钢 纤 维 浇 注 料
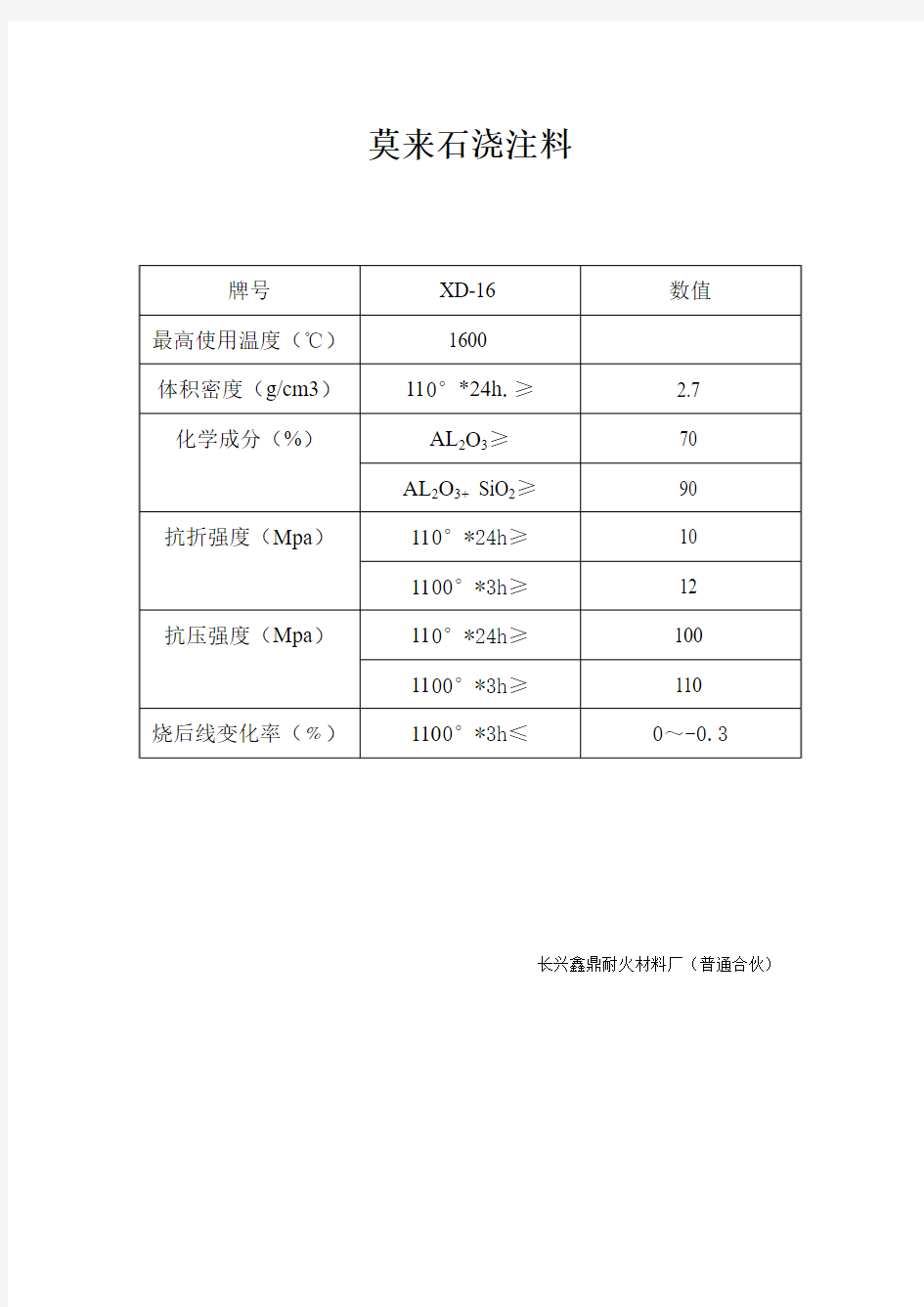
莫来石浇注料
长兴鑫鼎耐火材料厂(普通合伙)
塑胶模具常用钢材性能
塑胶模具常用钢材 (一)C45 W 中炭钢 美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材; (二)40 CrMn Mo 7 预硬塑胶模具钢 美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在
钢结构建筑施工办法(齐全通用)
xxxxxx工程 钢 结 构 1 2 3、材料选用 4、钢结构生产制作 5、钢结构吊装 6、钢结构安装 7、辅钢结安装 8、钢结构涂装
9、玻璃屋盖安装 10、主要技术组织措施 11、安全施工保证 12、工期保证体系 一、工程概况 50 1 2 3 3.1 3.2、建筑工程抗震设防类别标准 GB50223-2008 3.3、建筑结构荷载规范 GB50009-2012 3.4、建筑抗震设计规范 GB50011-2010 3.5、钢结构设计规范 GB50017-2003 3.6、建筑钢结构焊接技术规程 JGJ81-2002,J218-2002
4、有关本工程技术洽商和图纸会审记录; 三、材料选用 1、本工程承力构件所采用的Q235B钢材的化学成份和力学性能应符合GB/T700及有关标准的要求;Q345B钢材的化学成份和力学性能应符合GB/T1591及有关标准的要求;除应具有抗拉强度、伸长率、屈服点和硫磷含量合格保证外,地震区尚应满足 1.1 1.2 1.3《钢2 3 4、 《钢结构用高强度大六角头螺栓、大六角头螺母、垫圈与技术条件》(GB/T1228-1231)的规定。 5、零配件: 5.1固定屋、墙面钢板自攻螺丝应经镀锌处理,螺丝之帽盖用尼龙头覆着,且钻尾能够自行钻孔固定在钢结构上。
5.2止水胶泥:应使用中性之止水胶泥(硅胶)。 5.3屋脊、墙角的固定件应加密,并加设固定压条。 四、钢结构生产制作 1、材料管理 1.1钢材检验 1.2材料管理 (1)材料进厂,按品名、规格、数量,会同供应人员清点入库。并应认真核对镑码单、装箱单、运单、材质证明书及合格证等,并详细做好入库时的质量记录。 (2)对入库材料按其性能做到下垫、上盖、中通风,按规范进行堆放,材料员
钢结构工程试题与答案
第八章钢结构工程试题及答案 一、填空题: 1.在钢结构构件的零件放样中, 样板和样杆是下料、制弯、铣边、制孔等加工的依据。 2.在制作样板和样杆时,要增加零件加工时的加工余量,焊接构件要按工艺需要增加焊 接收缩量。高层建筑钢结构按设计标高安装时,柱子的长度还必须增加荷载压缩的变形量。 3. 钢材切割下料方法有气割、机械剪切和锯切等。 4. 气割所使用的氧气纯度对氧气消耗量、气割速度和质量起决定性的影响。 5. 钢材的矫平可分为冷矫和热矫的方法。 6. 钢材边缘加工分刨边、铣边和铲边三种。 7. 钢结构的连接方法有焊接、铆接、普通螺栓连接和高强螺栓连接等,目前应用最 多的是焊接和高强螺栓连接。 8. 药皮焊条手工电弧焊的电源按电流可分为交流、直流两种,以及交直流两用的特殊 形式。手工电弧焊电源按其使用方式分类有单站式和多站式。 9. 焊接材料选用的原则有:等强度原则、等韧性原则、等成分原则和工作条件。 10. 焊接工艺参数有电源极性、弧长与焊接电压、焊接电流、焊接速度、运条方式和 焊接层次。 11. 高强度螺栓从外形上可分为大六角头高强度螺栓(即扭矩型高强度螺栓)和扭剪型高 强度螺栓两种。高强度螺栓和与之配套的螺母、垫圈总称为高强度螺栓连接副。 12. 接头如有高强度螺栓连接又有焊接连接时,宜按先栓后焊的方式施工。 13. 大六角头高强度螺栓连接副一般采用扭矩法和转角法紧固。 14. 多层及高层钢结构工程上节钢柱安装时,上节钢柱就位后,按照先调整标高,再调整位 移,最后调整垂直度的顺序校正。 15. 上节钢柱安装与校正时,位移调整应使钢柱定位轴线从地面控制轴线直接引上,不得从 下层柱的轴线引上。 16. 国家标准《涂装前钢材表面锈蚀等级和除锈等级》(GB 8923—88)将除锈等级分成喷射 或抛射除锈、手工和动力工具除锈、火焰除锈三种类型。 17. 钢结构防腐涂装常用的施工方法有刷涂法和喷涂法两种。 18. 钢结构防火涂料按涂层的厚度分为两类:①B类,属薄涂型钢结构防火涂料,涂层厚度 一般为2mm~7mm,有一定装饰效果,高温时涂层膨胀增厚,耐火极限一般为0.5h~2h,故又称为钢结构膨胀防火涂料。②H类,厚涂型钢结构防火涂料,涂层厚度一般为8mm~50mm,粒状表面,密度较小,热导率低,耐火极限可达0.5h~3h,又称为钢结构防火隔热涂料。 19. 在焊接过程中焊条药皮的主要作用有:保护作用、冶金作用、改善焊接工艺性能。 20. 高强螺栓摩擦面的处理一般有喷砂、喷丸、酸洗、砂轮打磨和钢丝刷清除等几 种方法。 二、选择题: 1.喷射或抛射除锈用字母“Sa”表示,分四个等,要求最高的是 D 。 1D、Sa3 A、Sa1 B、Sa2 C、Sa2 2 2.手工和动力工具除锈用字母“St”表示,要求最高的是 C 。 A、St1 B、St2 C、St3 D、St4
