浅析MIMO-OFDM及其关键技术
浅析MIMO-OFDM及其关键技术
摘要:MIMO技术与OFDM技术相结合被视为下一代移动通信中有效对抗频率选择性衰落、提高数据传输数率、增大系统容量的关键技术。本文全面叙述了MIMO 和OFDM技术及其特点,分析了MIMO OFDM技术在无线局域网中的应用,探讨了MIMO OFDM中的关键技术,并展望了其发展前景。
Abstract: MIMO and OFDM were considered as a key technique which will conquer the frequency selected fading,increase the data transmission rate and improve the system capacity in the next generation mobile communication.This paper described MIMO and OFDM with its characteristics, analyzed the application of MIMO-OFDM in WLAN, investigated the key technology in MIMO-OFDM. What’s more, the rest of this paper prospected the future of MIMO-OFDM.
关键字:MIMO;OFDM;空时编码;信道估计; 4G
一. 引言
新一代移动通信(Beyond 3G/4G)将可以提供高达100Mb/s甚至更高数据传输速率,支持从语音到多媒体的业务。数据传输速率可以根据这些业务所需的速率不同动态调整。新一代移动通信的另一个特点是低成本。这样在有限的频谱资源上实现高速率和大容量,需要频谱效率极高的技术。MIMO技术充分开发空间资源,利用多个天线实现多发多收,在不需要增加频谱资源和天线发送功率的情况下,可以成倍地提高信道容量。OFDM技术是多载波传输的一种,其多载波之间相互正交,可以高效地利用频谱资源。将二者有效的结合起来已成为下一代移动通信技术的热点。
二. MIMO-OFDM技术原理和特点
1. OFDM技术
1.1 OFDM技术原理
多径散射是产生频率选择性衰落之源。面向频率选择性信道的信息传输技术
的研究是宽带移动通信中最具有挑战性的工作之一。在第三代移动通信系统中,
采用码分多址(CDMA)技术来处理多径问题,以获得多径分集增益。然而在该
体制中,多径干扰和多用户干扰始终并存。虽然在理论上采用多用户检测(MUD)
的办法能够完全分离各个用户的信号,分解多址干扰和多径干扰,但在用户数较多的情况下,实现多用户检测是非常困难的。
OFDM是一种高频谱利用率的并行传输技术,其思想是使用多个并行的子载波传输数据,并使相邻子载波间隔等于一个子载波的带宽,子载波之间相互正交。在理想情况下,接收端可以利用子载波之间的正交性,互不干扰地对各子载波进行解调。由于频谱重叠,OFDM系统的频谱利用率提高幅度与一般的频分复用相比几乎达到一倍。OFDM传输技术与单载波系统相比最大的优势在于它适配于频率选择性衰落信道。在接收端,经过无线信道后的OFDM信号各子信道间保持了原有的正交性,信道干扰的影响简化为一个复传输常数与一个子信道所传输的信号相乘。因此,对信号进行均衡变得很简单,但在传统的相同带宽的单载波系统中实现这种均衡是非常困难的。
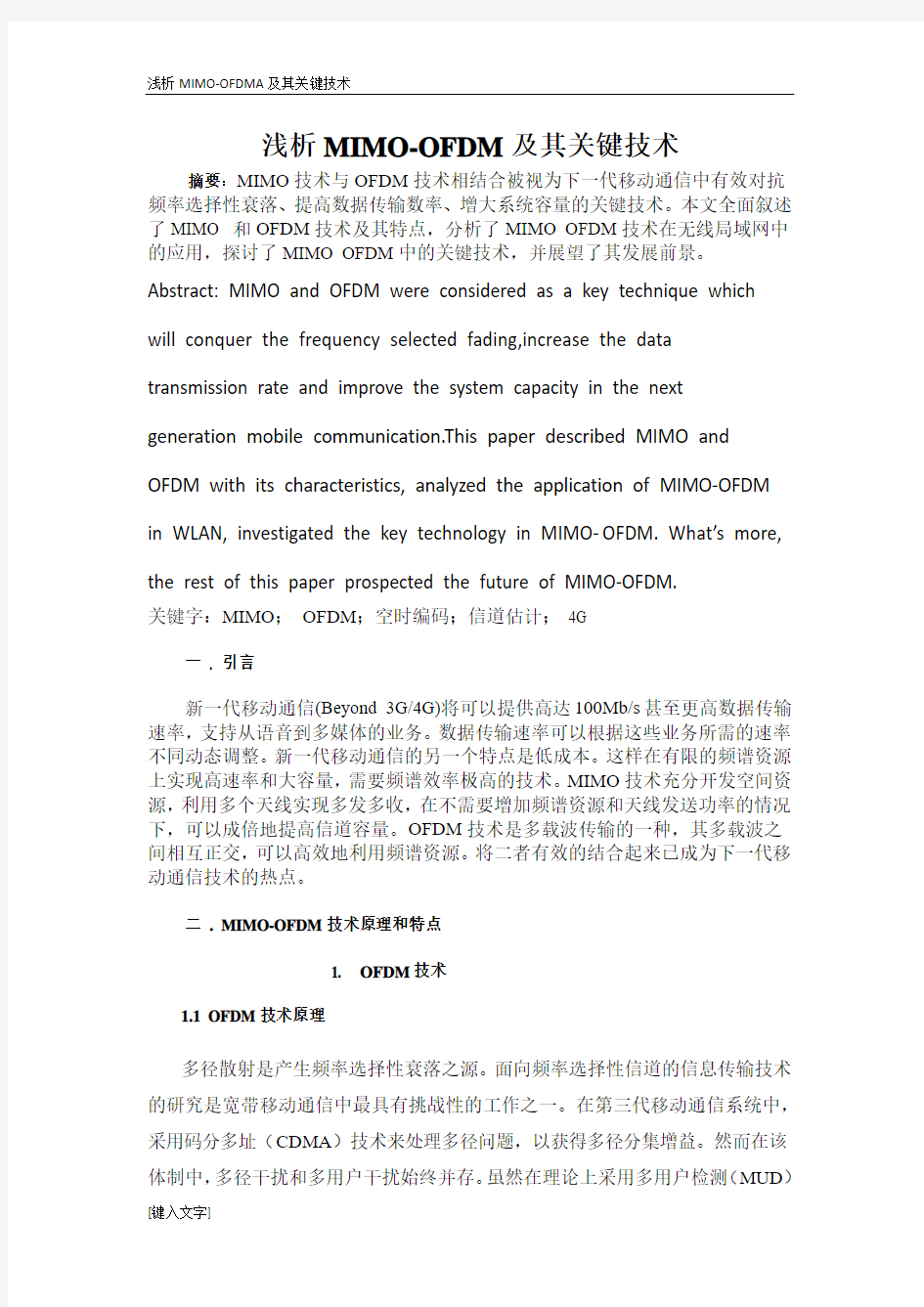
图1 OFDM系统框图
信源出来的数据流经过前向纠错编码后进入调制单元。常用的纠错编码方式是:RS码+符号交织+卷积码+比特交织。纠错编码后的数据流经过QPSK、QAM等方式的调制后,插入导频(主要进行信道估计或者用于同步),经过串并转换,被分为N路子数据流,分别对应OFDM调制的N个子信道。然后进行IFFT 变换,并串转换后添加循环前缀CP,经天线发射出去。接收端则进行相反的过程。
1.2 OFDM技术特点
OFDM技术优点
①OFDM将频率选择性信道划分为一组平衰落的子信道并行传输数据,从而有效地减小了信道时延扩展的影响,而且当循环前缀的长度大于信道最大时延扩展时,接收机中可以不采用均衡器。
②OFDM的各子载波信道的频谱相互重叠,且每个子信道频域响应的峰值点恰为其它子信道频域响应的零点,因而既保证了子载波的正交性,也充分利用了频谱资源。
③可利用FFT/IFFT快速高效的实现调制解调。
④可以根据信道特性自适应地进行各子载波上的功率分配以及选择不同的调制方式,充分利用条件好的子信道以提高系统性能。
OFDM技术缺点
①与单载波系统相比,OFDM对频率偏差更加敏感。无线信道的时变性造成的多普勒频移,或者发射机和接收机本地振荡器的频率偏差都会破坏子载波的正交性,从而导致ICI。
②OFDM存在较高的峰值平均功率比,这是由于OFDM的输出信号由多个子信道上的信号叠加而成,当这些信号的相位一致时,输出信号的瞬时功率会远远大于平均功率。高峰均比对发射机内的线性放大器提出了很高的要求,如果放大器的动态范围不能满足信号幅度的变化,就会造成信号波形和频谱的畸变,因而破坏子载波的正交性。
1.3 OFDM仿真
1.3.1仿真流程如下:
1.3.2 仿真结果:
-80-60-40-20020406080
00.05
0.1
0.15
0.20.25
-60-40-200204060
-20-15
-10
-5
5
10
15
20
Received OFDM signal spectrum
-60-40-200204060
-2-1.5
-1
-0.5
0.5
1
1.5
2
Transmitted OFDM signal spectrum
2. MIMO(多输入多输出)技术
多入多出(MIMO)技术是无线通信领域智能天线技术的重大突破。MIMO技
术能在不增加带宽的情况下成倍地提高通信系统的容量和频谱利用率。普遍认为,MIMO将是新一代无线通信系统必须采用的关键技术。
在室内,电磁环境较为复杂,多经效应、频率选择性衰落和其他干扰源的存在使得实现无线信道的高速数据传输比有线信道困难。多径效应会引起衰落,因而被视为有害因素。然而研究结果表明,对于MIM0系统来说,多径效应可以
作为一个有利因素加以利用。通常,多径要引起衰落,因而被视为有害因素。MIMO系统在发射端和接收端均采用多天线(或阵列天线)和多通道。MIMO的多入多出是针对多径无线信道来说的。传输信息流S(k)经过空时编码形成N个信
息子流Ci(k),i=1,……,N。这N个子流由N个天线发射出去,经空间信道后由M个接收天线接收。多天线接收机利用先进的空时编码处理能够分开并解码
这些数据子流,从而实现最佳的处理。
特别是,这N个子流同时发送到信道,各发射信号占用同一频带,因而并未增加带宽。若各发射接收天线间的通道响应独立,则MIMO系统可以创造多个
并行空间信道。通过这些并行空间信道独立地传输信息,数据率必然可以提高。
MIMO将多径无线信道与发射、接收视为一个整体进行优化,从而可实现高的通信容量和频谱利用率。这是一种近于最优的空域时域联合的分集和干扰对消处理。
图2为N根发射天线N根接收天线的MIMO系统框图
系统容量是表征通信系统的最重要标志之一,表示了通信系统最大传输率。对于发射天线数为N,接收天线数为M的多入多出(MIMO)系统,假定信道
为独立的瑞利衰落信道,并设N、M很大,则信道容量C近似为公式(1)
C=[min(M,N)]Blog2(ρ/2)
