2KS输调漆系统(中文版)
涂装集中输调漆系统
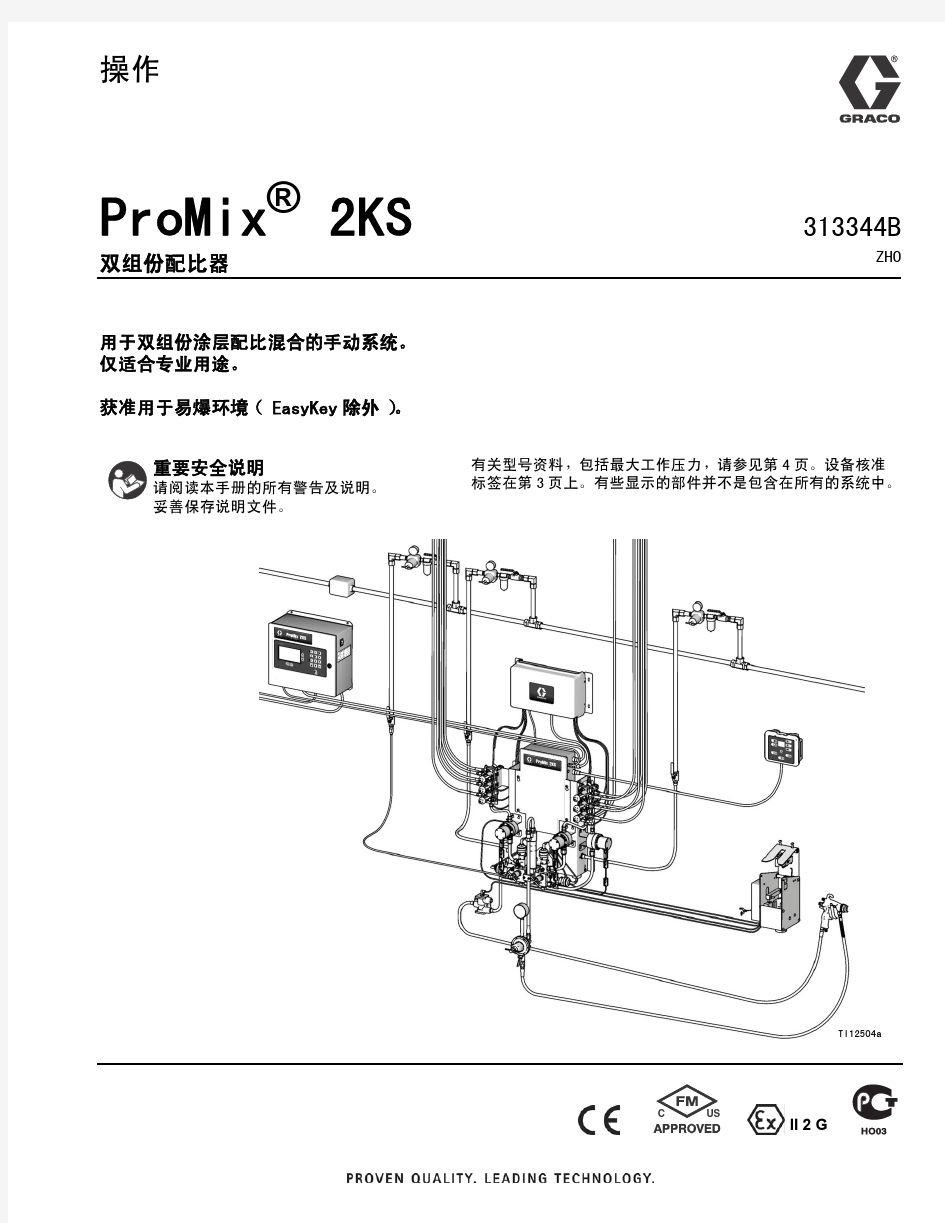
涂装车间集中输调漆系统的设计 作者:葛明坤孙自松齐鹏文章来源:奇瑞汽车股份有限公司鄂尔多斯分公司?发布时间:11-27 集中输调漆系统向中涂,面漆生产线提供压力稳定,流速流量稳定,温度稳定和搅拌均匀的涂料,以保证优良 的涂装防护性,耐久性和装饰性的油漆涂膜,并满足生产线的高节拍,连续性和高品质的生产需求.本文重点 阐述了集中输调漆系统的构成及设计. 集中输调漆系统向中涂、面漆生产线提供压力稳定、流速流量稳定、温度稳定和搅拌均匀的,以保证优良的涂装防护性、耐久性和装饰性的油漆涂膜,并满足生产线的高节拍、连续性和高品质的生产需求。本文重点阐述了集中输调漆系统的构成及设计。 集中输调漆系统是由各部件以及输送管路构成的管道网络,它不仅能够保证以适当的压力和流量输送涂料,同时还能对涂料的温度等特性进行控制。其主要部件包括:调漆罐、循环罐、输送泵、稳压器、过滤器、调压器和温控系统等。通常工程上将由这些部件和管路构成的一个集中式输调漆装置称为一个模组,每个模组可以有若干个涂料供给出口。该系统运行时,通常由一台转移泵将油漆和稀释剂泵入调漆罐中进行调整,调整好的涂料被同一台转移泵泵入循环罐中,然后输送泵将循环罐中的涂料通过稳压器、过滤器泵入主管道,输送至各枪站点喷涂使用,而剩余涂料通过管道网络返回到循环罐中。由于涂料是在密闭系统中循环,因而避免了外界杂质对涂料的污染,从而保证了输送涂料的洁净度。下面详细介绍集中输调漆系统的设计。 调漆间的设计要求 调漆间作为集中输调漆系统的安装空间,也是油漆输送的源头,对调漆间的位置、洁净度、送排风、温湿度和防静电有一定的要求。这里只是简单介绍一下调漆间的设计要求。 首先,在前期规划时,调漆间选择在离喷漆线相对较近的位置,以便减少输送管网的长度,降低投资成本,同时较少油漆的循环量,也便于换色清洗。 其次,调漆间对洁净度有较高的要求,通常采用全新风送风空调,并对温湿度可以进行控制,保证油漆在工艺要求的温湿度环境下调配和输送,并通过湿度的调整降低静电的产生。 再次,在油漆调配和输送的过程中会有一定的溶剂挥发,要把这些挥发的溶剂排出室外必须要具有良好的送排风系统,一般采用调漆间“上送风、下排风”的送排风方式,换气次数要求一般达到15~30次/h。 最后,调漆间的防静电至关重要,一般采用或水磨石导电地面,根据业主的投资成本选择。调漆间预留至少一根主导电线(镀锌扁钢或铜排),作为集中输调漆系统的静电释放主接入点。涂装车间调漆间平面布置如图1所示。
涂装车间调漆间安全规定正式样本
文件编号:TP-AR-L8837 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 涂装车间调漆间安全规 定正式样本
涂装车间调漆间安全规定正式样本 使用注意:该管理制度资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 主要危险因素:火灾、爆炸。 主要危害因素:中毒。 主要环境因素:大气污染、土地污染。 1.调漆间基本要求 1.1.所有操作必须先接地,后进行正常作业。所有操作有双手完成,严禁用脚做蹬踏等危险动作。 1.2作业人员应穿防静电鞋或导电鞋,穿着时及时清理鞋底的污垢。作业人员应穿防静电工作服,不得穿用丝绸、合成纤维等易于产生和积聚静电荷的材料制成的内衣。定期清洗连体服。 1.3. 作业人员不应佩戴孤立的金属物体
1.4. 在调漆间工作的人员,应进行定期的防静电危害培训以及紧急逃生培训。调漆间作业人员都应采用定岗、定职、定责进行管理,接受安全作业、维修、个人防护、意外情况处理、放火灭火、涂料储存与管理及使用等方面的技术培训:每月至少进行一次再培训,并将培训日期、内容等记录在案备查。所有接受培训人员应经考核合格后方能上岗操作。 1.5. 非授权人员禁止进入调漆间,对检查考核人员,经车间主任或安全工程师确认并同意后,配备公用的个人防静电装备。由车间对口人员陪同并告知有关规定。 1.6. 严禁将火源以及非防爆设备带入作业场所。调漆间入口及其他禁止明火和产生火花的场所,应由禁止烟火的安全标志。 1.7.在调漆间等易燃易爆场所未经授权严禁使
浅淡涂装线的集中输、调漆循环方式和结构
龙源期刊网 https://www.360docs.net/doc/f717891954.html, 浅淡涂装线的集中输、调漆循环方式和结构作者:吴鹏立高金辉张志宏 来源:《数字化用户》2013年第11期 【摘要】本文主要介绍了用于汽车涂装的集中输、调漆系统的结构及不同的循环方式。 【关键词】集中输调漆系统循环 随着汽车工业的快速发展,汽车装饰性的不断提高,汽车外观色彩日新月异,对于汽车涂装工艺的供漆系统提出了更高的要求。集中输调漆系统就是为适应大批量、高品质生产线的需要而发展起来的,它取代了传统的重力式、虹吸式、增压罐式等供漆方式。 一、集中输、调漆系统的优点 集中输、调漆系统,就是调漆间输漆罐内的涂料由压力泵的工作的产生的压力下,经过密封管道压送到喷涂线内的多个操作工位。它包括调漆系统、供漆系统、温控系统、过滤系统及电控系统等。 相对于重力式和虹吸式以及增压罐式等传统的供漆方式,集中输、调漆系统具有如下明显优点: (一)能良好的控制涂料的粘度、颜色和温度,使其均一性能表现更佳。 (二)能有效改善生产环境,减少车间内运输,有益于安全生产、节能环保。 (三)施工工状的改善:保持输送压力的稳定,提高了手工、自动喷涂的作业质量。 (四)除调漆外,其他涂料呈密闭状态运行,保持了涂料纯度,避免灰尘等脏物进入涂料内而影响其性能品质。 (五)如出现火灾易于扑灭和控制,最大限度地减少现场火灾危险性。 集中输调漆系统是由调漆系统和输漆系统组成的一个完整的、独立的系统,对系统参数控制要求非常精确,否则容易对施工材料造成影响。 二、集中输、调漆系统的循环方式 为了满足不同性质的材料要求,集中输、调漆系统通常采用不同的循环方式,目前普通采用循环方式有:一线循环(即主管循环)、二线循环以及三线循环。
