磨床驱动件;特殊要求的小型电枢 G0.4 精密磨床的主轴;电机转子;陀螺仪 在您选择平衡机之前,应该先确定转子的平衡等级。 举例:允许不平衡量的计算 允许不平衡量的计算公式为: (与JPARC一样的计算 gys)式中m per为允许不平衡量,单位是g; M代表转子的自身重量,单位是kg; G代表转子的平衡精度等级,单位是mm/s; r 代表转子的校正半径,单位是mm; n 代表转子的转速,单位是rpm。 举例如下: 如一个电机转子的平衡精度要求为G6.3级,转子的重量为0.2kg,转子的转速为1000rpm,校正半径20mm,则该转子的允许不平衡量为:
丝锥 基础知识(完整资料).doc
【最新整理,下载后即可编辑】 第一部分基础知识 第一章度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 1 cm 8 9 10 mm 2、英制计量:(8进制) 1英寸=8英分1英寸=25.4 mm 3/8''×25.4 =9.52 13/16 15/16 3/4 7/8 1 inch 3、1/4''以下的产品用番号来表示其称呼径,如: 4#,5#,6#,7#,8#,10#,12# 第二章螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。 根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距 分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。 二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上
偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级: 1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。 在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A 和2A级的等级偏差是相等的。 等级数目越大公差越小,如图所示: 基本中径 1A 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于 安全性的关键设计。 4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。1A级公差 比2A级公差大50%,比3A级大75%,对内螺纹来说,2B级公差比 2A公差大30%。1B级比2B级大50%,比3B级大75%。 (二)、公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。(日标螺纹精度等级分为I、II、III三级,通 常状况下为II级)在公制螺纹中,H和h的基本偏差为零。G的基本 偏差为正值,e、f和g的基本偏差为负值。如图所示: 内螺纹 差 外螺纹
公差等级表(整理全)
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
精度等级
中文名称:准确度等级 英文名称:accuracy class 定义:测量仪器仪表的分级。各级仪器仪表应符合有关不确定度的一组规范。 应用学科:电力(一级学科);电测与计量(二级学科) 以上内容由全国科学技术名词审定委员会审定公布 简介 准确度等级是指符合一定的计量要求,使误差保持在规定极限以内的测量仪器的等别、级别。 注:准确度等级通常按约定注以数字或符号,并称为等级指标。 准确度等级还分次等级:准确度等级分低准确度、中准确度、高准确度。 互感器的准确度等级怎样划分 在《VIM》及《JJF》中,准确度等级(accuracy class)指测量仪器仪表符合一定的计量要求,使误差保持在规定极限以内的测量仪器的等别、级别。等(order)与级(class)在计量学中是两个不同的概念。计量技术规范JJG1027-91《测量误差及数据处理》中早已明确。等是一种按测量不确定度大小所划分的档次。级是一种按测量仪器示值误差大小所划分的档次(关于不确定度的定义与示值误差的定义,包括器具的示值误差定义,请参阅《JJF》)。例如:量块既分等也分级,标准电池也分等也分级,而标准活塞压力计则只分等没有级。有些仪表的级别是引用误差(相对最大允许误差的一种)划分的,我们说某测量仪器符合某个等别或级别,是定性地综出
在正常的使用条件下,仪表测量结果的准确程度叫仪表的准确度.引用 误差越小,仪表的准确度越高,而引用误差与仪表的量程范围有关,所以在 使用同一准确度的仪表时,往往采取压缩量程范围,以减小测量误差.在工 业测量中,为了便于表示仪表的质量,通常用准确度等级来表示仪表的准确 程度.准确度等级就是最大引用误差去掉正,负号及百分号.准确度等级是 衡量仪表质量优劣的重要指标之一.我国工业仪表等级分为 0.1,0.2,0.5,1.0,1.5,2.5,5.0七个等级,并标志在仪表刻度标尺或铭牌上.仪表准确度习惯上称为精度。 准确度等级习惯上称为精度等级。 仪表精度=(绝对误差的最大值/仪表量程)*100% 以上计算式取绝对值去掉%就是我们看到的精度等级了. 仪表精度是根据国家规定的允许误差大小分成几个等级的.某一类仪表的允许误差是指在规定的正常情况下允许的百分比误差的最大值。我国过程检测控制仪表的精度等级有0.005、0.02、0.1、0.35、0.5、1.0、1.5、2.5、4等.一般工业用表为0.5~4级.精度数字越小说明仪表精确度越高.