其中B 为信号带宽,ρ为接收端平均信噪比,min (M ,N )为M ,N 的较小者。上式表明,功率和带宽固定时,MIMO 的最大容量或容量上限随最小天线数的增加而线性增加。而在同样条件下,在接收端或发射端采用多天线或天线阵列的普通智能天线系统,其容量仅随天线数的对数增加而增加。因此,MIMO 技术对于提高无线局域网的容量具有极大的潜力。
MIMO 信道容量C 和SNR 的关系仿真:
3.MIMO 与OFDM 结合的必要性和简介
从以上分析我们可以看出MIMO 和OFDM 在各自的应用领域有各自的优点,MIMO 系统可以抗多径衰落,但对于频率选择性衰落,MIMO 仍是无能为力,现在一般采用均衡技术来解决MIMO 系统中的频率选择性衰落。还有一种就是OFDM 技术,OFDM 被认为是下一代移动通信中的核心技术。4G 需要高的频谱利用率的技术,但OFDM 提高频谱利用率的能力毕竟有限。如果结合MIMO 技术,可以在不增加系统带宽的情况下提高频谱效率。MIMO+OFDM 技术可以提供更高的数据传输速率,又可以通过分集达到很强的可靠性,如果把合适的数字信号处理技术应用到MIMO+OFDM 系统中能更好的增强系统的稳定性。另外,OFDM 由于码率低和加入了时间保护间隔而具有很强的抗多径干扰能力。多径时延小于保护间隔使系统不受码间干扰的影响。这样就可以使单频网络使用宽带OFDM 系统依靠MIMO 技术消除阴影效应。
MIMO-OFDM 技术是通过在OFDM 传输系统中采用阵列天线实现空间分集,提高了信号质量,是联合OFDM 和MIMO 而得到的一种新技术。它利用了时间、频率和空间三种分集技术,使无线系统对噪声、干扰、多径的容限大大增加。 可以看出,MIMO-OFDM 系统有Nt 个发送天线,Nr 个接收天线,在发送端和接收端各设置多重天线,可以提供空间分集效应,克服电波衰落的不良影响。这是因为安排恰当的多副天线提供多个空间信道,不会全部同时衰落。输入的比特流经串并变换分为多个分支,每个分支都进行OFDM 处理,即经过编码、交织、
0510152025
3035404550
SNR C
QAM映射、插入导频信号、IDFT变换、加循环前缀等过程,再经天线发送到无线信道中;接收端进行与发射端相反的信号处理过程,例如:去除循环前缀、DFT变换、解码等等,同时进行信道估计、定时、同步、MIMO检测等技术,来完全恢复原来的比特流。
4. MIMO+OFDM中的关键技术
4.1 MIMO-OFDM系统模型
MIMO-OFDM系统模型如图3所示
图3 MIMO-OFDM发射端的简明方框图
(1)发射端:信源的比特流经前向纠错编码交织后映射到数字解调器的星座图上,再进入OFDM编码器进行编码。然后输出的符号流相互平行地传输,每一个符号流对应指定的发射天线,并且它们的发射过程是一样的。首先根据导频模型插入导频符号,然后频域内的符号流经FFT反变换成OFDM符号流。每个OFDM符号前加一个循环前缀以减弱信道延迟扩展的影响,每个时隙前加前缀用以定时,最后数据帧经IF/RF器件发射出去。如图3所示。
图4 MIMO-OFDM接收端的简明方框图
(2)接收端:接收天线接收来自IF/RF的符号流首先进行同步,包括粗略的频率同步和前缀辅助定时。然后从接收到的符号流中提取出前缀码和循环前缀码,接下来通过FFT变换解调剩下的OFDM符号。在频域内,从解调后的OFDM符号中提取频率导频。然后通过精细的频率同步和定时,准确的提取出导频和数据符号。从所有接收天线中提取出的频率导频是用作信道估计的。这个受信道估计的矩阵辅助MIMO解码器对OFDM符号的解码。最后,经解码后的符号流被发送到接收器。
4.2 同步
对于MIMO-OFDM系统的同步问题涉及前导序列的设计,时间和频率同步,以及信号检测技术等方面。一般来说,在MIMO OFDM系统在下行和上行链路传播之间都存在同步时隙,用于实施相位和频率对齐。并且实施频率偏差估计。时隙可按以下方式构成:在偶数序号的子载波上发送数据和训练符号,而在奇数序号的子载波上设置为零。这样经过IFFT变化后得到的时域信号就会被重复,有利于信号的检测。
4.3 信道估计
MIMO-OFDM是一种能够提高速率和增大系统容量的技术。为了提高速率,接收端需要获得精确的信道状态信息。然而对于OFDM系统,不同的信号同时从不同的天线发射出去,接收的信号是这些信号的重叠,这就给信道估计带来了困难。至于导频形式,MIMO OFDM系统有三种信道估计算法,分别是基于分散导频、正交导频、分组导频。相比较而言,第一种算法广泛应用于快衰落和频率选择性衰落信道中。因此,下面我们主要介绍这种方法:
(1)导频形式
发射天线的导频形式设计如下:时域内的导频间隔满足抽样定理。根据带有导频的邻近的OFDM符号的信道估计,通过时域插入的方法来估计不带导频的OFDM符号的信道频率响应(CFR)。在MIMO-OFDM信道估计算法中是这样描述的:频域内,导频间隔应满足以下的不等式:
FFTsize/PSF.M>Maximum Delay (1)
其中PSF指的是频域内的导频间隔,Maximum Delay是指在抽样的单位时间内,发射端和接收端之间的多径信道的最大延迟。
(2)MIMO-OFDM的信道估计
我们仅仅考虑频域内的信道估计。一对发射和接收天线之间的多径信道的CFR估计算法如下步骤所示:
◆接收到的导频序列乘上发射天线中导频序列的变换序列,就得到了基于导频的CFR序列。
◆基于导频对CFR序列作FFT反变换,然后得到信道脉冲响应(CIR)序列。
◆把这个CIR序列分成相等的M段(M就是发射天线的数目)。这样每一段就是一对收发天线的被估计的CIR。因此每一段经填零后再作IFFT变换(点数和FFT一样),这样就得到了所有天线的估计。
4.4 MIMO空时处理技术
目前,MIMO的空时处理技术分为典型的两类:速率最大化和多样最大化。目前它们也正朝着统一融合的方向发展。
(1)空间复用
空间复用是指在一定的差错率下,通过不同的天线尽可能多的在空间信道上传输相互独立的数据。现在主要有四种空间复用技术:对角BLAST(贝尔实验室分层空时)、水平BLAST、正交BLAST和TURBO BLAST。其中正交BLAST
由于执行起来较简单是最为看好的一种方法。
(2)空时编码
目前主要有两种空时编码技术:空时分组码(STBC)和空时格栅编码(STTC)。空时格栅编码建立了空域和时域中信号的内在联系,可以获得高的分集增益,除此之外,还能获得大量的编码增益。但是随着调制星座的大小和状态数的增加,以及编码长度的增加,译码的复杂性也增大。而STBC基于正交性的设计,可以获得更大的分集增益同时也降低了译码的复杂度,因此STBC是目前最广泛的应用。著名的Alamouti编码就是STBC的一个特例,它采用两根发射天线,空频分组码(SFBC)也是基于STC的基础上的,STBC设计的前提是假设信道是快衰落的,因此时间或频率选择性信道将降低STBC和SFBC的性能。根据信道是时间选择性信道还是频率选择性信道来选择应用STBC或SFBC。不管信道的时延扩展如何,当且仅当信道在时域内是慢变化的,而且终端慢速移动时,我们才使用STBC。相似的,不管终端的移动速度如何,当且仅当信道在频域内是慢变化的而且信道延迟扩展较小时,我们才使用SFBC。如何构造性能更好,而且译码简单的空时编码也是目前的一个研究热点。
4.5 纠错编码技术
信道编码在现代数字通信中无疑扮演着重要的角色。一种合理的编码方案总是和特定的通信系统的要求联系在一起的。GSM系统提供的是低比特率的语音服务和一些数据服务,在一些重要的比特上结合使用分组码和卷积码。第三代移动通信系统则要求有更大的系统容量和更灵活的高速率、多速率的数据传输,除了卷积码外还首次采用了Turbo码。在未来的4G系统中Turbo码和LDPC码(低密度奇偶校验码)是前向纠错编码方案的研究热点。
