某轻型飞机总装生产线规划与仿真
学术论文
RESEARCH
[摘要] 随着数字化技术在工厂生产中的应用,生产系统的规划与仿真变得日益重要。本文给出了某轻型飞机总装生产线规划、仿真的详细过程及结果,为生产线的设计提供大量仿真数据,最终为项目的顺利进行提供了有利的保障。
关键词: 生产线 规划与仿真 QUEST 轻型飞机
[ABSTRACT] With the application of digital tech-nology in the plant production, the planning and simula-tion of production systems has become increasingly im-portant. The detailed process and result of a light aircraft assembly line planning, simulation are given. A large number of simulation data are provided for the production line design, finally a favorite environment protection is provided for the smooth progress of the project.
Keywords: Production line Planning and simula-tion QUEST Light aircraft
生产线规划与仿真使生产系统在投入运行前就了解其是否满足生产需求,为生产过程优化提供支持。随着数字化工厂、虚拟企业等概念的提出,生产线的规划与仿真变得日益重要,合理的规划不仅可减少运营成本和维护费用,提高设备利用率和生产效率,而且对生产的快速重组和提高企业的快速响应均具有十分重要的意义。另一方面,通过CESSNA L162机型,沈飞公司以整机制造商的身份进入通航领域,首次打破了中国一直作为国外民机零部件制造商的局面。如何把握机遇、提高沈飞公司通用飞机的设计制造水平、采用更多先进制造技术、尽快与国际先进水平接轨是沈飞公司乃至中国航空企业发展通航产业的关键,具有重大战略意义。
1 生产线生产节拍的确定
生产线上生产2件产品之间的间隔时间或产品在各工作站间每移动1次所需的间隔时间称为生产线的节拍时间,它是流水线生产组织的重要依据[1]。生产线的投入节拍与出产节拍相等,当生产线的工位数未确定时,先根据年产量及工作制度按下式计算生产节拍τ。
τ
=
s·γ·g·α·d·12
V·β, (1)式中,s为1个工作班的理论工作时间(s);γ为时间利用率;g为每日工作班数;α为工人劳动出勤率;d为每月计划工作日(天);V为企业年度计划生产产量(架);β为生产线生产能力储备系数。
根据生产线实际需求状况,选定s=8×3600, γ=0.9, g=1, α=0.95, d=18, V=750, β=1.3。计算出产节拍为τ=5455s/架=1.512h/架。
2 生产线工位数量确定及划分
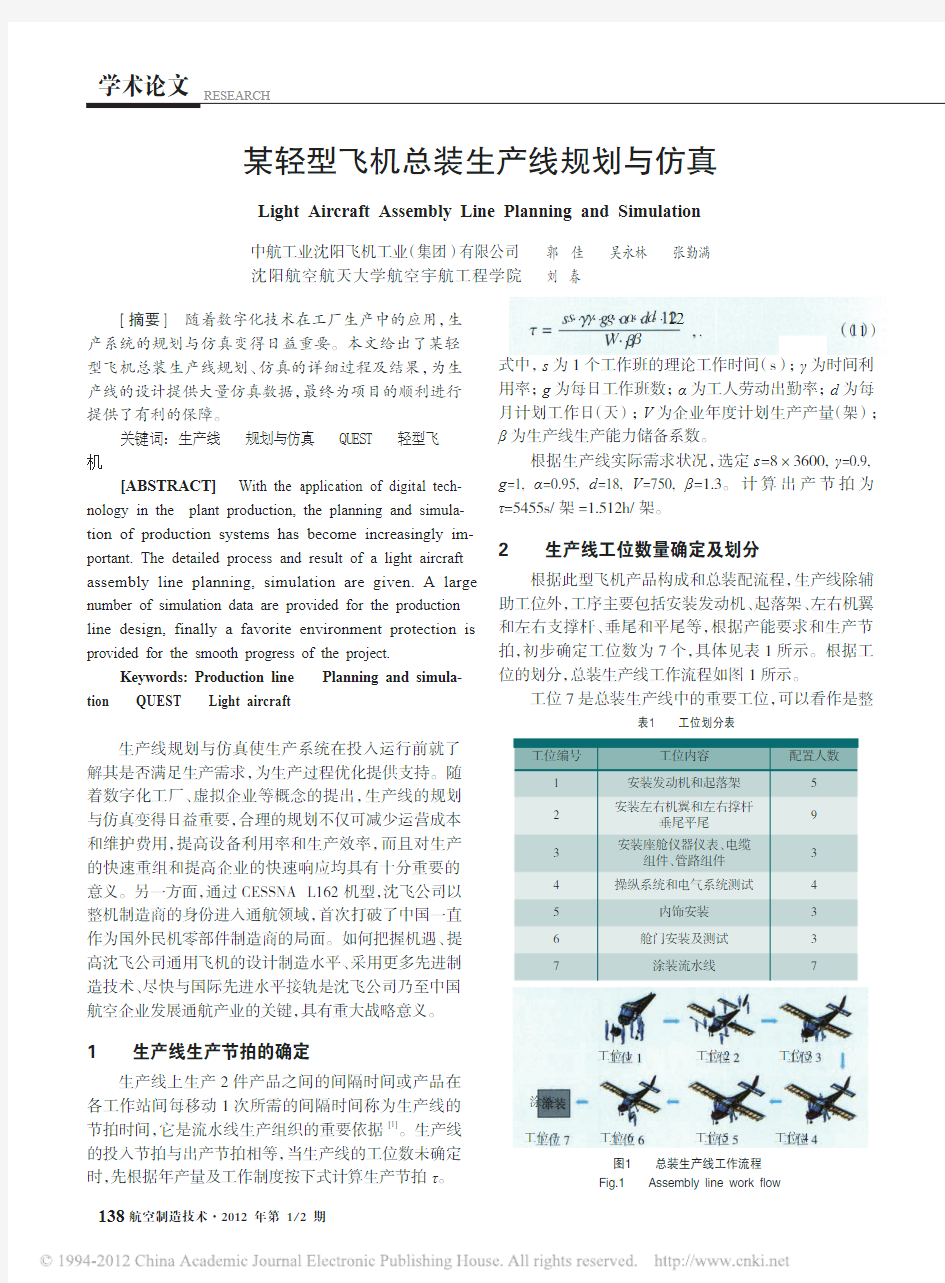
根据此型飞机产品构成和总装配流程,生产线除辅助工位外,工序主要包括安装发动机、起落架、左右机翼和左右支撑杆、垂尾和平尾等,根据产能要求和生产节拍,初步确定工位数为7个,具体见表1所示。根据工位的划分,总装生产线工作流程如图1所示。
工位7是总装生产线中的重要工位,可以看作是整
某轻型飞机总装生产线规划与仿真
Light Aircraft Assembly Line Planning and Simulation
中航工业沈阳飞机工业(集团)有限公司 郭 佳 吴永林 张勤满
沈阳航空航天大学航空宇航工程学院 刘 春
表1 工位划分表
工位1工位2工位3
工位7工位6工位5工位4
涂装
图1 总装生产线工作流程
Fig.1 Assembly line work flow
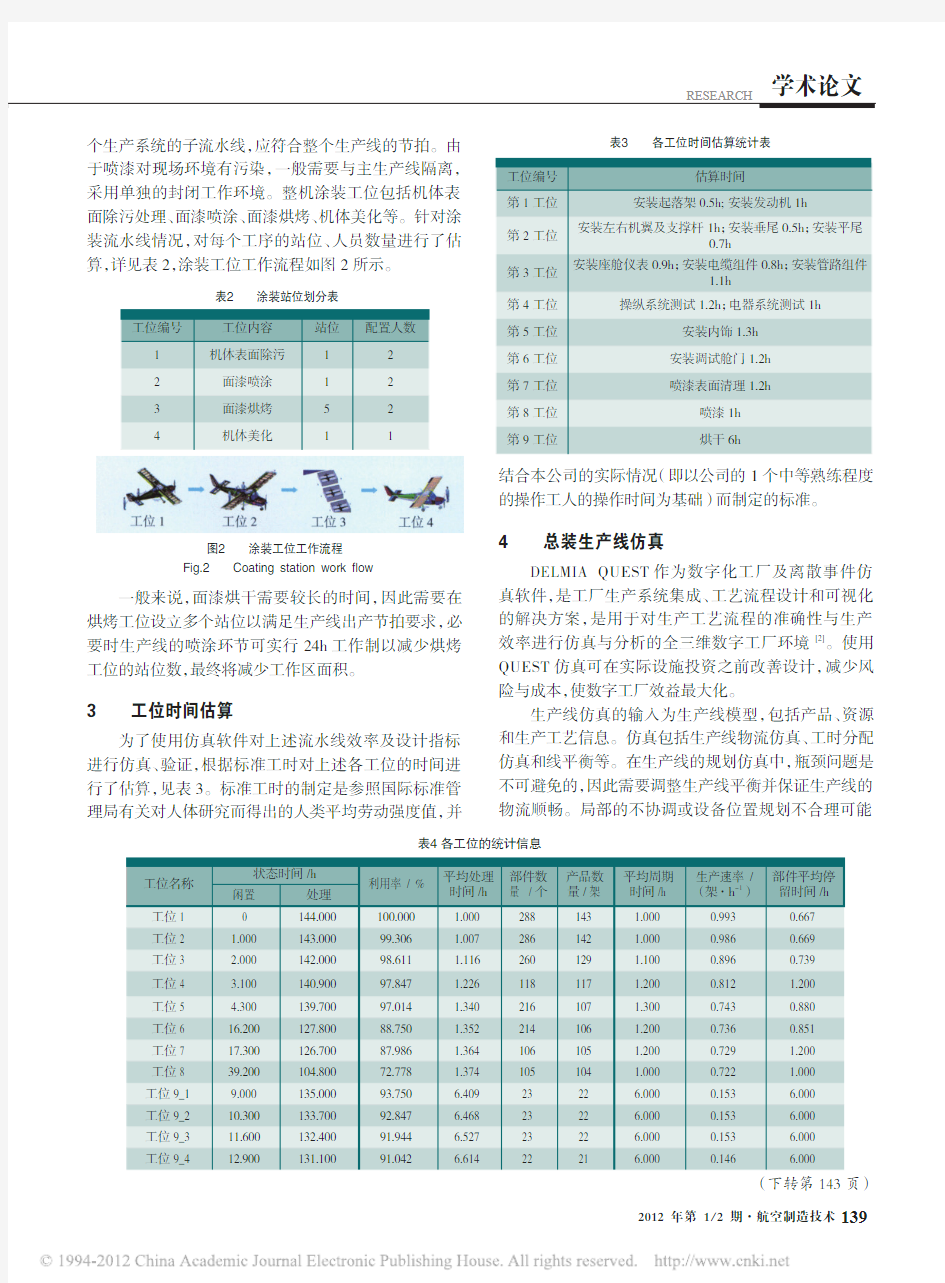
个生产系统的子流水线,应符合整个生产线的节拍。由于喷漆对现场环境有污染,一般需要与主生产线隔离,采用单独的封闭工作环境。整机涂装工位包括机体表面除污处理、面漆喷涂、面漆烘烤、机体美化等。针对涂装流水线情况,对每个工序的站位、人员数量进行了估算,详见表2,涂装工位工作流程如图2所示。
一般来说,面漆烘干需要较长的时间,因此需要在烘烤工位设立多个站位以满足生产线出产节拍要求,必要时生产线的喷涂环节可实行24h 工作制以减少烘烤工位的站位数,最终将减少工作区面积。
3 工位时间估算
为了使用仿真软件对上述流水线效率及设计指标进行仿真、验证,根据标准工时对上述各工位的时间进行了估算,见表3。标准工时的制定是参照国际标准管理局有关对人体研究而得出的人类平均劳动强度值,并
结合本公司的实际情况(即以公司的1个中等熟练程度的操作工人的操作时间为基础)而制定的标准。
4 总装生产线仿真
DELMIA QUEST 作为数字化工厂及离散事件仿真软件,是工厂生产系统集成、工艺流程设计和可视化的解决方案,是用于对生产工艺流程的准确性与生产效率进行仿真与分析的全三维数字工厂环境[2]。使用QUEST 仿真可在实际设施投资之前改善设计,减少风险与成本,使数字工厂效益最大化。
