起源模型反编译修改大小教程
起源模型反编译教程
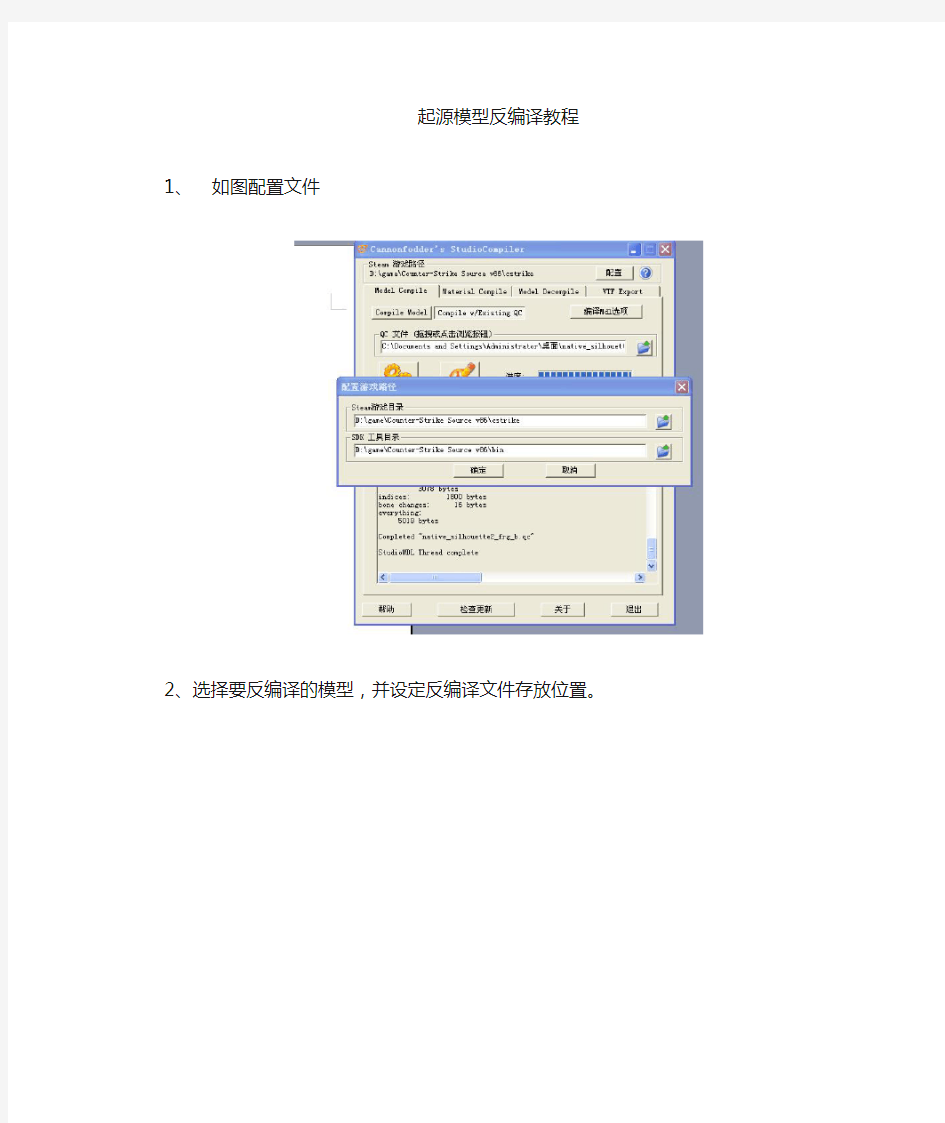
1、如图配置文件
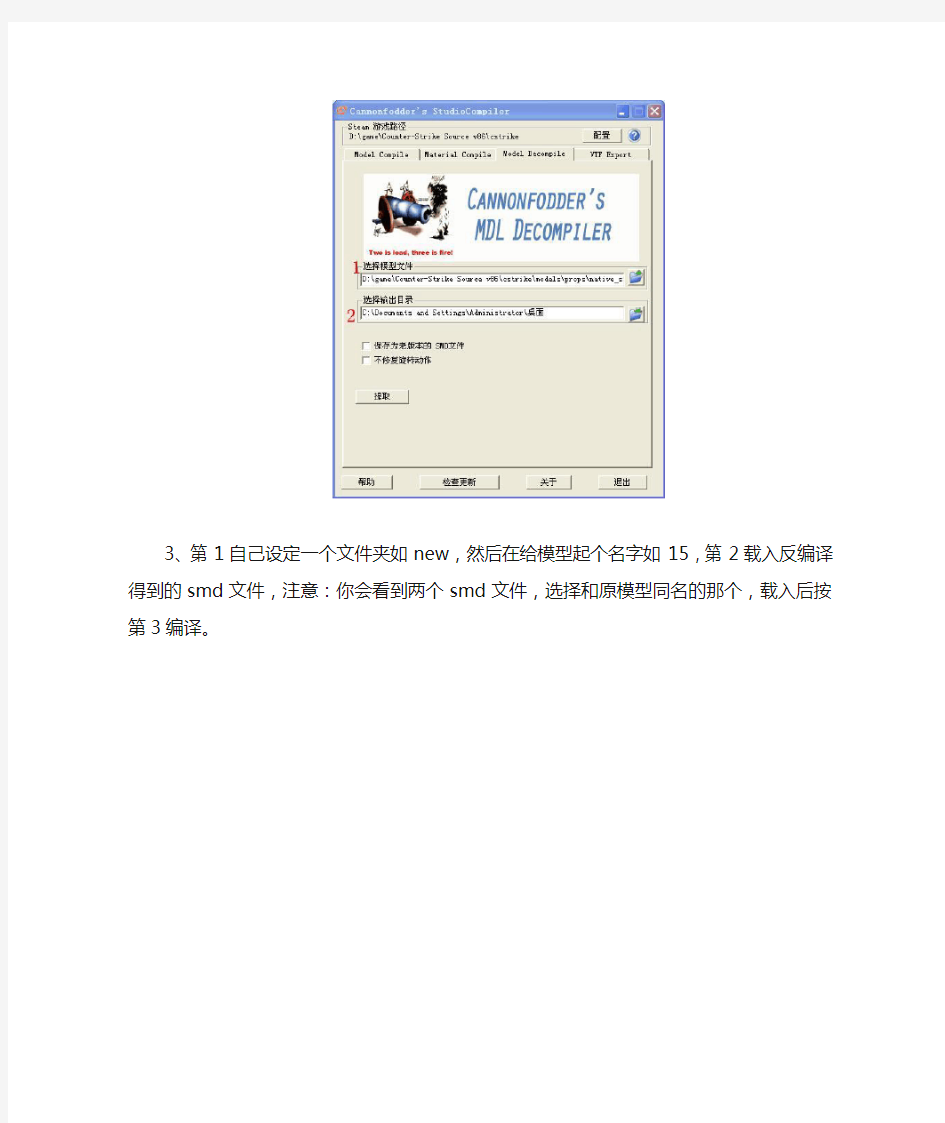
2、选择要反编译的模型,并设定反编译文件存放位置。
3、第1自己设定一个文件夹如new,然后在给模型起个名字如15,第2载入反编译得到的smd文件,注意:你会看到两个smd文件,选择和原模型同名的那个,载入后按第3编译。
4、这时你会发现又得到一个qc文件,用记事本打开这个文件,修改大小,
5、修改后保存,第1载入刚才修改的qc文件,第2点编译。完成,到起源目录下的models文件夹下找到new文件夹,你修改的模型就
在这里。
DSDT修改教程
DSDT修改教程 本人机子配置: ACER Aspire 4930G 主板: 处理器名称Mobile DualCore Intel Core 2 Duo T5800, 2000 MHz (10 x 200) 主板名称 Acer Aspire 4930 主板芯片组Intel Cantiga PM45 系统内存 3072 MB (DDR2-667 DDR2 SDRAM) DIMM1: Hynix HYMP125S64CP8-Y5 2 GB DDR2-667 DDR2 SDRAM DIMM3: Nanya NT1GT64U8HB0BN-3C 1 GB DDR2-667 DDR2 SDRAM BIOS 类型 Insyde (03/11/09) 显示设备: 显示卡 NVIDIA GeForce 9300M GS (256 MB) 显示卡 NVIDIA GeForce 9300M GS (256 MB) 3D 加速器 nVIDIA GeForc e 9300M GS 显示器 Samsung L TN141W3-L01 [14.1" LCD] 多媒体: 声卡nVIDIA HDMI @ Intel 82801IB ICH9 - High Definition Audio Controller [A-3] 声卡Realtek ALC888/1200 @ Intel 82801IB ICH9 - High Definition Audio Controller [A-3] 存储器: IDE 控制器Intel(R) ICH9M/M-E Family 4 Port SAT A A HCI Controller - 2929 IDE 控制器JMB38X MS Host Controller IDE 控制器JMB38X SD Host Controller IDE 控制器JMB38X SD/MMC Host Controller IDE 控制器JMB38X xD Host Controller 硬盘驱动器WDC WD2500BEVT-22ZC T0 AT A Device (232 GB, IDE) 硬盘驱动器JMCR SD/MMC SCSI Disk Device (61 MB) 光盘驱动器HL-DT-ST DV DRAM GSA-T50N ATA Devic e (DVD+R9:6x, DVD-R9:6x,DVD+RW:8x/8x, DV D-R W:8x/6x, DVD-RAM:5x, DVD-ROM:8x, CD:24x/24x/24x DVD+RW/DV D-RW/DVD-RAM) 硬盘SMART 状态 OK 网络设备: 网络适配器Intel(R) WiFi Link 5100 AGN (192.168.1.106) 网络适配器Realtek RTL8168C(P)/8111C(P) Family PCI-E Gigabit Ethernet NIC (NDIS 6.20)