4.6 自适应调制和编码技术(AMC)
时变的无线信道条件和时变的系统容量是无线移动通信系统的两个重要的特点。未来的系统要求提供大动态范围内的数据速率,在实际应用的频谱范围内,为了满足这种要求,提高频谱利用率,降低发射功率的需求,必须采用自适应调制和编码技术。AMC是一种信息速率调整技术,现在应用于HSPDA和
IEEE802.16中。
AMC所遵循的原则是:服从系统限制的条件,基于信道条件的瞬时变化来改变调制和编码的方式。对于一个AMC系统来说,靠近小区中心的用户采用的是高速率调制和编码。相反,靠近小区边缘的用户采用较低速率的调制和编码。
AMC的执行也有一些困难,首先,AMC对信道的差错和延迟的测量很灵敏。为了选择合适的调制方法,必须考虑信道的质量性能。如果对信道的估计有错就有可能选择了错的速率,或是发射功率过大,浪费了系统的容量,或是发射功率过低,提高了分组的差错率。有关信道测量报告的延迟也会减少信道质量估计的可靠性,而且接口的变化也会增加测量的错误。
三. 结论
MIMO技术和OFDM技术在各自的领域都发挥了巨大的作用,今日将MIMO 与OFDM相结合,并应用到下一代移动通信中,是无线通信的一个研究热点。势必将使下一代移动通信向着更高速率、更大容量、更好性能的方向发展,在人们的日常生活中起到越来越重要的作用。
四. 参考文献
[1]《下一代宽带无线通信OFDM与MIMO技术》周恩、张兴、吕召彪人民邮电出
版社(2008-05出版)
[2]《宽带无线通信OFDM技术(第2版)》王文博、郑侃人民邮电出版社(2007-08
出版)
[3]《OFDM关键技术与应用》汪裕民机械工业出版社(2007-01出版)
[4]《MIMO相关技术与应用》刘鸣机械工业(2007-01出版)
[5]《MIMO通信系统编码》多曼(DumanT olga M)、格拉耶布(Ghrayeb Ali)、艾渤、唐世刚电子工业出版社(2008-09出版)
高速切削
1. 论述高速切削的特点。 材料去除率高,切削力较小,工件热变形小,工艺系统振动小,可加工各种难加工材料,可实现绿色制造,简化加工工艺流程。高速切削追求高转速、中切深、快进给、多行程的加工工艺,高速切削加工可大大降低加工表面粗糙度,加工表面质量可提高1~2等级。加快产品开发周期,大大降低制造成本。 2.阐述高速切削技术研究体系、关键技术。 数控高速切削加工技术是建立在机床结构与材料、高速主轴系统、高性能CNC控制系统、快速进给系统、高性能刀具材料、数控高速切削加工工艺、高效高精度测试技术等许多相关的软件和硬件技术基础之上的一项复杂的系统工程,是将各单元技术集成的一项综合技术。关键技术:高速切削机理;高速切削刀具技术;高速切削机床技术;高速切削工艺技术;高速加工的测试技术。 3.阐述高速切削发展趋势。 机床结构将会具有更高的刚度和抗振性,使在高转速和高级给情况下刀具具有更长的寿命;将会用完全考虑高速要求的新设计概念来设计机床;在提高机床进给速度的同时保持机床精度;快换主轴;高、低速度的主轴共存;改善轴承技术;改进刀具和主轴的接触条件;更好的动平衡;高速冷却系统。(新一代高速大功率机床的开发和研制;新一代抗热振性好、耐磨性好、寿命长的刀具材料的研制及适宜于高速切削的刀具结构的研究;进一步拓宽高速切削工件材料及其高速切削工艺范围;高速切削机理的深入研究;高速切削动态特性及稳定性的研究;开发适用于高速切削加工状态的监控技术;建立高速切削数据库,开发适于高速切削加工的编程技术以进一步推广高速切削加工技术;基于高速切削工艺,开发推广干式(准干式)切削绿色制造技术;基于高速切削,开发推广高能加工技术) 4结合典型工件材料和加工工艺方法,讨论高速切削的速度范围。 (1)根据工件材料:刚才380m/min以上、铸铁700m/min以上、铜材1000m/min以上、铝材1100m/min以上、塑料1150m/min以上时,认为是合适的速度范围。(2)根据加工工艺方法:车削700~7000m/min,铣削300~6000m/min,钻削200~1100m/min,磨削5000~10000m/min,认为是合适的速度范围。 5讨论高速切削加工的切削力变化规律。 (1)切削用量对切削力的影响:背吃刀量ap增大,切削力成正比增加,背向力和进给力近似成正比增加。进给量f增大,切削力与增大,但切削力的增大与f不成正比(75%)(2)工件材料对切削力的影响:较大的因素主要是工件材料的强度、硬度和塑性。a材料的强度、
优质稻绿色生产关键技术指导意见
附件1 优质稻绿色生产关键技术指导意见 湖南省水稻产业技术体系 本技术是从品种选配入手,即早稻种植用于加工的优质专用稻品种,中、晚稻种植高档优质品种,生产更多的优质食用大米,以满足人们日益增长消费需求。本技术适宜于全省推广应用。 一、品种选择、布局、搭配 (一)早稻专用稻品种选择。要紧扣市场需求选择宜种适销的专用稻品种,一般以当地龙头企业的订单为主。 1.米粉专用稻品种直链淀粉含量主要在20-26%之间,碱消值在5-7之间,适合加工。 2.饲料加工专用稻品种糙米率大于79%、粗蛋白质含量大于10%。 3.糖浆加工专用稻品种大米总淀粉含量大于72%、蛋白质含量小于7%。 (二)中晚稻高档优优稻品种选择。选用丰产性和抗逆性强,经省农业农村厅评审的米质达国标二等优质米标准以上优质稻品种。 (三)生产布局。优质稻生产区域内统一布局,统一品种、统一播种、统一移栽,减少桥梁田,避免插花种植,减少病虫害危害。 (四)双季稻搭配要求。主要是指要根据早稻生育期和收获期选配生育期适合的优质晚稻品种,确保晚稻安全齐穗。 二、播种移栽 (一)种子处理 —3—
种子播种前进行种子处理,确保一次播种保全苗。 1.进行种子发芽试验。要求发芽率达85%以上。 2.晒种。抢晴天晒种半天。 3.浸种消毒。先用盐水清除干瘪或空壳等杂质,再用25%咪鲜胺1000倍浸泡消毒。 4.催芽。催芽时适宜温度为25-30℃,以90%种子破胸露白为宜。 5.带药备播。催芽露白时,用35%噻虫嗪FS 10倍+20%溴氰虫酰胺OD 10倍拌种,拌后摊开4-12小时,然后准备播种。 (二)播种和秧田管理 1.播种期。早稻3月中下旬播种,中稻4月20-25日播种,一季晚稻5月20-30日播种,晚稻6月10-20日播种,生育期较长的特迟熟品种按品种要求适当提前。 2.大田用种量。早稻常规稻5-6千克/亩,杂交稻2-2.5千克/亩。中晚稻常规稻2-2.5千克/亩,杂交稻1-1.5千克/亩。 3.湿润育秧每亩大田用苗床65-75平方米,稀播培育壮秧;硬盘机插秧每亩大田苗床15平方米,580毫米×215毫米硬盘30-45个/亩,双季晚稻和常规稻适当增加,建议每亩另准备补秧的盘育抛秧5-10盘。有条件的地区推广印刷播种场地无盘育秧。 4.秧田管理。早稻按保温育秧要求进行田间管理。中晚稻秧苗1叶1心期喷“烯效唑”或“多效唑”(按使用说明施用),以控长促蘖,培育壮秧。3叶期左右和移栽(5叶期左右)前防治病虫害,做到带药下大田,力争培育出生长均匀一致的带蘖壮秧。 (三)移栽 —4—
超高速切削技术的发展现状及趋势
数控技术结课论文 题目: 超高速切削技术的发展现状及趋势 学 部 信息科学与工程学部 学科门类 工学 专 业 XXXXXX 学 号 XXXXXXXXXX 姓 名 XXXXXX 指导教师 XXXX 20XX 年XX 月XX 日 装 订 线 河北大学工商学院