生产线仿真的输入为生产线模型,包括产品、资源和生产工艺信息。仿真包括生产线物流仿真、工时分配仿真和线平衡等。在生产线的规划仿真中,瓶颈问题是不可避免的,因此需要调整生产线平衡并保证生产线的物流顺畅。局部的不协调或设备位置规划不合理可能
表3 各工位时间估算统计表
表2 涂装站位划分表
图2 涂装工位工作流程
Fig.2 Coating station work flow
工位1
工位2
工位3
工位
4
表4 各工位的统计信息
(下转第143页)
和隐身气动外形设计(K9),如图3所示。
4 结论
ProA_K是具有良好接口和面向对象特性的飞机设计过程ProA模型与飞机设计过程知识相结合的集成模型框架,该模型为飞机的设计过程知识重用提供了一种可能的实现途径。ProA_K模型具有可回溯性和封装性的特性等支持设计过程重用的优良特性,包括使设计过程知识的遗传性和变异性得到体现,以及对过程知识重组和修改的支持等。本研究在飞机设计过程知识重用领域进行了初步探索,尚有许多相关问题需要进一步研究,如设计过程ProA_K模型中所集成的各种飞机设计过程知识的属性和操作等,将随着后续研究的进行逐步深化。
参 考 文 献
[1] Sivaloganathan S, Shahin T M M. Design reuse: an overview. Journal Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture. 1999, 213(7): 641-654.
[2] Andrews P, Shahin T M M, Sivaloganathan, S. Design reuse of detailed designs in a CAD environment: four case studies. In Proceedings of International Conference on Computer-Aided Engineering, London: Brunel University, September 1998.
[3] 周峰. 产品设计过程的建模、仿真及优化研究[D]. 大连:大连理工大学, 2008.
[4] Han Y H, Lee K. A case-based framework for reuse of previous design concepts in conceptual synthesis of mechanisms. Computers in Industry, 2006, (57):305-318.
[5] Shahin T M M, Sivaloganathan S, Gilliver R. Automation of feature-based modelling and finite element analysis for optimal design. In Proceedings of ICED97, Tempere, Finland, August 1997.
[6] Finger S. Design reuse and design Research. Keynote Address. In Proceedings of Engineering Design Conference '98 on Design Reuse, London: Brunel University, June 1998.
[7] Hicks B J, Culley, S J , Allen R D , et al. A framework for the requirements of capturing and reusing information and knowledge in engineering design. International Journal of Information Management, 2002 (22): 263-280.
[8] Duffy A H B, Smith J S , Duffy S M. Design reuse research: a computational perspective. Keynote Address. In Proceedings of Engineering Design Conference '98 on Design Reuse, London: Brunel University,1998.
[9] Ahmed S. Encouraging reuse of design knowledge: a method to index knowledge. Design Studies, 2005,26(6): 565-592.
[10] Marca D, McGowan C. Structured analysis and design technique. NewYork: McGraw-Hill, 1987.
[11] 陈禹六. IDEF建模分析和设计方法. 北京:清华大学出版社, 2006.
