ASME文件表格002 WPS-2011-01 SAW热冲压
××公司
××Co., Ltd.
焊接工艺说明书
Welding Procedure Specification (WPS)
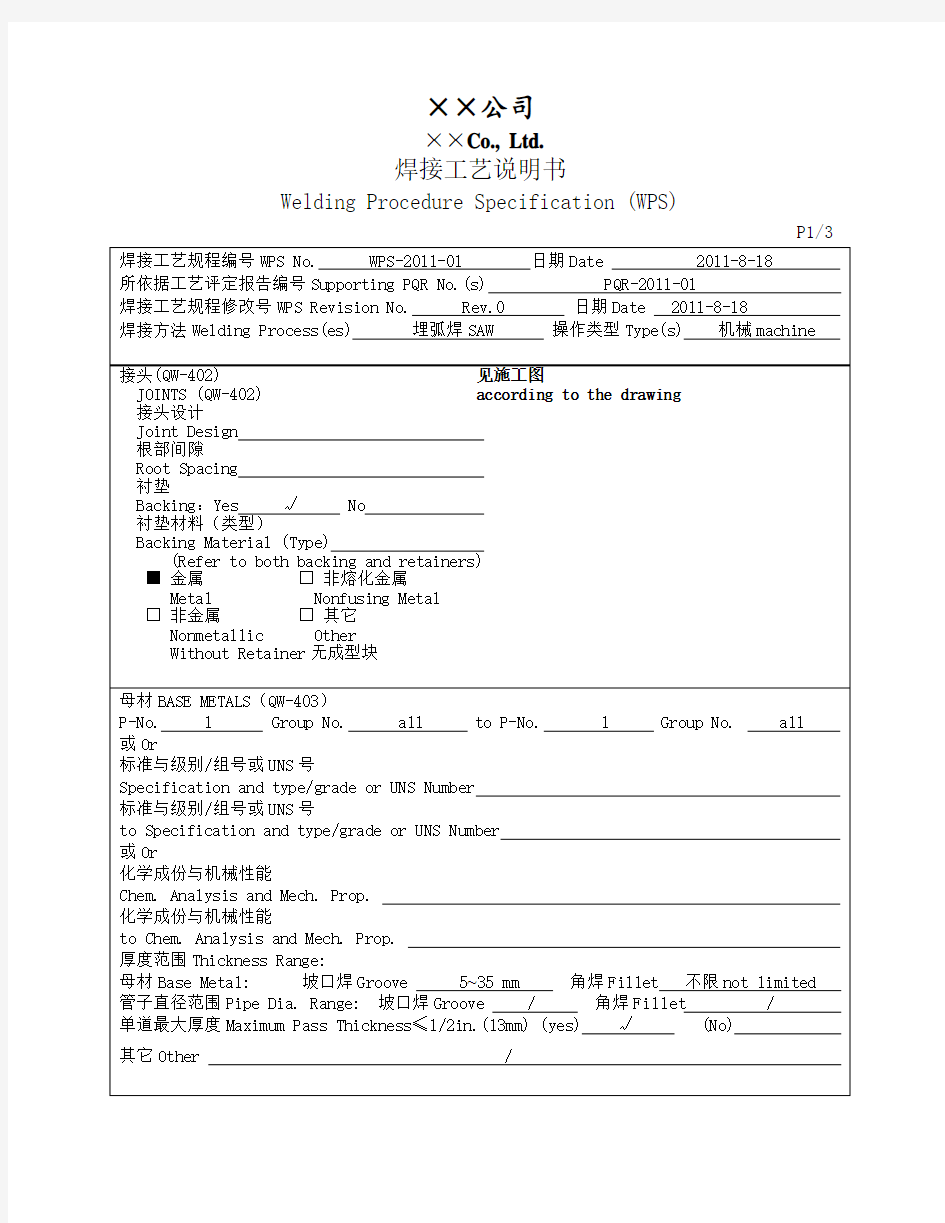
P1/3 焊接工艺规程编号WPS No. WPS-2011-01 日期Date 2011-8-18
所依据工艺评定报告编号Supporting PQR No.(s) PQR-2011-01
焊接工艺规程修改号WPS Revision No. Rev.0 日期Date 2011-8-18
焊接方法Welding Process(es) 埋弧焊SAW 操作类型Type(s) 机械machine
接头(QW-402) 见施工图
JOINTS (QW-402) according to the drawing
接头设计
Joint Design
根部间隙
Root Spacing
衬垫
Backing:Yes √ No
衬垫材料(类型)
Backing Material (Type)
(Refer to both backing and retainers)
■金属□非熔化金属
Metal Nonfusing Metal
□非金属□其它
Nonmetallic Other
Without Retainer无成型块
母材BASE METALS(QW-403)
P-No. 1 Group No. all to P-No. 1 Group No. all
或Or
标准与级别/组号或UNS号
Specification and type/grade or UNS Number
标准与级别/组号或UNS号
to Specification and type/grade or UNS Number
或Or
化学成份与机械性能
Chem. Analysis and Mech. Prop.
化学成份与机械性能
to Chem. Analysis and Mech. Prop.