车身涂装线工程输调漆系统技术标书(发送版)
河北中兴汽车制造有限公司宜昌项目 车身涂装线工程 输调漆及供胶系统 招标技术要求 河北中兴汽车制造有限公司 2011年8月
总则 本技术要求运用于河北中兴汽车制造有限公司宜昌分公司涂装线项目输调漆系统、供胶系统及其全部配套设施和安全防护装置,提出设备的功能设计、结构、性能、安装和试验等方面的技术要求。 招标方在本规范书中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,投标方应提供一套满足本技术要求和所列标准要求的高质量产品及其相应服务,充分体现出投标方的品牌和技术的优势。 对国家有关安全、环保等强制性标准,必须满足其要求。 为保证系统的完整和运行,投标方必须提供对系统运行和操作能力分析、传输系统模拟以及其它的计算。 投标方须执行本技术要求所列标准,有矛盾时,按较高标准执行。 合同签订后7日内,按技术要求,投标方提供合同设备的设计、制造、检验/试验、装配、安装、清洗、调试、试运行、验收、运行和维护等项目实施计划给招标方,招标方确认。 投标说明: 投标方对招标方提出的对投标书的下列要求必须在技术标书中作出实质性的响应。否则将作为废标处理。 1、本标书是投标方的报价基础; 2、投标方应以满足或高于本标书描述的技术标准进行报价。 3、本标书中提到的各项要求投标方必须进行详细说明,需提供该设备的部件图。 4、投标方提供随机设备,设备的标定装置、附件、备件在投标书中单独报价; 5、在本标书中没有提及到的内容,投标方必须保证设备各个部分功能齐全好用,且这部分价格应该包含在报价中,而不得另行加价; 6、供货商提供的产品必须是全新的设备; 7、合同签订后,招标方在任何情况下都不接受因技术商谈而引起的交货日期的延迟; 8、投标方至少应通过ISO9000认证; 9、投标方在投标时需要列出设备设计、制造、预验收、运输、安装的时间节点安排。 10、投标方应对本设备的完整性、可靠性、安全性(安全性应符合有关中国国家标准规范的要求)进行复核、确认,若有疑问应在投标方与招标方签订合同前提出,否则其后发生的费用全部由投标方负责。 11、投标方在投标时可以对招标方招标文件提出偏离,但所有偏离必须填入技术偏离表。 12、投标方必须说明投标保证:我们的报价除了偏差表中明确列出的条款外,完全符合招标文件的要求。 13、投标方在投标书中指定的本工程项目经理必须参加招标答疑,以便双方就一些重要问题进行沟通、确认。 14、投标方投标时须提出设备安装期间的水、电、气用量需求,否则日后安装时造成变更由投标方承担责任。投标报价应包含在招标方工厂由于施工所实际发生的水、电、气的费用。施工过程中的水、电、气等由招标方提供,费用从投标方合同款中扣除。 15、投标方提供的输调漆和供胶管路的初次清洗材料,清洗效果由涂料供应商认可。 投标方资质条件、能力及信誉等的总体要求 1)资质条件: 必须具有国内独立法人资格; 2)财务要求:注册资金必须在200万人民币以上; 3)业绩要求: 必须具有近三年,成功参与5条年产10万台以上,国内外汽车乘用车涂装输调漆系统的同类工程业绩、相应资质及成功经验。 4)任何投标工厂必须具备:
调漆间管理制度
调漆间管理制度 调漆房安全生产管理制度 一、目的 为规范调漆房室内油漆的存放、调配,维护调漆室内环境,有效杜绝安全隐患,确保调漆房安全 二、适用范围 本制度适用于公司调漆房。 三、作业区规定 ,一,调漆房作业员必须熟悉储存物品的分类、性质、保管知识和消防防火安全制度,必须掌握消防器材的正确操作使用,做好本岗位的防火工作。 ,二,调漆房是车间重点防火区域,作业员必须经过岗位操作安全培训和消防知识的培训,经考核合格后,才能上岗作业。 ,三,严禁在调漆间用铁器敲打设备。 ,四,调漆房使用的工具必须用铜质材料。 ,五,在调漆的过程中必须做好防静电工作。 ,六,在工作中,作业员应做好劳动保护工作,戴好防护帽子,防护眼镜,防毒口罩,防静电手套,穿防静电服和防静电鞋。 ,七,作业员应熟悉消防沙、干粉灭火器、二氧化碳灭火器使用方法。 ,八,作业员每天对调漆房的生产工具、设备等进行点检并做好记录,如发现异常,应及时上报车间主管。 ,九,工作期间的调漆房必须将抽风机保持在开启状态。 ,十,调漆房内垃圾、废弃物等应及时清理,保持室内环境整洁卫生。 ,十一,除监查人员与工务人员外,其他非调漆房作业人员不得擅入调漆房。