常用钢材牌号
一、各牌号碳素结构钢的主要用途: 1.牌号Q195,含碳量低,强度不高,塑性、韧性、加工性能和焊接性能好。用于轧制薄板和盘条。冷、热轧薄钢板及以其为原板制成的镀锌、镀锡及塑料复合薄钢板大量用用屋面板、装饰板、通用除尘管道、包装容器、铁桶、仪表壳、开关箱、防护罩、火车车厢等。盘条则多冷拔成低碳钢丝或经镀锌制成镀锌低碳钢丝,用于捆绑、张拉固定或用作钢丝网、铆钉等。 2.牌号Q215,强度稍高于Q195钢,用途与Q195大体相同。此外,还大量用作焊接钢管、镀锌焊管、炉撑、地脚螺钉、螺栓、圆钉、木螺钉、冲制铁铰链等五金零件。 3.牌号Q235,含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量用用建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。C、D级钢还可作某些专业用钢使用。 4.牌号Q255,性能与Q235差不多,强度稍有提高,塑性有所降低。应用不如Q235广泛,主要 用作铆接与检接结构。 5.牌号Q275,强度、硬度较高,耐磨性较好。用于制造轴类、农业机具、耐磨零件、钢轨接头夹板、垫板、车轮、轧辊等。 (二)各牌号低合金高强度结构钢的主要用途 低合金高强度结构钢旧标准称低合金结构钢,又叫普通低合金结构钢。 1.牌号Q295钢,钢中只含有极少量的合金元素,强度不高,但有良好的塑性、冷弯、焊接及耐蚀性能。主要用于建筑结构,工业厂房,低压锅炉,低、中压化工容器,油罐,管道,起重机,拖拉机,车辆及对强度要求不高的一般工程结构。 2.牌号Q345、Q390钢,综合力学性能好,焊接性能、冷热加工性能和耐蚀性能均好,C、 D、E级钢具有良好的低温韧性。主要用于船舶,锅炉,压力容器,石油储罐,桥梁,电站设备,起重运输机械及其他较高载荷的焊接结构件。
钢结构工艺(通用部分)
钢结构制造工艺(通用部分) 一、钢材 1.1、购钢材必须确认具有资质的供应商及生产厂,购入时应附有生产钢厂的材质质量证明书, 出厂合格证书。 1.2、钢材进入制造工厂后,并按标准进行抽查复验,同一厂家、同一材质、同一出厂状态抽验一组试件,钢材的化学成份及机械性能应符合标准,做好复验检查记录。 1.3、制造使用的钢材,在材质或规格方面,如有意外变化,对原设计需做任何改变时,不允 许自行更换,必须由设计单位确认方可变更。 1.4、当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度0.3~1mm时可磨修匀顺;如钢材 有层状裂纹深度超过1mm且不超过5mm,碳弧气刨清除缺陷,两端必须按要求各延伸50mm并有1:5的斜坡,将焊处异物清除,再填焊,焊后磨修匀顺。 1.5、原材料进厂后的堆放应整齐,避免潮湿,腐蚀,实行专料专用,按保存规定涂刷 标记。 二、制造工艺 1、施工人员应有专业操作证书、並持证上岗; 2、施工人员首先必须熟悉图纸,掌握各另部件的部位,了解每项部位所起的用途, 方可进行施工; 3、施工人员首先必须熟悉各项施工工序,及按施工工艺,严格按施工工艺进行操作; 4、各部门所使用的计量工具,应是经过计量机构鉴定合格的方可使用; 2.1结构件 2.1.1、凡参加本项目施工的主要操作人员,必须具有中级以上技术水平,必须熟悉施工工艺, 施工工序; 2.1.2、结构件的下料、加工、组拼、焊接,应严格按施工图和施工工艺规则执行; 2.1.3、领用的材料应为进厂后按规定经过复验合格的材料; 2.1.4、焊接组拼工作必须在专用平台或胎架内进行,并应在平台或胎架上设置组拼定位板,以 保证另部件的位置。组拼合格后应在规定部位打上编号标记; 2.1.5、凡需焊接、对接部位的位制必须打磨,无锈及氧化铁皮,露出金属光泽,并不得超过 24小时,否则应重新打磨; 2.1.6、焊缝坡口应符合GB985和GB986的规定;
第六节钢结构工程
第六节钢结构工程 (一)钢结构生产制作 1、材料管理 1.1钢材检验 建筑结构钢材必须具有足够的强度、良好的塑性、韧性、耐疲劳性及优良的焊接性能。必须符合以下要求: (1)牌号钢材主要是焊接H型钢,除应符合相应的技术标准的要求外,尚需进行必要的工艺性能试验。 (2)证书钢材应附有符合设计文件要求的质量证明书,如对钢材的质量有疑义时,应抽检,其结果应符合国家标准的规定和设计文件的要求。 (3)表面质量钢材表面锈蚀、麻点或划痕的深度不得大于该钢材厚度负偏差值的一半;断口处如有分层缺陷,应会同有关单位研究处理。 (4)平直度钢材矫正后应符合下列的允许值 1.2材料管理
(1)材料进厂,按品名、规格、数量,会同供应人员清点入库。并应认真核对镑码单、装箱单、运单、材质证明书及合格证等,并详细做好入库时的质量记录。 (2)对入库材料按其性能做到下垫、上盖、中通风,按规范进行堆放,材料员应随时检查落实情况。 (3)材料使用应按节约原则实行定额领料,由工段长根据加工预算和材料损耗系数签发定额限料卡。 (4)在使用材料时,必须做到专料专用,其原则时在该工程材料必须用于该工程中。 2、主要工艺流程及质量控制 工艺流程: 钢材复验─→钢材矫正→放样号料→切割下料→组装成型→部件焊接→变形矫正→划线钻孔→喷砂除锈油漆→结构验收→提议安装 2.1钢材的复验: 为确保焊接质量,在备料前对所用的钢材进行化学成分、机械性能复验,保证符合图纸要求的材质。 2.2钢材矫正: 根据本工程的设计,轻钢用板多为薄型钢板,在焊接钢柱、钢梁要求板材平直,但由于薄型钢板易产生凹凸不平再加之剪切下料也易变形,焊接面型时必须进行矫正。 2.3放样号料:
各种钢材牌号大全
1.瑞典(一胜百ASSAB)模具钢材: S136、S136H、168、618、618H、718、718H、8402、8407、8416、V-4、V-10、DF-2、DF-3、XW-10、XW-5、XW-41、XW-42、QRO-90、HSP-41、ASP23、ASP30、ASP60、HOTV AR、168S、635、ASSAB88、ELMAX、UHB2311、RAMAX、ALV AR14、HOTV AR,UHB20、UHB4006、UHB4462、UHB5752、UHB5919、UHB8159、UHB709、UHB8550…… 2.日本(日立HITACHI)模具钢:HPM1、HPM2、HPM7、HPM38、HPM50、HPM75、HPM77、CENA1、SKD4、SKD5、SKD7、SKD8、SKT4、SK3、SK4、SK5、SKS3、SKS41、YEM、YEM-K、SKD4、SKD5、SKD7、SKD11、SKD12、SKD61、SKD62、DAC、FDAC、DAC10、DAC45、DAC55、SLD、SLD8、SLD10、ARK1、SGT、YXM1、YXM4、YXR3、YXR33、SKH-9、SKH-51、SKH-55、SKH-57、SKH-59、HAP10、HAP40、SUS420、SUS420J2、HAP72、NP8、NP9、YSS、YHD28、YHD3、YK30、S50C、SM400A、SNC815、SPHD、SS41、SS330、SS400、SS490…… 3.日本(大同DAIDO)模具钢材:PXZ、PX4、PX5、PX88、PAK90、PD555、PD613、NAK55、NAK80、S-STAR、G-STAR、DC11、DC53、DHA1、DH21、DH31-S、DH2F、DH42、GFA、MH51、MH55、MH8、SGT、GOA、DEX20、DEX40、DEX60、H3100 QCM8、MH85 、SOS420、P0S-5、VK…… 4德国撒斯特SAARSTAHL布德鲁斯buderus:GS-638、GS-2711、GS-2316、GS-2316H、GS-2344、GS-2379、GS-2436、GS-2510、GS-2688、GS-2711、GS-2738、1285,1292、2363、2767、2842、3207、3343、4125、7225、1. 0037、1.1210、1.1545、1.2080、1.2311、1.2312、1.2343、1.2365、1.2367、1.2550、1.2601、1.2606、1.2714、1.2840、1.2842、1.2885、1.3243、1.3247、1.3343、1.4006、1.4021、1.4034、1.4057、1.4313、1.4462、1.4542、1.4548、1.5752、1.5860、1.5919、1.6582、1.6523、1.7147、1.5920、1.7176、1.7225、1.7220、1.8509、1.8159……5奥地利(百禄BOHLER)模具钢材K110 K100 K105 K107 K340 K305 K460 K600 K720 K990 M238 M261 M300 M310 M330 M340 M201 M202 M461 W300 W302 W303 W304 W321 W500 K460 S500 S705 S390PM S590PM S690PM S600 21NICRMO2 14NICR14 15CRNI6 20CRMO5 18CRNI8 55CR3 50CRV4 42CRMO4 34CRNIMO6 34CRALNI7 N100 N320 N540 N350 E116 E200 E220 E230 E400 F300 F530 V320 V155 V800 V820…… (6美国(芬可乐ALCOA)模具钢:P2 P3 P20 H11 H13 H10A F1 F2 F8 L2 L3 L6 M1 M2 M3 M4 M35 M42 M1008 M1020 W110 01 02 06 T1 T15 S1 S7 D2 D3 D6 D7 A2 A3 A6 A10 3V 10V H13O1 420 1005 1018 1020 1035 1042 1050 1053 1069 1071 1086 1095 1018 13115 1513 1524 1548 1566 2024 2317 3135 3245 3450 4012 4121 4130 4140 4150 4608 4715 4820 5015 5120 5052 5083 6061 6062 6115 6195 7055 7058 7072 