仪表精度等级
仪表精度等级 真值、测量值与误差 【真值】一个变量本身所具有的真实值,它是一个理想概念,一般是无法得到的。 【约定真值】一个接近真值的值,它与真值之差可忽略不计。实际测量中以在没有系统误差的情况下,足够多次的测量值之平均值作为约定真值。 【相对真值】指当高一级标准器的误差仅为低一级的1/3以下时,可认为高一级的标准器或仪表示值为低一级的相对真值。 【测量误差】测量值与真实值之间存在的差别。在计算误差时,一般用约定真值或相对真值来代替。 【绝对误差】指误差偏离真实值的多少。绝对误差的实质,是仪表读数与被测参数真实值之差。仪表的绝对误差只能是读数与约定真值或相对真值之差。 【相对误差】仪表的绝对误差与真值的百分比。 相对百分误差=(测量值-真值)/(标尺上限值-标尺下限值)×100% 【引用误差】绝对误差与仪表量程的百分比。例如:2% F.S. 引用误差=(绝对误差的最大值/仪表量程)×100% 【基本误差】intrinsic error,又称固有误差。在参比条件下仪器仪表的示值误差。其计算公式为:基本误差=测量值-真实值 【基本误差】在标准条件下,基准值(量程)范围内的引用误差。 【基本误差】又称引用误差或相对误差,是一种简化的相对误差。仪表的基本误差定义为: 基本误差=(最大绝对误差/仪表量程)×100%=MAX(仪表指示值-被测量真值)/(测量上限-测量下限)×100% 【重复性误差】repeatability error,在相同的工作条件下,对同一个输入值在短时间内多次连续测量输出所获得的极限值之间的代数差。 1
【线性误差】实测曲线与理想直线之间的偏差。 【线性度】校准曲线接近规定直线的吻合程度。是测试系统的输出与输入系统能否像理想系统那样保持正常值比例关系(线性关系)的一种度量。 在规定条件下,传感器校准曲线与拟合直线间的最大偏差(ΔYmax)与满量程输出(Y)的百分比,称为线性度(线性度又称为“非线性误差”),该值越小,表明线性特性越好。表示为公式如下: δ=ΔYmax/ Y×100% 以上说到了“拟合直线”的概念,拟合直线是一条通过一定方法绘制出来的直线,求拟合直线的方法有:端基法、最小二乘法等等。 【线性范围】传感器在线性工作时的可测量范围。 仪表精度等级 【准确度】在正常的使用条件下,仪表测量结果的准确程度叫仪表的准确度。 【准确度等级】在工业测量中,为了便于表示仪表的质量,通常用准确度等级来表示仪表的准确程度。准确度等级就是最大引用误差去掉正、负号及百分号。准确度等级是衡量仪表质量优劣的重要指标之一。我国工业仪表等级分为0.1,0.2,0.5,1.0,1.5,2.5,5.0七个等级,并标志在仪表刻度标尺或铭牌上。仪表准确度习惯上称为精度,准确度等级习惯上称为精度等级。 仪表精度=(绝对误差的最大值/仪表量程)×100% 以上计算式取绝对值去掉%就是我们看到的精度等级了。 请教各位高手,仪表精度等级是如何定义的?如测压范围是10~100Pa的压力表,精度等级是1.0级,55Pa处的最大误差应该是多少啊?谢谢指教! 全量程都应该是±(100-10)×1%=±0.9Pa 仪表精度是根据国家规定的允许误差大小分成几个等级的。某一类仪表的允许误差是指在规定的正常情况下允许的百分比误差的最大值。我国过程检测控制仪表的精 2
详细解释压力表精度等级
详细解释压力表精度等级 引入: 精密压力表精度有级、级、级; 普通压力表精度级、级(原级)、级、级(基本没有了) 60以上表面的压力表基本是级、级 60及以下表面的压力表基本是级 膜盒及膜片压力表一般也是级 ? 压力表精度和分度的区别 压力表的最小分度可以通俗的认为是它的分辨率,但不一定就是表的精度。因为压力表是检测仪表,所以显示给我们的是测量值,测量值和真实值之间是存在一定的误差的,这个误差的范围其实就是精度,所以精度的数值越小就说明检测仪表显示值与真实值越接近,也就可信度越高。 ? 压力表精度等级知识介绍 一.压力表精度等级是压力表精确度等级或准确度等级的简 称,(GB/T1226-2001《一般压力表》国家标准称之为仪表的精确度等 级,JJG52-1999《弹簧管式一般压力表、压力真空表和真空表》称之为仪表的准确度等级.? 