超高速切削技术的发展现状及趋势 摘要 当前机械制造业领域中先进制造技术的应用越来越广泛而深入,超高速加工技术作为先进制造技术的重要组成部分,也已被积极地推广使用。本文主要针对于先进制造技术中超高速切削这一方面做了广泛的调查研究,阐述了什么是超高速切削技术以及超高速切削技术的发展现状,并对超高速切削技术在国内和国外的发展做了具体仔细的分析比较,就超高速切削技术的未来发展趋势做了简明的分析。 关键词:先进制造;高速切削;数控机床;发展现状 The present status and development trend of high speed cutting technology ABSTRACT Application of the current field in mechanical manufacturing industry and advanced manufacturing technology more widely and deeply, ultra high speed cutting technology is an important part of advanced manufacturing technology, has also been actively promoting the use of. In this paper, aiming at the super advanced manufacturing technology of high speed cutting this has done extensive research, mainly expounds what is ultra high speed cutting technology and the high speed cutting technology development status, and make a specific careful analysis on the two aspects of high speed cutting tool and the high speed cutting technology of high speed cutting technology, the future development trend ultra high speed cutting technology has made the concise analysis. Key words:Advanced manufacturing;High speed cutting;CNC machine tool;Development Status
绿色制造的研究现状及几个战略问题
摘要:绿色制造是一个综合考虑环境影响和资源消耗的现代制造模式,其目标是使得产品从设计,制造,包装,运输和使用到报废处理的整个生命周期中,对环境负面影响最小,资源利用率最高,并使企业经济效益和社会效益协调化。综述了绿色制造国内外研究现状,指出绿色制造的研究正在全球制造业兴起,分析和总结了绿色制造研究的阶段特点:然后论述了绿色制造未来发展战略问题,包括绿色制造认识问题,完整理论体系实用技术体系,社会法律,标准及金融体系,绿色制造人才战略。 关键词:绿色制造资源环境现状战略
Abstract: Green manufacturing (GM) is a modern manufacturing mode integrating environmental impacts and resource consumption, with its ultimate goal of minimizing environmental impacts and maximizing resource utilization ratio during product life cycle, which includes design, processing, packaging, transportation, usage, and disposal of discarded products, and harmonizing economic and social benefits. The state-of-art of GM is reviewed to show that GM has become a hot issue both in the academy and the industry. Furthermore, the phase attributions of GM are analyzed and summarized from five aspects. Finally, the development strategies in the future are discussed from four points, including the enterprise understanding of green manufacturing, theory system establishment, practical technology system development, social law and finance system, education of green manufacturing. Key words: Green manufacturing Resource Environment State-of-art Strategies
绿色制造技术
绿色制造技术 自70年代以来,全球掀起了一场空前壮阔的绿色革命,它从经济到政治,从观念到行为,对整个世界和人类生活产生了巨大的冲击和影响。“建立一个可持续发展的社会”,正成为21世纪全球性社会改革浪潮的一个重要主题。1992年联合国在巴西里约热内卢召开的环境与发展会议发表了《21世纪议程》,提出了全球可持续发展的战略框架。随后,中国政府向全世界推出《中国21世纪议程》,把可持续发展战略列为国家发展战略。《21世纪议程》指出:“地球所面临的最严重的问题之一,就是不适当的消费和生产模式,导致环境恶化、贫困加剧和各国的发展失衡。若想达到合理的发展,则需要提高生产的效率并改变消费,以最高限度地利用资源和最低限度地产生废弃物。”可持续发展战略的提出,使我国企业界面临挑战和机遇并存的局面。它要求企业顺应可持续发展的全球性潮流。然而,对于制造业来讲,一方面,在工业发展史上,制造业以其绝对的优势奠定了其在工业上的基础地位。另一方面,在目前的技术水平及观念模式下,由制造业所带来的各种问题也日益显露。其中十分突出的一项就是对于环境的威胁,现代科学技术日新月异使人类逐步摆脱贫穷,同时亦使人类陷入日益恶劣的自然环境中。“回归自然”已成为人类的共同心声。在当今时代,绿色环境保护运动的兴起,浸染了现代科学技术,也蕴育了绿色制造技术。 众所周知,制造业是将可用资源(包括能源)通过制造过程,转化为可供人们使用和应用的工业品和生活消费品的产业。20世纪80年代,特别是80年代后期以来,世界制造业市场竞争不断加剧,给企业带来了越来越大的压力,迫使企业纷纷寻求有效方法:一方面加速技术进步的步伐,促使现代制造过程的组织发生重大的变化,其目的在于使企业能适应市场的需要和变化,以最快的速度设计和生产出高质量的产品,并以最低的成本和合理的价格参与市场竞争。另一方面,制造业在生存和竞争的同时,又不断消耗资源,产生废弃物,造成环境污染,使得环境问题日益恶化,并正在对人类的生存与发展造成严重威胁。