手板模型制作材料
手板模型制作材料 随着工业社会的发达和生活水平的不断提高,人们对生活产品的需求和创新的渴望,亦是日渐增长。于是便出现加工企业,主要是满足于随着科技发达,人们日益创造出新意产品应运而生的,以服务于那些诸如设计、开发、制造等不同领域的企业,为他们开发新产品或是改良已有产品,以及设计新产品,在样板制作、模型制作方面给予全力配合与支持,创造彼此的价值,实现双赢,每个企业的产品不尽相同,需要制作的手板模型亦不同,需要制作的手板模型亦不同,因此在制作材料方面也可能不同 下面由制作手板15年的拓维模型来给大家介绍在手板制作中常用的材料。 1.ABS(丙烯腈-丁二烯-苯乙烯塑料):ABS树脂是五大合成树脂之一,其抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,还具有易加工、制品尺寸稳定、表面光泽性好等特点,容易涂装、着色,还可以进行表面喷镀金属、电镀、热压和粘接等二次加工,是一种用途极广的热塑性工程塑料,也是CNC首板采用的主要材料之一; 2.PC(聚碳酸酯):PC树脂是五大合成树脂之一,材料通体透明,PC有着其自身的特性和优缺点,PC是一种综合性能优良的非晶型热塑性树脂,具有优异的电绝缘性、延伸性、尺寸稳定性及耐化学腐蚀性,较高的强度、耐热性和耐寒性;还具有自熄、阻燃、无毒、可着色等优点,在你生活的各个角落都能见到PC塑料的影子,大规模工业生产及容易加工的
特性也是手板模型制作的主要材料之一,其缺点是:如果用于它做透明外观件比较容易刮花; 3.PMMA(聚甲基丙烯酸甲酯):俗称有机玻璃,业内人士通常称之为亚克力或亚加力,是迄今为止合成透明材料中质地最优异,透明度能达到93%以上。PMMA的缺点是韧性较差、易碎在手板模型领域主要用于制作镜片或较厚壳体的外观手板; 4.PP(聚丙烯):俗称百折胶是继尼龙之后发展的又一优良树脂品种,它是一种高密度的线性聚合物,具有优良的综合性能。未着色时呈白色半透明,蜡状。良好的柔韧性,通常做到很薄的胶厚也不易折断。PP表面不易抛光,不易着色,因此适宜做结构件而不适宜做外观件; 5.POM(聚甲醛树脂):POM强度、刚度高,弹性好,减磨耐磨性好。其力学性能优异与金属十分接近。表面光滑、有光泽的硬而致密的材料,淡黄或白色,薄壁部分呈半透明,容易燃烧。有良好的工程强度,及较好的润滑性,手板模型领域通常用于制作齿轮等传动及强度要求高的零件; 6.尼龙(聚酰胺):制作手板通常选用尼龙66(奶油色)其机械强度、刚度、耐热和耐磨性,抗蠕变性能更好,但冲击强度和机械减震性能下降,非常适合于自动车床机械加工; 7.铝合金:以铝为基体元素和加入一种或多种合金元素组成的合金。铝合金种类多样,各型号的合金特性都有所不同,CNC首板选材中主要是6061。其有良好的强度及加工性能,易阳极处理,通过阳极着色可以获得各种色彩,且产品表面质感很好,可以用于制作外观及结构零件; 8.黄铜:黄铜是铜与锌的合金。黄铜有较强的耐磨性能,它强度高、硬度大、耐化学腐蚀性强。还有切削加工的机械性能也较突出。表面容易抛光,可以获得高亮的产品表面,可以电镀成金属铬色; 9.不锈钢:不锈钢的种类多种多样,做手板通常选用304不锈钢。由于较之304不锈钢具有更好的抗氯化物腐蚀,相对与其它型号不锈钢易切削雕铣、易抛光、抗腐蚀。 好品质,才得赢得客户 拓维模型所做的手板,一贯以品质为优先,每一道工序都是为客户的要求而进行加工。所加工出来的手板,经过严格检验才得以发货。因为拓维相信,客户是懂产品的,客户是相信拓维的品牌与品质,才会下单的。因此,拓维模型只有付出200%的努力,让产品接近完美。只有这样才能回报客户的信赖。