压力表的精度等级分为:级;级;级;级,各等级仪表的外壳公称直径应符合下表的规定。? 外壳公称直径(mm)精确度等级? 表面40和60:;? 表面100:;? 表面150;200;250:;? 注:使用中的级压力表允许误差按级计算,准确度等级可不更改。? 在参比工作条件下,压力表精度等级检验应包括以下四个项目:? 1、示值误差? 在测量范围内,示值误差应不大于表二所规定的允许误差.? 2、回程误差? 在测量范围内,回程误差应不大于表二所规定的允许误差的绝对值.? 3、轻敲位移? 轻敲表壳后,指针示值变动量应不大于表二所规定的允许误差绝对值的1/2.? 4、指针偏转平稳性? 在测量范围内,指针偏转应平稳,无跳动和卡住现象.? 压力表精度等级含义是什么?? 压力表的精度等级,是以允许误差占压力表量程的百分率来表示的,一般分为、1、、2、、3、4七个等级(锅炉上不用3级和4级),数值越小,其精度越高。例如,表盘量程0~2.5MPa精度2.5级的压力表,它的指针所示压力值与被测介质的实际压力值之间的允许误差,不得超过上2.5MPa×2.5%
导线测量等级划分及精度要求
导线测量等级划分及精度要求 导线及导线网按精度等级划分为三、四等和一、二、三级。导线测量主要技术要求如下表所示: 注:上述表中n表示测站数。 不同精度的全站仪测回数要求如下表所示: 注:上述表中n表示测站数。 当测区测图的最大比例尺为1:1000 时,一、二、三级导线的平均边长及总长可适当放长,但最大长度不应大于表中规定长度的2倍。 当导线平均边长较短时,应控制导线边数,但不得超过上述表中相应
等级导线长度和平均边长算得的边数;当导线长度小于上述表中规定长度的1/3 时,导线全长的绝对闭合差不应大于13cm。 导线网中,结点与结点、结点与高级点之间的导线长度不应大于上述表中相应等级规定长度的0.7倍。 导线网的布设应符合下列要求: 1 导线网用作测区的首级控制时,应布设成环形网或多边形网,宜联测 2 个已知方向。 2 加密网可采用单一附合导线或多结点导线网形式; 3 导线宜布设成直伸形状,相邻边长不宜相差过大; 4 网内不同线路上的点也不宜相距过近。 控制点点位的选定,应符合下列要求: 1 点位应选在质地坚硬、稳固可靠、便于保存的地方,视野应相对开阔,便于加密、扩展和寻找; 2 相邻点之间应通视良好,其视线距障碍物的距离,三、四等不宜小于1.5m;四等以下宜保证便于观测,以不受旁折光的影响为原则;
3 当采用电磁波测距时,相邻点之间视线应避开烟囱、散热塔、散热池等发热体及强电磁场; 4 相邻两点之间的视线倾角不宜太大; 5 充分利用旧有控制点。 水平角观测所使用的全站仪、电子经纬仪和光学经纬仪,应符合下列相关规定: (1) 照准部旋转轴正确性指标:管水准器气泡或电子水准器长气泡在各位置的读数较差,1″级仪器不应超过2 格,2″级仪器不应超过1 格,6″级仪器不应超过1.5格; (2) 光学经纬仪的测微器行差及隙动差指标:1″级仪器不应大于1″,2″级仪器不应大于2″; (3) 水平轴不垂直于垂直轴之差指标:1″级仪器不应超过10″,2″级仪器不应超过15″,6″级仪器不应超过20″; (4) 补偿器的补偿要求,在仪器补偿器的补偿区间,对观测成果应能进行有效补偿。
国产丝锥精度等级
美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。挤压丝锥较切削丝锥有七大优点: 1、无屑加工。因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。 2、强化所攻牙的强度。积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。 3、更高的产品合格率。由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。 4、丝锥自身强度好。由于积压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。 5、更长的使用寿命。由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削丝锥的3~20倍。 6、更高的生产效率。