四、装卸规定 ,一,装卸油漆类物品时,作业员不得穿戴易产生静电的工作服、帽和易产生火花的工具,严防震动、撞击、重压、摩擦和倒置。 ,二,按标识堆入存放点,醒目处标明储存物品的名称、性质且贴有MSDS资料,搬运时要小心轻放,堆放高度不得超过2米。 ,三,各类油漆物品的容器应当牢固、密封,发现破损、残缺、变形等情况时,应及时进行安全处理,严防滴漏。 ,四,装卸作业结束后,应当对现场进行检查,确认安全后,方可离开。 ,五,不准在调漆房门口进行维修作业。 ,六,调漆房的油漆储存量不能超过一天的使用量。 五、安全规定 ,一,调漆间应当设置醒目的防火标志,进入调漆房作业区的人员,严禁携带的火种及手机。 ,二,调漆间内不准使用移动式照明灯具。 ,三,所有的电器设备、线路必须具备防爆功能。 ,四,调漆间的电器设备、线路,必须由持有合格证的电工进行安装、检查和维修保养,电工应当严格遵守各项电器操作规程。 ,五,调漆房禁止使用明火。如需要动用明火作业时,必须经公司现场安全部门批准,采取严格的安全保护措施。 ,六,调漆间内不准使用电器器具,作业需要除外,。 六、消防规定 ,一,消防器材应当设置在明显的地点,便于随用随取。 ,二,消防器材定位放置,严禁挪用,周围不准堆放物品和杂物。 ,三,调漆房的安全出口应保持畅通,严禁堆放物品。
漆画制作过程中调漆的比例一般那两种混合
天然生漆对颜料掺入的要求很挑剔,因为天然生漆含有漆酸,而各种盐基性颜料均系金属化合物,凡含锌、钡、铅、铜、铁、钙、钠、钾等金属的颜料,一与天然生漆调合就同漆酸起化学作用,色泽变暗甚至变黑,故不能使用。只有不与漆酸起化学作用的贵重金属如金、银、钦、汞等,才能入漆。近代从炼焦油中提取的有机颜料,非金属性,且耐酸耐碱,则宜于入漆。古代多用矿物盐基性金属化合物颜料,如银朱、赭石、石黄、石青、石绿、铅粉、煤烟等。其实其中除银朱、石黄、煤烟之外,多不宜入漆,故古代漆色较暗。“绿沉漆”之由来即因石绿入漆后颜色灰暗而起。入漆颜料基本上有银朱、立索尔红(西洋红)、镉黄、钛白、酞菁蓝、酞菁绿等。由于钛白和酞菁蓝、酞菁绿等颜料的出现,漆色能调配出多种色彩,再加上运用泥银 、泥金,漆艺色彩就更加丰富了。 以上各种颜料,均为干色粉,与漆调合为漆彩,方可用。调制方法是:将颜料置于调漆板上,加入少许广油,用石杵分批研磨,并不时地翻动清理,务必研细,这与色彩的鲜明度很有关系。研细之后,再调入透明漆或红推光漆。一般来说,入漆量不得少于50%,入漆太少,彩漆不够坚牢,入漆过多,则会影响色彩的鲜明度。颜料和漆调合后的彩漆,干后一般较原来的暗。不过,经过一定的时间(数月甚至更长),又会恢复到调制时的色彩,可称还原,但如果漆的含量过大,色彩便不会完全还原。 金属材料 金即黄金。金可以看成黄色颜料,有金箔、金箔粉、金泥、金九粉等。 银是白银,可以看成是白色颜料。也有银箔、银箔粉、银泥,银丸粉等。 铝其作用与银相近,也可看成是白色颜料,也有铝箔、铝箔粉、铝泥之分。 镶嵌材料漆艺中可用的镶嵌材料很多。只要有一定的硬度,耐打磨,能持久的均可取。 贝壳种类繁多,贵重的有夜光螺、鲍鱼贝(石决明)、珍珠贝等。 在漆艺中通称为螺钿。我国南方湖泊中称亮耳子的白色蚌壳,裙边有漂亮的色彩,也可用。加工办法是先将贝壳外皮去掉,然后在砂轮上打磨成片。厚薄根据需要而定。韩国漆艺以螺钿著称。加工技术比较先进,先用机器把贝壳分离剖解为薄片,薄片又可以切割成宽窄不等的细条,不仅使用方便,贝壳也得到了充分的利用。螺钿也可加工成颗粒如砂,可以洒粘于画面。 蛋壳通常使用的有鸡蛋壳、鸭蛋壳、鹌鹑蛋壳。鸡蛋壳的色彩有 红白之分,鸭蛋壳又有呈绿色的。鸭蛋壳因略有透明,粘合蛋壳的底漆能衬托于表面,故较鸡蛋壳暗。鹌鹑蛋壳比鸡、鸭蛋壳薄,适用干镶嵌面积小而又精密的部分。蛋壳也可以碾碎成颗粒,洒粘于画面。 金属金银加工成薄片,可嵌于漆面上。 金银以外,尚有锡、铜、铅、铝等。 嵌片以外,尚可嵌线。 角骨牛角、牛骨、驼骨等,均可用于镶嵌。兽骨的加工方法是, 先将其破成两片,加石灰与石碱放在锅里蒸煮,以去其油分,再加工为薄片,即可使用。龟壳、玳瑁也可用。 木石黄杨木、紫檀木、寿山石、青田石、叶腊石、珊瑚、绿松 石等,不分贵贱,只要合宜,均可用于镶嵌。 研磨材料研磨材料有水砂纸、磨石、人造磨石、木炭等。 水砂纸的粗细有多种型号。国产的有280#、320#、360#、400
车身涂装线工程输调漆系统技术标书(发送版)
车身涂装线工程输调漆系统技术标书(发送版)
河北中兴汽车制造有限公司宜昌项目 车身涂装线工程 输调漆及供胶系统 招标技术要求河北中兴汽车制造有限公司
2011年8月 总则 本技术要求运用于河北中兴汽车制造有限公司宜昌分公司涂装线项目输调漆系统、供胶系统及其全部配套设施和安全防护装置,提出设备的功能设计、结构、性能、安装和试验等方面的技术要求。 招标方在本规范书中提出了最低限度的技术要求,并未规定所有的技术要求和适用的标准,投标方应提供一套满足本技术要求和所列标准要求的高质量产品及其相应服务,充分体现出投标方的品牌和技术的优势。 对国家有关安全、环保等强制性标准,必须满足其要求。 为保证系统的完整和运行,投标方必须提供对系统运行和操作能力分析、传输系统模拟以及其它的计算。 投标方须执行本技术要求所列标准,有矛盾时,按较高标准执行。 合同签订后7日内,按技术要求,投标方提供合同设备的设计、制造、检验/试验、装配、安装、清洗、调试、试运行、验收、运行和维护等项目实施计划给招标方,招标方确认。