PROE高级曲面建模教程-电饭煲看图造型实例
Pro/E 高级曲面建模实例 作者作者::美雅设计在线 ——meiyadesign 会员会员,,论坛管理员 摘要:本文通过对两个具体实例操作的讲解本文通过对两个具体实例操作的讲解本文通过对两个具体实例操作的讲解,,阐明Pro/E 高级曲面建模的基本思路高级曲面建模的基本思路。。 关键词:Pro/E Pro/E Pro/E 曲面曲面曲面 ISDX ISDX ISDX 一、前言 因本人水平有限因本人水平有限,,理论上没有什么大的建树理论上没有什么大的建树,,现就一些实际的曲面构建题目写出我自己的解法曲面构建题目写出我自己的解法,,与大家一起探讨与大家一起探讨,,希望对大家有所帮助有所帮助,,共同进步共同进步!! 版权声明版权声明::本题目材料来自网络本题目材料来自网络,,但解法均为本人原创但解法均为本人原创,,如有雷同纯属巧合雷同纯属巧合,,欢迎转载欢迎转载,,转载请转载请保证教程的完整性和注明出处保证教程的完整性和注明出处保证教程的完整性和注明出处。。 二、知识准备 1. 主要涉及模块主要涉及模块:: Style (ISDX 模块模块)、)、)、高级曲面设计模块高级曲面设计模块 主要涉及概念主要涉及概念:: 活动平面活动平面、、曲面相切(G1连续连续))、曲面曲率连续(G2连续连续))、Style 中的平面曲线中的平面曲线、、自由曲线端点状态自由曲线端点状态((相切相切、、法向法向、、曲率连续等连续等)) 2. 主要涉及命令主要涉及命令:: 高级曲面命令高级曲面命令((边界曲面边界曲面)、)、)、曲线命令曲线命令曲线命令、、高级构面高级构面((变截面扫描命令扫描命令))及Style 中的操作命令 三、实例操作 下面我们以美雅论坛题目下面我们以美雅论坛题目《《电饭煲看图造型题电饭煲看图造型题》》来进行讲述来进行讲述。。
工业设备模型制作
工业设备模型制作 深圳市佳鑫一帆科技有限公司,成立于2006年,是一家集手板/塑料产品的技术开发,大批量生产加工及销售为一体的大型公司,专业医疗设备外观结构设计,医疗外壳,美容机箱生产;可一条龙将产品从工业设计--手板制作--模具制作--批量生产。 专业、快速成型的设计制作,致力于铸造精品塑胶产品!公司内部结构完善,拥有工程部/手板部/机箱部/模具部/注塑部/品质部/工艺创新实验室/等完整的工序部门,拥有一批资深的CNC高级编程师、专业手板师、外观结构设计工程师及丰富经验的各道工序技术人员......强大的技术团队,能胜任各种工程塑料产品外壳结构手板制作及大批量生产.公司成立以来不断完善手板制作工艺,提升品质服务,送货上门,能及时为您提供外观精美、结构精确的手板及量产产品,为您确认装配结构,模具制造,产品展销等提供全方位的服务. 对于客户新开发产品,打样及试产小批量的可无需开模即可直接做产品,专业技术经验十余年,不断改善与完善技术,摸索出了同行所不可比拟的一套成熟完善产品工艺制作流程,利用现代高科技与传统手工技术完美结合,可完全按客户要求制作。质量保证,外观线条流畅,尊显高档,内部结构合理整洁的同时且保证机壳牵固度,科学的散热透气孔,是您优质的选择谒诚为您提供物超所值的产品,真诚期待能与客户长期合作,力求成为客户最忠实的合作伙伴,共同发展!欢迎来我公司参观指导!