7075 7260 8120 8620 8622 8742 9254 9260 A570 K52440…… (7国产模具钢:Cr12 Cr12MoV 6542 W18 W9 3Cr2W8V 15-40CrNiMo 15-42CrMo H13 20CrMnTi 30CrMnTi T8 T8A T10A T12 Y35CA Y12 Y15 Y20 Y30 Y408# 15# 30# 45# 55# 20mn 45Mn 20MN2 30Mn2 35Mn2 45Mn2 15Cr 20Cr 30Cr 15CrMo 20CrMo 30CrMo 42CrMo 35CrMo 20CrV 40CrV 20CrNi3A 30CrNi3A 40CrNiMOA 60# 65Mn 60Si2MnA 50CrVA Gcr15 Gcr9 ……. (8无磁模具钢: 7Mn15Cr2Al3V2WMo、20Mn23AlV、45Mn17Al3、30Mn20Al3、40Mn18Cr3、40Mn18Cr4V、50Mn18Cr4V、HPM75、5Cr21……. (9碳化钨钢如: G1 G2 G3 G4 G5 G6 G7 G8 G9 G10 G11 V30 V40 D30 D40 D50 SF-05 SF-15 SF-20 SF-30 SF-X K05 K10 K20 YG8 YG9 YG12 YG15 YG20 YG25 CD650 CD636 CD750…… 高速钢:SKH-9 SKH-51 SKH-55 M2 M35 M42 ASP-23 ASP-30 ASP60 V10 S600 S790 S290
钢结构通用制作工艺.
第一章总则 1.1编制说明 1、为了贯彻国家工程建设标准,规范施工技术行为,提供建筑钢结构制作的施工技术水平,确保工程质量,制定本工艺规程。 2、本规程使用一般钢结构工业与民用建筑及钢结构的制作工程。 3、钢结构的制作必须依据本工艺规程、施工图及有关施工规范进行,如需修改,必须取得客服部的书面同意。 4、制作所用的量具、仪器和仪表必须经计量部门鉴定合格,并控制在检验周期内使用。 5、所有从事钢结构钢结构制作的各类管理人员及电焊工、起重工等特殊工种,都必须持有经营行业主管部门考核、颁发的上岗证方可从事管理和操作。 1.2工程施工关键技术 1)钢柱、梁的对接焊缝及角钢的对接焊缝; 2)构件的几何尺寸; 3)构件的涂装; 1.3编制依据 1.3.1编制依据的工程文件 1)鞍钢集团矿山设计院提供的施工图; 2)钢结构验收规范; 50205-2005 3)建筑安装工程施工技术操作规程DB21/900.7-2005 4)钢结构设计规范GB50017-2003 5)《建筑钢结构焊接技术规程》JGJ 81-2002 6)施工有异议的地方可查询国家及行业的有关技术、验收的标准、规范如下: 《碳素结构钢》GB/T 700-88 《优质碳素结构钢》GB/T 699-88
《碳钢焊条》GB/T 5117-95 《低合金焊条》GB/T5118-95 《熔化焊用钢丝》GB/T14957-1994 《气体保护焊用钢丝》GB/T14958-1994 《气体保护电弧焊用碳钢低合金钢焊丝》GB/T8110-95 《埋弧焊用碳钢焊丝和焊剂》GB/T5293-85 《低合金钢埋弧焊用焊剂》GB/T 12470-90 《钢板和钢带验收、包装、标志及质量证明书的一般规定》GB 247 《钢的化学分析用试样取样法及成品化学成分允许偏差》GB 222-84 《钢材力学及工艺性能试验取样规定》GB2975-82 《金属拉伸试验试样》GB6397-86 《技术弯曲试验方法》GB 232-88 《钢结构用高强度大六角头螺栓、螺母、垫圈技术条件》GB/T 1228-1231 《六角头螺栓-C级》GB/T 5780-1995 《建筑结构荷载规范》GB50009-2001 《钢结构设计规范》GB50017-2003 《钢结构工程质量验收规范》GB50205-2001 《建筑钢结构焊接技术规程》JGJ 81-2002 《钢结构高强螺栓连接的设计、施工及验收规程》JGJ 82-91 《钢结构焊缝外形尺寸》GB5777-96 《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB985-88 《埋弧焊缝坡口的基本形式与尺寸》GB 986-88 《钢焊缝手工超声波探伤和探伤结果分级》GB 11345-1991 《涂装前钢材表面锈蚀等级和除锈等级》GB 8923-88 《建筑防腐工程质量检验评定标准》GB 8923-88 《建筑防腐工程施工及验收规范》GB50224-95
常用钢材的牌号、性能与用途
常用钢材的牌号、性能与用途
钢管的品名分类 详细品 名 材质高强弹 簧钢 50CrV4,50CrVA 弹簧钢51CrMoV4,51CrV4,60CrMnA, 60CrMnA,60Si2CrA 60Si2CrVA ,60Si2MnA,70S,60Si2Mn 77-82B 50-51CrV4,50CrMnVA,55Cr3, 52CrMnV4,55CrMnA 55SiMnVB,60CrMnB, 弹簧扁 钢 SAE5160(H),SA387Cr12,9SUP 工具钢40-60CrNi 高强度 标准件B7
