磁力研磨电磁感应器磁场的仿真分析及其结构优化设计
磁力研磨电磁感应器磁场的仿真分析及其结构优化
设计1
邱腾雄,阎秋生,高伟强,孟利,唐振宇,陈建平
广东工业大学机电工程学院,广州(510006)
E-mail:txqiu1999@https://www.360docs.net/doc/0e1924794.html,
摘要:针对磁力研磨加工过程建立了电磁感应器磁场的数学模型,基于电磁场计算理论利用有限元法对电磁感应器磁场进行仿真分析,并对电磁感应器特征点的磁场强度进行了实测,仿真分析结果与实际测试结果基本吻合,最大相对误差不大于7%,验证了电磁场仿真分析方法的正确性,在此基础上对电磁场进行了分析。研究结果对磁力研磨电磁感应器的结构设计和优化提供了理论依据。
关键词:磁力研磨;电磁发生器;磁场强度;有限元仿真
1 前言
磁力研磨技术MAF(Magnetic Abrasive Finishing)是在磁场的作用下,用被磁化的磨料对工件表面进行精密研磨的一种工艺方法[1]。磁性研磨加工的原理是利用磁性磨料在磁场作用下沿磁力线方向相互衔接形成“磁串”,在磁性工具基体的顶端形成“磁刷”,磁性工具基体的运动作用通过磁刷产生一个作用于工件表面的研磨压力,在磁场保持力、研磨压力和磁性工具运动切向力的共同作用下,磁性工具与工件表面的间隙中保持磁性磨料聚集形成对工件表面局部的研抛加工。由于“磁刷”具有良好的柔性、自适应性、自锐性、可控性、温升小、无变质层、加工效率高等特点,成为表面加工技术的一个主要加工工艺。磁力研磨技术主要涉及三个方面的研究内容:磁力研磨设备,磁性磨料制备和磁性研磨加工工艺[2]。
本研究针对模具曲面研磨抛光加工的问题,提出通过3轴数控运动控制磁性工具在模具曲面的扫描运动,曲面形状误差反馈和控制研抛工具作用力、驻留时间的形状修正研抛,实现曲面精密研抛加工达到同步提高曲面形状精度和表面精度的技术方案。电磁感应器是磁力研磨数控机床中产生磁场并携带磁性磨料对工件进行研磨的核心部件,本文在电磁感应器设计中应用有限元分析软件对磁场的分布进行模拟计算,分析加工区域电磁场的分布及其对磁力研磨加工的影响,达到优化电磁感应器结构的目的。
2 磁力研磨电磁感应器结构
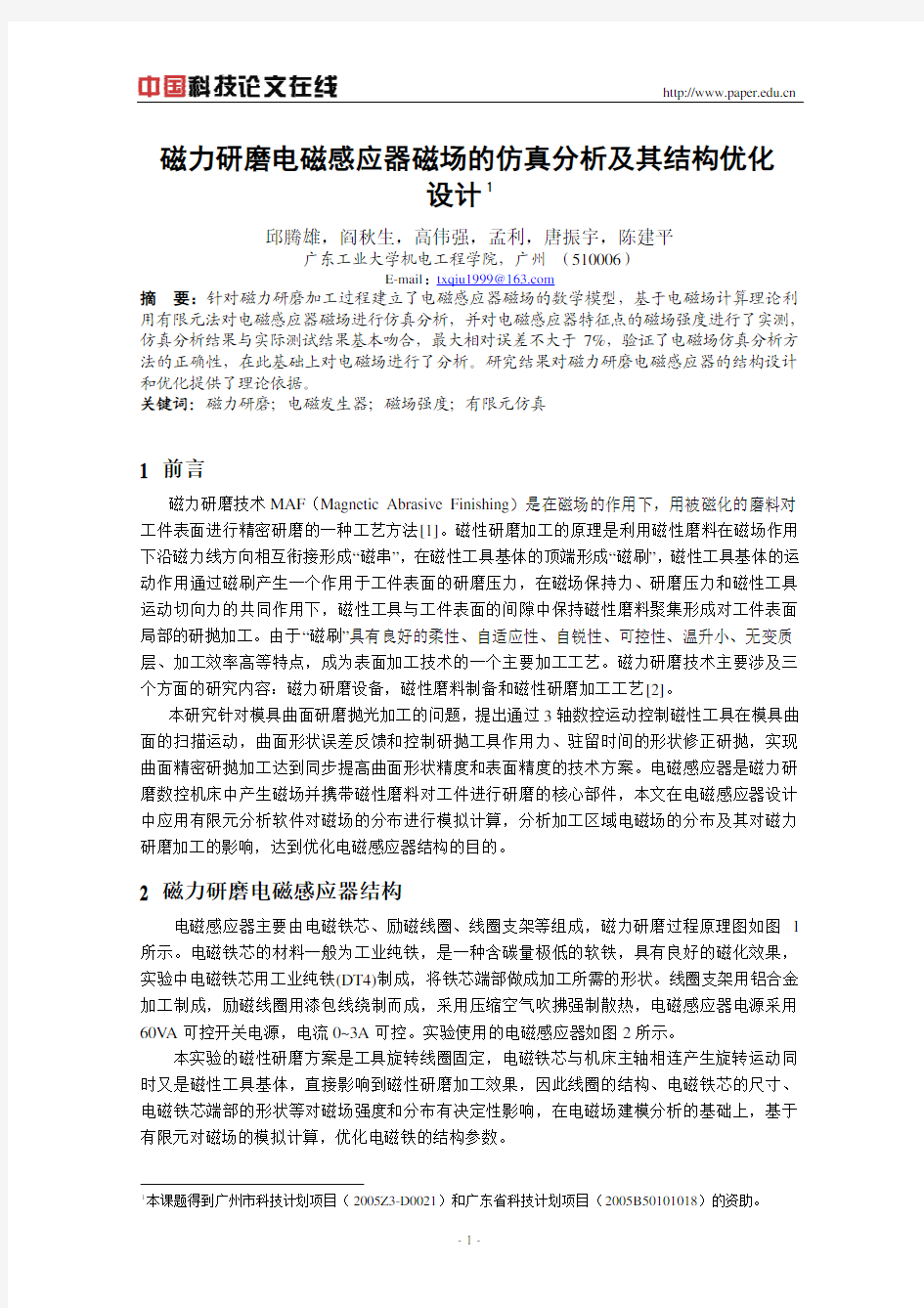
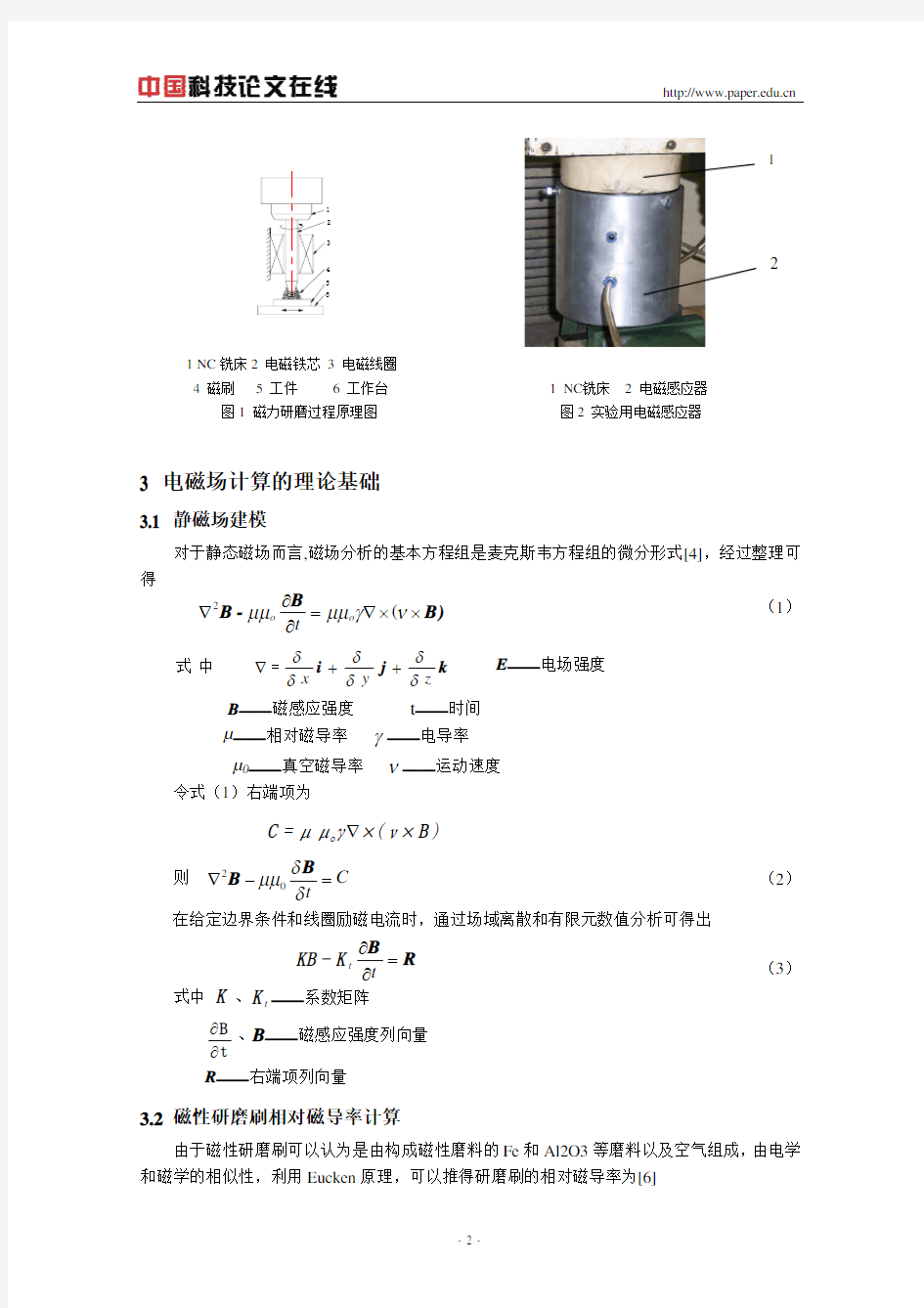
电磁感应器主要由电磁铁芯、励磁线圈、线圈支架等组成,磁力研磨过程原理图如图1所示。电磁铁芯的材料一般为工业纯铁,是一种含碳量极低的软铁,具有良好的磁化效果,实验中电磁铁芯用工业纯铁(DT4)制成,将铁芯端部做成加工所需的形状。线圈支架用铝合金加工制成,励磁线圈用漆包线绕制而成,采用压缩空气吹拂强制散热,电磁感应器电源采用60V A可控开关电源,电流0~3A可控。实验使用的电磁感应器如图2所示。
本实验的磁性研磨方案是工具旋转线圈固定,电磁铁芯与机床主轴相连产生旋转运动同时又是磁性工具基体,直接影响到磁性研磨加工效果,因此线圈的结构、电磁铁芯的尺寸、电磁铁芯端部的形状等对磁场强度和分布有决定性影响,在电磁场建模分析的基础上,基于有限元对磁场的模拟计算,优化电磁铁的结构参数。
1本课题得到广州市科技计划项目(2005Z3-D0021)和广东省科技计划项目(2005B50101018)的资助。
3 电磁场计算的理论基础
3.1 静磁场建模
对于静态磁场而言,磁场分析的基本方程组是麦克斯韦方程组的微分形式[4],经过整理可得
(1)
x y z
δδδ
δδδ?++式中 =
i j k E ——电场强度 B ——磁感应强度 t ——时间
μ——相对磁导率 γ——电导率
μ0——真空磁导率 ν——运动速度
令式(1)右端项为
则 20
C t
δμμδ??=B
B (2) 在给定边界条件和线圈励磁电流时,通过场域离散和有限元数值分析可得出
(3)
式中 K 、t K ——系数矩阵
??B t
、B ——磁感应强度列向量
R ——右端项列向量
3.2 磁性研磨刷相对磁导率计算
由于磁性研磨刷可以认为是由构成磁性磨料的Fe 和Al2O3等磨料以及空气组成,由电学和磁学的相似性,利用Eucken 原理,可以推得研磨刷的相对磁导率为[6]
?C B o
=μμγ×(ν×)2(o o t μμμμγν??=?××?B B -B)
t
t
?=?B R
KB -K
1 NC 铣床
2 电磁铁芯
3 电磁线圈
4 磁刷
5 工件
6 工作台 1 NC 铣床 2 电磁感应器
图1 磁力研磨过程原理图 图2 实验用电磁感应器
12)
221)22((g a g f
a
f g g a g f
m g a g f o
a f
g a g f
V V V V μμμμμμμμμμμμμμμμμμμ???+++=??++++ (4)
式中 a V 、f V ——分别为磨料中含Al 2O 3、Fe 的体积 g μ、a μ、f μ——分别为空气、Al 2O 3、Fe 的磁导率
由于空气和Al 2O 3的磁导率0m X ≈,所以0g a μμμ≈≈。而铁磁性材料的相对磁导率由电磁学的理论得0/r f μμμ=。假设磁性研磨粉颗粒为球形,每颗粒子中含铁的容积率为ω,且按正方晶格均匀排列时/6f μπω=,则(4)可写成 6(2)2(1)6(2)(1)r r m r r μπμω