这些产品对于我们来说,也是有着十分重要的作用,接下来就和大家详细的分享一些关于:3d 打印机打印手板模型需要注意的一些具体的事项,希望这对于大家有所帮助。 1.按图纸需求抵达粗糙度的规范,签定加工协议单排定计划日期。手板模型制造中依据描绘所需配色彩一同制造。内壁润滑不能有机床加工的刀纹路。塑件计划活络,并可当无缺商品运用。 2.板的制造前期描绘人员要与手板制造人员交流。描绘的商品要肯定好成形技术和工序,不会因零件难以加工而修改定型描绘。手板模型制作方可提前做加工准备,避免匆忙中考虑不周,影响工期。
塑胶件手板制作流程
塑胶件手板制作流程 塑胶手板设计材料有ABS、PC、PMMA、PU、PP、POM等。ABS是最常用的手板设计的材料;PC、PMMA为制作透明零件用;PU为硅胶模小批量产品制作用材料。ABS是机制成块状,密度较注塑出的ABS低。其经过加工后,内部分子链被切割断裂。所以用ABS 制成的手板强度低,易断裂。不能做为销售用的产品。 一般而言,塑胶手板模型是制作都是采用cnc加工的或3D打印,制作方法基本是一样的,只是加工方式不一样,下面就由制作手板十几年的拓维模型来给大家介绍塑胶手板加工的过程:设计图纸、编程、cnc加工/3D打印、打磨、组装、喷油、丝印这个几个步骤。 设计图纸:手板图纸一般都是用AUTOCAD来做的。需要有专业的设计人员才行,一般情况下,手板图纸的格式主要为.IGS/ .STP/ .STL/ .PRT/.X-T等。
编程:编程人员分析3D数据,编写控制数控加工中心的程式语言。 cnc加工:执行程式命令,更确切的说应该是这样的--数控机床的刀按照程序设定的路径,在塑胶材料上面来回的雕刻,将多余的部分去掉,从而得到塑胶手板模型的雏形。
打磨:一个零件在CNC的数控机床通过加工之后,它的表层会有很多的毛边和刀痕。靠这些机器是无法避免的。所以这就需要人为的手工处理这些问题。通常,都会用抛光膏进行抛光,或者用砂纸进行打磨。打磨的时候应该注意到问题,首先是需要用很粗的砂纸进行粗加工打磨。去掉表面那层很粗的毛刺之后再进行细纹的打磨。
喷油:CNC手板可以按照客户提供的颜色编通号来喷颜色。可以喷成亚色和亮光。 丝印:很多公司都有自主品牌,在CNC手板制做时也需要把公司标志或者产品型号印在CNC手板样上 组装:就是将塑胶手板模型的各个零件组装起来,处理后就是对装配问题进行数据检测。
反编译详细教程
.去震动教程.时间居中教程,时间显示到秒且居中 在通知栏增加模拟时钟透明状态栏代码修改 字体颜色修改关于运营商图标修改 可以ctrl+F,按需搜索 一:去震动教程: 一、首先是配置编译和反编译环境,具体方法如下: 1、在电脑上下载安装JRE(https://www.360docs.net/doc/fa13197381.html,/file/clif5w53)。其次下载好apk反编译工具 (apk反编译软件.rar(2.43 MB, 下载次数: 5756) ) 2、在系统环境变量Path里加入java.exe所在路径。 右键我的电脑--属性--高级系统--设置--环境变量--系统环境变量,里面的path变量项,值里面添加java的所在路径(例如“;C:\Program Files\Java\jre6\bin”) 3、将反编译软件解压出来,为了便于使用,最好放在C:\Windows目录下。 二、提取并反编译framework-res.apk文件 1、手机必须root,先用RE管理器将/system/framework文件夹下的文件framework-res.apk复制到/sdcard,然后复制到电脑(为了方便后面的操作,建议将文件放到电脑某个盘符的根目录下。例如:e:\framework-res.apk)
2、反编译framework-res.apk文件。具体方法运行cmd.exe(如图) 然后在出来的命令提示行中输入以下命令:apktool+空格d+空格+framework-res.apk路径+空格+反编译后文件存放路径,比如文件放入d盘根目录则命令为:apktool d d:\framework-res.apk d:\framework-res(如图)(此时反编译出来的文件放在d盘framework-res文件夹下) 三、修改去震动相关的xml文件 一般framework-res\res\values\arrays.xml就是我们要修改的对象。用xml编辑器(xml 编辑器.rar(345.03 KB, 下载次数: 3223) )打开这个文件。修改如图:
原创DSDT最完整的修改教程
DSDT修改教程 这就是重点了,实际上整个一个星期的工作绝大部分都是在如果驱动硬件上做文章了,虽然期间重装了三遍系统,但感觉轻车熟路,玩一样的。 在驱动问题上确实走了很多的弯路,但是这个弯路有时候有事必须的,因为人总想做的完美一些,只有不停地尝试才能找到更好的办法。 1、显卡 装完雪豹第一个想法就是希望能看到华丽的而且和windows不一样的界面,但事实又总是和想象的有所区别,界面是变了,但是连进入系统式欢迎动画都是卡卡卡!!所以第一个想法也是把显卡的驱动装上,于是google,一堆的驱动,一堆的方法,只是没有哪个具体说了怎样驱动 9300m gs的,没办法只好一个一个的试了,几乎把所有的驱动都试过了(没找到的,不知道的,不算),NVkushInstaller、NVinstaller v.52、NVIDIA_9000_Series_Driver_v2、 NVdarwinInstaller1.2.5、Natit.kext一样的不一样的都试了一遍,统统不行!!然后又试EFI String,用OSX86Tools_1.0.150(这是个好东西),但是顶多就是强制分辨率,驱动的不能。还有人介绍的就是在 com.apple.Boot.plist里面加入 1.
手板制作材料有哪些
手板制作材料有哪些 经典的创意,合理的结构,最终必须通过实物来验证。公司采用客户要求的材料,使用CNC数控加工、激光快速成型等工艺,通过打磨、抛光、喷油、丝印、移印、镭雕、喷砂、电镀、拉丝、氧化、浮雕、UV等工序. 一、按加工方式,我们可以加工制作以下手板模型: 1、CNC塑胶手板,材料有:ABS、亚克力、PP、PC、POM、尼龙、电木等; 2、CNC五金手板,材料有:铝、铝镁合金、铝锌合金、铜、钢、铁等; 3、激光快速成型,有SLA、SLS、FDM、3D打印等; 4、快速模具成型,有快速金属模具,硅胶模具,低压灌注模具;
5、手工雕刻制作,材料有油泥,泡沫、石膏等等。 二、按行业类别,我们可以加工制作以下手板模型: 1、能源产品手板模型,LED灯外壳,移动电源外壳,太阳能设备,风能叶片等部件; 2、汽车部件手板模型,汽车、摩托车部件,汽车仪表盘,灯罩等零部件;医疗器械手板模型,X光机、血透仪、监护仪、足部保健盒等; 3、工业设备手板模型,管道检测设备、电表自动化检定设备,智能机器人等; 4、家用电器手板模型,如彩电、空调、显示器、水煲、咖啡壶、电饭煲、汁机等; 5、数码通信手板模型,如手机、电话机、传真机、可视门铃、摄像机等。