正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待机的时间,从而提高生产效率。 7、无过渡牙螺纹。挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能。B ALAX挤压丝锥的优势: 1、较低的攻牙扭力。BALAX公司在挤压丝锥的引导方面与其他公司完全不同。其他公司的过渡牙在刃磨时,其牙峰是平的,而BALAX的过渡牙仍然是尖的,这样在攻牙时加工阻力比较小,丝锥的扭力也相对较小。 2、标准库存各种精度、尺寸的丝锥,包括各种等级加大丝锥。在现代加工中,经常会需要一些加大的丝锥,基于此,BALAX公司生产了各种加大尺寸的丝锥,其等级用“H”和“D”来表示。 3、表面涂层处理。BALAX针对各种加工材料有各种相对应的表面涂层处理,使丝锥能产生更大的效能。BAL AX挤压丝锥介绍: 丝锥公差丝锥公差等级的选用,取决于螺纹孔的公差等级。欧美系丝锥的螺纹公差,可参见标准DIN13。 常用的丝锥和内螺纹公差:丝锥公差与内螺纹公差对照表: 以上对照表说明,ISO2/6H/2B等级的丝锥,可以应用于4G/5G/6H公差的内螺纹的制造。 欧美系丝锥的常规公差为ISO2/6H。生产厂家有时会制造出6HX和6GX的丝锥,这些超出标准值的公差带位置,主要用于加工高强度或高腐蚀性材料如铸铁等的丝锥;由于这类工件材料一般不会造成尺寸超差问题,所以可以使用偏上一点的公差,这样可以延长刀具的寿命。 挤压丝锥通常做成6GHX或6GX的公差。 日系丝锥的主要制造商有YAMAWA公司和OSG公司。 P级丝锥公差是日本YAMAWA公司依TAS(日本工具工业会规格)的规定而制定,类似美国的G
导线测量等级划分精度要求
导线及导线网按精度等级划分为三、四等和一、二、三级。导线测量主 要技术要求如下表所示: 注:上述表中n表示测站数。 不同精度的全站仪测回数要求如下表所示: 注:上述表中n表示测站数 当测区测图的最大比例尺为1:1000时,一、二、三级导线的平均边 长及总长可适当放长,但最大长度不应大于表中规定长度的2倍。 当导线平均边长较短时,应控制导线边数,但不得超过上述表中相应等级导线长度和平均边长算得的边数;当导线长度小于上述表中规定长度的1/3时,导线全长的绝对闭合差不应大于13cm。 导线网中,结点与结点、结点与高级点之间的导线长度不应大于上述表中相应等级规定长度的
0.7倍。 导线网的布设应符合下列要求: 1导线网用作测区的首级控制时,应布设成环形网或多边形网,宜联测2个已知方向。 2加密网可采用单一附合导线或多结点导线网形式; 3导线宜布设成直伸形状,相邻边长不宜相差过大; 4网内不同线路上的点也不宜相距过近。 控制点点位的选定,应符合下列要求: 1点位应选在质地坚硬、稳固可靠、便于保存的地方,视野应相对开阔,便于加密、扩展和寻找; 2相邻点之间应通视良好,其视线距障碍物的距离,三、四等不宜小于1.5m;四等以下宜保证便于观测,以不受旁折光的影响为原则; 3当采用电磁波测距时,相邻点之间视线应避开烟囱、散热塔、散热池等发热体及强电磁场;4相邻两点之间的视线倾角不宜太大; 5充分利用旧有控制点。
水平角观测所使用的全站仪、电子经纬仪和光学经纬仪,应符合下列相 关规定: (1)照准部旋转轴正确性指标:管水准器气泡或电子水准器长气泡在各位置的读数较差, 1 〃级仪器不应超过2格,2〃级仪器不应超过1格, 6〃级仪器不应超过1.5格; (2)光学经纬仪的测微器行差及隙动差指标:1 〃级仪器不应大于1 〃 2〃级仪器不应大于2〃; (3)水平轴不垂直于垂直轴之差指标:1〃级仪器不应超过10 〃,2〃级仪器不应超过15〃,6〃级仪器不应超过20〃; ⑷补偿器的补偿要求,在仪器补偿器的补偿区间,对观测成果应能进行有效补偿。 (5)垂直微动旋转使用时,视准轴在水平方向上不产生偏移;
国产丝锥精度