[12] 倪福, 徐福缘, 沈运红. 基于IDEF0方法的企业信息化建设复杂系统. 系统工程, 2005,23(3):69-74.
(责编 小城)
导致生产线上有大量的积压品阻塞物流,使得后续生产不能持续运行,并且使得资源的利用率及忙闲程度等指标不合理。生产线仿真输出的结果为生产线动态物流效果和在此过程中定位的瓶颈信息[3]。
根据划分的工位及各工位的工时通过仿真模型计算,总装生产线的月产量为87架完全符合年产量在750~1000架次的要求。其各工位的统计信息见表4。
仿真优化是在已构建的仿真模型基础上,根据仿真结果分析现有生产过程的各种性能指标,发现存在的问题,对仿真模型的资源及物流设置进行参数优化和结构调整,以达到优化生产过程、提高生产效率的目的。
在动态仿真过程中发现第三工位和第九工位前堆积了大量的待加工件,可通过提升这2个工位的处理能力来进一步加大整条生产线的产能。
通过应用QUEST软件,可以为总装生产线的设计提供大量参考性的仿真数据。通过生产线的虚拟仿真,不但可以节约大量的物质资源,减少了实物生产线调整中的资金浪费,而且为实际生产线的改造扩建和调整提供了有实际参考价值的仿真数据,最终为使该项目的顺利进行提供了有利的保障。
5 结论
通过对轻型飞机总装生产线规划与仿真,为建立和完善企业数字化制造体系,提高企业的核心竞争力打下了坚实的基础,使企业在技术和经济方面都取得了巨大效益。数字化生产线规划与仿真技术的优势总结如下。
(1)降低产品研制风险、缩短研制周期、减少开发成本;
(2)通过对生产线布局和物流仿真及资源的规划和评估,可以验证方案的可行性和合理性,提高了生产计划的准确度;
(3)实时分析产量、资源消耗及瓶颈所在;
(4)三维可视化动态仿真;
(5)可以提高企业的市场竞争力和产品的技术创新力。
参 考 文 献
[1] 杨召凯,刘德忠,李志强.发动机生产线装配问题研究.机械设计与制造, 2008,1:215-217.
[2] DELMIA Digital Manufacturing & Production. http://www.3ds. com/products/delmia,2009.
[3] 张浩,樊留群,马玉敏.数字化工厂技术与应用.北京:机械工业出版社,2006.
(责编 良辰)(上接第139页)
洛克希德·马丁公司的F_22战斗机装配生产线
COVER STORY 封面文章 F-22飞机的装配厂位于佐治亚州的玛丽埃塔工厂,该厂有一条F-22的U形生产线,即前机身装配线和总装线。F-22的任务分配是:波音公司在西雅图制造机翼和后机身、洛克希德?马丁航空公司在沃思堡制造中机身,在玛丽埃塔制造前机身、进行总装及飞行试验。每架F-22的生产都以在生产线端头将铝隔框加装到夹具上作为计时的开始。装配时钟从8200号工作站开始计时,该工作站是第一个前机身装配工作站。当部件移洛克希德?马丁公司的F-22战斗机装配生产线 中国航空工业发展研究中心 任晓华 F-22战斗机装配生产线经过改进,从2004年装配完成需用16个月,缩短到2005年只需12个月,将来还会进一步缩短 动到1号工作站时,已成为一架具有完整功能的F-22飞机。 为适应生产量的不断增加,F-22装配生产线已经进行了改造,从2003年制造11架上升到2004年制造19架,2007年要增加到最大数量32架。2004年的生产量相当于每9.6天就可以生产一架,即如果一架飞机出厂,所有工位上的飞机就会向前移动一个工位。在理想情况下,整个生产线上的每个工位10天移动一次。经过改进,现在只要中机身部件一运到,就可以马上开始对接,不用等待。2004年,从第一个隔框加载到工装上开始到装配完出厂共用了16个月的时间,2005年这一过程已缩短到12个月,将来还会进一步缩短。 前机身的生产位于U形生产线 的左边。首先在8200工作站装配轮舱和前油箱,最后在6000工作站进行前机身功能检查。整个过程需要大约 100个工作日。前机身开始时是两个分离的结构件,即轮舱/油箱组件和前部结构(前部结构件最终将包括座舱)。前结构件先在一个垂直的工作站上装配,然后被放到一个转台上旋转90°,与轮舱/油箱组件平行。两部件在8000工作站上对接。在前机身装配前,要先在对接夹具上钻好舱门、壁板和蒙皮上的孔,使前机身作为一个整体部件继续在生产线上移动。 在7000工作站上安装进气道转向蒙皮、座舱侧蒙皮、座舱地板的基础结构件、座椅背的滑轨和支架、暖气管和其他主要零件。前机身内部结构在移动到前机身装配线的最后一站时将喷上一层白色环氧漆。在6000工作站,机械师安装座舱中央控制台、航电支架以及其他配件,包括束线(将座舱工作台和显示器与飞机其他系统相连的导线)、配线、光纤、管路、开关、支架、板件、软管、输送管和标记,并且还要对光纤及紧急着 36航空制造技术2006年第8 期 任晓华: 毕业于南京航空航天大学机械工程系,现于中国航空工业发展研究中心技术所从事航空制造工程情报咨询研究工作 前机身装配
生产流水线的原理与设计
第三节流水生产组织 研究生产过程组织的目的,是为了在空间上和时间上合理地组织生产过程,提高劳动生产率和设备利用率,缩短生产周期,加速资金周转,降低产品成本。采用对象专业化的空间组织形式和平行移动的时间组织方式,是达到此目的的两个重要方法。而流水生产把高度的对象专业化的生产组织和劳动对象的平行移动方式有机地结合 起来,成为一种先进的生产过程组织形式。特别是在大量生产企业和成批生产企业中,流水生产占有十分重要的地位。 2.3.1流水生产的特征、形式和组织条件 一、流水生产的特征 流水生产是指劳动对象按一定的工艺路线和统一的生产速度,连续不断地通过各个工作地,顺序地进行加工并出产产品(零件)的一种生产过程组织形式。典型的流水生产线具有以下特点: 1、工作地专业化程度高,在流水线上固定生产一种或有限几种产品(零件),在每个工作地上固定地完成一道或几道工序。 2、生产具有明显的节奏性,即按照规定的节拍进行生产。 3、流水线上各工序之间的生产能力是平衡的,成比例的,即各道工序的工作地(设备)数同各道工序单件时间的比例相一致。设流水线上各道工序的工作地(设备)数分别为s1,s2,s3,…,s m,各道工序的单件时间分别为t1,t2,t3,…,t m,流水线节拍为r,为使流水线各工序之间保持平衡,必须有: (2.1) 4、工艺过程是封闭的,并且工作地(设备)按工艺顺序排列成链状,劳动对象在工序间作单向移动。 5、劳动对象流水般地在工序之间移动,生产过程具有高度的连续性。 将一定的设备、工具、传送装置和人员按照上述特征组织起来的生产线称为流水线。如果工作地(设备)是按工艺顺序排列,但不满足上述特征的要求,只能称为生产线。 二、流水线分类 1、按生产对象的移动方式 ①固定流水线。即生产对象固定不动,由不同工种的工人(组或队)携带工具按规定的节拍轮流到各个产品上去完成自己所担任的工序。这种生产组织形式适用于装配特别笨重、巨大的产品,以及在造船、建筑、工程施工等部门中采用。 ②移动流水线。即生产对象移动,工人和设备、位置固定,生产对象顺次经过各道工序的工作地进行加工或装配。这种生产组织形式在机械制造、服装等工业部门广泛采用。 2、按生产对象的数目 ①单一对象流水线。即一条流水线只固定生产一种产品。故又称为大量或不变流水线。 ②多对象流水线。即一条流水线上生产两种以上制品,并且按轮换方式不同,又可分为可变流水线、成组流水线和混合流水线。 3、按生产过程的连续程度
汽车零部件自动检测设备及装配生产线