三、小批量加工在工业生产中,涉及到工艺、成本、使用数量等问题,有很多零件是能通过机器来进行大规模生产的,这样就需要通过某些特殊的工艺来进行小规模或小批加工,中间还可能涉及到手工处理环节。主要用CNC来做小批量加工。 1、塑胶件的小批量加工,材料有:赛钢POM、ABS、亚克力(俗称有机玻璃)、PC等; 2、五金件的小批量加工,材料有:铝、铝镁合金、铝锌合金、铜、钢、等。
ProE高级曲面建模实例
Pro/E高级曲面建模实例 一、前言 因本人水平有限,理论上没有什么大的建树,现就一些实际的曲面构建题目写出我自己的解法,与大家一起探讨,希望对大家有所帮助,共同进步! 版权声明:题目来自https://www.360docs.net/doc/fa13197381.html,论坛,但解法均为本人原创,如有雷同纯属巧合。 二、知识准备 主要涉及模块: Style(ISDX模块)、高级曲面设计模块 主要涉及概念: 活动平面、曲面相切(G1连续)、曲面曲率连续(G2连续)、Style中的自由曲线/平面曲线/cos曲线、自由曲线端点状态(相切、法向、曲率连续等) 主要涉及命令: 高级曲面命令(边界曲面)、曲线命令及Style中的操作命令 三、实例操作 下面我们结合实际题目来讲述: 1. 题目一:带翅膀的飞梭,完成效果见图1: 图1 飞梭最终效果图
原始架构线如图2所示: 图2 飞梭原始架构线图 首先我们分析一下,先看效果图应该是一个关于通过其中心三个基准面的对称图形,那么从原始架构线出发,我们只要做出八分之一就可以了。很容易想到应该在中心添加于原有曲线垂直面上边界曲线,根据实际情况,我先进入Style中做辅助线,如图3所示: 图3 Style辅助线操作图 图3中标示1处选择绘制曲线为平面曲线(此时绘制的曲线在活动平面上,活动平面为图中网格状显示平面),标示2设置曲线端点处垂直于平面,标示3处设置曲线端点曲率连续。设置方法为,左键点击要设置的端点,出现黄色操纵杆,鼠标放于黄色操纵杆上,按住右键1秒钟以上便会出现菜单,如图4左图所示。
图4 绘制曲线操作图 设置时先选设置属性(相切、曲率连续等),再选相关联的曲面或平面(含基准平面),黄色操纵杆长短可调整,同时可打开曲率图适时注意曲率变化,如图4右图所示。有了图4辅助线后就可以做面了,此处我用高级曲面命令(boundaries),注意线的选取顺序,第一方向选取曲线1,2,第二方向选曲线3(如不能直接利用曲线选项选取,可用链选项,另一个选项也可自己尝试一下),见图5: 图5 构面时线的选取顺序图 如选择完边界直接完成,则生成的曲面并不满足要求,因此我们必须定义边界条件,如图6左图所示。 图6 曲面边界条件定义图
如何反编译APK
如何反编辑 第一:要在你的PC上建立Java的环境,下载JDK并安装即可:https://www.360docs.net/doc/fa13197381.html,/file/bw256kw9 第二:下载必要的工具。Apktool工具。apktoo.rar (6.31 MB) 下载后解压(有三个文件aapt.exe,apktool.bat,apktool.jar),为了方便。将解压出来的文件放在CDM模式(win+R)默 认的目录下。 比如,我的是Windows7 32位我的CDM模式默认目录是C:\USER\用户名。 第三:如果你是要编译系统文件的话,请将你要修改的rom里的framework-res.apk以及twframework-res.apk(暂时叫做 依赖包)用CMD模式“安装”下。 这样编译才不会出错。我一开始就是在这里纠结了很久。呵呵 安装方法:把依赖包放在刚才放apktool的目录下。(你也可以用指定目录的方法安装) cmd模式执行apktool if framework-res.apk 这个是安装framework-res.apk cmd模式执行apktool if twframework-res.apk 这个是安装twframework-res.apk
第四:准备工作都做好了,现在就可以反编译和编译了。(反编辑的APK一定要用没换过图片的,否则回编辑失败) 将你要反编译的apk放在apktool的目录下。(你也可以用指定目录) cmd模式执行apktool d XXXX.apk 这个是Decode也就是反编译 比如反编译SystemUI 就执行apktool d SystemUI.apk 就可以了(会在当前的目录下生成SystemUI 的文件夹,修改就是在这个文件夹里进行) 第五:当你修改好文件后需要回编辑 cmd模式执行apktool b XXXX 这个是build 也就是编译回去 比如编译SystemUI就执行apktool b SystemUI 就可以了(会生成一个叫dist的文件夹,编译回去的apk就是此文件夹中) 注意:第三步很重要,很多人不成功就是因为没做第三步。回编辑以后将编辑过的文件统统替换回原APK的原位置,如果要替换图片的话,最好在回编辑以后直接往原APK里替换,同理,反编辑时最好用原版没有替换过图片APK,这样才不容易出错!
MS3D教程(傻瓜式教程,适合入门)
本作为半借鉴半原创,所以不要喷我抄袭,教大家如何用MS3D拼抢,拼抢是又简单又好玩的用法,我们的目标是在AK—47上加一个瞄准镜。废话不说,直接切入正题。 首先,我们需要的工具是CS模型查看器和 MS3D。注意,MS3D是要收费的,如果你有钱,就去购买,否则只有30天的试用期。你可以考虑去下载一个破解版,当然最好是原版的。当然我们还需要AK47的模型(cstrike——model——v_ak47.mdl)和SG552(截取它的瞄准镜)的模型(cstrike——model——v_sg552.mdl) 首先你要在HLMV里做事先准备: 打开HLMV. 点击工具—配置工具(Tools----Configure Tools)(如图,这里图不是我的,请谅解) 接下来会跳出一个窗口叫你输入“studiomdl.exe”和“mdldec.exe” 你浏览并找到路径
这两个文件分别在HLMV的plugins文件夹里的decompiler和studiomdl里,如果没有的话你自己在去下一个。 然后就要开始反编译了!! 点击工具—拆分模型(Tools----Decompile Model)选择你要反编译的AK47和SG552模型.. 然后就自动反编译好模型啦! 我们要用的是枪的模型文件.通常它的名字里包含枪的名称,如“ak47_reference”. CS1.6手臂都是“f_武器名字_template”. 接下来就轮到MS3D出场了 打开你的MS3D(Milk shape 3D的简称). 点击“File---import----half-life SMD”导入你反编译好的*SMD “枪的模型”文件.