厚度范围Thickness Range:
母材Base Metal: 坡口焊Groove 5~35 mm 角焊Fillet 不限not limited
管子直径范围Pipe Dia. Range: 坡口焊Groove / 角焊Fillet /
单道最大厚度Maximum Pass Thickness≤1/2in.(13mm) (yes) √ (No)
其它Other /
热处理质量控制程序说课讲解
热处理质量控制程序
热处理质量控制程序 1 总则 1.1为确保压力容器产品或零部件为消除残余应力,防止变形,稳定尺寸,改善力学性能及耐蚀性要求的热处理质量,本程序规定了热处理质量责任及质量控制要求。 1.2本程序适用于公司压力容器产品或零部件的热处理质量控制工作。 2 职责 a.压力容器生产中产品或零部件的热处理质量控制工作由技术部门归口管理。 b.生产部门负责热处理外协委托,质检部门负责热处理试件进场验收和热处理报告、记录等文件的确认。 c.供应部门负责热处理分包方的评价和选择。 3 控制要求 3.1一般要求 3.1.1本公司的产品热处理应委托有资格的合格单位进行分包。3.1.2热处理的分包方应经公司供应部门组织按Q/XHJ-B703-2010《供方评价和选择程序》规定对热处理分包方的人员素质,设备条件,测量手段,管理水平等方面进行评审合格,且在公司“合格供方名单”之中。 3.1.3需进行热处理的产品或零部件,在委托之前必须检验合格,须返修的焊缝应在热处理前返修合格。热处理后不得再进行焊接修补或在受压件上焊接装配件。 3.1.4经热处理后返回公司的产品或零部件,应经检验员检验合格,方可流转使用。 3.1.5热处理前准备(包括热处理设备和测量仪表,热处理前对热处理工艺、检验资料审核、测温点的布置,热处理试板在炉内位置等),热处理操作过程、热处理设备和测量装置、热处理检验和试验等方面质量控制由热处理分包方负责。 3.2热处理工艺 3.2.1热处理工艺编制审批和修改由热处理分包方负责,条件允许时,第Ⅰ、Ⅱ类压力容器和第Ⅲ类简单的热处理(如局部焊后热处理、焊后消除应力热处理等)可由本公司编制热处理工艺表卡(表
焊接工艺评定报告模板
焊接工艺评定 焊接工艺评定编号:HP0101 预焊接工艺规程编号:WPS-HP0101
中石化工建设有限公司
存档日期:
C Si Mn P S Cr Ni Mo V _ _ -Nb — 其他:/ 电特性: 技术措施: 摆动焊或不摆动焊 中石化工建设 有限公司 焊接位置: 预焊接工艺规程(WPS 表号/装订号焊表 共2页第1页 焊后热处理: 焊缝的位置平焊 立焊的焊接方向:(向上、向下) 角焊缝位置一 立焊的焊接方向:一 保温温度(C) 保温时间范围( 预热: 气体: 最小预热温度 最大道间温度 保持预热时间 加热方式 200 保护气体尾 部保护气背 部保护气 气体种类 CO 2 / / / / 混合比流量(L/min ) 10~15 / / 电流种类直流极性 焊接电流范围(A)GMAW 180~220 SAW: 600~650 电弧电压(V)GMA W18~22 SAW: 32~36 焊接速度 (范围)GMA W 钨极类型及直径 焊接电弧种类(喷射弧、短路弧) 直流反接 喷嘴直径(mr)i _______ 焊丝送进速度(cm/min ) 焊道/ 焊层 焊接 方法 填充金属焊接电流 牌号直径极性电流(A 电弧电压 (V 焊接速度 (mm/mi 线能量 (KJ/cm) 摆动参数
焊前清理和层间清理背面清根方法 单道焊或多道焊(每面)单丝焊或多丝焊 导电嘴至工件距离(mm 锤击 其他: 编制:审核:批准: 日期:日期:日期: 中石化工建设有限公司 日期预焊接工艺规程编号 机动化程度(手工、机动、自动) 接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 60 ° 焊后热处理: 填充金属: 电流种类极性 钨极尺寸焊接电流(A)电弧电压(V)焊接电弧种类其他中石化工建设 有限公司 焊接工艺评定报告 表号/装订号 共页第页 单位名称 焊接工艺评定报告编号 焊接方法 ____________ 母材: 材料标准材 料代号类、 组别号焊 厚度其他 与类、别号 保温温度 (C)保温时 保护气体: 气体混合比流量(L/min ) 保护气体尾 部保护气背 部保护气 焊材类别 焊材标准 ____ 焊材型号 焊接牌号 焊材规格—焊 缝金属厚度其 他/ 电特性:
外协热处理质量控制程序
编号: 外协件热处理质量检验规程 编制: 审核: 批准: ***石油装备公司 2012年2月 编号: 外协件热处理质量检验规程 编制: 审核: 批准: ***石油装备公司 2012年2月
外协热处理质量控制程序 1、目的:对产品外协热处理质量进行有效控制。采取措施保证不合格热处理产品不转序、不使用、不出厂。 2、范围:适用于抽油机产品(或部件),试板在外协热处理前的质量控制,热处理后的质量和原始资料的验收,产品试样的制作和机械性能试验。以及出现不合格项时程序控制 3、职责: 3.1、质检部是热处理产品质量主管部门,负责对产品(或部件),产品试板热处理前后质量的检验和控制;负责对原始资料和有关报告的审查和归档;负责对热处理产品试样的机械性能试验;有权提出不合格热处理品的返修和报废。 3.2、技术部负责对产品热处理工艺卡的设计和编制。 3.3、采购部负责热处理产品的对外联系,过程质量监督,以及热处理资料的收集;返修事项的协调。 3.4、热处理责任工程师负责工艺卡的审核,负责对不合格产品、报废品的审核。以及返修通知单,报废通知单的审批。 3.5、质保工程师负责产品返修,报废的终极审批。 3.6、加工厂负责整个流程中涉及本单位的配合工作。 4、程序: 4.1、产品、产品试板热处理前的质量控制。 4.1.1、质检部对产品试样按《检验规程》进行检验,并填写检验报告。通知进行下道工序—探伤。