合金管 25MV,30-36Mn2V 坯 不锈钢4130X 合金结 42CrMo,20Mn2 构钢 碳素结 16-50Mn 构钢 钢连铸 CL60(H) 圆管坯 锅炉钢20G 保淬透 22CrMoH 性钢 齿轮钢SCM822H3,SGl 2 传动轴 48MnV,C56E2,CF53 用钢 淬透性
钢 非调质 机械结 构钢 F45V 高强矿 用圆钢 23MnNiMoCr5 高压锅 炉钢板 15MoG 高压锅炉管坯 钢SA-210Al,SA-210C,SA-213T11,SA-213T12,SA-213T2 SA-213T22,SA-213T23,SA-213T91 工程机械用钢IE0669,IE0963,IE1106,IE1158M IE1287,IE2892 工具钢42CrMo4 27SiMnV,09MnD,9MnD,12Cr1MoV 18CD4,28Mn6
合金结构钢40Cr,20-50Cr,20-45Mn2,20CrMnTi 20CrMo,20CrMoM 20CrNiMo,20Mn2B,20MnTiB, 20MnVB,40CrNiMoA SCM435H,SCM440,35-42CrMo,28MnCrMo,30CrMnSiA 30Mn2,37CrMnMoA,4145H, 42CrMoHA,40Mn2(退火) 合金结 构管坯 33-36Mn2V,34CrMn4(方钢),37Mn5 冷拉钢- 削切钢 SAE1117 链条钢23MnNiMoCr54,25MnV 耐硫酸露点腐蚀用钢08Cr2AlMo,09CrCuSb(ND),9CrCuSb(ND)
常用塑料模具零部件材料解析(doc 7页)
常用塑料模具零部件材料解析(doc 7页)
6.4 常用塑料模具零部件材料 塑料注射模具结构比较复杂,一套完整的模具有各种各样的零件,各个零件在模具中所处的位置、作用不同,对材料的性能要求就有所不同。合理选择模具零件的材料,是生产高质量模具、提高效率、降低成本的基础。 6.4.1 塑料注射模具对材料的基本要求 对于塑料注射模具,模具零件材料的基本要求如下。 1. 具有良好的机械加工性能 塑料注射模具零件的生产,大部分由机械加工完成。良好的机械加工性能是实现高速加工的必要条件。良好的机械加工性能能够延长加工刀具的寿命,提高切削性能,减小表面粗糙度值,以获得高精度的模具零件。
度,这就要求材料具有较好的淬硬性和淬透性。塑料注射模具的零件往往形状较复杂,淬火后进行加工较为困难,甚至根本无法加工,因此模具零件应尽量选择热处理变形小的材料,以减少热处理后的加工量。 6. 具有良好的耐腐蚀性 一些塑料及其添加剂在成型时会产生腐蚀性气体,因此选择的模具材料应具有一定的耐腐蚀性,另外还可以采用镀镍、铬等方法提高模具型腔表面的抗蚀能力。 7. 表面加工性能好 塑料制品要求外表美观,花纹装饰时,则要求对模具型腔表面进行化学腐蚀花纹,因此要求模具材料蚀刻花纹容易,花纹清晰、耐磨损。 6.4.2 塑料注射模具零件常用材料 目前生产中常用的塑料模具材料有金属材料和非金属材料,常用的金属材料有碳素模具钢、渗碳型塑料模具钢、合金模具钢以及塑料模具特殊用钢等,它们的类别和特点如下。 1. 碳素模具钢
⑴SM45钢SM45钢属优质碳素塑料模具钢,与普通优质45碳素结构钢相比,其钢中的S、P含量低,钢材纯度好。由于SM45钢的淬透性差,制造较大尺寸的塑料模具,一般用热轧、热锻或正火状态,模具硬度低,耐磨性较差;制造小型塑料模具,用调质处理可获得较高的硬度和较好的强韧性。钢中碳含量中等,形状简单的模具一般采用水冷淬火,形状复杂的小型模具水淬容易出现裂纹,一般采用水淬油冷。SM45钢的优点是价格便宜,切削加工性能好,淬火后具有较高的硬度,调质处理后具有良好的强韧性和一定的耐磨性,被广泛用于制造中、低档的塑料模具。 ⑵SM50钢SM50钢属碳素塑料模具钢,其化学成分与高强中碳优质结构钢——50钢相近,但钢的洁净度更高,碳含量的波动范围更窄,力学性能更稳定。SM50钢经正火或调质处理后,具有一定的硬度、强度和耐磨性,而且价格便宜,切削加工性能好,适宜制造形状简单的小型塑料模具或精度要求不高、使用寿命不需很长的模具等。但SM50钢的焊接性能不好,冷变形性能差。 ⑶SM55钢SM55钢属碳素塑料模具钢,
钢结构制造通用工艺
555 1 一、下料通用工艺 1 范围 本通用工艺规定了下料的工艺规则,适用于本公司的产品材料的下料。 2 下料前的准备 2.1 看清下料单上的材质、规格、尺寸及数量等。 2.2 核对材质、规格与下料单要求是否相符。材料代用必须严格履行代用手续。 2.3 查看材料外观质量(疤痕、夹层、变形、锈蚀等)是否符合有关质量规定。 2.4 将不同工件所用相同材质、规格的料单集中,考虑能否套料。 2.5 号料 2.5.1 端面不规则的型钢、钢板、管材等材料号料时必须将不规则部分让出。钢材表面上如有不平、弯曲、扭曲、波浪等缺陷,在下料切割和成形加工之前,必须对有缺陷的钢材进行矫正。 2.5.2 号料时,应考虑下料方法,留出切口余量。 2.5.3有下料定尺挡板的设备,下料前要按尺寸要求调准定尺挡板,并保证工作可靠, 下料时材料靠实挡板。 