投标说明: 投标方对招标方提出的对投标书的下列要求必须在技术标书中作出实质性的响应。否则将作为废标处理。 1、本标书是投标方的报价基础; 2、投标方应以满足或高于本标书描述的技术标准进行报价。 3、本标书中提到的各项要求投标方必须进行详细说明,需提供该设备的部件图。 4、投标方提供随机设备,设备的标定装置、附件、备件在投标书中单独报价; 5、在本标书中没有提及到的内容,投标方必须保证设备各个部分功能齐全好用,且这部分价格应该包含在报价中,而不得另行加价; 6、供货商提供的产品必须是全新的设备; 7、合同签订后,招标方在任何情况下都不接受因技术商谈而引起的交货日期的延迟; 8、投标方至少应通过ISO9000认证; 9、投标方在投标时需要列出设备设计、制造、预验收、运输、安装的时间节点安排。 10、投标方应对本设备的完整性、可靠性、安全性(安全性应符合有关中国国家标准规范的要求)进行复核、确认,若有疑问应在投标方与招标方签订合同前提出,否则其后发生
油漆调配方法
油漆调配方法 1. 1 手工调色法 手工调色法是一种最简单、最基本的调色方法。该方法无需专用设备, 但要求操作者具有相关的色彩知识和一定的操作技能。 相关的色彩知识 尽管颜色的种类很多, 人们用肉眼可以识别的颜色种类近30 万种, 但每一种颜色都具有三种显著的特性, 又称为色彩的三属性( 或色彩的三要素) : 色相( 也称色调) 、明度( 也称亮度) 、彩度( 也称饱和度、色度) ; 且任何一种颜色色相和彩度是由红、黄、蓝三原色调配确定, 而明度则用黑色和白色进行调整。如图1, 等量的红色与黄色混合调配成橙色; 等量的黄色与蓝色混合调配成绿色; 等量的蓝色与红色混合调配成紫色; 红色、黄色和蓝色中分别加入一定量的白色可调配粉红、浅红, 浅蓝、浅天蓝、浅黄、奶黄、蛋黄、牙黄等深浅不一的多种颜色[ 1 ] 。因此手工调色法必须具备以上相关的配色知识, 才有可能进行颜色的调配。 颜色的确认 对于任何一种拟调配的“子色” , 首先应将涂膜标准色卡或样板色、实物色置于光线充足的地方, 或标准光源下, 以辨认出涂料颜色中的主色和辅色, 即该色样主要由哪几种颜色调制而成的, 大致配比如何, 是否需用黑色或白色进行颜色明度调整等基本情况。 配色前的准备 根据以上对颜色的确认, 准备同种类、一定数量的各种“母色”涂料, 同时准备配色的各种器具, 以及制作小样的白铁皮或玻璃板等, 并清洗各器具, 使其保持清洁状态。 小样调配 打开各颜色的涂料桶, 用调色棒反复搅匀, 先取主色涂料液数滴, 滴于桶盖或白铁皮、玻璃板上, 再依主次顺序, 用同样方法滴取其他颜色的涂料, 对照样板色, 边加边搅拌, 直到调配出所需的“子色” , 可多次配小样。在调配过程中, 应确认各色用量比, 且注意是否有结块、浮色等不良现象。 颜色的调配
喷涂机器人技术协议
CG-3 项目涂装厂生产线改造 喷涂机器人 鸵鸟毛擦净机 油漆供给系统 采 购 技 术 协 议 书 浙江豪情汽车制造有限公司 二00 七年九月
喷涂机器人、鸵鸟毛擦净机、油漆供给系统采购技术协议书 甲方:浙江豪情汽车制造有限公司(以下简称甲方)乙方:百富机器人应用技术公司 (以下简称乙方) 经甲乙双方友好协商,就乙方承揽甲方的喷涂机器人、鸵鸟毛擦净机、涂料供给系统项目,达成如下协议: 1?项目内容 为提高车身表面喷涂的质量和生产效率,涂装新建中涂(面漆)线采用一套鸵鸟毛擦净机对车身外表面进行擦净除尘,采用两台喷涂机器人对车身外表面进行中涂及罩光清漆喷涂,采用集中输调漆装置供给中涂、清漆涂料及溶剂。整个项目为设计、制造、安装、调试、技术培训和系统生产陪同等全套服务,同时包括完整的电气控制系统交钥匙工程,内容包括: 1.1 一套5辊鸵鸟毛擦净机并配备顶部和侧部静电离子风气吹等全套设备。 1.2二台喷涂机器人及配套用的自动静电旋杯、换色系统等全套装置。 1.3集中输调漆涂料供给系统,实现中央供漆室向喷漆室多个作业点涂料的集中循环输送。 1.4工件识别、检测设备、控制网络系统、安全防护及喷涂设备器具周边等工艺设备。 1.5设备的外购配套、运输、安装、调试、试运行及人员培训、售后服务等内容及有关水、电、气、基础等的设计。 2?设计依据 2.1生产纲领 设计产能:40000辆/年 年工作日:300天 工作制度:1班/天$h/班 生产节拍:180秒/台 设备利用率:85% 2.2车型参数 该项目完成后应能满足我公司四种以上车型(美日系列、优利欧系列、跑车系列、 CG- 3)正常生产。 车身最大外形尺寸:4180 (L)mM 1714 (W)mM 1465 (H)mm 喷涂表面积:?12m2 2.3车间作业环境 车间温度:7C ~52C 车间湿度:<95%
调漆方法
(1)油漆颜色的辨别:颜色的辨别应用有关色彩理论知识和色彩辨别能力及方法,才能准确地判断出所要调配颜色的本色。辨别涂料的本色,首先应在标准色卡上找出涂料颜色的名称,将标准色卡或标准色板置于足够的亮度的阳光下或标准光源之下,辨别出涂料颜色的主色,以及主色是哪几种颜色调配而成的,基本比例关系、色料的主次混合顺序、色相组合及明亮度和纯度等。辨别应以原色的成色、间色、复色、补色和消色等调配成色的色相、明度和纯度进行准确的判断。如果辨别有误,则很难调配出所要求的标准颜色。 (2)配色的依据与步骤:绝大数的配色依据是按照光谱色制作的色卡或标准色板。如不是近光谱色制作的色卡,则不可做为标准,只能做为参考用。如果是标准色板,首先要在标准色卡中找到样板颜色的涂料与颜料的混合色的名称或代号,需要调配颜色的色相、明度和纯度。