μμπμω
+??=
++? (5)
3.3电磁感应器计算的边界条件
本文所分析的电磁感应器具有轴对称结构,满足于二维单元的分析条件,因此,可以沿通过电磁感应器轴线的平面剖开并取其一半为研究对象。在磁场求解中,不同类型的边界条件对模型中静磁场的影响不同,所以磁场的求解过程中应该根据实际问题来设定合理的边界条件。由于本电磁感应器是轴对称结构,对于轴对称平面模型,求解区应当向两坐标轴方向无限延伸。针对这种情况,在数值计算中可以将无限远边界处理成气球边界,这样处理可以减少边界定义引起的误差,也不至于计算量过大。
4仿真分析与实验结果
4.1 仿真分析结果
根据所建立的电磁感应器和磁性研磨刷的数学模型,在有限元软件上构建仿真模型,对电磁感应器的磁极和研磨区域磁场分布进行仿真分析,其结果如图
3所示。采用二维静态模
1电磁铁芯 2 励磁线圈 1电磁铁芯 2 励磁线圈 3 磁性研磨刷 4 工件
a. 单纯电磁感应器的电磁场分布
b. 包含磁性磨料与工件的电磁场分布模型
图3电磁感应器的磁场分布
型来模拟电磁场,在有限元软件中分别建立了单纯电磁感应器电磁场分布模型(图3(a))和包括磁性磨料和工件的电磁分布模型(图3(b))。
从图3的电磁感应器磁场分布有限元仿真分析可以归纳出如下结果:
1)电磁感应强度沿电磁铁芯的轴向是变化的,在电磁线圈的轴向中部达到最大在两端逐渐减小,电磁感应器磁极端部的磁感应强度沿径向也呈不均匀分布,由里向外逐渐增大,边缘达到最大值;
2)电磁感应器铁芯与磁性磨料和工件形成加工区域时(图3(b)),形成铁芯(磁力研磨工具)——磁性磨料——工件的磁力线回路,其间由于磁性磨料的导磁作用磁阻远小于空气磁阻,相比于图3(a)研磨工具端部磁感应强度明显增强;
3)磁力研磨工具(铁芯)端部与磁性磨料接触区域磁感应强度明显高于磁性磨料与工件的接触区域(如图3(b)放大图中1与3交界的区域),并且形成了向工件方向磁场强度减小的梯度变化。
4.2电磁感应器磁场强度实验测量结果对比分析
根据上述数学建模和电磁感应器有限元仿真的结果,设计并制造了用于磁力研磨的电磁感应器,用数字特斯拉计CTS24检测特征点磁感应强度,验证仿真结果。为了测量方便和数据准确,在没有磨料的情况下测量磁感应强度,分别选取不在加工区域的电磁铁芯端面直径约3/4处贴近端面A点和在加工区域加工间隙为2.00毫米的B点作为特征点,比较磁场强度的仿真结果和实测结果。
特征点A点和B点的电磁感应强度仿真值与实测值随励磁电流增大而变化的曲线如图4所示。由图可见,特征点的电磁感应强度随着线圈励磁电流的增大而增大,但随着电流强度的增大电磁感应强度的增大率逐渐减小,电磁感应强度的仿真曲线与实测曲线基本吻合,曲线上各点的最大相对误差值不超过7%,验证了电磁感应器仿真分析的正确性,仿真结果能反映电磁感应器的磁感应强度特性,由此可以认为仿真分析结果能够作为对电磁感应器结构优化设计的依据。
仿真曲线与实验曲线有一定差异的主要原因可以认为:仿真模型与实验原型在尺寸上存在差异;在励磁线圈的绕法上实际的线圈与仿真的线圈不可能完全一致;仿真模型中使用的工业纯铁的磁化曲线是一条近似曲线它不可能在每一个点上都与材料的实际磁导率特性完全匹配;另外应用数字特斯拉计测量特征点磁感应强度时存在人为因素的影响。
(a)特征点A (b)特征点B
图4 不同特征点磁感应强度仿真值与实测值比较
4.3 磁力加工过程的磨粒运动分析
磁力研磨加工中,磨料对工件表面产生研磨抛光作用需要两个有条件:第一是磁刷磨粒对工件有一定的正压力;第二是压在工件表面的磨粒要与工件表面之间存在相对运动。从图3(b)的仿真模型可知,磁刷工作区磁感应强度达到1.2T以上,可以说磁刷有足够的强度对工件施加研磨压力。
在磁力研磨过程中,磨料与工件、磨料与磨料、磁极与磨料之间存在着三种相对运动。第一种相对运动使磨料对工件产生加工效果,并且相对运动速度越高,加工效率越高;第二种相对运动是磁刷内部磨粒间的相对运动,它使磨粒间产生相互碰撞、摩擦、翻滚,使磨粒相与磁粒相分离、磨粒钝化、磁性研磨刷温度升高,同时磨粒的翻滚又有利于磁刷内的磨粒外露,使磨料自锐;第三种相对运动是磨粒在电磁铁芯表面的运动,它会导致磁极磨损,影响研磨工具的使用寿命,不利于磁力研磨的进行。这三个运动既相互独立又相互联系,且都与磁场的分布、磁极端部的形状、工件表面形貌、磁性磨料的磁导率等有关。这是在电磁感应器结构设计时需要合理地配置和协调的相关参数。
5 结论
通过对磁力研磨加工用电磁感应器磁场的仿真分析并对特征点实测值进行对比分析,得出的结论归纳如下:
(1) 利用有限元方法对电磁感应器磁场进行了仿真分析,并实测了设计制造的电磁感应器特征
点的电磁场强度,仿真结果与实验结果曲线基本吻合最大相对误差不超过7%,验证了仿真分析的正确性。
(2) 电磁感应器磁场的数学建模和有限元仿真分析提供了磁力研磨工具设计的有效手段,可以
用于电磁感应器结构的优化设计。
(3) 磁性磨料和工件的磁导率对磁性研磨工具基体(电磁铁芯)端面的磁场分布有显著影响,
对磁性研磨工具端面磁感应强度有增强效果。
(4) 磁性研磨工具基体(电磁铁芯)加工区的磁感应强度随励磁线圈电流的增大而增大,但增
长率随励磁线圈电流的增大会逐渐减小。
参考文献
[1] 文秀兰等编著.超精密加工技术与设备[M].北京:化学工业出版社,2006.3.