国家丝锥精度 美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。 一.挤压丝锥较切削丝锥有七大优点: 1、无屑加工。因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题, 也就没有挤屑发生,丝锥不易折断。 2、强化所攻牙的强度。积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加 工出来的螺纹高。 3、更高的产品合格率。由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好; 而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。 4、丝锥自身强度好。由于积压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。 5、更长的使用寿命。由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削 丝锥的3~20倍。 6、更高的生产效率。正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待 机的时间,从而提高生产效率。 7、无过渡牙螺纹。挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能 二.BALAX挤压丝锥的优势: 1、较低的攻牙扭力。BALAX公司在挤压丝锥的引导方面与其他公司完全不同。其他公司的过渡牙在刃磨时, 其牙峰是平的,而BALAX的过渡牙仍然是尖的,这样在攻牙时加工阻力比较小,丝锥的扭力也相对较小。 2、标准库存各种精度、尺寸的丝锥,包括各种等级加大丝锥。在现代加工中,经常会需要一些加大的丝锥, 基于此,BALAX公司生产了各种加大尺寸的丝锥,其等级用“H”和“D”来表示。 3、表面涂层处理。BALAX针对各种加工材料有各种相对应的表面涂层处理,使丝锥能产生更大的效能。 三.BALAX挤压丝锥介绍: 丝锥公差丝锥公差等级的选用,取决于螺纹孔的公差等级。欧美系丝锥的螺纹公差,可参见标准DIN13。 常用的丝锥和内螺纹公差:丝锥公差与内螺纹公差对照表: 以上对照表说明,ISO2/6H/2B等级的丝锥,可以应用于4G/5G/6H公差的内螺纹的制造。
压力表精度等级
压力表精度等级的含义 压力表的精度等级,是以允许误差占压力表量程的百分率来表示的,一般分为0.5、1、1.5、2、2.5、3、4七个等级(锅炉上不用3级和4级),数值越小,其精度越高。例如,表盘量程0~2.5MPa精度2.5级的压力表,它的指针所示压力值与被测介质的实际压力值之间的允许误差,不得超过上2.5M Pa×2.5%=±0.0625MPa;当压力表指示压力为0.8MPa时,实际气压在0.7375~0.8625MPa之间。 由此可见,压力表实际误差的大小,不但与精度有关,而且还与压力表的量程大小有关。 量程相同时,精度越高(即数字越小),压力表的允许误差越小。 精度相同时,量程越大,压力表的误差越大。 压力表精度等级是压力表精确度等级或准确度等级的简称,(GB/T12 26-2001《一般压力表》国家标准称之为仪表的精确度等级,JJG52-19 99《弹簧管式一般压力表、压力真空表和真空表》称之为仪表的准确度等级. 压力表的精度等级分为:1.0级;1.6级;2.5级;4.0级,各等级仪表的外壳公称直径应符合下表的规定 外壳公称直径(mm)精确度等级 40;60 2.5;4.0 100 1.6;2.5 150;200;250 1.0;1.6 压力表的精度等级和允许误差及其关系见下表二 表二 精度等级允许误差%(按量程的百分数计算)
在参比工作条件下,压力表精度等级检验应包括以下四个项目:1、示值误差 在测量范围内,示值误差应不大于表二所规定的允许误差.2、回程误差 在测量范围内,回程误差应不大于表二所规定的允许误差的绝对值.3、轻敲位移 轻敲表壳后,指针示值变动量应不大于表二所规定的允许误差绝对值的1/2. 4、指针偏转平稳性 在测量范围内,指针偏转应平稳,无跳动和卡住现象. 零位测量上限的(90~100)%其余部分带止销 不带止销1.01±1±1.6±11.6(1.5) 1.6±1.6±2.5±1.62.5 2.5±2.5±4±2.54.0 4 ±4 ±4 ±4 注:使用中的1.5级压力表允许误差按1.6级计算,准确度等级可不更改.