2007华侨华人创业发展洽谈会项目 项目名称:汽车零部件自动检测设备及装配生产线 共性技术研究、生产基地 一、项目单位基本情况 湖北省机电研究设计院创建于1959年,主要从事机电产品研究开发和机械、建筑、环保等行业的设计、咨询业务。拥有机械行业、建筑行业建筑工程设计甲级资质、工程咨询甲级资质、专项(环保)工程设计乙级资质。是一家集科研、设计、生产和营销为一体,并承担行业技术服务的大型综合性科研院所,被省科技厅认定为省高新技术企业,并通过了ISO9001:2000质量管理体系认证。 湖北省机电研究设计院地处著名的武汉东湖新技术开发区内,占地面积约4.5万平方米,现设有通用机械、机械自动化、铸造、金属与非金属材料及建筑设计、机械工程设计等10多个科研实体。 二、项目合作交流的主要内容 本项目拟采用光机电一体化技术,在汽车零部件的性能试验、质量检测设备和装配生产线技术方面开展研究、试制、生产等工作。所研制的设备不仅运行过程具备较高的自动化水平,而且在防错、防漏、可追溯性等方面都可以实现信息化、数字化。装配生产线通过网络与企业的仓库、技术中心等诸多相关部门连接。生产和管理信息得以及时交流和分析,不仅保障了生产线的正常运行,而且为企业在围绕生产方面的相关决策提供信息。随着我国机械和汽车行业的迅速发展,多品种工件加工、装配的信息自动检测及管理必将得到进一步的推广
应用。项目总投资2000万元人民币,拟建成集研发、生产、销售于一体的汽车零部件自动检测设备及装配生产线的研发、生产基地,创国际领先水平。 三、项目的现有条件和准备情况 近年来,我院一直在从事汽车零部件自动检测设备及装配生产线等方面的应用研究工作,承担了一些汽车零部件生产企业委托的有关零部件检测和自动化装配的各类设备和项目的研制。已研制了“柴油发动机喷油泵自动检测、柔性化装配线”、“液压缸试验台CAT计算机控制系统”、“多品种齿轮防错装置”、“飞轮毛坯品种识别装置”、“计算机控制汽车离合器从动盘减振器扭转试验台”、“变速箱装配线多品种管理系统”、“汽车发动机试验台”、“多工位喷油泵出油阀开启压力及密封性试验台”、“大功率柴油机喷油泵试验台”等,目前正在研制的项目有“电控单体合成泵数字化检测、柔性化装配生产线”、“基于嵌入式控制系统的喷油泵预行程及供油夹角的检测设备”等,为省内汽车行业及相关企业的制造业信息化、网络化研发和产业化提供产品和技术服务。 四、项目交流合作的前景预测 我省是汽车制造业大省,汽车的发展速度很快,市场前景十分喜人。大批优质的汽车零部件也源自我省。近几年来,汽车关键零部件的试验、检测手段还跟不上时代的要求,尤其是前后桥总成、传动轴、制动器、取力器、钢板弹簧等保安件的制造厂家,缺乏试验手段,在与主机厂配套时,需要具有检测资质的质检机构提供服务。我院是湖
生产线设计方案
生产线设计方案 一、设计目的。 1.1检测产品生产中的过程数据 根据每个工位的生产特点配置不同的传感器和控制元件,控 制生产设备检测生产过程中的性能数据存入产品数据库 1.2根据产品序列号查询产品数据。 记录方式以数据库表格和曲线为主,记录内容以产品序列号 做为唯一的记录索引,通过查询数据库,对产品进行质量追 述,质量管理人员可以把产品数据具体到生产线上的每道工 序,每个人,从而进行综合的数据分析更好的质量控制,提 高产品的合格率。 1.3在生产中监控生产过程,进行防错处理。防错内容如下: (1)前道工序检测:在操作本工序时根据流水号检测与本工序相关的其他工序的生产数据是否存在,如果存在则启 动设备进行生产操作,否则禁止启动设备,并在工作站 计算机界面进行报警提示。 (2)操作重复性检测: 在操作本工序时根据流水号检测本工位数据是否存,如果不存在则启动设备进行生产操作, 否则禁止启动设备,并在工作站计算机界面进行报警提 示。 (3)产品合格判定:检测本工位的相关数据根据设定的参数,判定合格与不合格,合格则存入产品数据库,进入下道
工序,不合格则存入不良品数据库并且根据流水号删除 前工序的所有检测数据。 1.4零部件批次号管理。 对产品装配过程中的零部件进行实时记录,并且存入产品数据库,根据产品序列号可以查询出每个零部件的批次,从而 更好的进行质量分析和供应商管理。 1.5管理权限设定 (1)根据不同的功能设定不同的操作操作等级:做工级,工艺员级,部门级。 ·操作工级可以输入产品类型参数,班组信息,扫描产 品条码数据,启动设备检测产品。 ·工艺员级可以输入修改产品检测的艺参数,调整产品 检测流程,编辑产品序列号,配置操作工操作属性。 ·部门级可以根据产品序列号查询产品数据,生成数据报表供部门编辑汇总及打印输出,配置工艺员操作属 性。 (2)数据信息权限管理。 ·产品数据信息的查询打印,必须通过部门级领导的授 权。 ·产品序列号信息包含了产品测量的所有数据,因此产 品数据库信息生成后产品数据就不能更改删除。二、实现方法
(完整版)工厂设计说明书
说明书目录第一章总论 第一节设计依据和范围 第二节设计原则 第三节建筑规模和产品方案 第四节项目进度建议 第五节主要原辅料供应情况 第六节厂址概述 第七节公用工程和辅助工程 第二章总平面布置及运输 第一节总平面布置 第二节工厂运输 第三章劳动定员 第四章车间工艺 第一节工艺流程及相关工艺参数 第二节物料衡算 第三节车间设备选型配套明细表 第五章管道设计 第一节管道计算与选用 第二节管道附件与选用 第三节管路布置 第六章项目经济分析 第一节产品成本与售价 第二节经济效益 第三节投资回收期
第一章总论 第一节设计依据和范围 一、设计依据 设计依据食品工厂建设的国家标准,拟建工厂所在地理位置、地势环境、水源充足、原料来源,交通运输、消费市场等进行设计。工厂的设计符合经济建设的总原则、长远规划和地区发展,符合各行业开发发展政策,同时也符合本行业的法规政策。 二、建筑制图标准 建筑制图标准符合中华人民共和国建设部颁布的 《房屋建筑制图统一标准》GB/T 50001-2001、 《总图制图标准》GB/T 50103-2001、 《建筑制图标准》GB/T 50104-2001、 《建筑结构制图标准》GB/T 50105-2001、 《给水排水制图标准》GB/T 50106-2001 《暖通空调制图标准》GB/T 50114 《建筑中水设计规范》GB50336—2002 三、生产用水 工厂应有足够的生产用水,水压和水温均应满足生产需要;水质应符合GB5749的规定。如需配备贮水设施,应有防污染措施,并定期清洗、消毒。 非饮用水不与产品接触的冷却用水、制冷用水、消防用水、蒸汽用水等必须用单独管道输送,不得与生产(饮用)用水系统交叉连接,或倒吸入生产用水系统中。这些管道应有明显的颜色区别。 蒸汽用水直接或间接用于加工产品的蒸汽用水,不得含有影响人体健康或污染产品的物质。 四.厂区道路 厂区路面应坚硬(如混凝土或沥青路面)无积水。停车场及其他场地的地面为混凝土。其他地带应绿化,应有良好的排水系统。
装配生产线平衡问题的研究
目录 摘要 (1) ABSTRACT (2) 1 绪论 (3) 1.1论文选题的背景及意义 (3) 1.2国内外研究现状 (3) 1.3研究思路及主要内容 (4) 2 生产线平衡的基本原理 (5) 2.1生产线平衡的目的和原则 (5) 2.2生产线平衡要满足的约束条件 (5) 2.3影响生产线平衡的主要因素 (5) 2.3.1标准作业指导书的制定对生产线平衡的影响 (5) 2.3.2 排线对生产线平衡的影响 (6) 2.3.3员工责任心对生产线平衡的影响 (6) 2.4生产线平衡问题的方法研究 (6) 2.4.1程序分析 (6) 2.4.2 操作分析 (7) 2.4.3动作分析 (9) 3 F公司整车流水线的情况概述 (10) 3.1F公司概况 (10) 3.2F公司装配生产线平衡的情况概述 (10) 3.2.1F公司电动车生产流程现状 (10) 3.2.2F公司电动车生产中存在的关键问题 (11) 4 F公司整车流水线平衡的解决方案 (12) 4.1F公司整车流水线平衡整改方案 (12)