[2] 肖作义.混合型磁性磨料在磁力研磨加工中的应用[J].模具工业,2005.NO.1总287:50~53
[3] 申奎东,张国泽,等.磁性研磨加工的磁路及电磁线圈计算[J].煤矿机械,2004年第1期:25~27
[4] 劳塞尔DA,席尔凡斯特PP,电磁装置计算机辅助设计,唐任远译[M].北京:机械工业出版社,1989
[5] 付文智,李明哲,邓玉山.直流电磁铁磁场和牵引力的数值模拟[J].农业机械学报,2005年2月,第36卷第2期:100~103
[6] 肖作义.磁力研磨加工参数的定量分析[J].现代制造工程,2004,(12):61~63
[7] 李凤泉编著. 电磁场数值计算与电磁铁设计[M].北京:清华大学出版社,2002.
[8] Dhirendra K.Singh, V.K. Jain and V. Raghuram. Parametric study of magnetic abrasive finishing process. Journal of Materials Process Technology 149(2004)22-29.
[9] M.Tsuchimoto,K.Demachi,I.Itoh. Numerical evaluation of uniform magnetic field within superconducting Swiss roll[J].Physica C412-414(2004):719~722
[10] A.G.Mamalis,D.EManolakos,A.G.Kladas,A.K.Koumoutsos. Physical principles of electromagnetic forming process: a constitutive finite element model[J].Journal of Materials Processing Technology161(2005):294~299
Simulation Analyses and optimized design of structure on Electromagnetic Inductor of Magnetic Abrasive Finishing Qiu Tengxiong,Yan Qiusheng,Gao Weiqiang,Meng Li,Tang Zhenyu,Chen Jianping Institute of Manufacturing Technology,Guangdong University of Technology,Guangzhou
(510006)
Abstract
For the process of magnetic abrasive finishing, the relative mathematical model of electromagnetic inductor was constructed .On the basis of electromagnetic calculation theory, simulation analyses on magnetic field of electromagnetic inductor were performed with finite element method. The magnetic flux density of the actual electromagnetic inductor was measured. Simulation result is basically identical with experimental result. The biggest relative error is not more than 7%. It proves the validity of simulation analyses of the electromagnetic inductor. Based on the above results, the analyses of the electromagnetic field were performed. The results offer a theoretical foundation for the optimizing design of the electromagnetic inductor.
Keywords:Magnetic abrasive finishing,Electromagnetic inductor,Magnetic flux density,Finite element simulation
作者简介:
邱腾雄,男,1981年生,广东工业大学机电工程学院硕士研究生。研究方向为磁力研磨技术研究;
阎秋生,男,1962年生,广东工业大学教授、博士生导师,主要从事砂轮精细修整及成型曲面磨削、电流变加工、磁流变加工、磁力研磨及反求工程等方面研究。
内孔研磨超硬材质加工技术
JG-450CP 内孔研磨超硬材质加工技术 1. 内孔研磨超硬材质加工技术: 加工机型:M oore坐标磨床 加工精度:0.002mm 加工刀具:moore钻石砂轮 加工用途:磨头转速分别有40kprm 120 kprm 175 kprm只要针对模具行业中高精度的各种圆孔方孔异性孔盲孔以及线性曲面的加工; 2.加工工件图例: 加工精度:¢10mm ¢3mm的孔加工精度均为0.001-0.002mm 位置精度:0.001-0.002mm 尺寸精度:0.001-0.002mm 3加工流程: ①加工前确认: 确认联络单编号与工件是否一致,工件有无划伤并认真审图 ②选择加工方式选择加工方式 ⑴平行垫块 用平行垫块装夹工件(如图一所示)这样装夹简单快捷容易把工件的平面度扫平,同时用螺丝加紧力大工件不宜松动。但是这样由于加紧力的作用和加工过
程中产生内应力。 ⑵利用V型夹装夹 加工如图二所示工件我们一般采用治具装夹的方法这样做很容易加紧工件容易找坐标但是工件装夹精度和垂直度容易受治具精度的影响同时由于工件壁厚的不同装夹时工件会产生变形。 ⑶利用磁力平台吸磁的方法 该方法可以直接将工件放在磁力平台上利用磁力平台的吸力给工件一个力不使工件移动然后根据加工情况可以采用万能胶水粘在工件四周。如图所示三: 同时当加工一个通孔时必须有让刀部分这就要求磁力平台要沉下去一些,如 图: 4建立加工坐标 ⑴量表的选择: 精度要求在0.002mm以内的选择的刻度为0.001mm的杠杆量表 精度要求在0.002mm以上的选择的刻度为0.002mm的杠杆量表 ⑵建坐标的基本原则 加工工件时外形尺寸要求精度高时,采用用工件外形建立坐标。 当外应精度一般时我们采用工件中精度高的各种孔建立坐标,选择尽可能远的两个孔来建坐标,同时方孔优先于圆孔。 如果工件外形和孔的精度都不高时,使用JG所加工孔建立坐标。
教科版小学科学六年级上学期 3.3电磁铁的磁力(一)同步练习
教科版小学科学六年级上学期 3.3电磁铁的磁力(一)同步练习姓名:________ 班级:________ 成绩:________ 小朋友,带上你一段时间的学习成果,一起来做个自我检测吧,相信你一定是最棒的! 一、基础训练 (共7题;共65分) 1. (10分)判断题。 (1)研究电磁铁磁力大小与线圈圈数的关系时,所用的铁芯大小要相同。 (2)电磁铁的磁力大小与使用的电池电量有关:电量少则磁力大,电量多则磁力小。 (3)电磁铁的磁力大小与线圈长短有关,与铁芯粗细等因素没有关系。 (4)当我们制作强磁力电磁铁时,只需考虑尽量增大电流就可以了。 (5)我们在做对比实验时,可以同时改变多个条件。 2. (12分)选择题。 (1)在检验电磁铁磁力大小与电池数量是否有关的实验中,应该只改变(),其他实验条件保持不变。 A . 线圈圈数 B . 电池节数 C . 铁芯长短 (2)在交流小组的研究计划时,我们不应该采取的态度是()。 A . 提出一些问题或建议,帮助其他小组把计划制订得更好 B . 做自己的实验,不要理会别人