配色前,要准确的判断和辨别出所要调配颜色的主色(即底色),需要哪几种色料相配,分清主、次相配的顺序等。颜色辨别清楚后,就可进行色料的选择并备齐。再依次准备好配色的盛装容器和工具、选择好适宜配色后与标准色卡或样板进行对比的场所(有标准的自然光或光源)、配色后用做对比的标准样板等就可以进行配色了。 (3)调配小样:油漆与颜料配色时,须先调配出试验性的小样(即少量但 必须涂装后与标准色卡或样板色对比)。首先配制小样,可避免大量配色时,找不准几种颜色相混调后的色相、明度和纯度,造成材料和时间以及调量过多或配色失败。先配小样,从中找准几种所需颜色的主、次顺序和加入量的比例,进行配比记录,为大量调配提供条件。 (4)配色的“先主后次、由浅至深”的原则:无论配制小样或大量调配,都要遵循先调配预调颜色的主色(调色相)混合调配成基本的色相(色调),再由浅至深的调整色相、明度、纯度、以及光泽和浮色等。配色时要进行充分搅拌使之均匀互溶。 (5)颜色对比与色料用法:配色时无论是调制小样或大量调配,在调配出基本色相后,再进行色相、明度和纯度的调整,在调整至与标准色相接近时,应边调边将调配好的油漆涂装在样板上,待溶剂挥发干后,与标准色卡进行对比,再边调整边对比,直至颜色完全一致为止。调配鲜艳色相、明度纯正的颜色时,应遵循选用的色料的品种越少越好。根据
汽车漆调漆理论篇
汽车漆调漆理论篇 很多朋友在网上咨询汽车漆调漆方面的知识,今天邦派漆给大家大概讲解一下其中的一点知识! 一、调色理论 调色又叫配色或拼色,是制备色漆的一项十分重要的工作。正是依靠调色才能使有限的单纯颜色组成极为丰富的复合色,为我们的现实世界披上多彩的外衣。 长期以来,调色一直依靠操作人员的经验性观察来进行,调色人员经验的丰富程度及眼力的敏锐程度决定调色样板的完善程度。 随着现代科技的发展,调色工作逐步发展到用仪器和计算机来进行,但由于各种客观因素的影响,比如:投料的误差,溶剂的挥发而引起粘度的变化等等。人的工作并不能完全由仪器和计算机来取代。因此有必要进行人员培训,使其了解怎样调色,怎样去认识调色。 二、物体的颜色特性 颜色是物体选择性地吸收光,并反射其余光而作用于人的眼睛的一种视觉感觉。比如,看红色的物体时它选择性地吸收了与它本身频率相同的绿色光波,而将其余的红色光波反射掉,给人形成红色的感觉。白色饰物反射掉所有光,而黑色则是吸收掉所有光,彩色是吸收一部分光,反射一部分光,日光是七彩的复色光。光和色是不可分开的,在没有光的漆黑世界里,所谓的彩色是没有意义的。 可见光依次波长从长到短可分为红、橙、黄、绿、青、蓝、紫七个,大致正间: 一、三原色及其配合变化 自然界的色彩千变万化,异彩纷呈。但这诸多的色彩都可分解为最基本的三种颜色:红、黄、蓝。正是这三种颜色不同比例的搭配才构成自然界的多姿多彩。红、黄、蓝就是三种原色,两个原色复合成的颜色叫间色。 虽然三原色可配出各种色彩,但并不是说我们的调色师只用红、黄、蓝就可以调出所用彩色漆。这是因为这三种原色母都不是单纯的原色,如:中黄中有红橙色相。红色中有的是紫色色相,有的是橙色色相,蓝色中有绿色色相和紫色色相等。实际上所有颜料都不是单纯的颜色。 二、三原色及其配合变化示意图
调漆室管理要点
汽车维修站调漆室建议管理方案 1.调漆室的设备. 2.调漆室的颜色资料及技术资料. 3.调漆室漆料的储存 4.调漆室安全管理提示 5.调漆室的5 S 管理及目的
一、调漆室设备 备注:建议房间的高度>2.4米;长度>4米;宽度>2.5米;需要两间,一间储存室,一间调漆室。必备设备/物品: 1.55-系列配置调漆搅拌机(56“头”以上)。储存于调漆架上 所有的色母,有描述颜色的标贴。 2.11-系列色母专用托架安装于墙壁或调漆搅拌机侧面立柱 上。 3.电子秤放置水平稳定,显示屏清晰显示。 4.配方查询电脑。 5.调漆工作台,不锈钢面板,放置稳定。 6.储存室色母存放货架,漆料,辅料货架,剩漆货架,工具置 放架(橱)等。 7.照明颜色正确,建议选用亮度合适,并接近于日光的865 TLD照明设备。 安全设备/物品: 8.安全通风设备。 9.防爆的照明设备,防爆的各种电器开关。 10.紧急洗眼设备,及紧急卫生处理物品。 11.有盖的废物箱/罐。
二.调漆室的颜色资料及技术资料. 1.电脑内的配方软件保持更新 2.各种设备资料,油漆产品资料和培训资料完整,并放置有序,重要的单页常用资料可塑封,作成系统卡。 https://www.360docs.net/doc/f717891954.html,PS齐全,色卡箱完好。 4.成熟的自建配方及修改配方,要有配方记录和相映配方样板。 5.年度色卡齐全。 6.11-/55-系列色母色卡挂图塑封并表框。 7.色母特性说明资料。 8.其它必要资料
三. 调漆室漆料储存 备注:请按照各产品的MSDS的详细说明对油漆材料进行储存,运输,及安全的处理。 1.调漆室须有负责管理人. 2.采用先进先用的基本原则。 3.有专人负责订货管理,有油漆安全库存设定,有公式化的定货计算方法,了解季节性产品变化,生产及客户需求变化等。建议经常对库存情况进行察看,减少缺货。 4.油漆产品的一般储存温度范围在5°C 至 35°C。调漆室内的工作温度应维持在15°C 至 30°C。视所处地区气候, 厂房结构等条件,可以考虑安装各种温度调节设备,如空调,暖气,遮光窗帘等。 5.喷涂后未用完之剩余色漆密封放置于专用货架位置。 6.不要放置含硅,油脂的光蜡,除锈剂等产品于调漆室内,以防污染油漆材料。如果存有V3K780抗缩孔添加剂,该产品也需要单独放置。 7.漆料、备用色母、辅料须有库存量记录,领料使用记录。