3 下料 3.1 剪板下料 3.1.1 钢板、角钢、扁钢下料时,应优先使用剪切下料。钢板、扁钢用龙门剪床剪切下料,角钢用冲剪机剪切下料。 3.1.2 用剪床下料时,剪刃必须锋利,并应根据下料板厚调整好剪刃间隙,其值见下表钢板厚度mm 4 5 6 7 8 9 10 剪刃间隙 mm 0.15 0.2 0.25 0.3 0.35 0.4 0.45 钢板厚度mm 11 12 13 14 15 16 20 555 2 剪刃间隙mm 0.5 0.55 0.6 0.65 0.7 0.75 0.8 3.1.3 剪切最后剩下的料头必须保证剪床的压料板能压牢。 3.1.4 下料时应先将不规则的端头切掉。 3.1.5 切口断面不得有撕裂、裂纹、棱边。 3.1.6 龙门剪床上的剪切工艺 3.1.6.1 首先清理工件并划出剪切线,将钢板放至剪床的工作台面上,使钢板的一端放在剪床台面上以提高它的稳定性,然后调整钢板,使剪切线的两端对准下刀口,控制操作机构将剪床的压紧机构先将钢板压牢,接着进行剪切。剪切狭料时,在压料架不能压住板料的情况下可加垫板和压板,选择厚度相同的板料作为垫板。 3.1.6.2 剪切尺寸相同而数量又较多的钢板、型材时,利用挡板(前挡、后挡板和角挡板)定位,免去划线工序。 3.1.6.3 利用挡板进行剪切时,必须先进行试剪,并检验被剪尺寸是否正确,然后才能成批剪切。 3.2 气割下料 3.2.1 气割时,看清切割线条符号。 3.2.2 切割前,将工件分段垫平(不能用砖和石块),将工件与地面留出一定的间隙利于
钢结构平台施工方案
1.工程概况 2)工程地址:高东路118号 4)设计单位: 5)施工单位:大冶铁矿劳动服务公司机械修造厂 6)结构类型:钢结构 2.编制依据 2.1《钢结构工程施工及验收规范》 GB50205—2002 2.2《建筑钢结构焊接规程》 JGJ81 2.3《钢结构焊缝外形尺寸》JB/T7949 2.4《结构安装工程施工操作规程》YSJ404 3.材料检验和管理 材料进货、检验程序要按质量保证体系文件运行。对于钢结构框架中所使用的材料应满足如下要求: 3.1所有钢材应具有质量证明书,并应符合设计的要求。当对钢材的质量有疑义时,应按国家现行有关标准的规定进行抽样检验。 3.2钢材表面质量除应符合国家现行有关标准的规定外,尚应符合如下规定: 3.2.1当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差的1/2; 3.2.2钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定的A、B、C级。如锈蚀达到D级,不得用作结构材料。 3.3钢结构所采用的连接和涂装材料,应具有出厂质量证明书,并应符合设计要求。 3.4对于不合格的材料应坚持退货处理,不能投入使用。 3.5合理堆放:钢结构材料用量大,规格多,应分类堆放整齐,并作明显标记。 3.6材料发放:坚持领料的有关制度,班组不能随便取拿,以防用错。 4.施工前的准备
4.1技术准备 4.1.1施工图纸进行会审; 4.1.2施工方案进行编制; 4.1.3对班组进行技术交底。 5.的施工方案 5.1. 5.钢结构的制作 5.1.钢材矫正 5.1.1钢材在下料前和拼接后的变形,超过技术要求时,均应进行矫正 5.1.2矫正方法和矫正工具应根据钢材变形位置、程度和材料品种进行选取。薄板与厚度小于12mm的中板以及小规格型钢,宜用手工矫正。 大规格的型钢矫正变形,宜用型钢调直机进行。 5.1.3钢材矫正后的允许偏差(mm),见下表: 5.2放样和号料
常用钢材的牌号、性能和用途
钢管的品名分类 品名详细品名材质 弹簧钢高强弹簧钢50CrV4,50CrVA 弹簧钢 51CrMoV4,51CrV4,60CrMnA,60CrMnA,60Si2CrA 60Si2CrVA ,60Si2MnA,70S,60Si2Mn,77-82B 50-51CrV4,50CrMnVA,55Cr3,52CrMnV4,55CrMnA 55SiMnVB,60CrMnB, 弹簧扁钢SAE5160(H),SA387Cr12,9SUP 工模具钢 工具钢40-60CrNi 高强度标准件用 钢 B7 管坯 管坯钢L20Mn2,P91,42Cr,P22,P12,45MnMoB,28Mn2 石油管坯42MnMo7 锅炉管坯25MnG,SA-213-T11,SSW 合金管坯25MV,30-36Mn2V 不锈钢4130X 合金结构钢42CrMo,20Mn2 碳素结构钢16-50Mn 钢连铸圆管坯CL60(H) 合结钢 锅炉钢20G 保淬透性钢22CrMoH 齿轮钢SCM822H3,SGl 2 传动轴用钢48MnV,C56E2,CF53 淬透性合金结构 钢 AISI8740H, AISI4145H 淬透性结构钢40CrH,40CrHH 低合金钢. 16-28MnCr5 非调质钢12Mn2VB 非调质机械结构 钢 F45V 高强矿用圆钢23MnNiMoCr5 高压锅炉钢板15MoG 高压锅炉管坯钢 SA-210Al,SA-210C,SA-213T11,SA-213T12,SA-213T2 SA-213T22,SA-213T23,SA-213T91 工程机械用钢IE0669,IE0963,IE1106,IE1158M,IE1287,IE2892 工具钢42CrMo4 合结钢 27SiMnV,09MnD,9MnD,12Cr1MoV,18CD4,28Mn6 30-42CrMo,30CrMnTi,38CrMoAl,SAE1045W1