C . 听取别人的意见,修改、完善自己的研究计划 (3)下列方法中,不能增大电磁铁磁力的是()。 A . 增加电池数量 B . 增加线圈圈数 C . 增加导线长度 (4)在检验电磁铁磁力大小与铁芯长短是否有关的实验中,需要改变的条件是(),其他实验条件保持不变。 A . 线圈圈数 B . 铁芯长短 C . 铁芯粗细 3. (14分)下面是某同学设计的研究电磁铁磁力大小和电池数量关系的实验。请你根据所学的知识,回答相关问题。 (1)请你将实验过程补充完整。实验材料:电磁铁、大头针、电池、导线。实验设计:实验中的变量是________,其他因素保持相同。实验步骤:①在电路中使用1节电池做电源,接通电路后,用电磁铁吸引大头针,观察并记录吸起大头针的个数。 ②增加电路中________的节数,分别进行吸引大头针的实验,观察并记录吸起大头针的个数。 ③每组实验做3次,取平均值。 实验记录:
震动抛光机使用方法-振动抛光机操作步骤【干货】
震动抛光机使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 震动研磨机,源自台湾精工技术,采用台湾原装马达,高效稳定的保证。震动研磨机应用行业:震动研磨机在自行车、铝压铸件、锌压铸件、家具五金、服装五金、箱包五金件、眼镜配件、钟表配件、锁、电子配件、各类首饰、珠宝及粉末冶金、树脂等;针对于不锈钢、铁、铜、锌、铝、镁合金等材质经冲压、压铸、铸造、锻造,针对于线材、陶瓷、玉石、珊瑚、合成树脂、塑料、瓷器等材质物品表面抛光、倒角、去除毛边、除锈、粗磨光、精密磨光、光泽打光。 震动研磨机的产品说明:震动研磨机采用先进的螺旋流动,三次元振动的加工原理,可实现大批量生产,省人、省力、省能源。震动研磨机适用于中小尺寸工件的表面抛光、倒角、去除毛边、磨光、光泽打光处理,处理后不破坏零件的原有形状和尺寸精度,可消除零件内部应力,并提高了零件表面光洁度、精度.震动研磨机的特点:1. 震动研磨机振幅较大、翻转较强、切削力高,适用于较小型工作之研磨抛光。2. 震动研磨机适用大批量中、小、尺寸零件的研磨抛光加工,提高工效6~10倍,节省成本大约1/3. 3. 振动研磨机适用于铝、铜、铝合金、铁、白铁、锌、镁合金等,各种金属之去毛边、去批风、倒角、抛光均可。均适用振动研磨机 特点 1、震动研磨机振幅较大、翻转较强、切削力高,适用于较小型工作之研磨抛光。 2、震动研磨机适用大批量中、小、尺寸零件的研磨抛光加工,提高工效6~10倍,节省成本大约1/3. 3、震动研磨机适用于铝、铜、铝合金、铁、白铁、锌、镁合金等,各种金属之去毛边、去批风、倒角、抛光均可 磁力研磨机
从零开始3D maxwell磁场仿真之边界条件
从零开始学习3D MAXWELL之边界条件 MAXWELL仿真电磁场的本质还是计算麦克斯维尔方程,所以要定义仿真的边界条件,这样才能得到方程的解。3D仿真一共有六种求解类型,为静磁场/涡流/瞬态磁场/静电场/传导/瞬态电场。每一种求解类型都有边界条件。 1,静磁场求解器边界条件 默认边界条件示意图如下:(默认边界条件普遍存在于Maxwell 3D仿真的各种求解器中。正确应用默认边界条件,求解域的设置非常关键。尼曼边界条件将磁场限定在边界之内。当磁场较封闭或求解域足够大时,应用尼曼边界条件才会得到相对正确的分析结果。)
磁场边界条件:磁场边界条件指定在求解域表面:1)定义切向方向磁场强度为零的边界条件:选择要添加边界条件的面--增加切线方向磁场强度为零的磁场;2)定义正切磁场边界条件:选择要添加边界条件的面--增加正切磁场--增加X/Y方向的磁场分量值--在坐标系统中定义X/Y矢量或是使用默认值;(正切方向为零,磁场方向与表面垂直)(磁场边界条件,磁场的切向分量被指定为预定义的值,但如果该分量的值被指定为0,则其效果与Zero Tangential H Field相同,磁场与该边界垂直,适用于施加外部磁场,如地磁仿真。) 绝缘边界条件,除电流无法穿过边界以外,其他特性与Neumann边界相同,适用于2个接触导体之间完美绝缘的薄片。
(未添加绝缘边界条件) (添加绝缘边界条件后) 对称边界条件:对称边界条件适合几何对称或是磁场对称的结构。对称边界条件,奇对称(磁力线正切),磁场与边界正切,磁场法向分量为0;偶对称(磁力线垂直),磁场与边界垂直,磁场切向分量为0。对称边界条件主要用来减少仿真时间,增加计算效率。
磁力去毛刺研磨机使用工艺【详解】
磁力去毛刺研磨机使用工艺 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 研磨机操作的关键是要设法得到*的抛光速率,以便尽快除掉磨光时发生的损害层。一起也要使抛光损害层不会影响结尾调查到的安排,即不会构成假安排。 研磨机对非铁类金属或轻铁类金属、硬质塑料等精密零件,去除毛边、倒角、抛光、洗净等均有良好效果。对不规则状零件、孔内、管内、死角、夹缝等皆能研磨加工。本产品加工速度快,操作简单安全,成本低。而且成品加工后不变形,不影响精度。磁力研磨机对压铸五金去除毛边披锋,去除氧化薄膜,工件表面油迹抛光处理,氧化层的去除,均有良好的效果。如精密冲压零件,不锈钢零件,螺丝,锌铝压铸零件,弹簧,弹片零件,电子,计算机,通信零件,自动车零件,航天,医疗零件都能取到良好的抛光作用。 前者需求运用较粗的磨料,以确保有较大的抛光速率来去掉磨光的损害层,但抛光损害层也较深;后者需求运用*细的资料,使抛光损害层较浅,但抛光速率低。处理这个对立的*的方法即是把抛光分为两个期间进行。粗抛意图是去掉磨光损害层,这一期间应具有*的抛光速率,粗抛构成的表层损害是非的思考,不过也应当尽可能小;其次是精抛(或称终抛),其意图是去掉粗抛发生的表层损害,使抛光损害减到*小。 研磨机采用的是同步带传动方式,所以在机器工作时,机器的运转很平稳,机器工作时无振动。因为它运转的平稳性好,所以机器工作时发出的噪音小 研磨机抛光时,试样磨面与抛光盘应肯定平行并均匀地轻压在抛光盘上,留意防止试样
ANSYS有限元分析二维静态磁场仿真
一周总结报告 一、ANSYS学习 1.学习情况 目前正在边看书籍边操作ANSYS系统,已经了解了ANSYS的基本操作系统以及ANSYS 分析过程的三大步骤,大体上知道了它的整个工作流程。目前正在深入仔细学习每一部分的详细步骤。现在已经学习了ANSYS有限元分析典型步骤、实体建模、网格划分、创建有限元模型,正在学习加载和求解这一部分。 2.理论知识 (1)网格划分与创建有限元模型 ①设置单元属性,包括: a.选择单元类型,如常用的有PLANE13,PLANE53,INFIN110;在Element Type中设 置; b.设置单元实常数,如线圈横截面积、匝数、导体填充率等; c.设置材料属性,如泊松比、材料密等; d.设置单元坐标系统。 ②通过网格划分工具设置网格划分属性包括: a.单元属性分配设置,作用是在网格划分之前为模型(包括实体和有限元模型)分配单元属性; b.智能划分水平控制; c.单元尺寸控制,单元尺寸的意思是单元边的长度。 ③实体模型的划分 ANSYS有两种方式对实体模型进行网格划分。 映射网格划分方法:最大特点就是必须使用形状规则的单元划分,对于面对象必须使用三角形单元或四边形单元,对于体对象只能使用六面体单元。故划分对象必须形状规则。不是任何形状的对象都能用映射网格划分。 (2)加载和求解 有限元分析的主要目的在于得到系统在特定激励源和边界条件下的响应。这些激励以及边界条件统称为载荷。所以载荷包括边界条件和激励。磁场分析中常见的载荷有磁势、磁通量边界条件等。 载荷分为六大类:自由度约束、集中力载荷、面载荷、体载荷、惯性载荷以及耦合场载荷。关于载荷步、子步和平衡迭代,通过阅读理论知识自己的理解的总结是:一个实际加载过程需要多次施加不同的载荷才能满足要求,每一步就称为一个载荷步。一个载荷步可以通过多个子步来逐渐施加。平衡迭代用于考虑收敛的非线性分析。 3.仿真结果 目前按照教程的步骤将ANSYS从建立模型到加载求解再到查看后处理器的整个分析过程大体操作了一遍,目的就是先通过简单模型熟练ANSYS的整体操作。最终的分析结果如图所示。 4.下周计划 (1)学习ANSYS通用后处理器以及时间历程后处理器; (2)目前只是跟着书上的步骤可以进行操作,还得进一步熟练; (3)目前主要是用GUI方式进行,下一步要更加熟练使用命令流的操作方式。
去毛刺除披锋清夹缝倒角洗净一次完成