4.1.2、质检部对检验合格的产品(或部件),产品试板进行无损探伤,填写探伤报告,并通知进行下道工序。 4.2、热处理工艺文件编制 4.2.1根据图纸要求和相关标准规定,技术部编制热处理工艺卡。 4.2.2、热处理工艺卡经热处理责任工程师审批后,下发到有关部门(技术部一份、质检部一份、由采购部连同产品,试样送达外协厂一份)。 4.3、外协热处理控制 4.3.1、采购部将质量合格的产品(或部件)、产品试样、热处理工艺卡送达外协热处理厂,详细交代工序要求。在条件可能时,监督其生产过程。 4.3.2热处理完成后,由采购部将产品试板以及热处理工序原始资料【包括:温度、时间曲线图(简称曲线图)和热处理检验报告】一同接收回厂,并通知质检部验收。 4.4、热处理产品质量验收控制。 4.4.1、质检部将原始资料对照热处理工艺卡有关参数进行核查,并填写热处理验收报告中执行工艺部分的内容。 4.4.2、若参数与工艺要求严重不符,则质检部可对产品质量提出异议,并出具产品返修通知单。 4.4.3、质检部对产品(或部件)产品试板外观进行检查,若有开裂、过烧、和严重变形现象,则可以提出返修或报废意
焊接工艺评定报告模板
中石化工建设 预焊接工艺规程(pWPS ) 表号/装订号 共 页 第 页 单位名称 海盛石化建筑安装工程 预焊接工艺规程编号WPS-HP0101 日期 2014.8 所依据焊接工艺评定报告编号HP0101 焊接方法 GTAW+SMAW 机动化程度(手工、机动、自动) 手工 焊接接头: 坡口形式: V 型坡口 衬垫 (材料及规格) Q235B 其他 坡口采用机械加工或火焰切割 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号 Fe-1 组别号 Fe-1-1 与类别号 Fe-1 组别号 Fe-1-1 相焊或 标准号 GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊 对接焊缝焊件母材厚度围: 4~12mm 角接焊缝焊件母材厚度围: 不限 管子直径、壁厚围:对接焊缝 --- 角焊缝 --- 其他: 同时适用返修焊和补焊 填充金属: 焊材类别: 焊丝(GMAW ) 焊丝(SAW ) 焊材标准: GB/T8110-2008 JIS Z3351 填充金属尺寸: φ1.2mm φ4.8mm 焊材型号: ER50-6 YS-S6 焊材牌号(金属材料代号): THT-50-6 US-36 填充金属类别: Fe-1-1 FeMS1-1 其他: / 对接焊缝焊件焊缝金属厚度围:GMAW ≤6mm,SAW ≤12角焊缝焊件焊缝金属厚度围: 不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb
编制: 审核: 批准: 日期: 日期: 日期: 中石化工建设 焊接工艺评定报告 表号/装订号 共 页 第 页 单位名称 中石化工建设 焊接工艺评定报告编号 日期 预焊接工艺规程编号 焊接方法 机动化程度(手工、机动、自动) 接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 60° 母材: 材料标准 材料代号 类、组别号 与类、别号 相焊 厚度 其他 焊后热处理: 保温温度(℃) 保温时间 ( h ) 保护气体: 气体 混合比 流量(L/min ) 保护气体 尾部保护气 / / / 背部保护气 / / / 填充金属: 焊材类别 焊材标准 焊材型号 焊接牌号 焊材规格 焊缝金属厚度 其他 / 电特性: 电流种类 极性 钨极尺寸 焊接电流(A ) 电弧电压(V ) 焊接电弧种类 / 其他
热处理质量控制程序
热处理质量控制程序 1总则 1.1为确保压力容器产品或零部件为消除残余应力,防止变形,稳定尺寸,改善力学性能及耐蚀性要求的热处理质量,本程序规定了热处理质量责任及质量控制要求。 1.2本程序适用于公司压力容器产品或零部件的热处理质量控制工作。2职责 a.压力容器生产中产品或零部件的热处理质量控制工作由技术部门归口管理。 b.生产部门负责热处理外协委托,质检部门负责热处理试件进场验收和热处理报告、记录等文件的确认。 c.供应部门负责热处理分包方的评价和选择。 3控制要求 3.1 一般要求 3.1.1本公司的产品热处理应委托有资格的合格单位进行分包。 3.1.2 热处理的分包方应经公司供应部门组织按Q/XHJ-B703-2010 《供方评价和选择程序》规定对热处理分包方的人员素质,设备条件,测量手段,管理水平等方面进行评审合格,且在公司“合格供方名单” 之中。 3.1.3需进行热处理的产品或零部件,在委托之前必须检验合格,须返修的焊缝应在热处理前返修合格。热处理后不得再进行焊接修补或在受压件上焊接装配件。 3.1.4经热处理后返回公司的产品或零部件,应经检验员检验合格,方可流转使用。 3.1.5热处理前准备(包括热处理设备和测量仪表,热处理前对热处理工艺、检验资料审核、测温点的布置,热处理试板在炉内位置等),热处理操作过程、热处理设备和测量装置、热处理检验和试验等方面质量控制由热处理分包方负责。 3.2热处理工艺 3.2.1热处理工艺编制审批和修改由热处理分包方负责,条件允许时,第I、H类压力容器和第皿类简单的热处理(如局部焊后热处理、焊后消除应力热处理等)可由本公司编制热处理工艺表卡(表样D06.39)热处理工艺表卡由公司焊接技术人员编制,经热处理责任人审核认可。
吊耳计算
[]22 v 22k P R r f d R r σδ+=?≤- (1) 式中: k —动载系数,k=1.1; —板孔壁承压应力,MPa ; P —吊耳板所受外力,N ; δ—板孔壁厚度,mm ; d —板孔孔径,mm ; R —吊耳板外缘有效半径,mm ; r —板孔半径,mm ; []v f —吊耳板材料抗剪强度设计值,N/mm 2; 载荷P=25t 的板式吊耳,材质Q345A 。选择55t 卸扣,卸扣轴直径70mm ,取板孔r=40mm ,R=150mm ,,030mm δ=。Q345A 强度设计值[]v f =180Mpa 。 拉曼公式校核吊耳板孔强度 σ=1.1×25×9800/30×80×(22500+1600)/22500-1600)=129 Mpa <180Mpa 故安全。 a. 当吊耳受拉伸作用,焊缝不开坡口或小坡口时,属于角焊缝焊接,焊缝强度按《钢结构设计规范》中式7.1.3-1校核,即: w f f f e w N f h l σβ=≤? (2) 式中: f σ—垂直于焊缝方向的应力,MPa ; N —焊缝受力, N=kP=1.4P, 其中k=1.4为可变载荷分项系数,N; e h —角焊缝的计算厚度,0.7e f h h =,f h 为焊角尺寸,mm ; w l —角焊缝的计算长度,取角焊缝实际长度减去2f h ,mm ; f β—角焊缝的强度设计增大系数,取 1.0f β=;