proe常用曲面分析功能详解
proe常用曲面分析功能详解 现在是针对曲面分析单独做的教程 曲面分析应该贯穿在这个曲面外型的设计过程中.而不该最后完成阶段做分析 由于时间关系我单独做个分析简单的教程,将来的教程中我将逐步体现造型过程中贯穿分析的教程 本文重点在简单的阐述下曲面分析的运用,并不过多的阐述曲面的做法,PRT实物来源于SONJ.无嗔等版大,为求对比好坏,我会将质量好的PRT.修改约束成差点的来深入的阐述曲面分析的作用和看法.在这里先谢谢这些版大无私分享,也求得他们的原谅,未经过允许就转载他们的PRT还乱改.我先道歉… 现在这个拉手大家都看见了,这一步是VSS直接扫出来的.现在显示的呢是网格曲面.这个网格曲面和多人认为用处不大.但我想说几点看法,第一看这个面是不是整面,很明显这个面的UV先是连接在一起的,他是个整面.第2看他的UC线的走向,是不是规则在某一方向上,有没有乱,有没有波动。这些是我们 肉眼能看见的,是一个初步的分析,也能帮助大家理解曲面的走向趋势是怎么个事情。至于曲线的分析其他教程中以有很多阐述我就不在追述,至于什么叫曲面G1和G2相信大家也看到很多类似的教程 这个图你就能看见多个曲面的网格在一起时候的显示,说明不是整面。
网格曲面另一个重要作用呢就是观察收敛退化,也就是大家长说的3角面。 收敛退化是我们最不想看到的,但收敛点在那里呢,根据经验呢,比如说我这个,在做边界混合时候 2条直线是一组,曲线是另一组,也就是退化点在2条直线相交的地方,但新手一般看见教程是跟着裁减那里的角,至于为什么是在哪个位置可能不是很清楚,就看下网格曲面吧 剖面分析来说呢相对的要求比较高,原理呢很简单就是所选择的曲面面组和基准面相交的曲线的
手板模型制作方法和特点
手板制作的方法和各自的特点 转眼间,我接触手板这个行业已经有半年时间了,刚开始我不知道什么是手板,“手板”这个词汇对于我来说是完全陌生的,就像小学生面对一个复杂的英语单词一样。其实,“手板”并不是一个新的词汇,它已经存在了很长一段时期。下面我就来归纳一下手板制作有哪几种方法以及它们各自的特点是什么: 根据工艺设备的不同,手板制作可以分为激光快速成型(FDM、SL A、SLS),CNC加工,真空复模(硅胶复模),快速模具(简易模具)和低压灌注等方法。 1激光快速成型 1)、FDM,是将ABS条用激光烧结而成,它的特点是物理性能和化学成分都与ABS一样,装配性能好,内部结构清晰,但外观粗糙,适合做结构验证的手板。 2)、SLA,是将环氧树脂用激光烧结而成,环氧树脂在常温状态下是液态,装在SLA机的箱子里,当激光按图形的结构一层扫描时,激光碰到的地方环氧树脂就会由液体变成固体,最后,将箱子里多余的液态环氧树脂放掉,就会留下一个和图形一模一样的模型。SLA适合做小件的,但CNC难以加工的手板。 3)、SLS,由SLA发展而来,它除了兼有SLA的功能外,还可以烧结金属粉末(如铝粉、铜粉、不锈钢粉等),制作手板的成本比SLA的高。 2 CNC加工,CNC手板模型是综合计算机辅助设计(CAD)、计算机辅助制造(CAM)、计算机数字控制(CNC)等先进技术,把计算机上构成的三维数据模型,由整块材料切削挖掘加工而成。它的特点是加工速度快、成本低,可以达到很高的加工精度。而且材料的选择范围广,可以保证手板模型的材料和批量生产零件材料的一致性。手板的真实感强,表面质量可以达到很高的水平,在进行打磨、抛光、喷砂、喷漆、丝印、UV、电镀等后续加工后,制作效果完全可以同模具生产的产品相媲美,甚至更高。由于CNC加工需要一个地做,所以它适合做1-5个的批量。
反编译FLASH利器SWF DECOMPILER使用教程
反编译Flash利器SWF Decompiler使用教程 1、软件功能介绍 SWF Decompiler 是一款用于浏览和解析Flash动画(.swf文件和.exe文件)的工具。它能够将flash动画中的图片、矢量图、字体、文字、按钮、影片片段、帧等基本元素完全分解,还可以对flash 影片动作(Action)进行解析,清楚的显示其动作的代码,让您对Flash 动画的构造一目了然。你可以将分解出来的图片、矢量图、声音灵活应用于FLASH MX 2004 中,让你也可以做出大师级的作品! 2、认识SWF Decompiler 的界面 SWF Decompiler 的界面如(图1)所示:
图1 SWF Decompiler 的界面比较简单,除了上面的菜单栏和工具栏外,左边是文件查看窗口,中间是影片预览窗口和信息窗口,右边是资源窗口,下面简单介绍一下工具栏。 由于菜单命令与工具栏的功能一样,这里只介绍工具栏的作用。工具栏包括共有9个工具(参看图1 从左至右): ①快速打开:不用解释吧^o^; ②导出fla:导出反编译后的 .fla格式源文件; ③导出资源:导出反编译后的Flash中的资源,如图片、音频、Flash片段等; ④文件浏览:显示或隐藏文件浏览窗口; ⑤信息窗口:显示或隐藏信息窗口; ⑥资源窗口:显示或隐藏资源窗口; ⑦影片信息:显示当前的Flash影片信息; ⑧背景颜色:设置Flash及资源预览窗口的背景颜色; ⑨动作脚本查看方式:共有3个查看方式选择,源码、伪码、原始数据; 3、SWF Decompiler 的操作方法
①打开Flash影片。打开SWF Decompiler 后在文件夹浏览窗口中找到要处理的Flash所在的文件夹(当然也可用“快速打开”工具)并单击,然后在文件选择窗口中点击要处理的Flash(可以是swf格式或exe格式),此时开始在预览窗口中播放影片。 如果想浏览窗口大一些,可点击[文件浏览]和[信息窗口]工具,隐藏了这两个窗口,浏览窗口便自动扩大。 ②导出SWF源文件(fla格式)。在右侧的资源窗口中点击该文件名前面的“+”号(见图2),软件便开始分析当前的SWF文件,稍等候就完成分析并以树形结构分门别类显示出SWF文件的内部结构来。如图3所示: 图2 图3 然后点击上面的[导出fla]按钮,在“导出fla”选项窗口中,选择好导出路径和其他选项,如果选择“自动用FLASH打开”,则会直接启动FLASH MX 2004,就可以对导出的fla文件进行编辑操作。
五金手板模型制作
五金手板模型制作 五金行业发展速度非常快,传统五金行业国内最集中的几块市场主要集中在机械五金,建筑五金、装饰五金、日用五金这几大版块。五金行业产业集中的趋势也很明显,国内五金行业主要集中在广东、浙江、江苏、上海、河北、山东等经济发达的省份和地区。传统的五金企业产品比较单一,很多企业只是给其他制造企业做配套、配件,对制造性企业的依赖性比较强,而且对市场需求的反应也很迟缓。