4.2整车线与吊挂方案对比 (14) 5 结论 (16) 致谢..........................................................................................错误!未定义书签。参考文献. (17)
摘要 在流水线生产模式下,如何提高生产线的整体效率,减少工序间的在制品,决定着企业设备、人员的利用率,并限制着生产线生产能力的提高。目前,生产线平衡问题已被认为是生产流程设计及作业标准化过程中关键的一环。制造业的生产多半是在进行细分化之后的多工序流水化连续作业生产线,此时由于分工作业,简化了作业难度,使作业熟练度提高了,从而提高了作业效率。然而,经过了这样的作业细分化之后,各工序的作业时间在理论上、实践上都不能完全相同,这就势必存在工序间作业负荷不均衡的现象。 F公司在装配生产线中就经常遇到这种问题,作业负荷不平衡给F公司造成无谓的工时损失,还造成大量的工序堆积,严重时会造成生产线的中止。在市场需求越来越大的今天,F公司研究改善生产线就迫在眉睫。实现均衡生产不仅有利于保证设备、人力的负荷平衡,从而提高设备和工时的利用率,同时还有利于建立正常的生产秩序和管理秩序,保证产品质量和安全生产;均衡生产还有利于节约物资消耗,减少在制品数量,加速流动资金周转,从而降低生产成本。在均衡生产的基础上实现“单元生产(cell production)”,也提高了企业生产应变能力,对应市场变化实现柔性生产系统;通过平衡生产线,可以综合运用程序分析、操作分析、动作分析、Lay out 分析、时间分析等传统工业工程手法,能提高全员的综合素质。总之,现代生产企业在大力提倡现代工业工程应用时,不要忽视基础工业工程方法在企业中所起的事半功倍的作用。 关键词:生产线平衡作业效率现代工业工程作业细分
某汽车座椅装配生产线改善
基于流程分析法的汽车座椅装配生产线改善 摘要:针对汽车座椅装配过程,运用流程程序分析法对汽车座椅生产线的作业顺序、作业时间、移动距离等进行逐一分析,从而掌握当前整个生产线的状况,并在此基础上结合工业工程的ECRS原则针对作业顺序、生产线平衡等提出了改善方案。经过具体的方案实施,座椅生产线产能有了较大提高,生产线总体节拍比较平衡,工位间等待浪费得以明显改善。 在整车厂实行拉动生产方式的模式下,座椅生产企业的生产节拍必须符合整车厂生产的需求节拍,不然就会造成整车装配短线现象。作为供应商的座椅生产企业,在满足客户需求节拍的前提下,追求自身运营的不断优化是实现消减自身隐性成本、增大企业盈利的主要方法。座椅生产线的生产效能直接影响了其生产企业的市场竞争力。 本文以李尔汽车座椅为研究对象,探讨了如何运用工业工程领域的流程程序分析法对汽车座椅装配线进行分析、改造,通过改进作业流程中的浪费、非增值作业使生产线的各项运营表现得以提升,在满足客户需求节拍的前提下,优化了整个装配线的效能、提升了生产效率。 1 流程程序分析 流程程序分析即采用流程程序图对产品的现场制造过程进行逐一、详细地分析各种存在的不合理及浪费现象,研究物料搬运、人员操作、人员的等待、物料的存储等优化作业流程顺序,从而得到较高的生产表现(较短的产品生产周期、较高的人员空间利用率、较少的产线不平衡损失等)。流程程序图由操作、检验、搬运、暂存、储存5种符号构成。这5个符号的图例,如表1所示。
在分析的过程中,通常将整个产品的整个过程运用以上5个符合并配以现场实测数据来描述、分析改善的方向。分析的过程始终不忘工业工程的ECRS原则(Eliminate——取消,Combine——合并,Rearrange——重排,Simplify——简化),对现场的细节逐一进行分析、提问,找出改善方法,优化过程流程。 2 座椅装配生产线的程序分析 本文以汽车前排座椅装配线为例,应用流程程序分析找出流程中的重复、冗余、不合理现象,分析整个装配过程的流程改善点和工位改善点,针对流程和工位进行统一调整以达到生产线的效率提升。 2.1 座椅装配流程 汽车座椅作为汽车驾乘者直接接触的部件,汽车座椅在具有乘坐功能的同时又有着不同于一般人们概念中座椅的功能,比如:手动/电动坐垫升降调节,靠背倾角调节,加热通风,多媒体等。越是功能多的座椅其装配过程越复杂。本文提到的汽车座椅是一款高档汽车的座椅,其功能也涵盖了上述的座椅功能,装配的过程也很复杂。座椅的装配工艺流程,如图1所示。
30×20×2mmPTC热敏电阻生产线工艺流程设计(doc 9页)
年产100万片30×20×2mmPTC热敏电阻生产线工艺流程 设计 ————设备一览表1.称量设备 由于在生产中配料的添加物需要量较少故需要分析天平、天平等设备。 其称量范围通常在0.0001g~120g 详细介绍: 产品型号:JD-4000-2 产品简介:多功能天平可显示g、oz、ct、GN、dwt等单位,可计数(PCS),可进行百分比称量(%),可进行动态称量。具有RS232、打印、砝码值修正、线性校准、下吊钩称量等多种功能。 技术参数:1、最小读数:0.01g 2、秤盘尺寸:Ф150mm 3、最大称量:4000g 2.粉体研磨设备 图为高速振动球磨机SFM-3 球磨机主要用于物料的混合、研磨、产品的细度均匀、节省动力。既可干磨、也可湿磨。该机可以根据生产需要采用不同的衬板类型,以满足不同需要。研磨作业的细度,依靠研磨时间自行控制。电坳机自耦减压启动,降低起动电流,其结构分为整体式和独立式。本产品具有投资少,较同类产品节能省电, 结构新颖、操作简便、使用安全、性能稳定可靠等特点,适合于普通和特殊材料的混合及研磨作业。用户可依据物料比重、硬度,并根据产量等因素综合考虑选择合适的型号和衬板、介质类型。 详细介绍: 产品型号:SFM-3型高速震动球磨机 产品简介:SFM-3高速振动球磨机机能用干、湿两种方法球磨或混合粒度不同、材料各异的各类固体、悬浮液和糊膏。SFM-3高速振动球磨机有一个偏心摆轴,在马达的高速运转时,罐体产生偏心摆动;带动整个支架上下振动,使得研磨过程在高速摆动和振动的三维空间中完成。大大提高了研磨的速度和效率。 主要特点:该仪器体积小、重量轻、效率高、价格便宜。用于实验室样品(少量、微量)制备的一种高效能的小型仪器。可用于材料的研磨、混料和机械合金化。
总装工艺设计说明书.doc
总装二车间工艺设计说明书一、设计依据 2001年7月8日公司新车型专题会议。 二、车间任务和生产纲领 1、车间任务 各种总成及合件的分装、发送、车身内、外饰及底盘的装配和检测,补漆和返工等工作。 2、生产纲领 年生产24万辆整车(其中S11车8万辆,T11车3万辆,B11车5万辆, MPV 2万辆,B21车3万辆。),采用二班制,按每年251个工作日计算。 3、生产性质 本车间属于大批量、流水线生产。 4、产品特点: 4.1、S11车: (1)、外形尺寸:L×W×H=3500×1495×1485(单位:mm);(2)、轴距: L=2340mm; (3)、轮距(前/后): 1315/1280mm; (4)、整备质量: 778Kg。 4.2、T11车: (1)、外形尺寸:L×W×H=4265×1765×1670(单位:mm);