制造业是环境污染的主要源头,因此,如何使制造业尽可能较少地产生环境污染是当前环境问题研究的一个重要方面。于是绿色制造(Green Manufacturing)这一全新的概念便产生了。 绿色制造技术的内容:绿色制造系统的特征目标是追求废弃物最少和环境污染最小,而决定此两个目标的根本因素是资源流。影响制造系统的资源流的因素是多种多样的,因而决定了实施绿色制造涉及的问题和途径是多方面的,归纳起来,绿色制造技术从内容上应包括“五绿”,即绿色设计、绿色材料、绿色工艺、绿色包装和绿色处理等五个方面。在绿色制造实施问题中,绿色设计是关键。比如,Boothroyd在Ford汽车公司发表的报告中指出,尽管设计费用仅占产品全部成本的5%左右,但却决定了80~90%的产品生命周期的全部消耗。 绿色设计是在产品及其寿命的全过程的设计中,充分考虑对资源和环境的影响,在充分考虑产品的性能、质量、开发周期和成本的同时,优化各有关设计因素,使得产品及其制造过程对环境的总体负影响减到最小。绿色设计又称为面向环境的设计DEE(Design for the Environment)。 面向环境的产品设计应包括的内容很广泛,像材料的选择、产品的包装方案设计等环节,考虑这些环节对资源消耗和环境的影响甚大,应把它们单独作为面向环境设计问题的一个子项加以考虑。其中,面向环境的产品方案设计一般是指涉及产品原理、方法、总体布局、产品类型、包装运输等方面的选择和设计。面向环境的产品结构设计的主要目标是采用尽可能合理和优化的结构(包括有利于包装运输和良好的人机工程的结构),以减少资源消耗和浪费,从而减少对环境的负面影响,面向环境的产品包装设计方案,就是要从环境保护的角度出发,优化产品的包装方案(从包装材料的选取、包装制品的制造到包装制品的回收处理及包装成本等的优化),使得资源消耗和环境负影响最小。 绿色制造技术的特点:绿色制造是一个综合考虑环境影响和资源效益的现代化制造模式,其.
高速切削及其关键技术
高速切削及其关键技术 摘要 自20世纪30年代德国 Carl Salomon博士首次提出高速切削概念以来,经过50年代的机理与可行性研究,70年代的工艺技术研究,80年代全面系统的高速切削技术研究,到90年代初,高速切削技术开始进入实用化,到90年代后期,商品化高速切削机床大量涌现,21世纪初,高速切削技术在工业发达国家得到普遍应用,正成为切削加工的主流技术。 根据1992年国际生产工程研究会(CIRP)年会主题报告的定义,高速切削通常指切削速度超过传统切削速度5-10倍的切削加工。因此,根据加工材料的不同和加工方式的不同,高速切削的切削速度范围也不同。高速切削包括高速铣削、高速车削、高速钻孔与高速车铣等,但绝大部分应用是高速铣削。目前,加工铝合金已达到2000-7500m/min;钛合金达150-1000m/min;纤维增强塑料为2000-9000m/min。 高速切削是一项系统技术,企业必须根据产品的材料和结构特点,购置合适的高速切削机床,选择合适的切削刀具,采用最佳的切削工艺,以达到理想的高速加工效果。高速切削是一项先进的、正在发展的综合技术,必须将高性能的高速切削机床、与工件材料相适应的刀具和对于具体加工对象最佳的加工工艺技术相结合,充分发挥高速切削技术的优势。 高速切削技术已成为切削加工的主流和先进制造技术的一个重要发展方向。高速切削较之常规切削是一种创新的加工工艺和加工理念。本文分析了高速切削技术的特点,研究了高速切削的关键技术:机床技术、刀具技术和工艺技术,介绍了高速切削技术在航空航天和汽车制造等领域的发展及应用。 关键词:高速切削;机床;刀具;切削工艺
高速切削加工技术
高速切削加工技术 在现代机械切削加工技术中,高速切削正在越来越多地被人提及,其技术已开始被使用,随之而来的,首先是高速机床,那么,高速切削与传统切削技术究竟有什么不同? 其实现的条件是什么? 实现它有哪些益处? 其适用性怎么样呢? 本文将试图回答这些问题,并且尽可能结合目前在世界上居领先水平的瑞士MIKRON公司的机床的结构、特点来分析,用它同目前国内仍在普遍应用的传统的加工方法和切削理论相比较,促进高新技术在国内的应用和普及。 缩短加工时的切削与非切削时间,对于复杂形状和难加工材料及高硬度材料减少加工工序,最大限度地实现产品的高精度和高质量,是我们提高劳动生产率、实现经济性生产的一个重要的目标。有人认为,一提高速加工,就是主轴转速要几万转;只要主轴转速一达到几万转,就可以实现高速切削,这其实是不全面的。 随着科学技术的发展,现代机床已经具备了下面的条件,也只有具备这些条件,才会使得高速切削成为可能。 1.机电一体化的主轴,即所谓电主轴。现代化的主轴是电机与主轴有机地结合成一体,采用电子传感器来控制温度,自有的水冷或油冷循环系统,使得主轴在高速下成为“恒温”;又由于使用油雾润滑、混合陶瓷轴承等新技术,使得主轴可以免维护、长寿命、高精度。由于采用了机电一体化的主轴,减去了皮带轮、齿轮箱等中间环节,其主轴转速就可以轻而易举地达到0~42000r/min,甚至更高。不仅如此,由于结构简化,造价下降,精度和可*性提高,甚至机床的成本也下降了。噪声、振动源消除,主轴自身的热源也消除了。MIKRON公司便采用了本集团“STEP-TEC”公司生产的电主轴,这种电主轴采用了其特别的、最先进的矢量式闭环控制、高动平衡的主轴结构、油雾润滑的混合陶瓷轴承,可以随室温调整的温度控制系统,确保主轴在全部工作时间内温度衡定。 何为矢量式闭环控制呢?其实就是借助数/模转换,将交流异步电动机的电量值变换为直流电模型,这样,既可实现用无电刷的交流电机来实现直流电机的优点,即在低转速时,保持全额扭矩,功率全额输出,主轴电机快速起动和制动。以UCP710机床切削45#钢为例,用STEP-TEC 的主轴铣削,铣刀直径?63mm, 主轴转速为1770r/min,金切量为540cm3/min;在无底孔钻孔时,钻头直径?50mm, 转速1350r/min,可一次钻出,而无需常用的先打中心孔,而后钻孔再扩孔的方法。 2.机床普遍采用了线性的滚动导轨,代替过去的滑动导轨,其移动速度、摩擦阻力、动态响应,甚至阻尼效果都发生了质的改变。用手一推就可以将几百公斤甚至上千公斤的重工作台推动。其特有的双V型结构,大大提高了机床的抗扭能力;同时,由于磨损近乎为零,导轨的精度寿命较之过去提高几倍。又因为配合使用了数字伺服驱动电机,其进给和快速移动速度已经从过去最高的6m/min,提高到了现在的20~60m/min,MIKRON公司的最新型机床使用线性电机,进给和快移速度可达80m/min。 3.目前最先进的数控系统已经可以同时控制8根以上的轴,实现五轴五联动,甚至六轴五联动,多个CPU,数据块的处理时间不超过0.4ms;同时,均配置功能强大的后置处理软件,运算速度快,仿真能力强且具备程序运行中的“前视”功能,随时干预,随时修改。外接插口,数据传输速度快,甚至可以与以太网直联;加上全闭环的测量系统,配合使用数字伺服驱动技术,机床的线性移动可以实现1~2g的加速和减速运动。 4.机床床身结构进一步优化,现代机床均采用落地式床身,整体铸铁结构,龙门式框架的主轴立柱,尽可能由主轴部件来实现二轴甚至三轴的线性移动,考虑到刀具重量的变化极小,这样,在工件乃至工作台不进行快速线性移动的情况下,机床快速线性移动的部件的重量近乎常量,因此,更容易实现快速加速和减速情况下的运动惯量及实现动态平衡,减少由于动态冲击所带来的
绿色制造技术及其发展趋势