去毛刺、除披锋、清夹缝、倒角、洗净一次完成 价格特优—质保六年—终身维护 科技改变你的生产工艺:科技为你实现去毛刺自动化;科技为你提高经济效益,专业铸就品质;品质铸就品牌。有毛刺找国林;国林为你解决精密去毛刺困惑。公司专注于五金件表面处理研究事业的最前沿,我司专业提供磁力抛光机,磁力研磨机,磁力去毛刺机,精密去毛刺设备,振动研磨机,离心光饰机,螺旋光饰机,烘干机等各种研磨抛光设备与研磨材料。价格便宜,质量保证,专业解决精密内孔去毛刺,表面光亮,除油去污等问题。 磁力抛光机工作原理: 1、研磨速度快,平均一次研磨时间约5分至15分钟左右,配双价格槽替换工 件快,可在机器运转中交换研磨零件。 2、操作简单,绝对安全,一人可操作数台机器。 3、成本低,不锈钢针为半永久性磨材,消耗极低、唯一的耗材为研磨液。 4、无污染,研磨液是含97%水分,姑无毒性及发生火灾之虞,完全符合环保排 放标准。 5、研磨完成后,工件好处理,可用筛网,筛桶,电磁力,或分离机轻易将工件 及不锈钢针分离。 6、不锈钢针有直径0.2—5mm至1.2—10mm可供选择。 磁力去毛刺机优点: 1、相比其他布伦抛光机等抛光设备,磁力去毛刺机可批量工件抛光处理,完成 抛光后可用筛网批量和钢针分离开来,大幅度提高工作效率和效果。。 2、磁力去毛刺机针对小五金件,小饰品等死角,内孔处理效果极佳。可达到清 除灰尘,去除毛刺,提高产品表面光亮度,这是其他类型抛光设备无法比拟的特点。 3、磁力去毛刺机操作简单,可一人同时操作多台设备,节约成本。 4、磁力去毛刺机采用抛光液和钢针,再加上适当自来水来批量抛光工件,其钢 针为半永久性耗材,磨损少。 磁力抛光机去毛刺工艺是机械与化学相结合的方法,是用一种叫去毛刺磁力研磨机产品。突破传统振动抛光理念,采用磁场特有的能量传导不锈钢针磨材产生高
68第八节研磨技术
第八节研磨技术 研磨是精密和超精密零件精加工的主要方法之一,是在精加工,如精车、精磨或精洗加工后的超精加工。研磨加工可使零件获得极高的尺寸精度、几何形状和位置精度,最高的表面粗糙度等级以及提高配合精度。零件的内、外圆表面、平面、圆锥面、斜面、螺纹面、齿轮的齿面及其他特殊形状的表面均可以采用此种方法进行加工。船舶主、副柴油机燃油系统中的三对精密偶件:柱塞—套筒偶件、针阀—针阀体偶件、出油阀—出油阀座偶件的内、外圆表面、圆锥面、平面在制造时都需要采用研磨进行精加工。在针阀—针阀体配合锥面磨损和柴油机的进排气阀配合锥面磨损后均需采用研磨技术进行修复,使配合面恢复密封性能。 进行研磨的零件材料可以是经淬火或未经淬火的碳钢、合金钢、硬质合金,也可以是铸铁、铜及其合金等有色金属材料,或玻璃、水晶和塑料等非金属材料。 灵活的研磨技术是进行精密零件修理的有效方法,尤其是在备件缺乏、时间紧迫的情况下此法尤为重要。例如,主、副柴油机的喷油器故障大多是针阀—针阀体偶件的锥面配合不良引起的,轮机人员须经常进行针阀偶件的研配工作。所以,研磨技术在船上轮机工作中是克服精密设备短缺、延长零件寿命、节省修理费用和保证船舶正常航行的有效工艺,轮机人员应该掌握研磨技术。 一、概述 1.研磨原理 研磨是使零件与研磨工具在无强制的相对滑动或滚动的情况下,通过加入其间的研磨剂的微切削和研磨液的化学作用,在零件表面生成易被磨削的氧化膜,从而加速研磨过程。所以研磨加工是机械、化学联合作用完成的精密加工。 1)零件与研磨工具的相对运动 零件与研磨工具不受外力的强制引导,以免引起偏差和缺陷;运动方向周期变换,以使研磨剂均匀分布在零件表面上并加工出纵横交叉的切削痕,均匀研磨零件表面;研磨表面上各点相对于研磨工具表面的滑动路程相等,以达到均匀切削。 2)研磨压力 在实际应用的压力范围内,研磨效率随压力增加而提高。研磨压力取决于零件材料、研磨工具材料和外界压力等因索,一般通过实验确定。常用的压力范围为0.05~0.3MPa,粗研宜用0.l~0.2MPa,精研宜用0.0l~0.1MPa。研磨压力过大,研磨剂磨粒被压碎,切削作用减小,表面划痕加深,研磨质量降低;压力过小则研磨效率大大降低。 3)研磨速度 研磨速度影响研磨效率,一定条件下,研磨速度增加将使研磨效率提高。研磨速度取决于零件加工精度、材质、重量、硬度、研磨面积等。一般研磨速度在10~150m/min。速度过高,产生的热量较多,引起零件变形、表面加工痕迹明显等质量问题,所以精密零件研磨速度不应超过30~60次/min。一般手工粗研往复次数为30~60次/min,精研为20~40次/min。 4)研磨时间 研磨初期,因研磨剂磨粒锋利,微切削作用强,零件研磨表面的几何形状误差和粗糙度得以较快地纠正。随着研磨时间的延长,磨粒钝化,微切削作用下降,不仅零件精度不能提高,反而由于热量增加使之下降。粗研时间取决于研磨剂的切削性能,为提高研磨效率,当研磨剂磨粒钝化,研磨效果差时应立即更换研磨剂。精研时间一般约为1~3min,超过3min 研磨效果不显著。 所以,粗研时选用较粗的研磨剂,较高的压力和较低的速度进行研磨,以期较快地消除
曲面磁力研磨机
航空制造工程学院 创新能力综合训练 研究报告 题目:曲面磁力研磨机设计 所属课题:主运动控制 学院:航空制造工程学院 专业名称:机械设计制造及其自动化 班级学号: 学生姓名: 合作者: 指导教师: 二O一二年十二月
曲面磁力研磨机的主运动控制研究 学生姓名:余兴华班级:09031924 指导老师:柴京富 摘要:采用了内装式同轴电机主轴,研究了主轴电机的性能和对曲面研磨机床 的影响和工作情况,以及主轴电动机控制电路,表明了电主轴有良好的可控性和简单紧凑的结构等,以其优异的性能,高转速、宽调速范围,高精度,有助于曲面磁力研磨的精度。 关键词:电机主轴性能曲面研磨机床控制电路 主要创新点 本方法的主要创新点是: 1.主轴低年级转速的提高不受换向器的限制。 2.采用了微处理器和现代控制理论进行控制,系统运行平稳,振动和噪音小,并且可以获得较大的调速范围和较高的低速转。。 3.能实现主轴的正反转。
目录 ? 1 引言 (2) ?2研究方法 (2) 2.1 机床的结构................................................... . (2) 2.2 自由曲面磁粒光整加工原理 (3) ? 3 机床主轴电动机的选择和主轴驱动系统分析 (4) 3.1 机床主轴电机的基本要求 (4) 3.2 主轴电机的使用要求 (4) 3.3 主轴电机的工艺性经济性要求 (4) 3.4 直流主轴驱动系统得特点 (5) 3.5 交流主轴驱动系统 (5) 3.6 主轴部分的电气控制原理 (6) ? 4 结论 (8) ? 5 参考文献 (9)
1 引言 机床主轴系统采用内装式同轴电机主轴将会是高速机床的发展趋势。电主轴以其优异的性能,高转速、宽调速范围,高精度。良好的可控性和简单紧凑的结构等,已为越来越多的机床所选用。机械式主轴变速系统将逐步被前景看好的电主轴所取代。而电主轴的核心是伺服电机,选用何种电机将关系到电主轴的控制精度、调速范围和制造经济性等多方面的性能好坏,只有权衡各类电机不同的优缺点满足基本的功能要求,才能选定最适合作机床主轴的电机.。 2 研究方法 2.1机床的结构和参数 图1所示是数字化磁性磨粒光整加工机床示意图。机床的工作行程600mmX800mmX600mm,主轴转速。一300or/min,磁极的磁感应强度。~1.ST,3个坐标方向的移动速度。一6m/min。该机床的数控系统除了具有普通三坐标数控铣床控制系统的功能(如三坐标联动、点动、手动、自动等)外,还具有曲面的示教方式三坐标数字化测量功能、曲面加工轨迹的自动编程功能及磁性磨料的自动更换功能等。
磁力研磨机说明书