仪器仪表精度等级的划分标准误差
误差、仪表精度等级的概念 一、测量误差:测量值与真实值之间存在的差别。 真值:一个变量本身所具有的真实值,它就是一个理想的概念,一般就是无法得到的。 在计算误差时,一般用约定真值或相对真值来代替。 约定真值:一个接近真值的值,它与真值之差可忽略不计。实际测量中以在没有系统误差的情况下,足够 多次的测量值之平均值作为约定真值。 相对真值:指当高一级标准器的误差仅为低一级的1/3以下时,可认为高一级的标准器或仪表示值为低一级 的相对真值。 绝对误差的实质,就是仪表读数与被测参数真实值之差。 仪表的绝对误差只能就是读数与约定真值或相对真值之差。 相对误差:仪表的绝对误差与真值的百分比。 引用误差:绝对误差与仪表量程的百分比。 仪表精度等级
又称准确度级,就是按国家统一规定的允许误差大小划分成的等级。引用误差的百分数分子作为等级标志。 我国仪表精度等级有:0、005、0、02、0、05、0、1、0、2、0、35、0、4、0、5、1、0、1、5、2、5、4、0等。 级数越小,精度(准确度)就越高。 二、电工仪表的精度等级 电工测量指示仪表在额定条件下使用时,其最大基本误差的百分数称为仪表精度等级a的百分数,即±a%=(ΔXm/Xm)×100%。 其中,ΔXm为最大绝对误差,Xm为仪表的基本量程。 国家标准规定,电压表与电流表的精度等级分0、05、0、1、0、2、0、3、0、5、1、0、1、5、2、0、2、5、3、0、5、0等十一级; 功率表与无功功率表的精度等级分0、05、0、1、0、2、0、3、0、5、1、0、1、5、2、0、2、5、3、5等十级; 频率表的精度等级分0、05、0、1、0、15、0、2、0、3、0、5、1、0、1、5、2、0、2、5、5、0等十一级。 测量时,仪表全量程范围内的指示误差不得超过最大基本误差。 三、对于仪表精度需说明的问题 1、仪表的精度并非测量精度。仪表运用在满刻度偏转时,相对误差较小。
JISB0905-1992动平衡精度等级
JIS B0905-1992 動平衡等級 動平衡良好的等級 單位 mm/s 動平衡等級 G0.4G1 G2.5G6.3G16G40G100G250G630 G1600 G4000動平衡的上限值 0.4 1 2.5 6.3 16 40 100 250 630 1600 4000 (備考) 各自動平衡的良好等級G 是包含從良好動平衡上限數值到零的良好動平衡範圍。 ISO 1940 是世界公認的平衡等級將平衡等級分為11等級以2.5倍為增量。 其所表示的單位是(g-mm/kg),代表不平衡的質量位於轉子半徑上相對於轉子總重量的值, 也代表不平衡量對於轉子中心的偏心距離。 動平衡的級數設定是根據ISO1940的標準, 其關係如下: 不平衡量 u : g-mm M= 轉子質量(kg) 9549= 常數 N= 轉速 r.p.m. G= (Nxu)/(9549xM) 不平衡量是讓不平衡發生的重量m 和回轉中心到此不平衡重量的距離e 相乘的結果來做表示。 因此,其單位是重量和距離相乘的積所以變為是【g ?cm 】或是【g ?mm 】。在下圖m 是不平衡的質量,e 是從回轉中心到m 距離, M 是轉子的質量。 時的不平衡量U 是為 U=m x e 例如,m=0.2g 、e=1.0cm 的話 U=0.2gx1.0cm =0.2g ?cm =2.0g ?mm 注意:此時的不平衡量和回轉數無關係,是以物理量所做的定義。 不平衡量的定義 u= 不平衡量 g-mm M= 轉子質量(kg) 9549= 常數 N= 轉速 r.p.m.
何謂「不平衡」 A、靜不平衡(Static unbalance):轉子的重心偏離於軸心線(中心線)的位置。 在固定不動的轉子上,這是很容易就可以被測得出來的。原因是在這位置上面,離心力是垂直到軸線上的。在一個穩定可靠的環境中,我們可以選擇任何一個平面輕易地來做為消除這一個不平衡的平面。但是這個靜平衡力有可能變成其他的動不平衡力(couple unbalance)。 B、力偶不平衡(Couple unbalance):轉子的重心線延著軸線的位置產生。 這種力只能在旋轉中的轉子中測得。因為它產生於旋轉期間傾斜的一瞬間,在無側向力時, 這兩個不平衡質量所產生的離心力能相互抵消。 C、動不平衡(Dynamic unbalance):是靜不平衡與力偶不平衡的結合。 參考附表 動平衡良好的等級 動平衡良好的 上限值mm/s (e per*ω)(1)?