绿色制造技术及其发展趋势 李海胜 海南省高级技工学校 海南省 海口市 571100 摘要:绿色制造是人类社会可持续发展战略在现代制造业中的体现,绿色制造技术的发展为人类社会发展起着非常重要的作用。本文阐述了绿色制造的概念和特点,介绍了绿色制造的相关技术和关键技术,并展望绿色制造技术的发展动态及趋势。 关键词:绿色制造发展趋势 环境、资源、人口是当今世界面临的三大主要问题, 日趋严重的生态问题对人类的生存与发展构成严重威胁。制造业在将制造资源转变为产品以及产品的使用和处理过程中, 产生的废弃物是污染环境的主要根源。有效地控制制造业产生的环境污染是当前制造科学亟需解决的问题【1】。传统的环境治理方法是终端治理,全球生态环境恶化的现实证明,这种治理方法不能从根本上实现对环境的保护。要想解决该问题,必须要求考虑产品整个生命周期对环境的影响,最大限度地利用原材料、能源,减少有害废弃物和排放物,选用绿色材料,实施绿色设计、绿色工艺、绿色包装、绿色使用和绿色回收。 1、绿色制造的概念 绿色制造(Green Manufacturing,GM)【2】,又称环境意识制造(Environmentally Conscious Mannufacturing)、面向环境的制造(Manufacturing For Environment)等。它是一个综合考虑环境影响和资源效益的先进制造模式,其目标是使产品从设计、制造、包装、运输、使用到报废处理的整个产品生命周期中,不产生环境污染或环境污染最小化,对生态环境无害或危害极少,节约资源和能源,资源利用率最高,是实现制造业可持续发展的重要生产方式。绿色制造具有非常丰富和深刻的内涵。绿色制造实质上是人类社会可持续发展战略在现代制造业中的体现。绿色制造是多领域、多学科的交叉和集成,主要涉及产品制造领域、环境领域和资源领域。其图如下【3】:
毕业论文(超高速切削技术及其应用)
v .. . .. 超高速切削加工技术及其应用的研究 目录 0.前言 (10) 1.超高速切削概念、内容及特点 (11) 1.1 超高速切削概念 (11) 1.2 超高速切削的研究内容 (11) 1.3 超高速切削特点 (12) 2. 超高速切削的技术体系 (13) 3.超高速切削的技术关键及目前解决方案 (13) 3.1超高速切削的技术关键 (13) 3.2超高速切削关键技术解决方案 (15) (1)超高速切削机床 (15) (2)超高速切削刀具 (17) (3)CAD/CAM (17) (4)超高速切削的数控编程 (17) 4.超高速切削加工技术的应用 (17) 4.1超高速切削在航空航天工业中的应用 (17) 4.2 超高速切削在纤维增强塑料中的应用 (18) 4.3超高速切削在模具制造业中的应用 (18) 4.4 超高速切削在汽车制造业中的应用 (18) 5. 超高速切削加工技术的发展前景与展望 (18) 6. 答谢辞 (20) 7. 参考文献 (20)
超高速切削加工技术及其应用 摘要:高速切削加工技术是一种用比常规切削高得多的切削速度进行切削加工的高效新技术,高速切削加工可用于加工有色金属、铸铁、钢、纤维强化复合材料等,还可以用于切削加工各种难加工材料.现在,高速切削技术已渐趋成熟,并开始在制造领域中大显身手。高速机床的单元技术和整机水平正在逐步提高。技术基础雄厚的机床厂推出了多种高速、高精度的机床产品,并且在航空航天制造、汽车工业和模具制造、轻工产品制造等重要工业领域创造了惊人的效益。高速切削技术和高速加工机床越来越多地受到工业部门的青睐。 关键词:超高速切削切削刀具切削机床 Ultra—high speed cutting technology and its application Abstract: The high speed slices to pare processing technology is a kind of use to compare the normal regulations to slice to pare high have to have another of slice and pare the speed carry on slice to pare to process of efficiently and lately technique, the high speed slice to pare to process and can used for processing the color metals, iron casting, the steel, fiber enhance compound material etc., can also used for slice to pare to process various difficult process the material. now, the high speed slice to pare the technique already gradually mature, and start in make realm show the artistic skill greatly.Unit technique and the whole machine levels of the high-speed tool machine are raising gradually.The strong tool machine factory of the technique foundation released the tool machine product of various high speed, high accuracy, and in the aviation aerospace manufacturing, the automobile industry and the molding tool manufacturings, the light work product made the important industry realm of etc. to create the astonishing performance.The high speed slices to pare the technique and high speeds to process the favor that the tool machine is subjected to the industry section more and more. Key words: Ultra high speed cutting Cutting tool Machine tools 0.前言 超高速切削(High Speed Cutting)以下简称HSC技术是国际上70~80年代 以来迅速发展起来的一项先进的机械加工技术,它是在机床结构材料、刀具材料、机床设计制造技术、计算机控制技术、测量测试技术等飞速发展的基础上,由机械加工自身的发展规律和需要产生和发展的。由于HSC的特殊规律,它具有切削速度高、进给速度大,加工效率高、加工成本低、加工精度高等一系列优点,是一项极有前途的新技术。 近十年来,由于计算机控制技术、CAD/CAM、FMS、CLMS技术在机械加工中大量应用,生产加工中的辅助时间得以大量节约,在总加工时间中所占的比例愈来愈小,而切削加工时间所占的比重相应地增大,因此要进一步提高加工效益,势必要把降低切削加工时间,亦即提高切削速度列入议程。这样,
绿色制造及其关键技术
分类号:密级: UDC: 重庆大学 机械制造技术基础课程论文 论文题目:现代集成制造系统(CIMS)与绿色制造的结合(G-CIMS) 发展探究 英文题目 姓名: 指导教师姓名: 单位名称: 重庆大学机械工程学院 班级: 学号: 2013年11月