汽车油漆调漆的详细步骤
汽车油漆调漆的详细步骤
————————————————————————————————作者:————————————————————————————————日期:
汽车油漆调漆的详细步骤 一、调色中心的环境及光源: 1-1)调漆的地方必须有自然光,而不能靠灯光,如没有自然光的环境是不能调出准确的颜色。 1-2)调漆房的玻璃门窗切忌贴上有颜色的遮阳膜,因带色的遮阳膜会改变室内的自然光颜色令调色出现误差。 1-3)调配颜色及分辨颜色时,必须让自然光直接射向色板及实物,即人身体背向光线站立,手持色板则光线可正面射向色板以分辨颜色。 1-4)最准确,最理想的光线应在早上9:00至下午4:00。?二、调漆的基本步骤及要领: 2-1)通过查对色卡及颜色编号,在资料库中找出相应的配方。 2-2)先分析配方中各种色母的特性及其含坦,对比颜色卡及修补车身的颜色,如发现颜色卡与原配方颜色有差异,应根据颜色差异调整部份配方色母的含量才进行初步调试,调试的初步须掌握调色的两大原则:?由浅入深,由明至暗我们在调整配方作初次调合颜色时,应先根据上述原则让颜色尽量做浅些或明些,然后尽量选择原配方的色母及在色母卡中找寻最合适的色母加入混合,逐步增添色母的含量,令颜色逐步由浅入深或由明至暗,反过来若一开始把颜色调得太深或太暗,而后要令它改变过来是非常困难同时会耗费大量的色母。 2-3)如对油漆配方的颜色掌握不正确,建议先按配方作出少量调试(0.1公升),看调出来的颜色效果如何再决定在配方上作出调整,根据“由浅入深,由明至暗“的原则适量减少或增加某些色母的含量作初步配方的混合,(例如:配方
调漆间作业指导
一、生产前准备: 1、穿戴好劳保用品。 2、进行交接班检查设备运行状况,做好交接班记录,解决不了的问题及时的反馈到班组长处。 3、检查安全状况,包括灭火器材的状态和输调漆管道运行情况,发现问题及时报告给负责人或车间安全员处。 4、按生产组的任务安排,检查和准备全天的油漆数量。 二、操作步骤: 1、穿戴好防毒面具以及其他劳保用品,进行静电检测,达到标准要求后方可进入调漆间内开展工作。 2、调漆时首先将油漆桶外表面擦拭干净,用小车将油漆桶放入摇滚机夹紧进行搅拌10-20min。 3、将油漆桶放置在调漆罐旁,接好地线,将其打开,放入虹吸管,确认各阀门状态正确后开启隔膜泵将油漆打入调漆罐中,然后再开启各稀释剂隔膜泵及阀门,通过定量加注泵安配比将稀释剂加入调漆罐。加料完毕后开启电动搅拌器进行涂料搅拌,30-60min在测量涂料粘度,若粘度不在工艺范围内时,再进行微调,待粘度在工艺范围内时,通过气动隔膜泵将涂料打入循环罐,投入使用。 4、调漆后到喷漆室内观察喷涂的效果,若效果欠佳或出现油漆弊病应及时通知工艺员或油漆供应商进行适当调整(如:流平剂、防缩孔剂等)。 粘度检测方法:(1)中涂使用岩田2#粘度杯,清漆使用DIN4#粘度杯,所有色漆使用ISO4#粘度杯(2)检测粘度首先将洗净的粘度杯完全浸入需要测量的油漆内,然后将粘度杯取出,当粘度杯离开液面时按下秒表开始计时,当粘度杯内的油漆断线流时,再按下秒表停止时的读数即为该油漆粘度(保留小数点后两位),并记录在《粘度检测表》上。检测注意事项:(1)粘度杯从油漆中取出时杯身一定要端平不要摆动;(2)重复检测两次以上取其平均值表示该油漆的粘度;(3)如果两次测定值之差大于平均值5%,需进行再次测定。在标准温度23度下,一般整车中涂为19′,整车色漆为12′,整车清漆为28-30′,若出现天气干燥、湿度过大或温度过高、过低等外界环境影响时应根据现场实际情况进行调整。 5、油漆调整后在《调漆记录表》上按要求详细填写内容,包括日期,原漆情况和所加材料及调漆后的情况,并注明调漆员和使用日期。 6、调漆间技术人员每两小时对油漆进行检查,检测其粘度,记录在《油漆粘度检测表》上,若油漆粘度超出工艺参数范围时,应加入相应的稀料来降低粘度,若油漆粘度低于工艺参数范围时,应加入相应的原漆来提高粘度。生产前准备: 1 对喷漆现场进行巡查,出现针孔、桔皮等涂膜弊病时可通过加助剂(如流平剂和调整粘度)来改变状态,具体按照现场实际情况加入不同的量(一般不超过1%-5%)。 2 调漆结束后,应对所用的虹吸管、粘度计进行清洗,以备下次使用。 3 清洗调漆时在地面残留的油漆、溶剂污染。 4 调漆间过滤袋的更换:过滤袋的更换主要根据具体生产情况及油漆特性而定。(1)色漆:一般情况下常用颜色2天/次,若此种颜色连续生产超过一天则根据车身质量情况而定,对于长时间不用的油漆在生产前2小时进行更换;对于易沉淀的油漆则视具体情况而定。(2)中涂漆3天/次或压差>1bar时更换,清漆所使用的去油过滤袋一般一个月左右更换一次。(3)过滤袋更换后记录在《过滤袋更换表》。 5 每班利用生产停线时间将振荡过滤器反清洗一次,清洗后将过滤芯拆下洗净。 6 油漆出现问题排出时,首先将罐子内油漆排尽并关掉液压泵,再用溶剂/油漆将管道内的
输调漆系统清洗规范