w f f —角焊缝的强度设计值,N/mm 2; 抬尾吊耳在受力最大时为拉伸状态,按吊耳受拉伸校核焊缝强度。 由式(2)按角焊缝校核 f =1.4×25×98000/0.7×10(600-2×10)1.22×2=34.6MPa <180Mpa
热处理生产过程的质量控制方法
热处理生产过程的质量控制方法 1前言 众所周知,热处理是通过改变材料组织使机械零件或产品获得所需性能并保证使用安全可靠的工艺过程,是机械制造工程的重要组成部分。因为热处理的质量特性是其结果不能通过其后的检验和试验得到完全的验证,并且热处理一旦出现质量问题所造成的负面影响和经济损失都很大,所以在GB/T19000系列标准中,热处理被认定为“特种工艺”,需要采取特殊措施,实施全员、全面、全过程的质量控制。由于国内各企业热处理的装备、人员素质、零件技术要求、生产纲领、工艺技术和生产管理水平各不相同,所采取的控制零件或产品质量的各项特殊措施亦存在差异,并且热处理具有连续生产作业的特点,因此,寻求一种在生产过程中的质量控制方法,达到满足和提高热处理零件质量尤其是大批量生产零件质量的目的尤为重要。 2生产过程质量控制方法的主要内容 2.1转变质量保证模式的思路和观念 过去,我们对热处理零件的质量质量保证模式和质量管理重点的思路和观念停留在传统单纯靠最终检验把关,只注重了质量结果,没有把重点工作放到质量形成的控制上来,把热处理缺陷消灭在质量形成的过程中,曾不断出现零件缺陷或漏检,造成一定的质量损失。各类人员每天忙碌于零件结果的处理,结果是越忙越乱,重复性和低级错误屡次发生,工作异常被动。我们痛定思痛,静心总结和吸取失败的教训,寻找和探索成功的方法,对质量管理的重点工作进行了重新认识和定位。通过学习热处理标准的相关内容和借鉴热处理管理成功企业经验,明确了提高热处理质量首先必须转变各类人员对质量保证模式的思路和观念,即将过去传统的单纯靠最终检验被动把关,转变为以预防为主,预防与检验相结合的主动控制的质量保证模式,树立了明确责任、规范管理、严明奖惩和将专业技术、管理技术、科学方法集中统一以及全员参与、全过程控制、全面管理“三管齐下”的过程质量控制管理思路和观念。几年实施结果表明:思路和观念的转变是全面有效地实施过程质量控制的核心和关键。 2.2强化“四种管理” (1)强化热处理标准的落实和控制要素的规管理 热处理作为生产过程的一个特殊工序,在生产全过程中控制的要素是什么、员工应该做什么、怎样做的规范和做的更好的行为准则是真诚地贯彻和实施热处理标准。作为一个生产军工产品和外贸民品的企业,我们首先组织热处理各类人员分阶段,按标准类别学习了热处理基础标准、质量控制和检验标准、工艺方法标准、工艺材料标准、安全、能耗和环保标准相关内容。在学习过程中,特别强调和注重了用心和责任诚信履约标准的控制要素,用“硬权力”将控制要素贯穿落实热处理生产过程的每一个环节,渗透于每一个细节,对照热处理标准,从人、机、料、法、 相关文献热处理生产过程的质量控
热处理过程质量控制
热处理过程质量控制 1. 前言 众所周知,热处理是通过改变材料组织使机械零件或产品获得所需性能并保证使用安全可靠的工艺过程,是机械制造工程的重要组成部分。因为热处理的质量特性是其结果不能通过其后的检验和试验得到完全的验证,并且热处理一旦出现质量问题所造成的负面影响和经济损失都很大,所以在GB/T19000系列标准中,热处理被认定为“特种工艺”,需要采取特殊措施,实施全员、全面、全过程的质量控制。由于国内各企业热处理的装备、人员素质、零件技术要求、生产纲领、工艺技术和生产管理水平各不相同,所采取的控制零件或产品质量的各项特殊措施亦存在差异,并且热处理具有连续生产作业的特点,因此,寻求一种在生产过程中的质量控制方法,达到满足和提高热处理零件质量尤其是大批量生产零件质量的目的尤为重要。 2. 生产过程质量控制方法的主要内容 2.1转变质量保证模式的思路和观念 过去,我们对热处理零件的质量质量保证模式和质量管理重点的思路和观念停留在传统单纯靠最终检验把关,只注重了质量结果,没有把重点工作放到质量形成的控制上来,把热处理缺陷消灭在质量形成的过程中,曾不断出现零件缺陷或漏检,造成一定的质量损失。各类人员每天忙碌于零件结果的处理,结果是越忙越乱,重复性和低级错误屡次发生,工作异常被动。我们痛定思痛,静心总结和吸取失败的教训,寻找和探索成功的方法,对质量管理的重点工作进行了重新认识和定位。通过学习热处理标准的相关内容和借鉴热处理管理成功企业经验,明确了提高热处理质量首先必须转变各类人员对质量保证模式的思路和观念,即将过去传统的单纯靠最终检验被动把关,转变为以预防为主,预防与检验相结合的主动控制的质量保证模式,树立了明确责任、规范管理、严明奖惩和将专业技术、管理技术、科学方法集中统一以及全员参与、全过程控制、全面管理“三管齐下”的过程质量控制管理思路和观念。几年实施结果表明:思路和观念的转变是全面有效地实施过程质量控制的核心和关键。 2.2强化“四种管理” (1)强化热处理标准的落实和控制要素的规管理 热处理作为生产过程的一个特殊工序,在生产全过程中控制的要素是什么、员工应该做什么、怎样做的规范和做的更好的行为准则是真诚地贯彻和实施热处理标准。作为一个生产军工产品和外贸民品的企业,我们首先组织热处理各类人员分阶段,按标准类别学习了热处理基础标准、质量控制和检验标准、工艺方法标准、工艺材料标准、安全、能耗和环保标准相关内容。在学习过程中,特别强调和注重了用心和责任诚信履约标准的控制要素,用“硬权力”将控制要素贯穿落实热处理生产过程的每一个环节,渗透于每一个细节,对照热处理标准,从人、机、料、法、环等方面规范生产的全过程,用“软权力”培养员工执行标准的诚信意识和细节作风,使各类人员自觉主动地将生产过程中的一切影响质量因素按控制要素内容实施全面、有效、规范的控制。