(2)、轴距: L=2510mm; (3)、轮距(前/后): 1505/1495mm; (4)、整备质量: 1425Kg。 4.3、B11车: (1)、外形尺寸:L×W×H=4770×1815×1440(单位:mm);(2)、轴距: L=2700mm; (3)、轮距(前/后): 1550/1535mm; (4)、整备质量: 1450Kg。 4.4、MPV: 各参数暂未定。 4.5、B21车: (1)、外形尺寸:L×W×H=4670×1780×1435(单位:mm);(2)、轴距: L=2670mm; (3)、轮距(前/后): 1515/1500mm; (4)、整备质量: 1350Kg。 5、生产协作 本车间装配用油漆车身通过悬挂式输送机从涂装二车间及涂装三车间输送过来,发动机由发动机厂用叉车运输过来,其他外协作件均由外协厂家提供。 三、工作制度和年时基数 1、采用二班制,每班工作8小时,全年按251个工作日计算,工作负荷
生产线整体设计规划
生产线整体设计规划 [摘要]企业的发展壮大,扩大再生产,都涉及到生产线整体设计规划、生产线规划不仅考虑工艺规划一定考虑物流规划,物流是最基本的活动,物流规划的科学性对企业的整体效益有着决定性的影响。 【关键词】生产线规划;物流规划;工艺规划 企业的发展壮大,扩大再生产,都涉及到生产线整体设计规划、生产线规划不仅考虑工艺规划一定考虑物流规划,物流是最基本的活动,物流规划的科学性对企业的整体效益有着决定性的影响。 一.生产线总体设计 生产线设计时首先考虑总的工艺流程及物流,根据物流情况设计各条生产线,下图为简易车间生产线规划物流图,从下图可以看出,在生产线整体规划中工艺规划和物流规划是必不可分的,在考虑工艺方案时务必考虑物流方式以实现物流均衡及畅通,减少物流距离,避免不必要的搬运及库存。 车间(五大工艺)整体生产线规划物流图 二.内部物流设计 冲压件一般根据工序最多工件排布设备,物流采用直线型,焊接件传统物流分为小件(分总成)焊接区,总成焊接区,分总成有专人配货运至总成焊接区,这样出现搬运的浪费,丰田物流方式为以总成为主线,各焊接分总成布置在其周围以保证物流最短。 机加生产线设备布置多采用U字形,以保证物流最短,用人最少。 三.周转器具选用 从冲压到焊接,从焊接到涂装,从涂装到装配都必须有一定数量的库存,各过程之间物流方式可以采用链式空中运送或采用专用周转器具运送,链式空中运送成本高另外受工件种类影响,对于从冲压到焊接和从焊接到涂装一般不使用,但为了减少搬运次数,尽量采用冲压件器具直接上焊接线,焊接件周转器具直接上涂装线,也就是说,焊接总成周转器具与涂装、装配采用同一种周转器具。丰田、本田车桥厂多数采用此种方式。 四.流量均衡
日产2500吨白水泥熟料生产线原料粉磨车间工艺设计毕业设计说明书(可编辑)
日产2500吨白水泥熟料生产线原料粉磨车间工艺设计 毕业设计说明书 2500t/d特种水泥熟料生产线原料粉磨车间工艺设计 摘要:拟设计一条日产2500t干法白水泥生产线,设计部分重点是生料粉磨配套系统工艺设计。在设计中参考了很多国内外比较先进的大型水泥厂,用了很多理论上的经验数据。其中主要设计内容有:1.配料计算、物料平衡计算、储库计算;2.全厂主机及辅机的选型;3.全厂工艺布置;4.窑磨配套系统工艺布置;5.计算机CAD绘图;6.撰写设计说明书。 白水泥与普通硅酸盐水泥在成分上的主要区别是白水泥中铁含量只有普通水泥的十分之一左右。设计采用石灰石与叶腊石两种原料。物料平衡计算时考虑到需控制铁含量,按照经验公式(石灰石饱和系数、硅酸率、铝氧率)计算并参考其他白水泥厂,得出恰当的率值为:KH0.9、IM3.85、SM18。全厂布局由水泥生产的流程决定。设计中采用立磨粉磨系统。立磨设备工艺性能优越,单机产量大,操作简便,能粉磨料粒度大、水分高的原料,对成品质量控制快捷,可实行智能化、自动化控制等优点。设计采用窑尾废气烘干物料,节约能源。总之原则上最大限度地提高产量和质量,降低热耗,符合环保要求,做到技术经济指标先进合理。 关键词:白水泥;干法生产线;回转窑;立磨 2500t / d special cement clinker production line and supporting system for kiln grinding process design
Abstract: Designing a 2500 t/d white cement production line, which was focused on the design part of the raw material grinding design supporting system. In the design, many more advanced large-scale cement home and abroad are referenced. Main content of the design were: 1. burden calculation, the material balance calculation, calculation of reservoir; 2. The whole plant selection of main and auxiliary machinery; 3. the entire plant process layout; 4. the system grinding process kiln Arrangement; 5. computer CAD drawing; 6.writing design specifications. The main difference in composition of white cement and ordinary Portland cement is the content of white cement in the iron was only one-tenth of the ordinary cement. Controlling the iron content was considered when calculated material balance. According to the experience formula KH, IM, SM and refer to other white cement plant, drawn the appropriate ratio value: KH 0.9, IM 3.85, SM 18. The layout of the entire plant was up to the cement production process.Vertical roller mill grinding system was used in key plant design. Vertical grinding process equipment performance was superiority, single output, easy to operate, grinding people particle size, moisture and high raw materials, finished product quality control fast and it can take advantages of intelligent and automated control.In principle, the aim of the design is increase production and quality, reduce heat consumption, be accord with environmental requirements. so, technical and economic indicators should