目录 摘要------------------------------------------------------------------3 关键字----------------------------------------------------------------3 0引言---------------------------------------------------------------3 1 CIMS介绍---------------------------------------------------------3 1.1 CIMS的发展-------------------------------------------------3 1.2 CIMS的构成-------------------------------------------------4 2 绿色制造的含义和体系结构------------------------------------------5 2.1 绿色制造的含义----------------------------------------------5 2.2 绿色制造的关键技术------------------------------------------5 3 G-CIMS的介绍------------------------------------------------------7 3.1 G-CIMS的定义------------------------------------------------7 3.2 G-CIMS的体系结构--------------------------------------------7 3.3 G-CIMS 在我国的实施策略--------------------------------------8 4 结论---------------------------------------------------------------9参考文献----------------------------------------------------------------9
(高速切削技术及其应用)
长春汽车工业高等专科学校 继续教育学院 毕业论文(设计)中文题目:高速切削加工技术及其应用的研究 英文题目:High speed cutting technology and its application 毕业专业:汽车机械制造技术 学生姓名:高越 准考证号:290414100432 指导教师:穆春燕 二零一五年八月 独创性声明
本人声明所呈交的论文是本人在导师指导下进行的研究工作和取得的研究成果,除了文中特别加以标注和致谢之处外,论文中不包含其他人已经发表或撰写过的研究成果,也不包含为获得长春汽车工业高等专科学校或其他教育机构的学位或证书而使用过的材料。与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示了谢意。 论文作者签名:签字日期:年月日 学位论文版权使用授权书 本论文作者完全了解长春汽车工业高等专科学校有关保留、使用论文的规定。特授权长春汽车工业高等专科学校可以将论文的全部或部分内容编入有关数据库进行检索,并采用影印、缩印或扫描等复制手段保存、汇编以供查阅和借阅。 (保密的论文在解密后适用本授权说明) 论文作者签名:导师签名: 签字日期:年月日签字日期:年月日
目录 前言 (05) 1.高速切削概念、内容及特点 (06) 1.1高速切削概念 (06) 1.2高速切削的研究内容 (06) 1.3高速切削特点 (07) 2.高速切削的技术体系 (08) 3.高速切削的技术关键及目前解决方案 (08) 3.1高速切削的技术关键 (08) 3.2高速切削关键技术解决方案 (09) (1)高速切削机床 (09) (2)高速切削刀具 (11) (3)C A D/C A M (11) (4)高速切削的数控编程 (11) 4.高速切削加工技术的应用 (12) 4.1高速切削在航空航天工业中的应用 (12) 4.2 高速切削在纤维增强塑料中的应用 (12) 4.3高速切削在模具制造业中的应用 (12) 4.4 高速切削在汽车制造业中的应用 (12) 5.高速切削加工技术的发展前景与展望 (12) 6.答谢辞 (14) 7.参考文献 (14)
绿色制造及其关键技术
绿色制造及其关键技术 夏园林(20122485) (重庆大学机械工程学院12级机制实验04班) 摘要:绿色制造是人类社会可持续发展战略在现代制造业中的体现。本文分析了现代制 造业对环境的影响, 介绍了绿色制造的概念及内涵, 研究了产品从设计、材料选择、生产、 包装、使用到废弃处理整个生命周期中的绿色制造关键技术。并实例说明对汽车实施绿色制 造的可行性。 关键词: 绿色制造; 可持续发展; 设计; 生产 制造业在将制造资源转变为产品的制造过程中,以及在产品的使用和处理过程中,产生废气物,废弃物是制造业对环境的主要污染源。尤其是传统制造业对材料的利用率普遍较低,对排放到环境中的废渣、废水、废气等没经过任何处理直接排放。 由于制造业量大面广,因而对环境的总体影响很大,可以说,制造业一方面是创造人类财富的支柱产业,但同时又是环境污染的主要源头。面对当前人类社会可持续发展的需要 , 制造业必须尽可能减少资源消耗和尽可能解决所带来的环境问题。有鉴于此,如何使制造业尽可能少的产生环境污染时当前环境问题研究的一个重要方面。 一、绿色制造的内涵: 绿色制造,是指在保证产品的功能、质量、成本的前提下,综合考虑环境影响和资源效益的现代化制造模式,其目标是使产品从设计、制造、包装、运输、使用到报废处理的整个产品生命周期中,对环境的影响最小,资源利用率最高,能源消耗最低。绿色制造的主要内容包括: 绿色设计、绿色资源、绿色生产、绿色包装和绿色回收处理。绿色制造这种现代化制造模式,是人类可持续发展战略在现代制造业中的体现。 二、绿色制造的关键技术 从制造的概念来讲, 制造的全过程一般包括: 产品设计、工艺规划、材料选择、生产制造、包装运输、使用和报废处理等阶段。如果在每个阶段都考虑到有关绿色的因素, 就会产生相应的绿色制造技术。 2.1 绿色设计 绿色设计是实施绿色制造的关键。绿色设计是在产品的整个生命周期的各个阶段,包括设计、选材、生产、包装、运输、使用及报废处理,都必须考虑其对资源和环境的影响。在
高速切削加工技术的现状和发展
高速切削加工技术的现状和发展(1) 中国工程院院士、山东大学艾兴教授 一、概述 机械加工的发展趋势是高效率、高精度、高柔性和绿色化,切削加工的发展方向是高速切削加工,在发达国家,它正成为切削加工的主流。50年来,切削技术的极大进步说明了这一点:今天切削速度高达8000m/min,材料切除率达150~1500cm3/min,超硬刀具材料硬度达3000~8000HV,强度达1000Mpa,加工精度从10um到0.1um。干(准)切削日益广泛应用。随切削速度提高,切削力降低大致为25~30%以上;切削温度增加逐步缓慢;加工表面粗糙度降低1~2级;生产效率提高,生产成本降低。 高速切削技术不只是一项先进技术,它的发展和推广应用将带动整个制造业的进步和效益的提高。在国外,20世纪30年代德国Salomon博士提出高速切削理念以来,经半个世纪的探索和研究,随数控机床和刀具技术的进步,80年代末和90年代初开始应用并快速发展到广泛应用于航空航天、汽车、模具制造业加工铝、镁合金、钢、铸铁及其合金、超级合金及碳纤维增强塑料等复合材料,其中加工铸铁和铝合金最为普遍。 不同材料的高速切削加工速度范围 高速切削技术在国内起步较晚,20世纪80年代中期开始研究陶瓷刀具高速切削淬硬钢并在生产中应用,其后引起对高速切削加工的普遍关注,目前主要还是以高速钢、硬质合金刀具为主,硬质合金刀具切削速度≤100~200m/min,高速钢刀具在40m/min以内。但在汽车、模具、航空和工程机械制造业进口了一大批数控机床和加工中心,国内也生产了一批数控机床,随着高速切削的深入研究,这些行业有的已逐步应用高速切削加工技术,并取得很好的经济效益。 二、高速切削加工理论基础 (1) 切屑形成特征 不同材料在不同状态下的切屑形态: (a) 供货状态,切削速度127.2m/min (b)硬度325HB,切削速度125.5m/min