这不仅体现了标准落实的有效性,更主要的是控制要素的规范管理,使员工理解和明确了过程要求、识别和懂得了过程特性,运用和掌握了过程方法,形成了有序和规范的生产秩序。因此强化热处理标准的落实和控制要素的规范管理是实现过程质量控制方法的基础和重要措施。 (2)强化各类人员在生产过程中的诚信和细节管理 热处理除具有与其行业不同的质量特性外,还表现在生产特点为集体作业。因此我们在诚信和细节对提高生产过程质量保证能力的作用上进行重新认识和定位,为克服过去简单粗放的管理模式或避免因一个人不诚信和一件小事做的不到位影响团队情绪和产品质量,我们用“情商”提升员工在生产过程的忠诚和诚信能力,用“智商”激发员工关注生产过程细节的热情和潜能,培养员工用诚信的精神和细节的作风提高生产过程团队的凝聚力和制度的执行力,引导员工在承认和欣赏别人优点时,学会包容和尊重个性差异,并通过沟通消除误会和分歧。与
吊耳计算及说明(体育馆)
吊耳计算及说明:(体育馆) 1、 主梁共设置四个吊耳,布置见图,吊耳规格为—30×200×300 2、 吊耳必须与主梁横隔板及腹板焊接,设置吊耳时顶板开槽让其通过,将吊耳焊接在腹板及横隔板上。 (6)/ 2 吊耳计算及说明:(体育场西) 1、 主梁共设置四个吊耳,布置见图,吊耳规格为—30×200×300 2、 吊耳必须与主梁横隔板及腹板焊接,设置吊耳时顶板开槽让其通过,将吊耳焊接在腹板及横隔板上。 3、 吊耳的焊角尺寸必须满足设计要求,焊缝表面不得有弧坑和裂纹,且不得有损伤母材的缺陷。 V =125N/mm 2 =33N/mm 2 吊耳计算及说明:(怡景中学) 1、主梁共设置四个吊耳,布置见图,吊耳规格为—30×200×300 3>吊具选用:钢丝绳拉力T=,查表选用φ31钢丝绳6×19即可满足要求钢丝绳卸扣选用δ(6)/ 4 5 吊耳计算及说明:(松园北街) 1、 主梁共设置四个吊耳,布置见图,吊耳规格为—20*200*300 2、 吊耳必须与主梁横隔板及腹板焊接,设置吊耳时顶板开槽让其通过,将吊耳焊接在腹板及横隔板上。 3、 吊耳的焊角尺寸必须满足设计要求,焊缝表面不得有弧坑和裂纹,且不得有损伤母材的缺陷。 4、 主梁起吊时的吊耳受力情况:主梁重约26t ,平均每个吊耳承担 t ,考虑到施工荷载及起吊加速增重的影响,每个吊耳实际承受提升力Qz=*=,相应钢丝绳的拉力T=,钢丝绳与水平面夹角为51。,故吊耳还承受二个水平方向拉力; 即Qx=,Qy=,其中须校核在Q Y 和Qx 作用下吊耳的强度。 1>Q z 作用下: 2>Q X =作用下: 3>吊具选用:钢丝绳拉力T=,查表选用φ31钢丝绳6×19即可满足要求钢丝绳卸扣选用δ(6)/ 截面I-I 处:V I —I = =78N/mm 2 PQR编号:QZ-HC1612-25焊接工艺评定报告 编制: 审核: 批准: 叮叮小文库 焊接工艺评定报告 衢州市河川翻板闸门有限公司 QZ-HC1612-25 焊接工艺指导卡编号HC-161225 SMAW 机械化程度(手工、半自动、全自动)手工 接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度) 根据推荐先前提供的资料,按照图 1结构画图,钝边0.5?1mm, 坡口 角度30?40 °,间隙2? 3mm 母 材: 材料标准:GB3274-88 钢号:Q 235B 类、组别号: I -1与类、组别号I -1 相焊 厚度: 8 mm 直径: / 苴/、他: / 焊后热处理: 热处理温度(C): / 保温时间(h): / 保护气 气体种类 / 混合比 / 流量(L/ min)/ 尾部保护气/ / / 背面保护气/ / / 填充金属:碳钢焊条 焊材标准:GB/ T5117-2012 焊材牌号:CHT711 焊材规格:①1.2 焊缝金属厚度:8 其他:/ 电流种类:交流极性:正极性钨极尺寸:/ 焊接电流(A): 160焊接电压(V): 36其他:/ 表HC-GYPD NO : 01 焊接位置: 对接焊缝位置: 角焊缝位置: 平焊方向:(向上、向下) ___ / ______ 方向:(向上、向下) 技术措施: 焊接速度(cm/mi n ): ____________ / 摆动或不摆动:/ 摆动参数:___________ / 多道焊或单道焊(每面):/ 单位名称焊接工艺评定报告编号焊接方法 结 论:本评定按 QZ-HC1612-25规定焊接试件、检验试样、测定性能、确认试验记 录正确 焊工姓名 焊工代号 施焊日期 编制 日 期 审核 日 期 批准 日 期 评定结果 合格 表 HC-GYPD 衢州市河川翻板闸们有限公司 QZ-HC1612-25 焊接工艺指导卡编号 HC-161225 SMAW 机械化程度(手工、半自动、全自动) 手工 接头简图: (坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度) 根据推荐先前提供的资料,按照 图1结构画图,钝边 0.5?1mm, 坡口角度30?40°,间隙2? 3mm NO : 03 单 位 名称 焊接工艺评定报告编号 焊 接 方法 母 材: 材料标准: GB3274-88 钢 号: Q 235B 类、 组别号: T -1与类、组别号T -1 相焊 厚 度: 8 mm 直 径: / 苴 丿 他: / 热处理温度 : / 保温时间(h ): / 保护气体: 气体种类 混合比 流量(L / min ) 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 65°± 焊后热处理: 热处理质量控制规定 结合许可项目特性和本单位实际情况,依据安全技术规范、标准的要求,制定热处 理控制的范围、程序、内容如下: 1.热处理工艺基本要求: 热处理是将材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部组 织结构,来控制其性能的一种综合工艺过程。