12种模具常用钢材
第九章塑胶模具常用钢材 (一)C45 W 中炭钢 美国标准编号:AISI 1050 ~ 1055;日本标准编号:S50C ~ S55C德国标准编号:1.1730。中炭钢或45# 钢香港称为王牌钢,此钢材的硬度为:HB170 ~ HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材; (二)40 CrMn Mo 7 预硬塑胶模具钢 美国、日本、新加坡、香港、中国标准编号:AISI P20,德国及有些欧洲国家编号:DIN:1.2311、1.2378、1.2312。此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC ~ 400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB 一胜百牌,瑞典产的有两种不同硬度,718S HB290~HB330(330~340HRC)、718H HB330~HB370 (340~380HRC)。大同钢厂,日本产:NAK 80(硬度400HRC+20)及NAK55(硬度400HRC+20)两种,一般情况下,NAK 80做定模镶件,NAK55做动模镶件,要留意NAK55 不能直接做EDM皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN ,德国产,有好几种编号:GS-711(硬度340~360HRC)、GS738(硬度320~350HRC)、GS808VAR(硬度380~420HRC)、GS318(硬度290~330HRC)、GS312(硬度290~330HRC),GS312含硫不能做EDM纹,在
钢结构下料通用工艺
钢结构下料通用工艺 1、主体内容与适用范围 主体内容:钢材划线、下料及切割的有关技术要求。 适用范围:板材、型材和管材的划线、下料及切割。 2、编制依据 JGJ81-2002《钢结构焊接技术规程》 JGJ99-98 《高层民用建筑钢结构技术规程》 3、操作前的准备 操作人员应熟悉图样、技术要求及工艺文件的内容,并熟悉所用的设备、工具的使用性能,严格遵守安全操作规程和设备维护保养规则。数控切割应预先输入图形或编制程序。气割及设备操作人员须考试合格后上岗。 操作人员应按有关文件的规定,认真做好现场管理工作。对工件和工具应备有相应的工位器具,整齐地放置在指定地点,防止碰损、锈蚀。 操作前,操作人员应准备好作业必备的工具、量具,并仔细检查、调试所用的设备、仪表、量检具、模具、刀具,使其处于良好的状态。使用的仪表、量检具应在有效检定期内。 4、划线 一般规定 钢材存在影响划线的弯曲、凹凸不平时,应先进行矫正。 划线前,钢材表面必须清理干净,去除油污、锈蚀等,发现钢材有裂纹、严重锈蚀等缺陷,应经检查部门做出处理后,方可划线。 自行制作的划线样板、样杆,应得到检验部门的确认。 划线的技术要求 应按设计图样、工艺文件在钢材上以1:1实样进行划线,根据不同的下料方法,划线时应留出适当的切割余量。 断面不规则的板材、型材及管材等材料划线时,必须将不规则部分让出。应注意个别件对材料轧制纹络的要求。
用石笔所划出的线条及粉线所弹出的线条必须清晰。 划线时,应首先划基准线,而后再划其它线;对于对称的工件,一般应先划中心线,以此为基准在划圆弧,最后在划各直线。划线时可用样冲打小眼让圆规定脚。 需要剪切的工件,划线时应考虑剪切线是否合理,避免发生不适于操作的情况。 在带有毛边的钢板上下料线时,要根据钢板毛边的实际情况,去除不符合钢板质量要求的部分,并在此基础上再向内让出10mm划出下料线。 划线的标记 划线时,当所划的线除有下料线外,还有其它线时如大组立基准线、隔板组装线、全熔透范围线、半熔透位置线等,应对主要的线加注标记,并用油漆笔标出,以示区别。尺寸偏差与质量检验 钢材坯料划线的尺寸偏差值应不大于尺寸公差值的三分之一;如果下料后为方形或矩形板料时,则划线时对角线长度差应不大于板材下料时对角线长度差的三分之一。 重要工件划线应进行100%检验。其它工件则应做好首检和抽检工作,抽检的数量可根据工件的情况由检验部门自行决定。 5、下料 下料的一般原则 下料应优先选用机械下料,其次选用火焰切割下料。 应优先选用自动化程度高的方式下料,尽量少采用手工方式下料。 应尽量选用下料精度较高的方法下料。 批量下料时,首件应进行检验,看是否符合工艺或图纸的要求。并做好相关的检验记录。机械下料 机械下料的通用要求 (1)数量较多的工件下料,应尽量采用挡铁或专用控制尺寸装置并在设备上调整正确后下料。 (2) 工件应在设备上定好位并按下料线找正夹紧后方可开动机器。 (3)多人联合作业时,必须由专人指挥负责。 板材下料的一般规定 (1)钢板机械下料时,直线剪切在剪切板上进行;型钢下料可采用砂轮机进行、型钢