(2) 轉子的種類一例 G 4000 4 000 剛支持的汽缸數奇數的船舶用低速柴油 傳動(3)的曲軸軸系(4) G 1600 1 600 剛支持大型2衝程傳動曲軸軸系(4) G 630 630 剛支持大型4衝程傳動的曲軸軸系(4) 彈性支持的船舶用柴油傳動的曲軸軸系(4) G 250 250 剛支持的高速4汽缸柴油傳動軸系(3)的 曲軸軸系(4) G 100 100 6汽缸以上的高速柴油傳動(4)的曲軸軸系 汽車,卡車及鐵路車輛用傳動(汽油或柴油)的完成品(5) G 40 40 汽車輪胎,輪緣,車輪組及驅動軸,彈性支撐的6汽缸以上的高速4行程傳動(4)(汽油還是柴油)的曲軸系 汽車,卡車,火車車輛用傳動的曲軸系 G 16 16 特別有做要求的驅動軸(螺旋槳軸.萬向軸) 壓碎機部品 農業機械部品 汽車,卡車及鐵路車輛用傳動(汽油或柴油)的傳動部品 特別是有做要求的6汽缸以上的曲軸軸系 G 6.3 6.3 製煉廠用機器 船舶用主機輪機齒輪(商船用) 離心分離機滾桶 製紙輥輪.印刷輥輪 風扇,扇葉 組立後的飛機用渦輪噴射引擎-燃氣輪機 飛輪-FLYWHEEL 泵浦葉片 工作機械及一般機械的部品 無特別要求的中型及大型(有最少80mm以上軸中心高馬達的)電機子 對振動不敏感所使用的或有振動絕緣 (主要是量產形的)小型電機子 有特別要求的傳動部品
丝锥精度等级
自己去算一下ISO2=6H=2B 比如10-32UNF-GH3和10-32UNF-3B的公差各是多少? GH3:4.336+0.0127(mm) 3B:0.1697+0.0029(in) YAWAMA的美标丝锥10-32UNF-GH3精度是不是和美标的3B精度等同? 不相同的.H3是丝锥精度,3B是内螺纹精度. YAMAW A挤压丝锥:挤压丝攻是应用塑性成形方式,在下孔内压磨使被削材隆起而形成螺纹。因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。挤压丝攻最适合于具有可塑性之材料如铝,红铜,锌,黄铜与低碳钢。?YAMAW A挤压丝锥精度等级:Y AMAW A G级?YAMAW A 挤压丝锥材质:HSS-E ?YAMAW A挤压丝锥切刃吃入部牙数:2牙/4牙?YAMAW A挤压丝锥表面处理:N-RZ-酸化处理(黑色),R-V-复钛(TIN)处理(金黄色)?YAMAW A挤压丝锥适用被削材:N-RS适用于铝,红铜,锌,黄铜,低碳钢等… N-RZ适用于低碳钢,中碳钢等 丝锥精度等级分为几种? 美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。挤压丝锥较切削丝锥有七大优点: 1、无屑加工。因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。 2、强化所攻牙的强度。积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。 3、更高的产品合格率。由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。 4、丝锥自身强度好。由于积压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。 5、更长的使用寿命。由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削丝锥的3~20倍。 6、更高的生产效率。正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待机的时间,从而提高生产效率。 7、无过渡牙螺纹。挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能。BALAX挤压丝锥的优势: 1、较低的攻牙扭力。BALAX公司在挤压丝锥的引导方面与其他公司完全不同。其他公司的过渡牙在刃磨时,其牙峰是平的,而BALAX的过渡牙仍然是尖的,这样在攻牙时加工阻力比较小,丝锥的扭力也相对较小。 2、标准库存各种精度、尺寸的丝锥,包括各种等级加大丝锥。在现代加工中,经常会需要一些加大的丝锥,基于此,BALAX公司生产了各种加大尺寸的丝锥,其等级用“H”和“D”来表示。 3、表面涂层处理。BALAX针对各种加工材料有各种相对应的表面涂层处理,使丝锥能产生更大的效能。BALAX挤压丝锥介绍: 1、丝锥过渡牙。 我们有四种过渡牙,尖头丝锥为3-1/4~3-3/4牙和1-3/4~2牙,平头丝锥为1~1-1/2牙和2-1/4~2-3/4牙。 2、丝锥尖头顶角。 BALAX可根据客户的需要免费为客户磨尖头挤一个过渡牙丝锥。 3、油沟槽设计。 6#丝锥(M3.5)以上均设计有油沟,它能起冷却及降低内孔油压的作用。 丝锥的柄径: 所有3/8#(M10)以下丝锥的柄径均大于丝锥尺寸,这样丝锥的强度较好,但它不能加工深腔,如加工深孔件,请选择加长系列或BALAX丝锥 的DIN及JIS系列。控制牙底角丝锥——CRD