顺佳研磨科技有限公司磁力精密研磨机 PRECISION MAGNETIC GRINDER https://www.360docs.net/doc/0e1924794.html, 机械原理简介 Mechanic Principle 利用神奇磁场力量传导不锈钢针磨材产生加速旋转动作,高效率达到精密研磨去除毛边和抛光洗净效果 With the use of the magical force of magnetic field, making the stainless steel pins rotate very fast, to de-burr, polish and clean the workpieces high-effectively and precisely. 1、特点Features 1) 卓越快速去除毛边能力,细小内孔、内管、夹缝死角均可高效研磨,绝不变形及伤表面,不影响精度。 Have excellent ability of fast de-burring, high efficiently grinding small inner holes, inner pipes, crevices, etc. Make NO damage to the surface of workpieces, and DO NOT affect the accuracy of workpieces. 2) 加工速度快,一次3~15分钟即可完成,可在机器运转中替换工件。 Fast grinding or polishing, only 3~15 minutes is needed for each time. Workpieces can be changed during the machine running. 3) 操作方面简单,成本低,无污染,不锈钢针为永久性磨材。 Simple and convenient operation, low cost, no pollution. The stainless steel pins are permanent abrasives. 2、用途Application 金饰业打磨洗净工作,成品表面抛光处理,去除氧化薄膜工作,锈蚀去除处理,电镀或喷漆前处理,烧结痕迹处理,零件残磁去除。
小学科学实验创新大赛教案设计《电磁铁的磁力》
小学科学实验创新大赛教案设计 一、实验课题名称 湘教版小学科学五年级下册《电磁铁的磁力》 二、参赛教师所在单位及姓名 湖南省永州市冷水滩区舜德小学秦少奇 三、正文 1、实验在教材中所处的地位与作用 实验是检验真理的唯一标准。小学生抽象思维能力弱,直观形象的实验有助于学生理解,实验是本节的核心和难点。小学生动手能力强,好奇心强,实验既培养兴趣又提高能力,也是本节的关键和重点。 电磁铁的磁力是湘教版《科学》五年级下册第一单元“听话的电磁铁”第2课。这节课既是对电磁铁的研究,又是对电磁铁听话的初步感知,是“听话的电磁铁”这一章承前启后的一节关键课。它对学生的创新精神与实践能力有着非常重要的作用。 2、实验原型及不足之处: (1)教材是从各组制作的电磁铁吸起的回形针数量不同,来引出怎样改变电磁铁的磁力大小,从而导入课题。导入平凡、无新颖。 (2)教材实验,用电磁铁吸起回形针的个数,衡量电流和线圈圈数对磁力大小的影响,操作中容易出现误差。 (3)教材实验,用电磁铁逐项逐项、单项式试验它的磁力大小的。这当然无直观对比性,效率也不高。 (4)教材纯粹电磁铁实验,没有与单元课题《听话的电磁铁》巧妙的结合。 3、实验创新与改进之处: (1)创新导入,魔术表演,将电池节数隐藏在背面操纵,磁力说增就增,说减就减,激发兴趣和求知欲,寓教于乐。 (2)创新装置,用电磁铁试验的对比项在同一个装置中同时进行,增强直观对比性,更能提高实验效率。 (3)创新材料,用大头针代替回形针,会更细致、准确地衡量出电磁铁磁力的大小。 (4)改进实验过程,首尾呼应,紧扣课题,与单元课题巧妙的结合。
4、实验器材 演示课件、一号电池8节、开关、电池盒8个、铁芯5个、大头针1盒、小烧杯3个、塑料夹子3个、带绝缘皮的铜线3米、自制装置板。 5、实验原理及装置说明(包括实验装置平面图) (1)实验原理: A、电磁铁通电有磁性,断电无磁性。 B、电磁铁将电能转化为磁能。 C、其他条件不变:电流越大,磁力越大;线圈圈数越多,磁力越大。 (2)实验装置平面图及装置说明如下: A、电池多少可根据实验需要自由更换; B、塑料夹套在横栏上夹住各种类型的电磁铁; C、接通电源后,电磁铁产生磁力吸起大头针,再用空玻璃杯装好被吸的大头针,断开电路后,就可以比较大头针的多少。 6、实验过程 实验一:魔术表演。点题:电磁铁的磁力。 实验二:围绕课题电磁铁的磁力,探讨电流与电磁铁磁力大小的关系。(详见课件) 实验三:围绕课题电磁铁的磁力,探讨电磁铁线圈圈数与磁力大小的关系。(详见课件) 实验总结:归纳影响电磁铁磁力大小的因素,概括这些因素与磁力大小的关
首饰倒模流程
首饰倒模流程 起版: 1.手版用手做,用银材料,叫银版) 2.压模(橡皮模,用橡) 3.割模(用手术刀割开一半) 4.唧腊(唧腊模)在腊模上镶石,不是所有石都可以镶,银熔点:750C。黄金熔点1040C。铂金熔点1750C。 在压模过程中模加热后,冷却割开,把银版拿出来,中间空开,把腊唧入形成同银片样的腊模. 5.种树腊 6.石膏粉 7.入炉 8.将银/金倒入盅 以上叫失腊铸造.金带青光色泽为好 萃华金店首饰生产工艺流程(手工类与倒模类) 萃华公司秉承中国首饰艺术精髓,凭借优雅冼练的精湛工艺,拥有一支技术全面的萃华设计队伍,我们所有的新产品都是我们的设计师匠心所创。 我们萃华公司在生产运用传统工艺与现代工艺相结合,在传统工艺上我们拥有一批能工巧匠,在现代工艺上我们从国外引进一批行业领先的机械设备,所以可以说我们的生产实力是非常雄厚的。 每一款首饰生产的首要工序是设计图纸,根据市场需求,由工厂产品设计部设计所要生产产品的图纸。再根据图纸的生产要求,我们分为手工类与倒模类。 手工类 工模部 我们参观的顺序是按产品的生产流程来进行的,首先我们参观的是工模部。 工模部的主要工作就是根据设计部的图纸,将图纸经过特殊工艺转换为一种模具。我们现在看到的就是一款模具,它是选用特殊材质,再经过现场这些机器
设备精细的加工后模具的制作就完成了。说起来简单,但做起来是非常复杂的一道工序,也是必须做好做精的一首工序,因为这是生产出优质产品的首要程序。 工模制作完成后,根据产品的品类传递给下一个衔接部门。如果所制的模具是链结构(项链、手链、脚链等)的就传递给备料部,如果是戒指、手镯、吊坠、金条等就传递给油压部。 备料部 现在我们进入的就是备料部。 备料部的工作就是根据工模部制作出来的模具来加工生产产品的初型,也就是半成品或是配件。我们可以看到工作人员现在操作的就是项链配件,小圆珠或是橄榄珠,当然很多的配件都是由备料部加工出来。 与备料部紧挨着的就是油压部。 油压部的工作内容与备料部是一样的,都是加工生产产品的初型,也就是加工半成品,但是油压部针对的是戒指、手镯、吊坠、金条等产品品类。 以上两个部门生产出来的半成品接下来要转送到链部或执模部。 链部或执模部 备料部生产出来的是项链的半成品,所以经过备料部加工生产出来的半成品要转交给链部,链部的主要工作就是将项链的每一个配件相连接,从而组成一条初步完整的项链,但是这还是成品。 执模部接应就是油压部加工出来的半成品。执模部的主要工作就是将油压部加工出来的半成部进行整形,让圆的更圆,让方的更方。
电磁场仿真软件简介
电磁场仿真软件简介 随着电磁场和微波电路领域数值计算方法的发展,在最近几年出现了大量的电磁场 和微波电路仿真软件。在这些软件中,多数软件都属于准3维或称为 2.5维电磁仿真软件。例如,Agilent公司的ADS(Advanced Design System)、AWR公司的Microwave Office、Ansoft公司的Esemble、Serenade和CST公司的CST Design Studio等。目前,真正意义上的三维电磁场仿真软件只有Ansoft公司的HFSS、CST公司的Mafia、CST Microwave Studio、Zeland公司的Fidelity和IMST GmbH公司的EMPIRE。从理论上讲,这些软件都能仿真任意三维结构的电磁性能。其中,HFSS (HFSS是英文高频结构仿真器(High Frequency Structure Simulator)的缩写)是一种最早出 现在商业市场的电磁场三维仿真软件。因此,这一软件在全世界有比较大的用户群体。 由于HFSS进入中国市场较早,所以目前国内的电磁场仿真方面HFSS的使用者众多,特别是在各大通信技术研究单位、公司、高校非常普及。 德国CST公司的MicroWave Studio(微波工作室)是最近几年该公司在Mafia 软件基础上推出的三维高频电磁场仿真软件。它吸收了Mafia软件计算速度快的优点,同时又对软件的人机界面和前、后处理做了根本性的改变。就目前发行的版本而言, CST的MWS的前后处理界面及操作界面比HFSS好。Ansoft也意识到了自己的缺点,在刚刚推出的新版本HFSS(定名为Ansoft HFSS V9.0)中,人机界面及操作都得到 了极大的改善。在这方面完全可以和CST媲美。在性能方面,两个软件各有所长。在 速度和计算的精度方面CST和ANSOFT成绩相差不多。值得注意的是,MWS采用的理论基础是FIT(有限积分技术)。