精益制造和飞机移动装配线
精益制造和飞机移动装配线
精益制造和飞机移动式装配线 基于精益思想的飞机移动式装配线已成为飞机生产新模式,世界各大航空制造企业竞相采用。飞机移动式装配线既是长期精益实践的成果,又对整个航空制造供应链起着积极的推动作用。适时地启动飞机移动装配技术研究,在航空制造中深入推行精益生产的理念、方法和文化是中国飞机制造向世界水平迈进的必由之路。 飞机移动生产线的需求 二战期间的1940 年,美国政府下令福特汽车公司制造1200 架B24轰炸机。福特经历了一次次挫折以后,由当初T 型车生产线的建造者出任B24 装配线的设计师。他完全照搬了汽车生产的模式,建成了1 英里长的L 型装配线,共设28 个站位,每小时出产1 架飞机。至二战结束,共装配8600 架B24,成为美国历史上产量最多的飞机。大量生产飞机之所以成功是因为当时战争消耗引发的大量需求。另外,当时的飞机相对简单,加上战争条件下,较少有客户化和构型变化要求,使B24 飞机制造具备了大批量生产的条件。 但是,现代的飞机生产环境发生了变化。因为飞机技术复杂化,总装涉及的专业多、工种多、人员多、物料多、工具工装型架多、技术文件多,总装过程组织困
难。加上社会和经济形势不稳定,无论是民机还是军机,都具有需求多变、构型多、相同构型产量少的特点,加大了飞机生产装备投入的风险。因此传统上飞机总装一般采用机库式(或停车场式)装配。 机库式装配由多组工人并行作业,各架飞机的实际装配作业很难一致,难以保证质量,弊病很多。因此飞机制造业产生了强烈的改进装配方式的需求。最先出现的是由机库式向站点式过渡:设置多站位,在每个站位上装入一部分,由通用设备移动飞机到下一个站点,直至完成。飞机在站位式装配中是一站一站地移动的,工人也有了比较合理的分组和分工,但是装配工作地的混乱局面并没能有本质的改观,受供应链的影响也没有得到彻底的扭转。 移动装配线是第一次管理革命的产物,福特汽车的移动装配线成为工业化的标志之一。移动装配线的基本要素是:零组件统一标准的互换性、工人精细分工、动作标准化工作,物料的精确到位、均衡和节拍,采用专用的固定生产线设施。这种装配方式效率高,但专用设施投资大,缺少柔性受产品变化影响大,传统上只用于批量较大、产品结构简单的产品。而飞机是典型的长周期、小批量生产的产品,装配技术又复杂,实行单架次构型管理,造成了飞机移动装配线在技术上、管理上、物流配送、投资大,都有难点。怎样将大批量生产简单
总装流水线设计方案
“装配流水线”方案 1、装配生产组织概况 XXX产品属于公司是比较典型的小批量多品种订货组装产品。取暖器的零部件生产加工,分为外购标准件、外协件、自制件等,XXXX生产任务主要依据客户订单要求进行备货组装。因此XXX的装配生产组织管理存在的问题比较突出。主要表现在以下几个方面。 a、生产小组包干制,取暖器装配车间完成产品全部装配工序。小组内生产作业随意性大,作业地点不固定,车间现场秩序混乱。 b、工序作业缺乏标准化,同道工序的作业方法、作业时间相差悬殊,产品质量、生产进度控制困难。并且不能建立有效地工时考核标准,生产能力存在较大的不确定性。 c、缺乏基本的市场预测机制,按订单生产。临时订单的插单生产,经常引起整体生产过程的混乱,不能按时交货的情况经常发生。 鉴于“生产小组包干制”的诸多弊端,技术开发部将对取暖器装配生产车间生产运作流程进行重新设计。 2、生产节拍、产能 2.1、装配流水线的生产节拍(DR80-130*18D为例): a、根据工时定额,节拍r=35.217分(2113秒/人), (根据公式:r=F/N < r—流水线的节拍(分/台),F—每日有效工作时 间(分),N—每日产品产量(台) >) b、根据实际生产情况,系数K(我们可除去工人休息的时间等。工作时间 K取0.95,)则F为: F=FOK=7.5×0.95 ×60=427.5(分) (F=F0K (F0—每人每天理论工作时间(分),K—时间利用系数。) 2.2、预估装配生产流水线可实现的产能为: N=F/r= 427.5÷35.217 =12.139台/天/人(按每天工作7.5小时计算,0.5小时休息) N1=F1/r=427.5*23÷35.217 =279.197 台/月/人(按每月工作23天计算)
汽车总装工艺过程-宝马总装为例
汽车总装工艺过程 汽车0802班 XXX(26号)汽车,作为时下最流行方便的交通工具,越来越得到人们的认可。但是,就是这个最受人们认可的汽车,其生产制造却一直是人们接触不到的秘密。 简言之,汽车的生产分为四大工艺,即冲压、焊装、涂装和总装。而汽车的总装配是汽车整车的最后生产环节,是保证汽车出厂质量和生产进度的重中之重,分总成装配和主装配等工艺过程,共有100 多道工序,控制的重点是装配过程发生的缺陷和装配力矩、加注量/加注参数等,同时建立重要件、安全件和汽车VIN 码的关联,建立汽车族谱。 一、汽车总装生产线 汽车总装配是将各种汽车零、部件按规定的技术要求,选择合理的装配方法进行组合、调试、最终形成可以行驶的汽车产品的过程。 汽车制造总装机械化生产线系统包括整车装配线、车身输送线、储备线、升降机等。 二、汽车总装配线的构成 1)强制流水线装配 采用先将车架反放在装配线上,先装上前桥、后桥及传动轴等总成,之后翻转车架再装配其他总成与零件的方案。 2)悬链式输送系统 主要总成均由输送链运输至装配地点、工位,如前桥输送链、后桥输送链、发动机输送链、驾驶室输送链、车轮输送链等。 3)在线检测系统 总装配车间设置汽车在线检测系统,整车通过在线检查,基本能完成要求的路试项目,达到有效监测产品质量。 三、汽车总装生产线工艺流程 汽车制造总装生产线工艺流程由存储区、工件装配区、升降区、检修区、检测区、下线区等组成。 四、汽车整车装配设备 汽车整车装配设备主要包括:装配线所用输送设备,发动机和前后桥等各大总
成上线设备,各种油液加注设备,出厂检测设备及各种专用装配设备。 1、输送设备:用于总装配线,各总成分装线以及大总成上线的输送。 2、大总成上线设备:指发动机,前桥,后桥,驾驶室,车轮等总成在分装,组装后送至总装配线并在相应工位上线所采用的输送,吊装设备。 3、各种油液加注设备:包括燃油,润滑油,清洁剂,冷却液,制动液,制冷剂等各种加注设备。 4、出厂检测设备:前束试验台,侧滑试验台,转向试验台,前照灯检测仪,制动试验台,车速表试验台,排气分析仪。 5、专用装配设备:车号打号机,罗纹紧固设备,车轮装配专用设备,自动涂胶机,液压桥装小车。 五、汽车总装过程 汽车总装配线由车身储存工段,底盘装配工段,车门分装输送工段,最终装配工段,动力总成分装工段,前梁分装工段,后桥分装工段,仪表板总成工段,发动机总装工段。 例:宝马总装过程 车身由涂装线过来后拆卸车门→拆卸车门后的车身输送到装配线→安装线束→安装油箱→安装地板内饰→安装仪表台→安装操纵台→内饰安装完毕→准备安装前风窗玻璃→窗玻璃涂密封胶→风窗玻璃安装到位→安装座椅→安装转向盘→车身内部安装完毕→进入底盘装配线→底盘到位→升底盘托架→底盘与车身定位→底盘与车身安装紧固→准备安装车轮→完成车轮安装→准备安装前后保险杠→完成安装前后保险杠→放下吊架→准备放下底盘托架→放下底盘托架→进入底盘调试→底盘检测调试→完成底盘检测调试→完成总装→下线调整。 调整设备:车轮定位调整设备,双轴转鼓实验台,前照灯光束调整仪,怠速调整仪,废气排放量调整设备和雨淋设备等。 汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。由于汽车总装配所花费的劳动量很大、占用时间多、