在实际生产过程中,要使热处理这道加工 工序顺利有效的执行,通常需要以下几个方面的要求: a. 具有一定专业理论水平,熟悉本职业务,并有一定实践经验的热处理生产、技 术和检验人员。 b. 热处理工艺文件。本厂所处理的产品材料45钢、40Cr,所用热处理工艺文件为自编表格:45钢、40Cr热处理工艺规程表。 c. 热处理加热设备: RT3-180-9全纤维中温台车炉(淬火加热炉)一台、RJ2-120-6井式回火炉一台。 d. 热处理淬火槽和淬火介质:发黑、法兰槽7个,热处理淬火槽3个(其中一个为备用槽,另外两个为生产中使用的淬火槽),淬火介质为浓度10%盐水。 e. 检验设备及器具:盐水密度计,温度计(测淬火介质温度),台式洛氏硬度计一台,便携式里氏硬度计一台。 2.热处理过程中的质量控制 热处理过程中的质量控制是热处理质量管理的重要组成部分。热处理质量控制,就 是对整个热处理过程中的一切影响零件热处理质量的因素实施全面控制,全过程全员参与热处理质量工作,把质量保证的重点从最终检验的被动把关,转移到生产过程当中的 质量控制上来,把零件热处理缺陷消灭在质量的形成过程中。从而确保零件热处理质量,确保产品使用的安全可靠和寿命。热处理过程质量控制主要包括以下几方面: 2.1 待热处理工件的核查或验收 为了确保热处理质量,工件进入热处理车间后首先应对热处理前的原始资料、工件 外观、形状及尺寸进行核查或验收。通常这些项目都标注在相应的工艺技术文件或质量 管理文件中,经验收合格后,才能进行热处理生产。 2.1.1 原始资料 原始资料包括待热处理工件的试验数据、供货状态、热处理前的加工方式和加工质量 及预先热处理类型。 焊接方法 焊接材料适用厚度范围评定标准 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 焊接工艺评定报告SMAW J507 焊接工艺评定任务书 焊接工艺评定报告 焊接工艺评定指导书 母材、焊材质证书抄件 无损检测报告 焊后热处理报告 力学和弯曲性能试验报告 焊评施焊记录表 外观和无损检测记录表 力学性能检测记录表 结论7?14 类别、组别号 焊接工艺评定编号 ( PQR02) 焊接工艺规程编号(PWPS02) Q345R Fe-1、Fe-1-2 7mm 焊缝金属 0?14 NB/T47014- 2011 ? > 本评定按_NB/T47014-2011_标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。评定结果:■合格□不合格 焊接工艺评定任务书 表码号:Q/CKED102-2009 共1页第1页 检验项目、评定指标及试样数量 预焊接工艺规程 表码号:Q/CKED026-2009 单位名称: 有限公司 预焊接工艺规程编号: PWPS02 日期:2011.12.18 焊接工艺评定报告编号: PQR02 焊接方法: SMAW 机械化程度(手工、半自功、自动): 手工 母材: 类别号 Fe-1 组别号 Fe-1-2 与类别号 Fe-1 组别号 Fe-1-2 相焊及 标准号 GB713-2008 钢 号 Q345R 与标准号 GB713-2008 钢 号 Q345R 相焊 厚度范围: 母材: 对接焊缝 6-14mm 角焊缝 不限 管子直径、厚度范围: 对接焊缝 / 角焊缝 / 焊缝金属厚度范围: 对接焊缝 0-14mm 角焊缝 _______ 不限 其他: ■/ ________________________________________ 共2页第 焊接工艺评定报告记录模板 ————————————————————————————————作者:————————————————————————————————日期: 焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司 焊接工艺评定存档目录 工艺评定编号: 序号项目名称编号页数预焊接工艺规程(pWPS) 1 材料质量证明书 2 3 焊接材料质量证明书 无损探伤报告 4 5 机械性能试验报告 化学分析试验报告 6 7 热处理报告 焊接工艺评定报告 8 9 以下空白 10 11 12 13 14 15 备 注 档案管理:存档日期: 中石化工建设有限公司预焊接工艺规程(pWPS) 表号/装订号 共页第页 单位名称天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:V型坡口 衬垫(材料及规格)Q235B 其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm 角接焊缝焊件母材厚度范围:不限 管子直径、壁厚范围:对接焊缝--- 角焊缝--- 其他:同时适用返修焊和补焊 填充金属: 焊材类别:焊丝(GMAW)焊丝(SAW) 焊材标准:GB/T8110-2008 JIS Z3351 填充金属尺寸:φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号):THT-50-6 US-36 填充金属类别:Fe-1-1 FeMS1-1 其他:/ 对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 其他:/ 热处理质量控制程序 1 总则 1.1为确保压力容器产品或零部件为消除残余应力,防止变形,稳定尺寸,改善力学性能及耐蚀性要求的热处理质量,本程序规定了热处理质量责任及质量控制要求。 1.2本程序适用于公司压力容器产品或零部件的热处理质量控制工作。 2 职责 a.压力容器生产中产品或零部件的热处理质量控制工作由技术部门归口管理。 b.生产部门负责热处理外协委托,质检部门负责热处理试件进场验收和热处理报告、记录等文件的确认。 c.供应部门负责热处理分包方的评价和选择。 3 控制要求 3.1一般要求 3.1.1本公司的产品热处理应委托有资格的合格单位进行分包。 3.1.2热处理的分包方应经公司供应部门组织按Q/XHJ-B703-2010《供方评价和选择程序》规定对热处理分包方的人员素质,设备条件,测量手段,管理水平等方面进行评审合格,且在公司“合格供方名单”之中。 