F3. CLEANING 清洗 Optimize the quality of the rinsing of a circulating system by applying a standard procedure. 通过一个标准过程优化循环系统的清洁质量。 This operation needs having checked the station's automatic operations. Therefore it must be preceded by a dry run. 此项操作需要检查站点的自动操作。因此必须在之前有一个试运转过程。 F31. Dry run phase 试运转阶段 目的:确认输调漆系统调漆间内组块是否有泄漏。 This test phase is performed right before the first rinsing with solvent. 在用溶剂进行第一次清洁前该测试阶段需要执行正确。 For these tests, deionized water must be used. 在这些测试中必须用到去离子水。 ?Looping on exit from the exchanger (hoses). 安装走珠系统,但不安放走珠,关闭供管上套筒出口的球阀和回管上套筒出入口的球阀,将两个套管旁通连通,将回管上套路出口旁通至准备,仅在调漆间的组块内循环。 ?Supply of a container of deionized water. 提供去离子水容器。 ?Filling the pumping panel with water. 用去离子水填充调漆间内循环系统的组块。 ?Adjusting the operating parameters (flow rate, pressure, and temperature). 调整操作参数(流量,压力和温度)。 ?Checking the levels. 检查液面。(循环时间) ?Draining the pumping station by the low points equipped with valves. 通过装配了阀门的低点来排去系统内的水。 ?Blowing with compressed air. 用压缩空气吹净系统内的水。 ?At the end of the tests, removal of the deionized water container. 测试最后,去除去离子水容器。 F32. Rinsing procedure for solvent-based products 溶剂型产品系统清洗程序 2 procedures must be employed, depending on the systems configuration. 根据系统配置,必须采用2个过程。 F321. Safety precautions 安全措施
汽车调漆技术
汽车调漆技术 汽车涂料调色的技术要点及其调配方法汽车涂料与其他涂料一样,调色是按照涂料的样品或样板的颜色进行的,一般的 调配方法如下。 1、首先注意调色场所环境整洁,消防安全,备好配色容器、工具及测试仪器, 如清洁的搅拌工具,标准色卡或样板,比色计,色泽计等。 2、查阅资料,凭经验或用计算机测量确定所调配色的主色及色的组成,为调色 前备料做准备。 3、根据市场供应的汽车涂料品种和供应情况,选取主色涂料和调色所需的真正 的原色颜料或色浆。 4、先试配小样。首先确定内含多少种颜色的复色漆,在初步确定其参加配色的 各种色漆的重量,作为调配大样的参考。测重的方法是:将参加配色的色漆,分别装 入容器中,先称其毛重,调色完成后,再称一次,两次称量之差,即可求得参加配色 的各种色漆的质量。 5、在配色过程中,参加配色的色漆,应以近似所配某种色漆的颜色为基础,慢 慢间断地加入少量其他颜色的油漆。并不断搅拌,随时取样,对照样板,调调看看, 必须耐心调配,才能使所配的颜色符合要求。 6、配色漆时,先留出一半作为备用,万一配过头,可往里加入,再重新仔细调 配。 7、如果来样为干样板,则调配色漆时需等待干燥后,再行比较。若时间不允 许,则可在其干燥前,根据经验判断干后漆膜与原始样板是否相符。如果来样是湿 样,那就可以把样品漆液充分调匀后,滴一滴于正在配制的油漆旁边进行对比,边调 边对,直到配准为止。 8、小样配准后,初步求得应配入的色漆的数量,根据参加配漆的各种色漆的比 例,再配大样,其方法同上。 9、配色漆时,应在晴天或在标准光源下,对色进不要持续地观察,让眼睛休息 一会儿再调看。比较色漆时,每次必须渍漆上下充分搅拌均匀,然后取样比较,这样 才能减少差错。 10、配色漆时,所采用的色漆,其基料必须相同,否则会引起树脂析出、浮 色、沉淀,甚至报废
调漆间管理规定