钢结构下料通用工艺
中铁建工集团北京机械制造有限公司 钢结构下料通用工艺 1、主体内容与适用范围 1.1 主体内容:钢材划线、下料及切割的有关技术要求。 1.2适用范围:板材、型材和管材的划线、下料及切割。 2、编制依据 JGJ81-2002《钢结构焊接技术规程》 JGJ99-98 《高层民用建筑钢结构技术规程》 3、操作前的准备 3.1 操作人员应熟悉图样、技术要求及工艺文件的内容,并熟悉所用的设备、工具的使用性能,严格遵守安全操作规程和设备维护保养规则。数控切割应预先输入图形或编制程序。气割及设备操作人员须考试合格后上岗。 3.2 操作人员应按有关文件的规定,认真做好现场管理工作。对工件和工具应备有相应的工位器具,整齐地放置在指定地点,防止碰损、锈蚀。 3.3 操作前,操作人员应准备好作业必备的工具、量具,并仔细检查、调试所用的设备、仪表、量检具、模具、刀具,使其处于良好的状态。使用的仪表、量检具应在有效检定期内。 4、划线 4.1 一般规定 4.1.1 钢材存在影响划线的弯曲、凹凸不平时,应先进行矫正。 4.1.2 划线前,钢材表面必须清理干净,去除油污、锈蚀等,发现钢材有裂纹、严重锈蚀等缺陷,应经检查部门做出处理后,方可划线。 4.1.3 自行制作的划线样板、样杆,应得到检验部门的确认。 4.2 划线的技术要求 4.2.1 应按设计图样、工艺文件在钢材上以1:1实样进行划线,根据不同的下料方法,划线时应留出适当的切割余量。 第1 页共7 页
4.2.2 断面不规则的板材、型材及管材等材料划线时,必须将不规则部分让出。应注意个别件对材料轧制纹络的要求。 4.2.3 用石笔所划出的线条及粉线所弹出的线条必须清晰。 4.2.4 划线时,应首先划基准线,而后再划其它线;对于对称的工件,一般应先划中心线,以此为基准在划圆弧,最后在划各直线。划线时可用样冲打小眼让圆规定脚。 4.2.5 需要剪切的工件,划线时应考虑剪切线是否合理,避免发生不适于操作的情况。 4.2.6 在带有毛边的钢板上下料线时,要根据钢板毛边的实际情况,去除不符合钢板质量要求的部分,并在此基础上再向内让出10mm划出下料线。 4.3 划线的标记 4.3.1 划线时,当所划的线除有下料线外,还有其它线时如大组立基准线、隔板组装线、全熔透范围线、半熔透位置线等,应对主要的线加注标记,并用油漆笔标出,以示区别。 4.4 尺寸偏差与质量检验 4.4.1 钢材坯料划线的尺寸偏差值应不大于尺寸公差值的三分之一;如果下料后为方形或矩形板料时,则划线时对角线长度差应不大于板材下料时对角线长度差的三分之一。 4.4.2 重要工件划线应进行100%检验。其它工件则应做好首检和抽检工作,抽检的数量可根据工件的情况由检验部门自行决定。 5、下料 5.1 下料的一般原则 5.1.1 下料应优先选用机械下料,其次选用火焰切割下料。 5.1.2 应优先选用自动化程度高的方式下料,尽量少采用手工方式下料。 5.1.3 应尽量选用下料精度较高的方法下料。 5.1.4 批量下料时,首件应进行检验,看是否符合工艺或图纸的要求。并做好相关的检验记录。 5.2 机械下料 5.2.1 机械下料的通用要求 (1)数量较多的工件下料,应尽量采用挡铁或专用控制尺寸装置并在设备上调整正确后下料。 (2) 工件应在设备上定好位并按下料线找正夹紧后方可开动机器。 (3)多人联合作业时,必须由专人指挥负责。
塑胶模具常用钢材
塑胶模具常用钢材 The pony was revised in January 2021
塑胶模具常用钢材 (一)C45W中炭钢 美国标准编号:AISI1050~1055;日本标准编号:S50C~S55C德国标准编号:。中炭钢或45#钢香港称为王牌钢,此钢材的硬度为:HB170~HB220,价格便宜,加工容易,在模具上用作模架,顶柱,及一些不重要的零件上,市场上一般标准模架是采用此种钢材; (二)40CrMnMo7预硬塑胶模具钢 美国、日本、新加坡、香港、中国标准编号:AISIP20,德国及有些欧洲国家编号:DIN:、、。此种钢是预硬钢,一般不适宜热处理,但是可以氮化处理,此钢种的硬度差距也很大,由280HRC~400视乎那间钢厂的标准,由于已作预硬处理,机械切削也不太困难,所以很合适做一些中下价模具的镶件,有些生产大批量的模具模架也采用此钢材(有些客户指定要用此钢作模架),好处是硬度比中炭钢高,变形也比中炭钢稳定,P20此种钢由于在塑胶模具被广泛采用,所以品牌也很多,其中在华南地区较为普遍的品牌有:ASSAB一胜百牌,瑞典产的有两种不同硬度,718SHB290~HB330(330~340HRC)、 718HHB330~HB370(340~380HRC)。大同钢厂,日本产:NAK80(硬度400HRC+20)及NAK55(硬度 400HRC+20)两种,一般情况下,NAK80做定模镶件,NAK55做动模镶件,要留意NAK55不能直接做EDM 皮纹,据钢材代理解释是含硫的关系,所以EDM后留有条纹的;德胜钢厂THYSSEN,德国产,有好几种编号:GS-711(硬度340~360HRC)、