3.1.3需进行热处理的产品或零部件,在委托之前必须检验合格,须返修的焊缝应在热处理前返修合格。热处理后不得再进行焊接修补或在受压件上焊接装配件。 3.1.4经热处理后返回公司的产品或零部件,应经检验员检验合格,方可流转使用。 3.1.5热处理前准备(包括热处理设备和测量仪表,热处理前对热处理工艺、检验资料审核、测温点的布置,热处理试板在炉内位置等),热处理操作过程、热处理设备和测量装置、热处理检验和试验等方面质量控制由热处理分包方负责。 3.2热处理工艺 3.2.1热处理工艺编制审批和修改由热处理分包方负责,条件允许时,第Ⅰ、Ⅱ类压力容器和第Ⅲ类简单的热处理(如局部焊后热处理、焊后消除应力热处理等)可由本公司编制热处理工艺表卡(表样D06.39)热处理工艺表卡由公司焊接技术人员编制,经热处理责任人审核认可。 3.2.2热处理工艺如分包方编制时,其热处理工艺应符合热处理有关安全技术规范、标准要求且经本公司热处理责任人的审核认可。 3.2.3热处理工艺一般应包括: a.热处理的主要尺寸和重量; b.热处理类型(焊后消除应力热处理或改善力学性能、耐晶间腐蚀性能热处理等); 不合格品控制管理程序 1.目的 确保不符合要求的产品得到识别和控制,防止其非预期使用和交付。 2.围 适用于产品实现全过程及产品交付后的不合格品的控制 3.职责 3.1生产技检科归口管理不合格品的控制。 4.工作程序 4.1不合格品的标识、记录和通知 经检验发现的不合格品,检验员应负责对其进行标识做好相关记录并填写《不合格品报告单》通知责任部门对其确认。 4.2不合格品的隔离 责任部门收到《不合格品报告单》时,应立刻核对标识,实施隔离,隔离方法主要为加挂不合格品标识、区域隔离。 4.3不合格品的评审方式和时机 4.3.1授权评审:由检验员直接审理不合格品。 3.2相关部门配合实施。 (1)轻度不合格品:一种既不影响安全性、使用性,也不影响其功能的不合格品; (2)不合格品的数量较少或价值较小; (3)直接可判断为报废或拒收的不合格品。 1 / 30 4.3.2组织评审:生产技检科会同相关部门审理不合格品。 (1)严重不合格品:一种既影响产品的安全性、使用性,也影响其功能的不合格品; (2)不合格品的数量较大或价值较大。 4.4.4经评审确定认为改作它用的不合格品由责任人员及时搬至不合格区,并加挂标识予以隔离。 4.4.5 对交付和开始使用后发现的不合格品应予以调换或退货,并对不合格所造成的后果给予适当赔偿 4.4.6对不合格品采取的纠正和预防措施,应与不合格品的影响或潜在影响的程度相适应,详见《纠正措施程序》。 4.4.7生产技检科应保存不合格品的性质及采取措施的记录。 5.相关文件 《纠正措施程序》 6. 相关记录 《不合格品报告单》 2 / 30 材料零部件的控制程序 1. 围 本程序规定了公司压力容器制造工程中对材料、零部件的采购、验收和复验、标识、存放和保管、领用和使用以及材料代用的控制。 2. 职责 2.1 物资供应部 A) 负责分供方/分包方评价和资格认定工作; B) 编制采购文件,按采购文件组织采购人员进行材料、零部件的采购; C) 配合材料检查员检验进厂材料、零部件; D) 对采购进厂材料、零部件的质量证明文件和记录的有效性和准确性负责。 2.2 技术质量部 A)负责提供材料、零部件的材料计划表; B) 参与分供方/分包方资格评定工作; C)负责进厂材料、零部件的检验和复验。 2.3 生产厂 A)负责外协件工件的控制; B) 配合验收人员检验外协件,办理验收后的入库手续和材料保管。 2.4 材料质控责任人 A)审核分供方/分包方评价和资格认定工作; 3 / 30 吊耳计算 ————————————————————————————————作者: ————————————————————————————————日期: 1)折页销轴强度校核 销轴最大受力为副斜架起吊就位瞬间,销轴直径ф130 剪应力:τ=Q/A=100×103/(13/2)2π =753.78kg/cm2〈[τ]=1000kg/cm2弯曲应力:σ=Mmax/W (销轴受力按均布载荷计算) Mmax=QL2/8 q=100×103/8.4=1.9×104kg/cm M max=1/8×1.9×104×8.42=1.676×105kg·cm W=πd3/32=3.14×133/32=215.58cm3 σ=Mmax/W=1.676×105/215.58=77744kg/cm2〈[σ] 1)100t固定折页验算 R Hmax=100T 由拉曼公式校核最薄断面A-B σ=P(D2+d2)/2sd(D2-d2) =100×103(442+13.22)/2×4×13.2(442-13.22) =1188kg/cm2〈[σ] 固定折页焊缝计算 焊缝长度Li=2×50+2×20+4=144cm 焊缝高度h=1.6cm τ=P/0.7hLi =100×103/0.7×1.6×144 500 φ400 =620kg/cm 2〈[τ]=1000kg /c m2 3)活动折页计算 主斜架起吊就位后,副斜架未起吊前,斜架主体部分底部已垫垫铁并穿上地脚螺栓,所以校核折页受力以R 3=178.82T 为准。 在A-B 截面上: R=220 A 12 60 12 φ126 B δ60 220 280 由拉曼公式σ=P (D 2+d2)/2s d(D 2-d 2)得: σ=178.82×103(442+12.62)/2×8.2×12.6(442-12.62) =1019.98k g/c m2〈[σ]=1600k g/cm 2 活动折页焊缝计算 660 吊耳及吊具计算书 1.钢筋吊环计算 σ=9807*G/n.A≤[σ] σ:吊环承受拉应力 n:吊环的截面个数:1个吊环2,2个吊环为4,4个吊环为6。 A:一个吊环的钢筋截面面积(mm)2。 G:构件重量(t)。 9807:(t)吨换算成牛顿(N)。 [σ]:吊环的允许拉应力,取50N/mm2,(考虑动力系数、钢筋弯折引起的应力集中系数,钢筋角度影响系数等)。(公路桥涵施工规范) (1).类型1:4个Φ16吊环能承受的最大重量: G max=6*2.011*102*50/9807=6.15 t (2).