手板模型,可以在极短的时间内,实现从图纸到实物的转变,让您在产品开模前能够全面而正确的评估外观及结构,使产品研发更加顺利,大大降低产品投放市场的风险。通俗点讲,手板模型就是在没有模具或不开模具的前提下,根据产品图纸做出来的功能样板,可以用来检验产品外观或结构的合理性,精度误差一般在±0.1mm,一般制作周期为3-7天,大大节省产品的开发周期和费用。 一般而言,五金件手板模型是制作都是采用cnc加工的,主要包括以下几个过程:设计图纸、编程、cnc加工、打磨、组装、喷油、氧化、镭雕、电镀等这个几个步骤。 设计图纸:手板图纸一般都是用AUTOCAD来做的。需要有专业的设计人员才行,一般情况下,手板图纸的格式主要为.IGS/ .STP/ .STL/ .PRT/.X-T等。
编程:编程人员分析3D数据,编写控制数控加工中心的程式语言。 cnc加工:执行程式命令,更确切的说应该是这样的--钨钢刀按照程序设定的路径,在铝合金上面来回的雕刻,将多余的部分去掉,从而得到铝合金手板模型的雏形。
打磨:一个零件在CNC的数控机床通过加工之后,它的表层会有很多的毛边和刀痕。靠这些机器是无法避免的。所以这就需要人为的手工处理这些问题。通常,都会用抛光膏进
proe曲面造型的基本思路
proe曲面造型的基本思路 本文来自: 辅助论坛Proe教程作者: admin日期: 2010-7-4 23:34 阅读: 321 人打印收藏 曲面造型的基本思路,思路决定出路思路决定出路,思路乃成败之关键.世界知名的管理大师德鲁克 说 人不能改变环境,但可以改变思路;人不能改变别人,但可以改变自己;多一个思路,多一个出路; 思路决定出路,观念决定前途 ProE实体化建模思路实例视频详解 更多思路:https://www.360docs.net/doc/fa13197381.html,/search.php? 原帖地址:https://www.360docs.net/doc/fa13197381.html,/thread-172-1-1.html 1 前言 利用CAD/CAM软件进行三维造型是现代产品设计的重要实现手段,而曲面造型则是三维造型中的难点。我们在从事CAD/CAM培训的过程中发现,尽管现有的CAD/CAM软件提供了十分强大的曲面造型功能,但初学者面对众多的造型功能普遍感到无所适从,往往是软件功能似乎已经学会了,但面对实际产品时又感到无从下手。即使是一些有经验的造型人员,由于其学习过程中的问题,也常常在造型思路或功能使用上存在一些误区,使产品造型的正确性和可靠性打了折扣。 针对上述情况,本文从整体上讨论了曲面造型的一般学习方法,并举例介绍了曲面造型的一般步骤。 2 曲面造型的学习方法 面对CAD/CAM软件所提供的众多曲面造型功能,要想在较短的时间内达到学会实用造型的目标,掌握 正确的学习方法是十分必要的。 要想在最短的时间内掌握实用造型技术,应注意以下几点: (1)应学习必要的基础知识,包括自由曲线(曲面)的构造原理。这对正确地理解软件功能和造型思路是十分重要的,所谓“磨刀不误砍柴功”。不能正确理解也就不能正确使用曲面造型功能,必然给日后的造型工作留下隐患,使学习过程出现反复。其实,曲面造型所需要的基础知识并没有人们所想象的那么难,只要掌握了正确的讲授方法,具有高中文化水平的学员就能理解。(2)要针对性地学习软件功能。这包括两方面意思:一是学习功能切忌贪多,一个CAD/CAM 软件中的各种功能复杂多样,初学者往往陷入其中不能自拔。其实在实际工作中能用得上的只占其中很小一部分,完全没有必要求全。对于一些难得一用的功能,即使学了也容易忘记,徒然浪费时间;另一方面,对于必要的、常用的功能应重点学习,真正领会其基本原理和应用方法,做到融会贯通。(3)重点学习造型基本思路。造型技术的核心是造型的思路,而不在于软件功能本身。大多数CAD/CAM软件的基本功能大同小异,要在短时间内学会这些功能的操作并不难,但面对实际产品时却又感到无从下手,这是许多自学者常常遇到的问题。这就好比学射击,其核心技术其实并不在于
电子书制作简单教程
电子书制作简单教程 制作前的准备: 1、在文库里找到一篇长篇的已完结的自己想做成电子书的文(这句简直废话……) 2、向文的作者询问是否可以做成电子书,也就是拿到授权。如果作者同意,开始制 作;如果不同意,返回第一步,直到拿到一篇授权为止。 3、下载制作电子书的工具软件,推荐使用eTextWizard(电子文档处理器),用这 个软件生成的电子书占用空间小,操作简单,而且功能齐全。下载地址: https://www.360docs.net/doc/fa13197381.html,/ 4、寻找制作电子书的网页素材,例如背景图片、按钮图片、分割线等等。 5、在电脑里安装frontpage、Dreamweaver等制作网页的工具软件。(没有?到外 面去买一张5元的盗版盘安装就行了……汗) 准备工作完成之后,就可以开始了。 第一步,制作电子书所需要的页面。 电子书其实就是一个个有关联的网页合在一起的网页集合。因此我们可以像做网站上的网页一样利用frontpage等来生成电子书的各个页面。以下是frontpage的简单操作(会做网页的可以略过不看,直接看第二步生成电子书): 1、在你的电脑里新建一个文件夹,把背景图片等等素材拖放到这个文件夹中。打开frontpage,点击菜单[文件/打开站点],在弹出的对话框里选择你刚刚新建的文件夹,按打开,在随后的对话框里选择“是”。 2、按工具栏里的“文件夹列表”,左侧会出现文件列表,你会发现多出了两个文件夹“_private”和“images”,删除即可。(不删除也没关系,只要记住不要往里面放文件和图片就可以了,所有的文件和图片都必须放在一个文件夹内,也就是你 刚才新建的那个文件夹。) 3、制作电子书的首页,也就是文章的目录。在右侧点右键,选择“网页属性”,在
3d手板模型制作
3d手板模型制作厂家介绍。深圳市佳鑫一帆科技有限公司,成立于2006年,是一家集手板/塑料产品的技术开发,大批量生产加工及销售为一体的大型公司,专业医疗设备外观结构设计,医疗外壳,美容机箱生产;可一条龙将产品从工业设计--手板制作--模具制作--批量生产。 专业、快速成型的设计制作,致力于铸造精品塑胶产品!公司内部结构完善,拥有工程部/手板部/机箱部/模具部/注塑部/品质部/工艺创新实验室/等完整的工序部门,拥有一批资深的CNC高级编程师、专业手板师、外观结构设计工程师及丰富经验的各道工序技术人员......强大的技术团队,能胜任各种工程塑料产品外壳结构手板制作及大批量生产.公司成立以来不断完善手板制作工艺,提升品质服务,送货上门,能及时为您提供外观精美、结构精确的手板及量产产品,为您确认装配结构,模具制造,产品展销等提供全方位的服务. 对于客户新开发产品,打样及试产小批量的可无需开模即可直接做产品,专业技术经验十余年,不断改善与完善技术,摸索出了同行所不可比拟的一套成熟完善产品工艺制作流程,利用现代高科技与传统手工技术完美结合,可完全按客户要求制作。质量保证,外观线条流畅,尊显高档,内部结构合理整洁的同时且保证机壳牵固度,科学的散热透气孔,是您优质的选择谒诚为您提供物超所值的产品,真诚期待能与客户长期合作,力求成为客户最忠实的合作伙伴,共同发展!欢迎来我公司参观指导!