与FDTD(时域有限差分法)类似,它是直接从Maxwell 方程导出解。因此,MWS可以计算时域解。对于诸如滤波器,耦合器等主要关心带内 参数的问题设计就非常适合;而HFSS采用的理论基础是有限元方法(FEM),这是一种微分方程法,其解是频域的。所以,HFSS如果想获得频域的解,它必须通过频域转换 到时域。由于,HFSS是用的是微分方法,所以它对复杂结构的计算具有一定的优势。 另外,在高频微波波段的电磁场仿真方面也应当提及另一个软件:ANSYS 。ANSYS是一个基于有限元法(FEM)的多功能软件。该软件可以计算工程力学、材料力 学、热力学和电磁场等方面的问题。它也可以用于高频电磁场分析(应用例如:微波辐 射和散射分析、电磁兼容、电磁场干扰仿真等)。其功能与HFSS和CST MWS类似。但由于该软件在建模和网格划分过程中需要对该软件的使用规则有详细的了解,因此, 对一般的工程技术人员来讲使用该软件有一定困难。对于高频微波波段通信、天线、器件封装、电磁干扰及光电子设计中涉及的任意形状三维电磁场仿真方面不如HFSS更专业、更理想。实际上,ANSYS软件的优势并不在电磁场仿真方面,而是结构静力/动力分析、热分析以及流体动力学等。但是,就其电磁场部分而言,它也能对任意三维结构 的电磁特性进行仿真。 虽然,Zeland公司的Fidelity和IMST GmbH公司的EMPIRE也可以仿真三维结
磁力研磨机操作指导书
1.0 目的 确保设备的正常运转、产品的加工精度与加工的合理性,提高生产效率和产品质量;规范安全操作,杜绝安全隐患以达到安全生产。 2.0 适用范围 适用于磁力研磨机所有操作人员。 3.0 权责 3.1 设备使用及日常保养:操作人员。 3.2 设备维修:专业技术人员。 3.3 技术指导及正确操作方法的监督:组长、主管。 4.0 工作流程: 4.1 充分了解设备的性能、结构,遵守安全生产的规程。 4.2 开机前,首先检查设备状态,确认好后才能开启设备。 4.2.1 做好日常保养检点确认; 4.2.2 确认设备是否有异常; 4.2.3 确认设备清洁状况; 4.2.4 确认来料种类。 4.3 研磨加工前研磨针清理。 4.3.1 用电子秤秤好0.6 kg研磨针; 4.3.2 将秤好的研磨针放入磁力研磨抛光机抛光筒内; 4.3.3 在滚筒内倒入清水,倒入的清水只需淹没研磨针即可; 4.3.4 在滚筒内倒入3个瓶盖的清洗液; 4.3.5 将滚筒放到磁力研磨机上旋转2分钟; 4.3.6 将滚筒拿出并倒掉筒内的清水; 4.3.7 将研磨针放到指定区域以备后续使用; 4.3.8 磁力研磨使用的研磨针在清洗过10000PCS的产品后必须重新拿出清洗干净方可再次使用; 4.3.9 磁力研磨针在使用一个星期后必行进行更换,以保证抛光效果。 4.4 设备加工操作步骤如下: 4.4.1 在磁力研磨机滚筒内注入6 kg清水。使用标杆进行测量,当水位到达标杆刻度处停止注水,此时的水量刚 好6kg。 4.4.2 将之前秤好数量且清洗干净的研磨针倒入滚筒内; 4.4.3 将一瓶盖清洗液倒入滚筒内; 4.4.4 将2000 PCS产品倒入滚筒内; 4.4.5 打开磁力研磨机电源; 4.4.6 将磁力研磨机的运行时间设定为8分钟,研磨时设备频率设置在40-50范围内; 4.4.7 按下“启动”按钮,磁力研磨机运转进行研磨加工。 4.5 磁力研磨后处理。
磁力研磨机的结构设计
磁力研磨机的结构设计 董瑞宝, 宋庆环, 付云强 (唐山学院,河北唐山063020) 摘要: 磁力研磨技术是新型的光整加工技术,目前在我国尚不普及,没有专用的设备,为了推广该项技术,研制开发了磁力研磨机。在此介绍用CA6140普通车床改装的磁性研磨机的结构设计。 0前言 磁力研磨装置是利用永久磁铁产生强磁场,依靠磁力使磁性研磨粒子贴附在工件表面,当工件与磁极产生相对运动时,磁性研磨粒子对工件表面进行研磨加工。根据磁力研磨特点和待加工工件现状设计不同的磁研磨回路,在现有设备基础上进行改造,针对轴类零件的自身特点,对CA6140车床进行设备改造即可成为专用的磁力研磨装置。 1磁性研磨机的总体结构设计 用CA6140普通车床改装的磁性研磨机结构如图1所示。拆掉CA6140刀架和小滑板部分改造,其中滑板结构,利用其进给机构给磁研磨机构提供相对运动。 磁性研磨机主要由2部分组成: ( 1)磁力研磨装置,在结构中用磁力研磨装置替换了原有的车床小滑板和刀架部分; (2)磁力研磨机的进给装置,在原有车床进给装置的基础上改装的,使其能实现轴向和径向进给的双重功能。 于0104 mm,同时调整导轨与各拖板之间的间隙一定要合适。 214合理选取车刀的几何参数 车削细长轴时,由于工件刚性差,车刀的几何形状对工件的振动有明显的影响。选择车刀的几何形状时应注意的6点见文献[ 1 ]、[ 3 ]。 3结语 通过工艺系统优化,获得了相当满意的效果:(1)工件加工精度与表面粗糙度达到图纸要求;
(2)反向切削方法的最大直径误差大约是正向切削方法的一半; (3)使用大切削量节约工时成本; (4)由于充分使用了切削液,刀具的耐用度显著提高。 2磁力研磨装置 磁力研磨装置如图2所示。由磁极、支架、微调手轮、联接架等组成。磁极选用的是经过特殊形状设计的2块永久磁铁。通过磁极间产生的磁场来实现磁研磨的全部研磨过程,工作区域就是在这2块磁极之间。支架是用来固定磁极并连接磁力研磨装置和进给装置的。它的一端连接磁极部分,另一端与能产生径向位移的滑块相连,使产生磁力的磁极可以沿着滑道的方向在径向自由移动。滑块沿轨道的自由移动带动支架做径向移动,从而可以根据需要自由调节磁极的位置,同时分开,同时靠近,或同时向一个方向运动。在支架上,设计安装了具有微调作用的微调手轮。由于磁力研磨过程中,加工间隙对研磨效果有很大的影响。通常情况下,要保证加工间隙在2~3mm。为了保证这一加工间隙,设计了微调手轮。在调整好两磁极间的相对距离后,靠微调手轮来调整工件和磁极间的距离误差,使误差达到最小。 磁力研磨的实际工作区域是在一个开放的磁路中进行的,为了尽可能地减小漏磁的影响,在两磁极之间装有连接架,它是由导磁的材料制成。联结架的作用是最大限度地减少漏磁,使集中在加工区域的磁力线分布更为密集。此结构设计简单,可以满足一般轴类零件的表面抛光处理。如光轴类、管类、阶梯轴和螺纹轴等的外表面抛光。
磨床加工方法
磨床加工方法 工件研磨前应粗洗砂轮,进行工件粗磨 平面加工 平面加工分为粗加工和精加工,粗加工时尺寸预留0.15-0.03mm,精加工尺寸到位. 1.加工前,应把工件毛刺打掉,并测其余量. 一般工件进行对称研磨. 2.研磨第一面时,对刀后应提起0.02mm,走一刀后再下刀研,磨般选择高点对刀. 3.根据工件薄决定研磨量及吸磁大小. 4.如果工件面小且厚,则吸磁力大,进入量可多,钽不能超过0.1mm 5.工件面与厚度比例比较大,则吸满磁,进刀量最多可在0.05mm,否则工件会烧伤出现泡痕. 研磨中要加酒精冷却. 6.工件面与厚度比例非常大,即薄形工,件则视情况而减小磁力,或吸磁后完全退磁.此时进入 量在0.01mm以内,且加酒精冷却.如果有变形,则用虎钳夹住研磨.另砂轮要洗粗一些,且多洗几次砂轮. 7.第二面用同样方法研磨,完成工件粗加工.然后进行精加工.方法同上,但进刀量为 0.002-0.005mm. 8.平面的平面度一般应在0.002mm以内. 9.平面上不能有浪痕,烧伤,不能磨痕错乱. 对刀 一.以工件为准 对刀前首先要洗好砂轮侧壁,底部,确定侧壁,底部洗平. 1.平面对刀,即用砂轮底部对刀. 将砂轮摇至工件表面约1mm处,再用眼睛目视砂轮底部离工件表面有一条缝即可,此时砂轮未运转.摇动工件确定未撞上砂轮.将工件表面涂上色笔,打开砂轮,然后慢慢下刀并摇动手轮,直到漆笔被擦掉,x轴归0. 工件表面研磨过,则直接研磨,未研磨过,则应提起0.02mm后再研磨. 2.侧壁对刀.用砂轮侧壁对刀. 与底部对刀差不多,当有一条缝,后打开砂轮,摇动工件,y 轴慢慢进刀,听声音或看漆笔确定是否对上刀.此种对刀法易损伤工件,且不怎么准,非特殊情况不用. 二.以基准块为准 A 基准块 将基准块放于平台上,并靠挡板上,并敲几下,使之紧贴.用细砂轮侧壁(已洗好)碰A面(基准边),如果A面不平,则可用砂轮磨平,研磨量最多可是0.05mm以内,确定A面以后,归0.基准边设置完成,工件可靠在上面进刀研磨.此方法比在工件上对刀要准,且危险程度小.