类型1:4个Φ20吊环能承受的最大重量: G max=6*3.14*102*50/9807=9.5t (3).类型2:4个Φ22吊环能承受的最在重量: G max=6*3.801*102*50/9807=11.6 t (4).类型2:4个Φ25吊环能承受的最在重量: G max=6*4.906*102*50/9807=15.0 t (5).类型3:4个Φ28吊环能承受的最在重量: G max=6*6.1544*102*50/9807=18.7t (6).类型3:4个Φ32吊环能承受的最在重量: G max=6*8.0384*102*50/9807=24.5t 2、钢板吊耳计算 a.按钢板容许拉应力计算 σ=9807*K*G/n*A≤[σ] σ:吊耳承受拉应力。 K:动力系数,取1.5。 n:吊耳的截面个数:1个吊耳2,2个吊耳为4,4个吊耳为6。 A:一个吊环的钢筋截面面积(mm)2。 G:构件重量(t)。 9807:(t)吨换算成牛顿(N)。 [σ]:钢板容许拉应力,取80N/mm2 b.按钢板局部承压计算 σ’=9807*K*G/n*A≤[σ] σ’:吊耳钢板承受压应力。 K:动力系数,取1.5。 n:吊环数量:1个吊耳1,2个吊耳为2,4个吊耳为3。 A:一个吊环的钢筋截面面积(mm)2。 G:构件重量(t)。 9807:(t)吨换算成牛顿(N)。 [σ]:吊环的容许压应力,取215N/mm2 c.按板板承受剪应力计算 τ=9807*K*G/n*A≤[σ] τ:吊耳承受剪应力。 [精华]nb47014-2011承压装备工艺评定__焊接工艺评定表 格 预焊接工艺规程(pWPS) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序) 衬垫(材料及规格) 其他 母材: 类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%) C Si Mn P S Cr Ni Mo V Ti Nb / / / / / / / / / / / 其他: 注:每一种母材与焊接材料的组合均需分别填表 焊接位置: 焊后热处理: 对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置 立焊的焊接方向:(向上、向下) 预热: 气体: 最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性 电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围) 钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数 填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V 技术措施: 摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期 焊接工艺评定报告 单位名称 焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动) 1目的和适用范围 1.1目的:热处理加工过程中有关的因素进行有效的控制和管理,保证该生产工序按规定的方法在受控状态下进行,确保产品满足顾客的期望和要求,使直接影响产品质量的生产过程处于受控状态。 1.2适用范围:本程序规定了热处理过程控制办法,适用于热处理生产过程的控制。 2职责(RASIC图) 3.1控制计划的制订见《产品质量先期策划控制程序》。 3.2作业指导书由技术部工艺人员编制,热工工艺负责人审核,技术部长批准执行。 3.3经过审批的作业指导书发放到热处理车间现场,以便指导操作。 3.4热处理作业指导书应来源于现生产控制计划,并在此基础上进行拓展、完善。 3.5作业文件的编制、审核、批准、标识、管理执行《文件控制程序》。 4工艺纪律的实施 4.1热处理操作人员必须按热处理作业指导书的要求进行加工,做到有章必循。 4.2技术部工艺员每天应进行一次工艺纪律的检查,填写《工艺纪律检查记录》,对违反工艺纪律的现象,应给予必要的教育和惩罚。 5作业准备验证 5.1作业初始运行、发生了更改及停顿后重新进行生产时,均需进行作业准备验证。 5.2凡材料更改、停产达6个月以上恢复生产及重大故障后重新启动,可采用首末件对比的方法进行作业准备验证,当首末件质量特性基本一致时,作业准备验证通过。 5.3对于工艺及作业方法更改时,除采用5.2条款规定的验证方法外,还需采用工艺验证的方法包括:工艺是否符合安全、法规、标准及控制计划的要求,工艺能否满足设计要求,工艺文件能否指导生产等。 5.4当作业准备验证未获通过时,应分析原因,制定相应的纠正措施并实施,实施后,应重新进行作业准备验证,直至通过为止。 6质量考核 6.1技术部对工艺文件的正确性、合理性负责,并有责任根据设备和产品的例外情况及时调整工艺,最终确保产品质量达到工艺要求。因工艺原因导致的质量问题由技术部100%负责。 6.2热处理车间负责在加工过程中按工艺文件执行,对产品质量进行监控,并如实填写工艺参数记录表中的各项内容。产品有按工艺执行达不到技术要求时及时反馈技术部,并协助技术部热工负责人调整工艺,最终确保产品质量达到工艺要求。因热处理按工艺加工过程中发现质量问题,不反馈技术部门也不及时停止加工的热处理车间承担70%责任,技术部承担30%责任;及时反馈技术部而技术部不调整工艺的由技术部100%负责。 6.3质量部对热处理加工进行首检、巡检和完工检验(检验中的热检部分由于检验设备和人员的问题暂由技术部热工负责人负责,条件成熟后归质量部负责),并对产品质量进行把关考核,并做到不合格品不流转,不合格品流入下道工序或客户的由质量部负责。焊接工艺评定报告
热处理质量控制(20200524195202)
全套焊接工艺评定表格
焊接工艺评定报告记录模板
热处理质量控制程序
质量控制程序
吊耳计算
吊耳计算书
[精华]nb47014-2011承压装备工艺评定__焊接工艺评定表格
热处理过程控制程序