绿色制造技术的发展趋势
绿色制造技术的发展趋势 Submitted by longful on 2008, July 7, 7:59 PM. 新科技 环境、资源、人口是当今人类社会面临的三大主要问题。尤其是环境的恶化程度与日剧增,正在对人类社会的生存与发展造成严重威胁。近年来的研究和实践使人们充分认认识到环境问题决非是孤立存在的,它和资源、人口两大问题有着根本性的内在联系。特别是资源问题,它不仅涉及人类对世界有限的资源如何有效地利用,而且它又是产生环境问题的主要根源。因此,近年来提出了一个新的概念:最有效地利用资源和最低限度地产生废弃物,是当今世界上改善环境问题的治本之道。 由于制造业量大面广,因而对环境的总体影响很大,可以说,制造业一方面是创造人类财富的支柱产业,但同时又是当前环境污染的主要源头。为此,如何把制造业产生的污染减小到最低程度是当前环境问题研究的重要一环。因此目前提出的绿色制造是现代企业的必由之路。 所谓绿色制造,是一种综合考虑环境影响和资源效率的现代制造模式,其目标是使产品在从设计、制造、包装、运输、使用到报废处理的整个产品生命周期中,对环境负面的影响极小,资源利用率极高,并使企业经济效益和社会效益协调优化。这体现出一个基本观点,那就是是制造系统中导致环境污染的根本原因是资源消耗和废弃物的产生,因此从绿色制造的定义体现了资源和环境两者不可分割的关系。所以绿色制造涉及到的问题包括三个方面:一是制造问题,包括产品生命周期全过程;二是环境保护问题;三是资源优化利用问题。绿色制造就是这三部分内容的交叉。 绿色制造的发展趋势 1.全球化——绿色制造的研究和应用将越来越体现全球化的特征和趋势 (1)制造业对环境的影响往往是超越空间的,人类需要团结起来,保护我们共同拥有的唯一的地球。 (2)IS01400系列标准的陆续出台为绿色制造的全球化研究和应用奠定了很好的基础,但一些标准尚需进一步完善,许多标准还有待于研究和制定。 (3)随着近年来全球化市场的形成,绿色产品的市场竞争是全球化的。 (4)近年来许多国家要求进口产品绿色性认定,要有“绿色标志”。特别是有些国家以保护本国环境为由,制定了极为苛刻的产品环境指标来限制国外产品进入本国市场,即设置“绿色贸易壁垒”。绿色制造将为我国提高产品绿色性提供技术手段,从而为我国企业消除国际贸易壁垒进入国际市场提供有力的支撑。这也从另外一个角度说明了全球化的特点。 2.社会化——绿色制造的社会支撑系统需要形成 绿色制造的研究和实施需要全社会的共同努力和参与,以建立绿色制造所必须的社会支撑系统。
高速切削的所罗门原理
一、高速切削的原始定义1931年,德国切削物理学家萨洛蒙 (Carl.J.Salomon)博士提出了一个假设,即同年申请了德国专利(Machine with high cutting speeds)的所罗门原理: 被加工材料都有一个临界切削速度V0,在切削速度达到临界速度之前,切削温度和刀具磨损随着切削速度增大而增大,当切削速度达到普通切削速度的5~6倍时,切削刃口的温度开始随切削速度增大而降低,刀具磨损随切削速度增大而减小。 切削塑性材料时,传统的加工方式为“重切削”,每一刀切削的排屑量都很大,即吃刀大,但进给速度低,切削力大。 实践证明随着切削速度的提高,切屑形态从带状、片状到碎屑状演化,所需单位切削力在初期呈上升趋势,而后急剧下降,这说明高速切削比常规切削轻快,两者的机理也不同。 二、现代高速切削技术的概念所罗门原理出发点是用传统刀具进行高速度切削,从而提高生产率。 到目前为止,其原理仍未被现代科学研究所证实。 但这一原理的成功应该不只局限于此。 高速切削技术是切削技术的重要发展方向之一,从现代科学技术的角度去确切定义高速切削,目前还没有取得一致,因为它是一个相对概念,不同的加工方式,不同的切削材料有着不同的高速切削速度和加工参数。 这里包含了高速软切削、高速硬切削、高速湿切削和高速干切削等等。 事实上,高速切削技术是一个非常庞大而复杂的系统工程,它涵盖了机床材料的研究及选用技术,机床结构设计和制造技术,高性能CNC控制系统、通讯系统,高速、高效冷却、高精度和大功率主轴系统,高精度快速进给系统,高性能刀具夹持系统,高性能刀具材料、刀具结构设计和制造技术,高效高精度测试测量技术,高速切削机理,高速切削工艺,适合高速加工的编程软件与编程策略等等诸多相关的硬件和软件技术。
绿色印刷的发展现状及趋势
绿色印刷的发展现状及趋势 当今社会,绿色环保是未来谋求新发展的重要主题之一。过去由于人们缺乏对保护环境的必要认识,只是一味追求眼前的利益,导致生态环境严重恶化,资源急速短缺。现如今,可持续发展已经成为全球的共识,任何企业想要有持续发展的动力,都必须坚持走绿色化之路。 传统印刷业印刷过程中产生的各项污染,对环境造成了较为严重的危害。目前印刷工业大多数都使用传统油墨,其中含有铅等有害物质,而且溶剂中也含有苯等有害物质,这些有害物质对环境和人都有严重伤害。因此,改变传统的工艺和原料是印刷行业的必然选择,而绿色印刷是印刷行业的发展趋势。 绿色印刷的含义及起源 绿色印刷是指对生态环境影响小、污染少,节约能源和资源的印刷形式。绿色印刷强调在顾及当代人生存发展的同时兼顾下一代人的生存发展,它提出印刷企业应将近期利益与国家长远利益相接轨,环境效益与经济效益相结合,实现环保事业与市场经济双赢,体现可持续发展理念。绿色印刷强调在印刷产品的整个生命周期过程中,始终贯穿“以人为本”的宗旨,在科学发展观的指导下,一切以“人”为出发
点,一切为“人”服务,重点关注公众的健康与安全。 绿色印刷起源于20世纪80年代后期以日本、美国、德国等为代表的西方发达国家,经过20余年的发展,现已进入到实际的应用阶段,不论是理念还是技术标准、设备工艺、原辅材料及软件的应用等都有了极大提高并日渐成熟。在一些欧美发达国家,绿色印刷不仅是科技水平的体现,也是替代传统印刷方式的有效手段之一。绿色印刷已成为21世纪普遍应用的并日趋普及的一种印刷方式。 绿色印刷的发展现状 目前,我国仍以中小企业为主体,在不少企业里各种传统的制版、印刷、印后加工工艺仍在我国占据很大的份额。从制版工序的胶片和废定影液、电镀液,到印刷过程中的溶剂型油墨、异丙醇润版液、洗车水,再到印后整饰中仍在广泛使用的即涂膜、油性上光工艺等,对环境都存在着污染问题。如印前制版使用的乙酸、甲醇、硝基苯、草酸、氯化锌、糠醛等,都含有有毒化学成分,印刷使用的普通油墨、洗车水等含有铅、铬、汞等重金属元素。 1988年,原国家新闻出版总署就规定,印刷行业有8个有毒有害工种可以提前退休,虽然是对职工健康和权益的一种保护和补偿,但必定是已经对健康造成了一定的伤害。由于众多印刷企业仍沿用着传统印刷工艺,在某些生产环节仍存在一些诸如有机溶剂挥发、废水排放等造成的环境问题。