调漆间管理规定 1.目的 为了加强安全消防管理意识,保护员工生命安全 2.定义 无 3.责任 调漆间作业员 4.规定 4.1.1 调漆间作业员必须熟悉储存物品的分类、性质、保管知识和消防防火安全制度,必须掌握消防器材的正确操作使用,做好本岗位的防火工作; 4.1.2 调漆间是车间重点防火区域,作业员必须经过岗位操作安全培训和消防知识的培训,经考核合格后,才能上岗作业; 4.1.3 严禁在调漆间使用电动工具; 4.1.4 严禁在调漆间用铁器敲打设备; 4.1.5 调漆间使用的工具必须用铜质材料; 4.1.6 在调漆的过程中必须做好防静电工作; 4.1.7 在工作中,作业员应做好劳动保护工作,戴好防护帽子,防护眼镜,防毒口罩,防静电手套,穿防静电服和防静电鞋; 4.1.8 作业员应熟悉CO2自动灭火系统的开关位置和使用方法。在听到CO2自动灭火系统警报30秒之内,必须自动撤离现场; 4.1.9 每天对调漆间的生产工具、设备等进行点检,如发现异常,应及时报告给本班班长; 4.1.10 上班时间调漆间的开抽风必须保持在开启状态。 5.装卸管理 5.1.1 装卸油漆类物品时,作业员不得穿戴易产生静电的工作服、帽和易产生火花的工具,严防震动、撞击、重压、摩擦和倒置; 5.1.2 按标识堆入存放点,醒目处标明储存物品的名称、性质且贴有MSDS资料,搬运时要小心轻放,堆放高度不得超过2米; 5.1.3 各类油漆物品的容器应当牢固、密封,发现破损、残缺、变形等情况时,应及时进行安全处理,严防滴漏; 5.1.4 装卸作业结束后,应当对现场进行检查,确认安全后,方可离人; 5.1.5 不准在调漆间门口进行维修作业。 5.1.6调漆间的油漆储存量不能超过一天的使用量。 6.电器管理 6.1.1 调漆间内不准使用移动式照明灯具,所有的电器设备都要具备防爆功能; 6.1.2 调漆间的电器设备,必须由持有合格证的电工进行安装、检查和维修保养。电工应当严格遵守各项电器操作规程。
调漆间管理制度
调漆间管理制度 调漆间管理制度 V1.0版 2019- - 发布日期 2019- - 实施日期 .
1.目的 为加强消防安全管理意识,保护员工生命安全,特对进入调漆间人员制订本制度。 2.适用范围 本制度适用于在车间进入调漆间的所有人员。 2.1准入人群; 1)调漆间值班人员 2)设备维修人员 3)工艺调试人员及保洁 4)3.职责 3.1调漆间值班人员 负责调漆间管理制度的遵守和执行,监督、检举(直属上级汇报)、制止调漆间内不良行为等权利,并负责向上级反馈实时状况。 3.2设备维修人员 负责发现、维修、统计调漆间内异常情况,保证设备正常运转,并及时反馈上级。 3.3工艺调试人员及保洁 工艺调试人员负责调漆间管理制度的遵守和执行,做好自己区域现场的整改,维护好现场。 保洁人员应做好调漆间卫生工作,每日对调漆间内各区域做检测,并实时做出整改。 .
4进出调漆间管理规定 1)调漆间作业员必须熟悉储存物品的分类、性质、保管知识和消防防火安全制度,必须掌握消防器材的正确操作使用,做好本岗位的防火工作。 2)外来人员进入调漆间需在门岗处登记,并需严格填写进出时间,人员人数,进出事由等,记录人也要填写确认人签字及相关备注。 3)进入调漆间前需将移动电子设备及火机、火柴等火种放在调漆间外指定存放处放好,严禁将其带入调漆间内。 4)所有人员进入调漆间前需触摸防静电球3-5秒,严禁不触摸或触摸时间不够,进入后及时关门。 5)调漆间使用的工具必须用铜质材料。 6)在工作中,作业人员应做好劳动保护工作,戴好防护帽子,防护眼镜,防毒口罩,防静电手套,穿防静电服和防静电鞋。 7)作业人员应熟悉CO2自动灭火系统的开关位置和使用方法。在听到CO2自动灭火系统警报30之内,必须主动撤离现场。 8)储存管理: a、18KG桶最大存储量为216桶,180KG清洗溶剂最大存储量为10桶,180KG废溶剂桶为10桶,存放一定不能超过最大存储量; b、严格按照设定的定置标识摆放,不允许乱摆乱放的现象; c、摆放时桶的底部必须接触到铜线或铜板; d、来料时桶的表面一定要擦干净; 9)清洗台管理要求如下: .
涂装车间调漆间安全规定(正式)
编订:__________________ 单位:__________________ 时间:__________________ 涂装车间调漆间安全规定 (正式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-2229-95 涂装车间调漆间安全规定(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 主要危险因素:火灾、爆炸。 主要危害因素:中毒。 主要环境因素:大气污染、土地污染。 1.调漆间基本要求 1.1.所有操作必须先接地,后进行正常作业。所有操作有双手完成,严禁用脚做蹬踏等危险动作。 1.2作业人员应穿防静电鞋或导电鞋,穿着时及时清理鞋底的污垢。作业人员应穿防静电工作服,不得穿用丝绸、合成纤维等易于产生和积聚静电荷的材料制成的内衣。定期清洗连体服。 1.3. 作业人员不应佩戴孤立的金属物体 1.4. 在调漆间工作的人员,应进行定期的防静电危害培训以及紧急逃生培训。调漆间作业人员都应采用定岗、定职、定责进行管理,接受安全作业、维修、
个人防护、意外情况处理、放火灭火、涂料储存与管理及使用等方面的技术培训:每月至少进行一次再培训,并将培训日期、内容等记录在案备查。所有接受培训人员应经考核合格后方能上岗操作。 1.5. 非授权人员禁止进入调漆间,对检查考核人员,经车间主任或安全工程师确认并同意后,配备公用的个人防静电装备。由车间对口人员陪同并告知有关规定。 1.6. 严禁将火源以及非防爆设备带入作业场所。调漆间入口及其他禁止明火和产生火花的场所,应由禁止烟火的安全标志。 1.7.在调漆间等易燃易爆场所未经授权严禁使用明火。加漆设备、储存容器、通风管道和物料输送系统等停产检修时,如需采用电焊、气焊、等明火作业,应经安全、消防部门审核批准,严格执行动明火安全制度,遵守安全操作规程。 1.8. 严禁在调漆间内使用手机、对讲机等一切通讯器材,调漆间应当设置醒目的防火标志,进入调漆