这些产品对于我们来说,也是有着十分重要的作用,接下来就和大家详细的分享一些关于:3d 打印机打印手板模型需要注意的一些具体的事项,希望这对于大家有所帮助。 1.按图纸需求抵达粗糙度的规范,签定加工协议单排定计划日期。手板模型制造中依据描绘所需配色彩一同制造。内壁润滑不能有机床加工的刀纹路。塑件计划活络,并可当无缺商品运用。 2.板的制造前期描绘人员要与手板制造人员交流。描绘的商品要肯定好成形技术和工序,不会因零件难以加工而修改定型描绘。手板模型制作方可提前做加工准备,避免匆忙中考虑不周,影响工期。
手板模型的常见工序流程
手板模型的常见工序流程 手板模型在当今工业中逐渐发展成熟,竞争越演越烈。然而整个行业的管理水平却相当粗放,导致手板行业至今未能像模具行业一样较好的发展。没有标准是阻碍行业发展的重要因素之一,那我们就先了解一下手板制作最基础的工序流程开始。 第一步:接收图档--1.客户需提供STP、PRT等常用格式3D图档。Pro/E 、UG常用绘图软件都可以转换格式;2.JPG或Office格式工艺说明文件,有效果图更佳;3.CDR、AI等格式矢量图文件用于出菲林(一定记得转曲);4.若是做结构手板最好能提供BOM清单,能快速识别该制作的零件,以防漏做或多做; 第二步:审核图档--客户发来的图档全面细致检查一遍,看看3D图是否有干涉、破面、零件缺失等现象;2.核对工艺说明,确认各项工艺可执行性分析;3.核对BOM表,数量是否清楚,产品零件是否有丢失。4.核对矢量图文件,校对图档比例是否正确;5.根据客户所提供的文件估计产品制作成本及交期; 第三步:商务洽谈--1.与设计师或项目负责人确认档名、文件更新时间;2.根据专业经验分析客户希望达到的效果,协助客户解决问题;3.工艺可执行性分析,最终实现的存在的差异性;4.产品报价,交货时间、地点、交货方式确认并拟定手板制作合同,待客户书面确认。 第四步:拆分图档--1.审核3D图档的完整性;2.根据产品工艺制作便捷、CNC雕铣习惯分件。确保产品的外观不受影响; 第五步:数控编程--1.根据加工方法编写CNC雕铣路径;2.根据产品工艺预定原材料;3.根据材料特性设定刀具种类、加工速度;4.根据设备性能编写CNC雕铣路径及雕铣速度。 第六步:备料--1.根据客户提供的工艺说明及BOM表选备材料;2.根据编程工程师标注的材料尺寸开料; 第七步:CNC加工--1.把编程工程师编辑的数据传输到CNC加工中心;2.根据程式单选用相应的刀具校刀并雕铣加工; 第八步:首检--1.把加工好的零件返回到编程人员清点数量,确保数量准确;2.每一个加工好的产品用卡尺测量,确保与客户的图档在公差范围内;3.检查零件材料是否与客户POM 表提供的一致; 第九步:粗装配--由于CNC加工存在着先天缺陷,结构清角不能完全到位,几乎所以雕铣出来的工件都需要手工用特定的工具进行凿刻,然后调节装配关系。此环节一定要做到尊重工程师设计图纸,不然为配合而配合就很难检验设计上存在的问题,容易造成手板装配很好,模具注塑的产品却无法装配的现象。作为一名严谨的手工师傅若发现设计本身存在干涉是必须标记清楚返馈给设计师,以便改善; 第十步:打磨抛光--CNC加工的产品表面会有刀痕,每个手板的外观面都需要手工打磨。而且这一工序是很直观体现出一个手板品质的优或劣。1.根据产品类型、材质选择不同特性的沙纸及抛光蜡;2.认真核对3D图档,分析产品的外观重点,尽可能精准体现各部位的棱角、线条、间隙等等;3.对表面需电镀的零件必须要手工抛光,才能体现出电镀后镜面的效果; 第十一步:喷油/电镀/阳极--CNC手板最大的优势就在它的表面效果更加接近最终量产效果,这是SLA无法实现的,即使是3D打印技术也在表面处理上要逊色于CNC手板模型。1.根据客户提供的工艺说明按色板或PANTONE调配颜色;2.喷好的产品放入烤箱烘烤,根据材质、油漆的特性烘烤的时间会有所变化; 3.油漆烘干再表面喷上UV。UV不仅可以起到保护加固的作用,而且还可以美化油漆效果。 第十二步:丝印/镭雕--1.根据客户提供的矢量图制作菲林、晒网版;2.根据客户抻供的工