说明磁力研磨机简介-磁力抛光机
说明磁力研磨机简介 磁力研磨机是在传统研磨机的不足与缺陷上进行改革创新,使精密五金工件内孔、死角、细小夹缝起到明显较好的抛光研磨去处毛刺的效果。采用磁场力量传导至不锈钢磨针使工件作高频率旋转运动;最终达到精密工件快速去除毛刺,污垢的效果。 产品用途 ● 去除批锋毛边毛刺精密研磨。 ● 金饰业打磨洗净工作。 ● 成品表面抛光处理。 ● 去除氧化薄膜工作。 ● 锈蚀去除处理。 ● 烧结痕迹处理。 适用行业及范围 1.精密冲压零件 2.不锈钢零件,螺丝。 3.镁铝压铸零件 4 .锌铝压铸零件 5.精密弹簧,弹片零件 6.电子,计算机,通信零件 7.走心,走刀,CNC自动车床零件 8.航天,医疗零件 适用于金,银,铜,铝,锌,镁,铁,不锈钢等金属类与硬质塑料等非金属类工件的研磨抛光。如:金银首饰、时尚配饰、电子产品金属制件,手机壳,相机壳,精密螺栓、形状复杂的金属制件、文具配件、仪表仪器配 工作原理 磁力研磨机是利用神奇磁场跳跃的力量传导至不锈钢针、磨针、磨材;产生夹带工件高频率旋转流动、振动、换向翻滚,划过工件表面,早工件内孔,内外牙及表面、凹凸面摩擦,达到清洗、去油垢杂质,去除毛刺、研磨等精密抛光效果。 功能介绍 1、调频:用户可根据自身工件大小来调节抛光机运行速度,批量抛光,效果更佳。 2、正反转控制:用户按照自身需求,设定工件抛光正转为多长时间,反转为多长时间,提高抛光效率。 3、定时关机:根据工件大小,材质的不同,用户可设定工件抛光的时间段,时间到了抛光机自动停止运行,给用户带来更大的方便。 特点性能
1:卓越快速去除工件周边毛刺。包括号细小内孔、管孔、夹缝死角。 2:研磨后的工件不影响原来精度;形状和尺寸都不会有变化。表面粗糙度值可达到Ra0.1- Ra0.01,表面展现光亮金属光泽。 3:时间短。每次处理时间5-20分钟。 4:操作方便简单;工件一次性批量处理,成本极低;无污染;不锈钢针为长久性磨材。 5:轻铁类金属、非铁类金属、硬质塑料等精密零件成品,去除毛边、倒角、抛光、洗净等精密研磨工作一次完成。 6:不规则状零件、孔内、管内、死角、夹缝等皆可研磨加工。 7:加工速度快,操作简易安全,成本低,无须任何耗材。 8:成品加工后绝不变形,绝不损伤表面,绝不影响精度。 9:机种齐全,可设计专用机种。 磁力研磨机与传统研磨机比较 磁力研磨机优点 1、相比其他布轮抛光机等抛光设备,磁力研磨机可批量工件抛光处理,完成抛光后可用筛网批量和钢针分离开来,大大提高工作效率和抛光效果。 2、磁力研磨机针对小五金件,小饰品等死角,内孔处理效果极佳。可达到清除灰尘,去除毛刺,提高产品表面光亮度,这是其他类型抛光设备无法比拟的特点。 3、磁力研磨机操作简单,可一人同时操作多台设备,节省成本。 4、磁力研磨机采用抛光液和钢针,再加上适当自来水来批量抛光工件,不带酸碱性的污水便于处理。 传统研磨机不足与缺陷 1:因为采用石头形状磨料,根本不能做到对内孔,凹凸面、死角、内外螺纹的清洗抛光。只能是表面上的一些处理。 2:研磨抛光时间慢一般要几个小时工作才能完成。 3:成本高,采用石头形状磨料,经过一段时间研磨,需要更换。 4:容易损坏工件,使工件变形,影响精密度 工件使用效果 工件经磁力研磨机处理后表面呈原金属光泽,极具视觉效果;还可释放一部分工件内应力,提高工件机械性能;强化工件表面质量,提高表面性能。 操作方法 调试: 开启机器后,将工件由少倒多放入抛光桶,工件的多少和重量和工件的体型有及到的关系,所以工件慢慢放入到增加,倒工件旋转减慢,但是不可以工件不动,当工件不动旋转时,抛光出来的产品液将不均匀,抛光时间也
细长薄壁不锈钢管内壁磁力研磨技术的研究
细长薄壁不锈钢管内壁磁力研磨技术的研究3 华东船舶工业学院 王 艳 摘 要 分析了磁性磨料磁力研磨的机理,设计并研制了细长薄壁工件内孔研磨装置,通 过不同磁性磨料的研磨对比实验,证明了选择铝镍钴磁钢粉作为磁性磨料时,对奥氏体不锈钢管内壁具有良好的研磨作用;且通过工艺试验找出了各种因素对加工的影响规律。 Abstract In this paper ,Magnetic Abrasive Finishing (MAF )mechanism is analyzed in detail.At the same time ,thin and long tubing internal finishing apparatus is developed by the author.On the one hand ,a series of comparis on experiments using A1NiC o magnetic abrasive particles improve remarkably the in ternal finishing accuracy of austenitic stainless steel tubings.On the other hand ,a lot of technological experiments are made and the effect of each factor on the machining performance during the process in in 2vestigated. 关键词 磁力研磨 不锈钢管 表面粗糙度 1 引言 随着工业的发展,科学技术的进步,对许多产品的精度与性能提出了越来越高的要 3教育部博士学科点专项科研基金资助项目(97024834)收稿日期:1998-11-25 求。特别是近年来在半导体产业、原子能产业、医疗器械产业、航空航天产业等各种高技术产业中,各种电子零部件及光学零部件日益轻薄、短小、精密化,原器件的净化要求越来越高,随之而来的是更高的表面质量及加工精度的要求。普通研磨加工方法虽然能在然后切割浇口、冒口,即可得到完整的铸造零 件,图4所示为应用该技术而获得的齿轮和整 体叶轮铸件。 图4 铸造零件 5 结论 (1)通过工艺分析,明确了激光烧结快速 成形技术应用于精密铸造的工艺路线和突出 的工艺优势。 (2)采用覆膜树脂砂作为主要原料,适当加入环氧聚脂粉作粘结剂,获得了可供激光烧结精密铸造壳型的粉末材料。采用根据零件的CAD 设计直接进行反型烧结的方法,烧结出了精密铸造壳型。 (3)应用激光烧结精密铸造壳型和传统的砂箱铸造相结合的方法,完成了金属零件的精密铸造。 参 考 文 献 1 宫克强主编.特种铸造.北京:机械工业出版社,1982.2 梁光泽编著.实型铸造.上海:上海科学技术出版社,1986. 3 李传拭编著.造型材料新论.北京:机械工业出版社,1992. 4 冯涛,孙建民,宗贵升.用选择性烧结实现快速精密铸造. 中国机械工程,1997(5) 5 郭永卫.快速成形法及应用可能分析.航空精密制造技 术,1998(1) 6 唐亚新等.激光烧结成形及其在精铸中的应用.机械工艺 师,1998(7)