浅谈飞机总装自动化装配生产线[1](精)
Equipment Manufactring Technology No.10,2011 飞机自动化装配是实现缩短生产周期、降低成本、提高生产效率目标的重大关键技术。由于现代飞机都有较高的寿命要求,因而装配精度和装配品质起着重要的作用。一架飞机所用的连接件少则数十万件,多则上百万件,从减重、防腐、抗疲劳、密封、安装等方面出发,采用自动装配技术不仅可实现对不开敞、难加工部位的装配,而且还能有效提高装配效率和装配品质,降低装配成本,改变传统的装配方式,这是手工装配所不能完成的。 1国外飞机自动化装配技术的发展 国外飞机装配技术,基本上经历了传统的手工装配、半机械化装配、机械化装配和自动化装配的过程。上世纪中期,一些航空制造业巨头,如波音、空客等花大力气,投入巨资研究了以自动化装配为基本单元的飞机移动总装配生产线,并很快取得了令人瞩目的成功。先进的飞机装配技术和生产管理模式,彻底改变了人们的飞机装配制造理念,大幅度提高了飞机装配品质和效率。 波音公司最先尝试并探讨了改变传统装配方法的途径,从最初利用共用定位来减少工装,广泛采用自动化装配站到实现柔性化装配,最终形成移动生产线,这个发展过程,使飞机装配技术发生了革命性的变化。通过模块化装配、自动化装配站、脉动式生产线、移动生产等飞机总装技术,波音777飞机的研制,使研制周期缩短50%,出错返工率减少75%,成本降低25%,成为自动化装配技术在飞机制造中应用的标志和典范。 2国内飞机总装配技术发展现状 国内飞机总装,通常采用固定机位装配方式,即人、物、设备、工装等围绕着飞机转。整个总装过程,基本上是全部依靠人工装配,所用的工装主要是工作梯,测量设备落后、效率低下。虽然近年来国内也开展了一些相关技术的研究和应用探索,局部装配环节采用了一些数字化装配技术,但总体上与航空工业发达国家相差甚远。远远不能满足新型号的要求。这种差距,综合体现在以下4个方面:
制作工艺说明
制作工艺说明 (1)工艺流程与质保措施 产品从设计、原料采购、制造、装机、调试等各阶段,都严格按照依据GB19001(ISO9000-2000版)所编写的《质量管理手册》,严格实施质量控制。 1、设计输入到设计输出(全部图释和全套产品明细表),按程序和职责,审核、签字。 2、设计修改,填写更改通知单,注明修改原因,经审批并在图样或文件上标记后,方能下达实施。 3、采购,原材料由国内或国外合法厂商供应,进厂须检验部门检验同意后,才能进库,并分类存放、登记入账、挂卡,账、物、卡一致。 4、外购的主要零部件,如滚动轴承、机械密封、传感元器件、密封元件式材料,选用国内、外知名厂商产品。滚动轴承国产一般是哈、瓦、洛轴承厂;国外是日本NTN、NSK、NSR 式瑞典SKF。进厂经检验后,入库保管。 5、铸件,所有模具由上海凯泉提供。铸件由固定的分供方,按我司质量与技术要求及时供应。全部铸件毛坯,进厂有专人检验,并登记入库。特大型铸件,进厂时带随件检验棒料供物理、化学检验之用;还要进行无损探伤检验。 6、焊接件,按图样施工,按图样技术要求和焊接质量进行无损探伤检验。 7、锻件,上海凯泉提供原材料,由协作厂商负责加工并检验交付。 8、冷加工,按产品类别和大、中、小件分车间,按工艺操作,按图样加工,按标准验收。各车间配置了与任务相适应的数控机床,专用机床,通用机床和齐全、完善的工、卡、量具。实施自检、互检、专检和首尾件检验控制。 例如:叶轮铸件车削拉键槽静、动平衡检验涂油、涂漆入库 例如:导流体铸件车削钻孔检验涂油、涂漆转入装配车间 9、装配,对承压零部件,包括潜水电泵的机壳、上盖、下盖、油室等按设计扬程的1.5倍公称压力历时5分针,进行打压试验,确保无变形、无冒汗现象出现。 轴类零件,检查直线度和尺寸精度。 全部合格零件,按装配工艺卡进行组装。 10、测试。上海凯泉拥有二座开式和一座闭式水泵性能测试台,性能试验的全过程由计算机控制,自动采集数据,自动打印性能曲线。测试台经过国家主管行政部门委托的检验机构鉴定,达到GB/T3214和GB3216的B级规定。 测试分为出厂试验和型式试验二类。 出厂试验,按规定进行设计工况的检验。 型式试验,按用户要求进行逐项试验。 重点工程的用泵,逐台进行试验,并提交试验报告。 凡经测试的产品,严格保证100%达到合格品。 11、质量记录,上海凯泉出厂产品均携带产品合格证书。每一产品均有固定的、唯一的产品编号,以便质量跟踪。重要零、部件上铸有或刻记着我司永久性标识。 (2)无损探伤的方法 我公司在本型水泵的生产过程中,将对叶片、主轴、轮毂等主要零部件的重点部位进行无损探伤,以确保各主要零件的产品质量不存在内部缺陷等隐患。采现就采用的无损探伤方法介绍如下。 一、超声波探伤: 1. 检查的主要零件及相应标准 1.1 附件:主要为水泵主轴(包括两端联接法兰)GB/T6402-91钢锻件超声波检验方法。 1.2 铸钢件:主要为水泵的叶片、轮彀GB/T7233-87铸钢件超声法探伤及质量评级方法
手工装配流水线结构与生产节拍分析.doc
手工装配流水线结构与生产节拍分析 在目前国内制造业中,手工装配流水线是最基本的生产方式,相当多的产品的装配都在手工装配流水线上进行的,进行产品的装配作业,特别在家电制造行业就是一个典型的例子.这种装配作业中在制造业中发挥重要作用,它适用于产品需求量较大;相同或相似;装配过程中可以分解为多个工序;减少人的疲劳强度,而且节约一些成本.手工装配流水线的基本特点,成本低廉;可以充分利用国内大量廉价劳动力资源,由于产品是有许多零件和部件组成的;需要许多工人完成工序.如果每一个工人长期从事某一工序或多个工序操作;可以达到一定的操作水平和技能;生产组织灵活性很好,不仅能够适应多品种中小批量生产的需要(因厂家的订单数量不多,但是品种多的话,规格需要更换)不适合于自动化生产;有利于提高产品的质量,有许多产品是要靠人工和机器完成的;能够及时发现产品质量问题;在实际情况中也反映,市场竞争相当激烈;,用户和商家对产品的质量要求更高,新产品周期更短,产品价格更低.企业的最终目标也是时间更短;质量要求更高;成本更低;降低成本是企业竞争手段之一,采用手工流水线就可以满足上述要求,同时也是实现自动化的基础;更利于自动化的快速发展.当然这种生产方式有许多不足之处.技术含量低,需要大批量人员进行生产,阻碍产品的技术提高和市场竞争力. 一.手工装配流水线的基本结构;要点;概念. 手工装配流水线就是自动化输送装置基础上由一系列工人按一次序组成的工作站系统;每个工人作为一个工作站后工位完成产品制造装配过程中的不同工序,当产品经过全部工人的装配操作后即完成全部装配操作,并最终成为产品;如果生产线只完成部分工序的装配检测为半成品.产品的输送系统有许多形式如皮带输送线;滚筒输送线;悬挂链输送线等.输送的方式可以是连续的也可以是间歇式的;工作的操作方式也多样.通常有如下几种方式: (1)直接在输送线上的产品上进行装配,产品随输送线一起运动,工人也随之运动;操作完成后再返回原位置; (2)将产品从输送线上取下,在输送线旁边的工作台上完成装配后再将产品送回输送线上; (3)工件通过工装板在输送线上输送,工装板到达装配位置后停下来重新定位装配,装配完成后将工装板及工件随输送线运动;工人的工作既可以坐着进行例如一些零件较小的装配;也可以站立进行例如在生产大型产品(如轿车.空调等)采用悬挂链输送线输送,工人可以在工位的区域内活动;边随输送线上的产品同时移动位置直到完成装配为止.根据工序所需要的时间长短有区别,每个工位的操作工序既可以是工序时间较长的的单个工序也可以是工序时间较短的多个工序;每个工位的排序可根据生产